Качество как экономическая
категория и объект управления
В рыночной экономике проблема качества является важнейшим фактором повышения уровня жизни, экономической, социальной и экологической безопасности. Качество — комплексное понятие, характеризующее эффективность всех сторон деятельности: разработка стратегии, организация производства, маркетинг и др. Важнейшей составляющей всей системы качества является качество продукции. В современной литературе и практике существуют различные трактовки понятия качества. Международная организация по стандартизации определяет качество (стандарт ИСО-8402) как совокупность свойств и характеристик продукции или услуги, которые придают им способность удовлетворять обусловленные или предполагаемые потребности. Этот стандарт ввел такие понятия, как «обеспечение качества», «управление качеством», «спираль качества». Требования к качеству на международном уровне определены стандартами ИСО серии 9000. Первая редакция международных стандартов ИСО серии 9000 вышла в конце 1980-х годов и ознаменовала выход международной стандартизации на качественно новый уровень. Эти стандарты вторглись непосредственно в производственные процессы, сферу управления и установили четкие требования к системам обеспечения качества. Они положили начало сертификации систем качества. Возникло самостоятельное направление менеджмента — менеджмент качества. В настоящее время ученые и практики за рубежом связывают современные методы менеджмента качества с методологией TQM (total quality management) — всеобщим (всеохватывающим, тотальным) менеджментом качества.
Стандарты ИСО серии 9000 установили единый, признанный в мире подход к договорным условиям по оценке систем качества и одновременно регламентировали отношения между производителями и потребителями продукции. Иными словами, стандарты ИСО — жесткая ориентация на потребителя. При этом речь идет о культуре производства. Качество можно представить в виде пирамиды (рис. 1.1).
Рис. 1.1. Пирамида качества
Наверху пирамиды находится TQM — всеохватывающий, тотальный менеджмент качества, который предполагает высокое качество всей работы для достижения требуемого качества продукции. Прежде всего, это работа, связанная с обеспечением высокого организационно-технического уровня производства, надлежащих условий труда. Качество работы включает обоснованность принимаемых управленческих решений, систему планирования. Особое значение имеет качество работы, напрямую связанной с выпуском продукции (контроль качества технологических процессов, своевременное выявление брака). Качество продукции непосредственно вытекает из качества работы. Здесь оценивается качество годной продукции, учитывается мнение потребителя, анализируются рекламации.
Для дальнейшего уточнения понятия управления качеством продукции целесообразно обратить внимание на трактовку понятия продукции и уточнить само это понятие. Необходимость такого уточнения обусловлена тем, что понятие продукция не совсем точно даже в инструктивных материалах, действующих в Российской Федерации. Так, в форме 2 «Отчет о прибылях и убытках» приведен показатель «выручка (нетто) от реализации товаров, продукции, работ, услуг...». Но ведь товары, работы и услуги входят в общее понятие продукция. Продукция — комплексное понятие. Это — результат деятельности фирмы, который может быть представлен товарами, продуктами (имеющими вещественную форму) и услугами (не имеющими вещественной формы). Услуги производственного характера (ремонт и т. п.) называют работами.
Для того, чтобы произвести ту или иную продукцию, выполнить работу, оказать услугу, необходимо осуществить целый ряд операций, подготовительных работ. Конечное качество зависит от качества работы на каждом этапе.
Формирование качества продукции начинается на стадии ее проектирования. Так, в фазе исследования разрабатывают технические и экономические принципы, создают функциональные образцы (модели). После этого создают основу производственной документации и опытный образец. На стадии конструктивно-технологических работ подготавливают внедрение изделия в производство.
Качество работы, как уже отмечалось, непосредственно связано с обеспечением функционирования фирмы. Это — качество руководства и управления (планирование, анализ, контроль). От качества планирования (разработки стратегии, системы планов и т.п.) зависит достижение поставленных целей и качество фирмы.
Понятие качества формировалось под воздействием историко-производственных обстоятельств. Это обусловлено тем, что каждое общественное производство имело свои объективные требования к качеству продукции. На первых порах крупного промышленного производства проверка качества предполагала определение точности и прочности (точность размеров, прочность ткани и т.п.).
Повышение сложности изделий привело к увеличению числа оцениваемых свойств. Центр тяжести сместился к комплексной проверке функциональных способностей изделия. В условиях массового производства качество стало рассматриваться не с позиций отдельного экземпляра, а с позиций стандарта качества всех производимых в массовом производстве изделий.
С развитием научно-технического прогресса, следствием которого стала автоматизация производства, появились автоматические устройства для управления сложным оборудованием и другими системами. Возникло понятие надежность. Таким образом, понятие качества постоянно развивалось и уточнялось. В связи с необходимостью контроля качества были разработаны методы сбора, обработки и анализа информации о качестве. Фирмы, функционировавшие в условиях рыночной экономики, стремились организовать наблюдения за качеством в процессе производства и потребления. Упор был сделан на предупреждение дефектов.
Качество у производителя и потребителя — понятия взаимосвязанные. Производитель должен проявлять заботу о качестве в течение всего периода потребления продукта. Кроме того, он должен обеспечить необходимое послепродажное обслуживание. Особенно это важно для товаров, отличающихся сложностью эксплуатации, программных продуктов.
Вернемся к уточнению понятия качества. В литературе понятие качества трактуется по-разному. Однако основное различие в понятиях качества лежит между его пониманием в условиях командно-административной и рыночной экономики.
В условиях командно-административной экономики качество трактуется с позиции производителя. В рыночной экономике качество рассматривается с позиции потребителя.
Качество изделия может проявляться в процессе потребления.
Понятие качества продукта с позиций его соответствия требованиям потребителя сложилось именно в условиях рыночной экономики.
Идея такого подхода к определению качества продукции содержится в специальной науке — квалиметрии. «Квали» по латыни означает «какой, какого качества», а «метрео» на древнегреческом — «мерить», «измерять». Квалиметрия — наука о способах измерения и количественной оценки качества продукции и услуг. Квалиметрия позволяет давать количественные оценки качественным характеристикам товара. Квалиметрия исходит из того, что качество зависит от большого числа свойств рассматриваемого продукта. Для того, чтобы судить о качестве продукта недостаточно только данных о его свойствах. Нужно учитывать и условия, в которых продукт будет использован.
В первой половине XX века были разработаны эмпирические методики количественной оценки качества продукции. Возникла задача теоретического обоснования, повышения точности и надежности этих методик.
В конце 1960-х годов группой отечественных ученых Г.Г. Аз-гальдовым, З.Н. Крапивенским, Ю.П. Кураченко, Д.М. Шпектровым, А.В. Гличевым, М.В. Федоровым была выявлена общность количественной оценки качества совершенно разных объектов и дано теоретическое обобщение этих методик.
Основной целью квалиметрии является разработка и совершенствование методик, которые позволяют выразить качество конкретного оцениваемого объекта одним числом, характеризующим степень удовлетворения объектом общественной или личной потребности.
Сфера приложения инструментария квалиметрии является достаточно широкой, поскольку квалиметрия позволяет оценивать не только качество многообразных объектов, но и качество труда, а также эффективность управленческих решений.
Суть измерения качества в квалиметрии состоит в следующем:
1. Для каждого вида продукции учитываются свои специфические уровни качества, зафиксированные в стандартах и действующих технических условиях. Качество характеризуется определенным технико-экономическим параметром (потребительным свойством): емкость холодильника, скорость автомобиля, ходимость автопокрышек, содержание основного компонента (активного вещества и др.).
2. Выбирается эталон качества.
3. Достигнутое качество сопоставляется с эталоном.
Пример. Средняя продолжительность горения электроламп определенной мощности, изготовленных на предприятии, 400 часов. Эталонное значение срока службы 450 часов.
Тогда оценка качества (коэффициент качества): 400/450 = 0,89. Качество не соответствует эталону.
Качество может быть оценено по нескольким параметрам. Применительно к электролампам наряду с продолжительностью горения учитывают коэффициент полезного действия.
Пусть в приведенном примере коэффициент полезного действия имеет эталонное значение 20 лм/Вт, а фактический коэффициент равен 18. Коэффициент качества по второму параметру — 0,90.
Для сводной или обобщенной оценки качества Госстандартом России рекомендовано использовать среднюю геометрическую, т.е. извлечь квадратный корень из произведения индивидуальных коэффициентов (индексов) качества: д/0,89-0,90 =0,895 . Это говорит о несоответствии качества эталону.
Таким образом, качество может соответствовать эталону, быть ниже или выше эталона.
Сводная оценка качества связана с так называемым интегральным качеством. Это понятие было введено А.В. Гличевым, В.П. Пановым и Г.Г. Азгальдовым1.
Вместе с тем нельзя рассматривать качество изолированно с позиций производителя и потребителя. Без обеспечения технико-эксплуатационных, эксплуатационных и других параметров качества, записанных в технических условиях (ТУ), не может быть осуществлена сертификация продукции. Разнообразные физические свойства, важные для оценки качества, сконцентрированы в потребительной стоимости. Важными свойствами для оценки качества являются:
• технический уровень, который отражает материализацию в продукции научно-технических достижений;
• эстетический уровень, который характеризуется комплексом свойств, связанных с эстетическими ощущениями и взглядами;
• эксплуатационный уровень, связанный с технической стороной использования продукции (уход за изделием, ремонт и т. п.);
• техническое качество, предполагающее гармоничную увязку предполагаемых и фактических потребительных свойств в эксплуатации изделия (функциональная точность, надежность, длительность срока службы).
Преобладающая часть современного мирового производства представлена производством товаров. Поэтому то или иное изготавливаемое изделие воплощает в себе как потребительную стоимость, так и стоимость.
Следовательно, качество является комплексным понятием, отражающим эффективность всех сторон деятельности фирмы.
Понятие качества неоднократно обсуждалось научной общественностью и практиками. Большую роль в формировании современного представления о качестве сыграла Академия проблем качества Российской Федерации.
В результате деятельности Академии проблем качества сформировалось концептуальное видение качества как одной из фундаментальных категорий, определяющих образ жизни, социальную и экономическую основу для успешного развития человека и общества. Такое видение качества представляется достаточно емким и более четко определяет значение повышения качества, которому посвящен следующий раздел.
1.2. Значение повышения качества
По мере развития экономических реформ в России все большее внимание уделяется качеству. В настоящее время одной из серьезных проблем для российских предприятий является создание системы качества, позволяющей обеспечить производство конкурентоспособной продукции. Система качества важна при проведении переговоров с зарубежными заказчиками, считающими обязательным условием наличие у производителя системы качества и сертификата на эту систему, выданного авторитетным сертифицирующим органом. Система качества должна учитывать особенности предприятия, обеспечивать минимизацию затрат на разработку продукции и ее внедрение. Потребитель желает иметь уверенность, что качество поставляемой продукции будет стабильным и устойчивым.
В теории и практике управления качеством выделены две проблемы: качество продукции и менеджмент качества.
Обеспечение качества требует немалых затрат. До недавнего времени основная доля в затратах на качество приходилась на физический труд. Но сегодня высока доля интеллектуального труда. Проблема качества не может быть решена без участия ученых, инженеров, менеджеров. Должна быть гармония всех составляющих профессионального влияния на качество.
Значение качества продукции состоит в том, что только качественная продукция открывает экспортную дорогу на платежеспособные западные рынки. Большую роль в обеспечении качества продукции российских производителей и ее успешной конкуренции на мировых рынках призваны сыграть специальные конкурсы.
Различного рода конкурсы с присуждением их победителям почетных наград широко используются в мировой практике.
В России функционирует Совет по присуждению премий Правительства в области качества продукции. Премии Правительства РФ в области качества присуждаются за достижение значительных результатов в области качества продукции (услуг) и внедрение высокоэффективных методов управления качеством. Ежегодно проводятся конкурсы «100 лучших товаров России: продовольственные, промышленные товары». Учрежден приз за качество. Он состоит из диплома, словесного поощрения правительства и права изобразить символ качества на продукции. Иными словами символ победы позволяет повысить эффективность рекламы.
Основная цель премий — помочь российским предприятиям и организациям повысить конкурентоспособность отечественной промышленности на мировом рынке.
Следует отметить, что конкурсы, имеющие целью повышение качества, имеют в России уже некоторую историю. Так, в 1992 г. Санкт-Петербургским Клубом менеджеров по качеству (Клуб-9000), малым научно-производственным и сервисным предприятием «Конфлакс» и журналом «Стандарты и качество» учрежден конкурс на звание «Лучший менеджер по качеству года». В 1995 г. его соучредителями стали также Союз потребителей России и Администрация Санкт-Петербурга, в 1997 г. — Центр испытаний и сертификации «Тест—С.-Петербург» и АО «ТКБ Интерсертифика».
Конкурс имеет целью:
• расширить круг предприятий, обеспечивающих качество на основе международных стандартов ИСО серии 9000 и концепции TQM;
• повысить профессиональный уровень специалистов в области качества;
• распространить опыт наиболее эффективно работающих менеджеров по качеству;
• пропагандировать в стране и за ее пределами достижения российских менеджеров по качеству.
Качество является важным инструментом в борьбе за рынки сбыта. Именно качество обеспечивает конкурентоспособность товара. Оно складывается из технического уровня продукции и полезности товара для потребителя через функциональные, социальные, эстетические, эргономические, экологические свойства. При этом конкурентоспособность определяется совокупностью качественных и стоимостных особенностей товара, которые могут удовлетворять потребности потребителя, а также расходами на приобретение и потребление соответствующего товара. Следует учитывать, что среди продукции аналогичного назначения большей конкурентоспособностью обладает та, которая обеспечивает наивысший полезный эффект по отношению к суммарным затратам потребителя. Безусловно, повышение качества сопряжено с затратами, однако они окупятся благодаря полученной прибыли. Занятие лидирующего положения на рынке невозможно без разработки и освоения новых товаров (модифицированных, улучшенных).
Значение повышения качества достаточно многообразно. Решение этой проблемы на микроуровне важно и для экономики в целом, так как позволит установить новые и прогрессивные пропорции между ее отраслями и внутри отраслей, например, между металлургической промышленностью и машиностроением. Эти пропорции могут быть достигнуты путем совершенствования технологии производства машиностроительной продукции и повышения ее экономичности. Повышение же качества продукции машиностроения имеет значение для автоматизации производственных процессов в других отраслях.
Достаточно высокая надежность приобретенного потребителем оборудования обеспечит пропорциональность производственного процесса, что важно для предотвращения аварийных и внеплановых выходов оборудования из строя, возникновения «узких» мест.
Если не уделять серьезного внимания качеству, потребуются значительные средства на исправление дефектов. Гораздо больший эффект будет достигнут путем разработки долгосрочных программ по предотвращению дефектов.
До недавнего времени считалось, что качеством должны заниматься специальные подразделения. Переход к рыночной экономике обусловливает необходимость изучения опыта ведущих фирм мира по достижению высокого качества. Ведущие фирмы стран с развитой рыночной экономикой считают, что на достижение качества должны быть нацелены все службы. Ключевую роль в повышении качества играют требования потребителей, информация о неисправностях, просчетах и ошибках, оценки потребителей.
Исследования, проведенные в ряде стран, показали, что в компаниях, мало уделяющих внимания качеству, до 60% времени может уходить на исправление брака.
Значение повышения качества хорошо иллюстрируется на примере Японии. После Второй мировой войны японские промышленники занимались активно поисками путей повышения эффективности производства и качества продукции. Группы японских управляющих изучали опыт по всему миру. Они встречались с руководителями ведущих промышленных фирм США и Европы. Все рациональное переносилось на национальную почву. Внимание японских управляющих привлекли такие понятия, как статистический контроль качества и комплексное управление качеством.
Изучая опыт различных стран, японские управляющие обратили внимание на то, что преуспевающие фирмы предъявляют высокие требования к своим работникам и качеству продукции.
В итоге проведенных исследований и выполненных разработок появились так называемые японские стандарты качества. В Японии возникло новое понятие «культура качества». Культура качества — комплексное понятие, включающее качество сервисного обслуживания, качество отчетной документации, качество выполнения производственных операций и др. Япония стала родоначальником новой методологии деятельности предприятия и перешла к всеобщему контролю качества. Новая система выходит за рамки микроуровня и включает контроль рынка сбыта продукции, анализ рыночной конъюнктуры, послепродажное обслуживание. При этом традиционное управление качеством не устраняется, а совершенствуется. Значение же всеобщего контроля качества состоит в том, что он усиливает воздействие запросов потребителей на качество продукции. Кроме того, тотальное качество входит в число критериев оценки работы менеджеров. Менеджеры компаний относятся к повышению качества не как к одному из рядовых моментов управления, а отдают ему приоритетное значение.
Потребителей интересуют надежность, удобство в эксплуатации, долговечность, эстетические свойства продукции.
1.3. Качество как объект управления
Разработка теории управления качеством велась как зарубежными, так и отечественными учеными. Работы русских ученых П.Л. Чебышева и А.М. Ляпунова являются теоретической основой выборочного контроля качества. Большой вклад в разработку применяемых в настоящее время систем управления качеством внесли отечественные ученые И.Г. Венецкий, А.М. Длин, американские ученые У.А. Шухарт, Э. Деминг, А. Фейгенбаум.
Современное управление качеством исходит из того, что деятельность по управлению качеством не может быть эффективной после того, как продукция произведена, эта деятельность должна осуществляться в ходе производства продукции. Важна также деятельность по обеспечению качества, которая предшествует процессу производства.
Качество определяется действием многих случайных, местных и субъективных факторов. Для предупреждения влияния этих факторов на уровень качества необходима система управления качеством. При этом нужны не отдельные разрозненные и эпизодические усилия, а совокупность мер постоянного воздействия на процесс создания продукта с целью поддержания соответствующего уровня качества.
Управление качеством неизбежно оперирует понятиями: система, среда, цель, программа и др.
Различают управляющую и управляемую системы. Управляемая система представлена различными уровнями управления организацией (фирмой и др. структурами). Управляющая система создает и обеспечивает менеджмент качества. В современной литературе и практике используются следующие концепции менеджмента качества:
• система качества (Quality System);
• система менеджмента, основанная на управлении качеством (Quality Driven Management System);
• всеобщее управление качеством (Total Quality Management);
• обеспечение качества (Quality Assurance);
• управление качеством (Quality Control);
• статистический контроль качества (Statistical Quality Control);
• система обеспечения качества (Quality Assurance System);
• гарантия продукции (Product Assurance);
• всеобщий производственный менеджмент (Total Manufacturing Management);
• передовой производственный опыт (Good Manufacturing Practices);
• система управления производственными ресурсами (Environmental Management System);
• система «мы обеспокоены» (We Care);
• система «обеспокоенность ответственных лиц» (Responsible Care);
• всеобщий менеджмент качества в сфере охраны окружающей среды (Environmental TQM);
• всеобщее обеспечение производства (Total Manufacturing Assurance);
• интегрированный менеджмент процессов (Integrated Process Management);
• менеджмент в целях улучшения качества (Management for Quality Improvement);
• полное (сквозное, тотальное) управление качеством и производительностью (Total Quality and Productivity Management);
• интегрированный менеджмент качества (Integrated Management);
• система внедрения непрерывных улучшений (Continuous Improvement Implementation System);
• полное преобразование качества (Total Quality Transformation);
• менеджмент системы качества (Quality System Management).
Существуют и другие концепции менеджмента качества. Мы
привели только небольшую их часть, но важную для понимания качества как объекта управления. Перечисленные концепции отражают сущность разных методов, используемых в методологии TQM для решения различных проблем качества.
TQM имеет огромное значение в управлении современными фирмами.
Управляющая система начинается с руководства высшего звена. Именно руководство высшего звена должно исходить из стратегии, что фирма способна на большее по сравнению с прошлым. В организационной структуре фирмы могут быть предусмотрены специальные подразделения, занимающиеся координацией работ по управлению качеством. Распределение специальных функций управления качеством между подразделениями зависит от объема и характера деятельности фирмы.
Для качества как объекта менеджмента свойственны все составные части менеджмента: планирование, анализ, контроль.
Современный менеджмент качества базируется на результатах исследований, выполненных крупными зарубежными корпорациями по программам консультантов по управлению качеством. Это опыт таких известных фирм, как «Хьюлетт-Паккард», и др. В 1980-е годы на политику этих и ряда других фирм оказали влияние разработки Ф.Б. Кросби, Э. Деминга, А.В. Фейгенбаума, К. Исикавы, Дж.М. Джурана. Основой деятельности ведущих фирм стало улучшение работы в следующих направлениях:
• заинтересованность руководства высшего звена;
• образование совета по улучшению качества работы;
• вовлечение всего руководящего состава в процесс улучшения работы;
• обеспечение коллективного участия;
• обеспечение индивидуального участия;
• создание групп по совершенствованию систем (групп регулирования процессов);
• более полное вовлечение поставщиков;
• обеспечение качества функционирования систем управления;
• разработка и реализация краткосрочных планов и долгосрочной стратегии улучшения работы;
• создание системы признания заслуг.
Особенно следует отметить такое направление, как обеспечение качества функционирования систем управления. Консультанты по управлению качеством обратили внимание, что службы по управлению качеством и надежностью направляли усилия и ресурсы на выявление проблем и исправление ошибок. В результате сформировалась система управления по отклонениям. Эта система реагировала на ошибки и недооценивала роль профилактических мероприятий, а также подразделений, не связанных с процессом производства. Был сделан вывод, что обеспечение качества зависит от систем управления, регулирующих производственно-хозяйственную деятельность фирм.
Ф. Кросби, являющийся одним из ведущих консультантов по качеству, обратил внимание на важность системы поощрения. Признание заслуг сотрудников и их стимулирование к достижению высоких результатов является составной частью современного менеджмента качества.
В 1951 г. было разработано положение о премии Деминга, которая легла в основу модели всеобщего управления качеством (TQC). Эта модель предполагает постоянный анализ информации широким кругом экспертов и новый взгляд на качество. Премия Деминга сыграла большую роль в достижении японского качества. Позднее в США была учреждена премия имени Малкольма Баддриджа (1987 г.). Развитием модели премии М. Балдриджа стала модель Европейской премии качества, которая оценивала результаты бизнеса и его влияние на общество. Более подробно о критериях оценки деятельности в области качества будет сказано ниже.
Фирмы, функционирующие в рыночной экономике, формулируют политику в области качества таким образом, чтобы она касалась деятельности каждого работника, а не только качества предлагаемых изделий или услуг. В политике четко определяются уровни стандартов качества работы для конкретной фирмы и аспекты системы обеспечения качества. При этом продукция заданного качества должна быть поставлена потребителю в заданные сроки, в заданных объемах и за приемлемую цену.
Сегодня в управлении качеством важное значение имеет наличие на фирмах сертифицированной системы менеджмента качества, что является гарантией высокой стабильности и устойчивости качества продукции. Сертификат на систему качества позволяет сохранить конкурентные преимущества на рынке.
Появление сертификата на системы качества обусловлено эволюцией подходов к менеджменту качества, на которой целесообразно остановиться более подробно.
Глава 2
Эволюция» подходов к менеджменту
Качества
2.1. Становление и развитие менеджмента
Качества
До середины 1960-х годов при обеспечении качества продукции главная роль отводилась контролю и отбраковке дефектной продукции. Контроль и отбраковка в производственной практике реализовывались различными методами, которые развивались и совершенствовались под влиянием достижений научно-технического процесса. Организационно система контроля качества соответствовала структуре производственного процесса и отвечала его требованиям. Если производственный процесс от закупки сырья до изготовления готовой продукции осуществлялся на одном предприятии, приемочный контроль качества продукции проходил перед отправкой ее потребителю. Технология изготовления продукции могла состоять из большого числа операций и отличаться сложностью. В этом случае приемочный контроль сочетался с операционным. Значительная роль отводилась входному контролю закупаемого сырья. Система контроля строилась по следующему принципу: обнаружение дефекта и изъятие бракованного изделия из процесса производства должны происходить как можно раньше. Это обусловлено тем, что последующая обработка дефектного продукта приводила к серьезным потерям и неоправданно увеличивала издержки на производство продукции. Подход к обеспечению качества лишь с позиций контроля требовал (при стопроцентном контроле параметров каждой детали или изделия) много квалифицированных контролеров. В крупных промышленных компаниях США число контролеров стало соизмеримо по численности с производственным персоналом. Неоценимую помощь в контроле качества оказали методы математической статистики.
Методы математической статистики позволяли с заданной вероятностью оценивать качество изделий с применением выборочного метода. Статистические методы контроля качества получили широкое распространение в промышленности развитых капиталистических стран. Они способствовали сокращению затрат времени на контрольные операции и повышению эффективности контроля. Впоследствии новые условия производства потребовали поиска адекватных и эффективных методов обеспечения качества. На совершенствование методов обеспечения качества оказали влияние исследование операций, кибернетика, системотехника и общая теория систем. Кибернетический подход послужил основой появления концепции управления качеством, которая пришла на смену традиционной концепции контроля. Эта концепция появилась в начале 1960-х годов и одним из ее основоположников был американский ученый А. В. Фейгенбаум, который предложил рассматривать каждый этап в процессе создания изделия (а не только его конечный результат).
Такой анализ позволял не ограничиваться констатацией брака, а выявить и проанализировать причины его возникновения и разработать меры по стабилизации уровня качества. Таким образом, появилась возможность управлять качеством.
Производство продукции — это в сущности создание или рождение качества, т. е. суммы определенных свойств, или функциональной совокупности. Следовательно, процесс создания изделия (качества) и есть управляемый процесс. В процессе контроля различные параметры, определяющие качество изделия, сравниваются с эталонными, зафиксированными в используемых стандартах, нормативах и технических условиях. Информация о несоответствии уровня качества заданным стандартам (сигнал рассогласования) через цепь обратной связи (ОС) поступает в специальное подразделение (управляемый элемент), где проводится анализ и вырабатываются меры по устранению отклонений. Например, усовершенствование конструкции и технологии, замена станков, обучение персонала и др. Изделия, прошедшие контроль, поступают к потребителю, который дает решающую оценку уровня качества. Отзывы покупателя о качестве и рекламации направляются изготовителю. В соответствии с ними управляющий элемент также вырабатывает корректирующие меры.
В этой новой концепции было уточнено место контроля в обеспечении качества. Контроль продолжал оставаться важной и необходимой операцией, но как одно из звеньев в общей системе обеспечения качества. Главная цель этой системы — обеспечить требуемый уровень качества и поддерживать его (а часто и повышать) в течение всего периода изготовления продукции. Достигнуть этой цели возможно при оптимизации по критерию качества всего процесса создания изделия.
Процесс обеспечения качества состоит из следующих укрупненных этапов:
• оценка уровня качества имеющихся на рынке аналогичных изделий, анализ требований покупателей;
• долгосрочное прогнозирование;
• планирование уровня качества;
• разработка стандартов;
• проектирование качества в процессе конструирования и разработки технологом;
• контроль качества исходного сырья и покупных материалов;
• пооперационный контроль в процессе производства;
• приемочный контроль;
• контроль качества изделия в условиях эксплуатации (после продажи);
• анализ отзывов и рекламаций покупателей. Затем весь цикл повторяется сначала.
Каждый из перечисленных этапов распадается на множество процессов, операций и действий исполнителей. Процессы и действия в рамках процесса управления качеством имеют четко обозначенные цели, критерии контроля (стандарты), каналы обратной связи, процедуры анализа и методы воздействия. Следовательно, реальный процесс и система управления качеством представляют собой сложную совокупность взаимосвязанных контуров управления.
В настоящее время качество играет важную (если не главенствующую) роль. Для современного рынка, как показывают исследования отечественных и зарубежных ученых, характерна устойчивая тенденция к повышению роли «неценовых» форм конкуренции, особенно конкуренции качества. Характерно, что с ростом выпуска числа изделий долговременного пользования все большую роль начинает играть не продажная цена изделия, а стоимость полного жизненного цикла. Стоимость полного жизненного цикла представляет собой сумму затрат по следующим категориям:
• стоимость всего комплекса НИОКР, предшествующих серийному производству;
• затраты на изготовление требуемого количества изделий;
• затраты потребителя на обслуживание, эксплуатацию и «ремонт изделия в течение всего периода его функционирования.
Затраты потребителя (которые определяют его выбор конкретного товара) тесно связаны с качеством и надежностью изделия.
Главная цель — обеспечение качества распадается на ряд подцелей: анализ, проектирование, различные виды контроля качества, его оценка и др. Подцели дробятся на еще более мелкие, и таким образом вырисовывается дерево целей, в соответствии с которым происходит управление качеством.
Предложенная А. Фейгенбаумом система управления качеством внесла значительные изменения во внутрифирменное управление. В частности, изменились организационные структуры: появились центральные отделы управления качеством или обеспечения качества и соответствующие ячейки (элементы комплексных систем управления качеством) в научных, проектно-конструкторских, производственных, обеспечивающих и сбытовых подразделениях. Повысился статус работ по обеспечению качества. Систему управления качеством стал возглавлять управляющий самого высокого ранга — вице-президент по качеству. Таким образом, А. Фейгенбаум дал обоснование системе всестороннего управления качеством продукции. Практическую реализацию в полном объеме эта система получила в Японии в рамках системы Канбан. Система всестороннего управления качеством (СВУК) основана на так называемых циклах Деминга. Цикл Деминга состоит из четырех этапов: планирование, производство, контроль, совершенствование продукции. Объектом СВУК является весь жизненный цикл изделия. Это означает системный подход ко всем этапам жизненного цикла: изучение требований рынка, доставка готовой продукции потребителю и ее техническое обслуживание в процессе эксплуатации.
Исследования и разработки, выполненные учеными различных стран, подтвердили, что качество конечной продукции определяется и зависит от качества НИОКР, техники и технологии. Никакими организационными мерами невозможно достичь требуемых показателей качества, если не обеспечены соответствующие уровни конструкторских разработок, качество техники и технологии. Возможности техники и технологии определяют технологический аспект проблемы обеспечения качества.
Концепция управления качеством и практика ее реализации позволили по-новому оценить роль непосредственных исполнителей в обеспечении качества. Прежде всего изменились взгляды на распределение ответственности за качество. Проведенные многочисленные исследования выявили количественные соотношения ответственности за брак исполнителей и руководства.
В середине 1950-х годов в Советском Союзе возникла Саратовская система бездефектного изготовления продукции и сдачи ее с первого предъявления. Она предусматривала постоянное внимание всего коллектива предприятия к качеству продукции.
В США и странах Западной Европы в конце 1950-х годов возникли различные формы самоконтроля качества. Одна из форм самоконтроля получила название нулевых дефектов, или бездефектного труда. Введение определенных организационных мер, а также использование специальных мер материального и морального стимулирования способствовали созданию условий для того, чтобы весь персонал выполнял свою работу качественно, без дефектов и переделок. Контроль за качеством труда осуществлял сам исполнитель. В системе бездефектного труда (БТ) возникли различные движения: сдача продукции с первого предъявления, работа с личным клеймом и др.
В 1950-е годы в Японии стали активно функционировать кружки качества (Quality Circle, QC). Кружки качества родились естественно, как логическое продолжение и развитие японских концепций и практики управления персоналом и качеством. На начальном этапе создание кружков качества в промышленных компаниях встретилось со значительными трудностями и потребовало серьезных организационных усилий и немалых затрат. Кружки стали одной из тех практических форм, в которых стали реализовываться управленческие подходы и концепции повышения эффективности. Важнейшей формой деятельности кружков качества было обучение рабочих и мастеров. Программы обучения создавались в ведущих компаниях: программа обучения бригадиров статистическим методам контроля качества — в металлургической компании «Фудзи Сэйтэцу» (1951 г.); выпуск учебных материалов по контролю качества — в компании «Тэк-ко кекам» (1952 г.); программа по обучению — в компании «Мицубиси дэнки» (1952 г.). В январе 1956 г. журнал «Контроль качества» провел «круглый стол» и дискуссию «Цеховые мастера рассказывают о своем опыте в области контроля качества». Отцом кружков качества по праву считается профессор Исикава Каору. В апреле 1962 г. вышел первый номер журнала «Контроль качества для мастера», одним из основных авторов которого был Исикава. В журнале прозвучал призыв создать на предприятиях кружки контроля качества. В журнале были обоснованы принципы работы этих кружков и были выдвинуты три главные цели.
1. Вносить вклад в совершенствование производства и развитие предприятия.
2. На основе уважения к человеку создавать достойную и радостную обстановку на рабочих местах.
3. Создавать благоприятную обстановку для проявления способностей человека и выявления его безграничных возможностей.
Призыв журнала был услышан и подхвачен. В мае 1962 г. зарегистрирован первый кружок качества на заводе государственной телефонно-телеграфной компании «Нихон дэндэн кося» в г. Масцуяма. В мае 1963 г. состоялся первый съезд кружков качества (г. Сэндай). В съезде участвовали 149 человек и были заслушаны 22 доклада, а на четвертом съезде, проходившем в 1964 г. в г. Нагоя было уже 563 участника и 92 доклада. С самого начала в основу организации кружков качества был положен принцип добровольности. К началу 1965 г. в Японии было зарегистрировано 3700 кружков. В 1966 г. японские кружки качества заявили о себе в Стокгольме на десятом конгрессе Европейской организации контроля качества. В настоящее время в Японии зарегистрировано свыше 300 тыс. кружков качества. Концепция контроля качества была не нова, но японцы выдвинули концепцию полного контроля качества, более широкую по масштабу, которая предполагала движение за улучшение качества на уровне компании. В движении должен был участвовать каждый — от управляющего директора до уборщицы. Так, разработанная американскими учеными концепция отсутствия недостатков была трансформирована в Японии в общенациональное движение. Движение за отсутствие недостатков было нацелено на достижение определенных стандартов качества; QC имели целью постепенное улучшение качества сверх определенных стандартов. Программы QC в действительности были связаны не только с качеством продукции, но имели целью тотальную революцию в работе организации на уровне цехов.
Появление международных стандартов ИСО серии 9000 на системы качества явилось дальнейшим развитием теории и практики современного менеджмента качества.
С конца 1980-х годов предприятия стран с рыночной экономикой стали заниматься разработкой, внедрением и сертификацией систем менеджмента качества. Сформировался системный подход к менеджменту качества. Серьезное внимание стало уделяться не только качеству продукции, но и качеству предоставления услуг. Это обусловлено тем, что прошедшее десятилетие во многих странах с рыночной экономикой характеризуется бурным ростом сферы услуг. При этом предоставление услуг не противопоставляется производству продукции. Например, клиент покупает машину. С одной стороны, ему продают товар, а с другой — предоставляют услуги (информацию, послепродажное обслуживание и т. п.). Услуги и товары взаимосвязаны, хотя соотношение между ними может различаться.
Характер движения от товара к услуге можно представить в виде схемы (рис. 2.1).
Предоставление услуг имеет ряд особенностей. Услуги не всегда являются вещественными. В этом случае невозможно подтвердить качество услуги.
Например, преподаватель ВУЗа дает дополнительную консультацию студенту. Качество этой услуги может оценить только студент при условии, что удовлетворен объяснениями.
При предоставлении услуг производство и потребление взаимосвязаны. Без активного сотрудничества сторон никакое производство невозможно. Так, преподаватель не может дать знания студенту без участия и желания последнего.
Качество услуг имеет различные измерения. Это можно пояснить на примере так называемой индустрии гостеприимства. В этой области качество — это то, что хочет каждый. Предприятие обслуживания должно гарантировать его. В США, да и в нашей стране нет такой рекламы, в которой бы не говорилось, что предлагаемые товары или услуги обладают самым высоким качеством. Никогда прежде предприятия обслуживания не были так озабочены вопросами качества товаров и услуг. Это обусловлено тем, что качество оказывает самое большое влияние на жизнеспособность предприятий обслуживания. История многих современных корпораций индустрии гостеприимства доказывает, что именно качество позволило достичь лидирующего положения в этой сфере.
Гарантирование качества — закрепление и поддержание системы обеспечения качества, включая доказательства того, что она соответствует современным условиям, является главным итогом эволюции менеджмента качества.
Общий менеджмент и менеджмент качества взаимосвязаны. Далее прослеживается эта взаимосвязь.
2.2. Взаимосвязь общего менеджмента
и менеджмента качества
Основой и общего менеджмента, и менеджмента качества является система Ф.У. Тейлора. Именно он обратил пристальное внимание на необходимость учета вариабельности производственного процесса и оценил важность ее контроля и устранения (по возможности). Система Тейлора включала понятия верхнего и нижнего пределов качества, поля допуска, вводила такие измерительные инструменты, как шаблоны и калибры, а также обосновывала необходимость независимой должности инспектора по качеству, разнообразную систему штрафов для бракоделов, форм и методов воздействия на качество продукции.
В дальнейшем на длительный период времени (с 1920-х до начала 1980-х годов) пути развития общего менеджмента и менеджмента качества, как показано на рисунке 2.2, разошлись. Главная проблема качества воспринималась и разрабатывалась специалистами преимущественно как инженерно-техническая проблема контроля и управления вариабельностью продукции и процессов производства, а проблема менеджмента — как проблема в основном организационного и даже социально-психологического плана.
На втором этапе (1920-1950-е годы) развитие получили статистические методы контроля качества — SQS (А. Шухарт, Г.Ф. Додж, Г.Г. Роминг и др.). Появились контрольные карты, обосновывались выборочные методы контроля качества продукции и регулирования техпроцессов. Именно Шухарта на Западе называют отцом современной философии качества. Он оказал существенное влияние на таких гуру в области качества, как Э.У. Деминг и Д.М. Джуран.
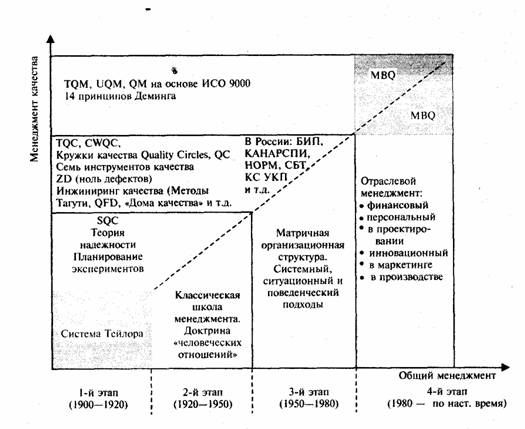
Рис. 2.2. Взаимоотношения общего менеджмента и менеджмента качества
Принятые сокращения:
MBQ — Management by Quality — Менеджмент на основе качества;
МВО — Management by Objectives — Управление по целям;
TQM — Total Quality Management — Всеобщий менеджмент качества;
UQM — Universal Quality Management — Универсальный менеджмент
качества;
QM — Quality Management — Менеджмент качества;
TQC — Total Quality Control — Всеобщий контроль качества;
CWQC — Company Wide Quality Control — Контроль качества в масштабе
всей компании;
QC — Quality Circles — Кружки контроля качества;
ZD — Zero Defect — Система «Ноль дефектов»;
QFD — Quality Function Deployment — Развертывание функции качества;
SQC — Statistical Quality Control — Статистический контроль качества.
И Деминг, и Джуран активно пропагандировали статистические подходы к производству, однако именно они первыми обратили внимание на организационные вопросы обеспечения качества, сделали акцент на роли высшего руководства в решении проблем качества. В знаменитых 14 принципах Деминга уже трудно отделить инженерные методы обеспечения качества от организационных проблем менеджмента. Слово «менеджмент» еще не присутствовало в лексиконе, но у этих специалистов оно уже находилось на кончике пера.
Примечательно, что в 1950—1980-е годы даже самые широкомасштабные внутрифирменные системы за рубежом еще называются системами контроля качества: TQC (Фейнгенбаум), CWQC (К. Исикава, семь инструментов качества), QC-circles (методы Тагути), QFD и т. д. В это время активно формируется направление, которое в отличие от менеджмента качества имеет смысл назвать инжиниринг качества. Однако именно в этот период начинается активное сближение методов обеспечения качества с представлениями общего менеджмента. За рубежом наиболее характерным примером, на наш взгляд, является система ZD («Ноль дефектов»). Однако и все другие системы качества начинают широко использовать инструментарий «науки менеджмента». В России эта тенденция проявлялась наиболее отчетливо в Саратовской системе БИП, Горьковской КАНАРСПИ, Ярославской НОРМ, Львовской СБТ и, наконец, в общесоюзном феномене — Комплексной системе управления качеством продукции (КС УКП).
Началось историческое движение навстречу друг другу общего менеджмента и менеджмента качества. Это движение объективно и исторически совпало, с одной стороны, с расширением наших представлений о качестве продукции и способах воздействия на него, а с другой — с развитием системы внутрифирменного менеджмента.
Решение задач качества потребовало создания адекватной организационной структуры. В эту структуру должны входить все подразделения, более того — каждый работник компании, причем на всех стадиях жизненного цикла продукции или петли качества. Из этих рассуждений логично появляются концепции TQM и UQM.
В то время как представления о менеджменте качества включают в свою орбиту все новые и новые элементы производственной системы, накапливают и интегрируют их, общий менеджмент, напротив, распадается на ряд отраслевых, достаточно независимых дисциплин (финансы, персонал, инновации, маркетинг и т. д.), а в теоретическом плане предстает как управление по целям (МВО). Основная идея этой концепции заключается в структуризации и развертывании целей (создание «дерева целей»), а затем проектировании системы организации и" мотивации достижения этих целей. Достаточно очевидная и хорошо известная стратегия.
В то же самое время уже сформировался мощный набор теоретических и практических средств, который получил название менеджмент на основе качества (MBQ). В активе менеджмента качества сегодня:
• 24 международных стандарта ИСО семейства 9000 (включая и ИСО 14000 по экологическому менеджменту);
• международная система сертификации систем качества, включая сотни аккредитованных органов по сертификации;
• международный реестр сертифицированных аудиторов систем качества (IRCA), в котором уже работают 10 000 специалистов из многих стран мира;
• практически сложившаяся система аудита менеджмента;
• то же самое на многих региональных и национальных уровнях;
• 70 000 фирм мира, имеющих сертификаты на внутрифирменные системы качества.
Можно констатировать, что менеджмент качества — менеджмент четвертого поколения — становится в наше время ведущим менеджментом фирм. Одновременно происходит процесс сращивания МВО и MBQ (как было на первом этапе в системе Тейлора), но уже на новом, качественно другом уровне. Сегодня ни одна фирма, не продвинутая в области менеджмента качества и экологии, не может рассчитывать на успех в бизнесе и какое-либо общественное признание.
2.2.1. Развитие принципов сертификации
Роль стандартов ИСО 9000 не будет до конца ясна без рассмотрения оси X на рис. 2.2. В XX в. сформировалось представление о правах потребителя, в том числе о праве на полную и достоверную информацию о качестве покупаемого товара. Было признано, что потребитель является слабой стороной в отношении с изготовителем: если последний знает, что он произвел, то первый видит только внешнюю сторону товара. Чтобы защитить потребителя, необходимо было провозгласить его право на информацию и обязать изготовителя ее предоставлять.
В начале века право на получение потребителем информации о качестве товара осуществлялось на основе спецификаций (технических условий), где устанавливались основные характеристики продукции и методы их контроля. Предполагалось, что продукция выпускалась, если результаты контроля (испытании) подтверждают выполнение требований спецификаций.
При серийном (массовом) изготовлении продукции для указанных целей стали применять статистические методы выборочного контроля, смысл которых прост: если правильно взять некую часть (выборку) из партии, то можно сделать достаточно надежные выводы о качестве всей партии.
2.2.2. Сертификация систем качества и стандарты ИСО 9000
Стандарты ИСО находятся как бы на пересечении двух направлений: развития менеджмента качества и защиты права потребителя на информацию. Собственно стандарты и построены по этому принципу. МС 9001 — 9003 — это модели для целей сертификации, а МС 9004-1, 2, 3, 4 — это руководства по построению систем и элементов систем качества.
2.3. Основные этапы развития систем качества
Для графической иллюстрации основных этапов развития систем качества нами использована фигура, хорошо известная в российском производстве — «Знак качества». Контур этой фигуры, который, как известно, называется «Пентагон», заполним пятиконечной звездой и то, что получилось, назовем «Звездой качества» (рис. 2.3).


В основание звезды качества положим ту или иную систему управления качеством, соответствующую определенной концепции. Будем предполагать, что система эта документирована и охватывает организационную структуру управления предприятием, а также систему управления процессами создания продукции. Последнее очень важно подчеркнуть: мы рассматриваем организацию и как функциональную структуру, и как совокупность процессов.
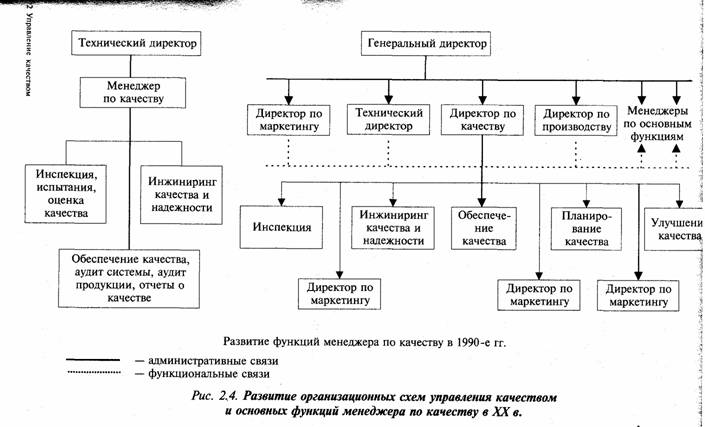
Хорошо известно, что в России организационные структуры управления, как правило, имеют иерархический характер, где управление происходит сверху вниз. Однако иерархические организационные структуры с вертикальной системой отношений «начальник — подчиненный (исполнитель)» плохо соответствуют целям управления качеством. Не случайно некоторые специалисты называют такие системы кладбищем, ибо прямоугольники, изображающие элементы структуры, очень напоминают надгробные плиты (рис. 2.4).
На рисунке показаны основные организационные системы управления качеством, которые применялись в XX в. Эти системы препятствуют развитию горизонтальных процессов управления, в то время как реальные процессы создания изделий (продукции) носят явно выраженный горизонтальный характер, что показано на рис. 2.5.
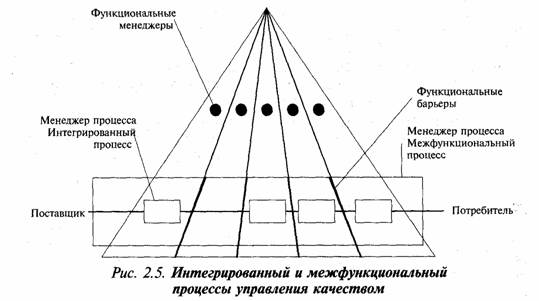
Современная философия управления качеством уделяет большое внимание как горизонтальным процессам управления качеством (например, процессы, проходящие по линии «маркетолог — конструктор — технолог — производственник — испытатель — торговец»), так и вертикальным процессам, для которых характерно не только направление сверху вниз, но и снизу вверх. Примерами горизонтального управления являются кроссфункциональная командная работа, статистическое управление процессами, построение организационных структур из цепочек «потребитель — поставщик», структурирование функции качества и т. п. Примерами встречного (снизу вверх) вертикального управления являются знаменитые кружки качества.
Организационные системы управления качеством, построенные на предприятиях, могут в разной степени охватывать горизонтальное управление, в том числе управление процессами, и вертикальное управление снизу вверх. Но очень важно сразу понять необходимость учета этих направлений менеджмента.
На изображенной на рис. 2.3 «Звезде качества» две верхние границы — ее «крыша». Левая плоскость «крыши» — это система мотивации качественной работы, правая — система обучения персонала. Левая боковая грань изображает систему взаимоотношений с поставщиками, правая боковая грань — систему взаимоотношений с потребителями. В центре звезды показывается, какие цели преследуют и в случае успеха достигают создаваемые системы, а внизу указывается время, когда та или иная система была четко сформулирована в документах и/или книгах, статьях (для конкретной системы качества).
Итак, для того, чтобы та или иная спроектированная и документированная система качества, включающая управление процессами, заработала, нужно:
• использовать средства мотивации для персонала;
• обучать его как по профессиональным вопросам, ток и по вопросам менеджмента качества;
• выстроить правильные отношения с потребителями;
• научиться так управлять поставщиками, чтобы вовремя получать от них необходимую продукцию заранее установленного качества.
Как-то спросили японского проф. X. Цубаки: «В чем секрет успехов Японии в области качества — в использовании статистических методов, методов Тагути, кружков качества или чего-то еще?» Он ответил: «Все, что вы перечислили, играет свою роль, но, пожалуй, самое главное — это прекрасно поставленная система обучения персонала как внутри, так и вне предприятия, а также особая система мотивации».
При этом он посетовал, что сейчас, в связи с ослаблением в Японии системы пожизненного найма, возникли определенные проблемы с обучением. Ведь предприниматели рассматривают обучение как инвестиции в персонал и потому не хотят вкладывать их в тех, кто может уйти от них.
В истории развития документированных систем качества, мотивации, обучения и партнерских отношений можно выделить пять этапов и представить их в виде пяти звезд качества (рис. 2.6).
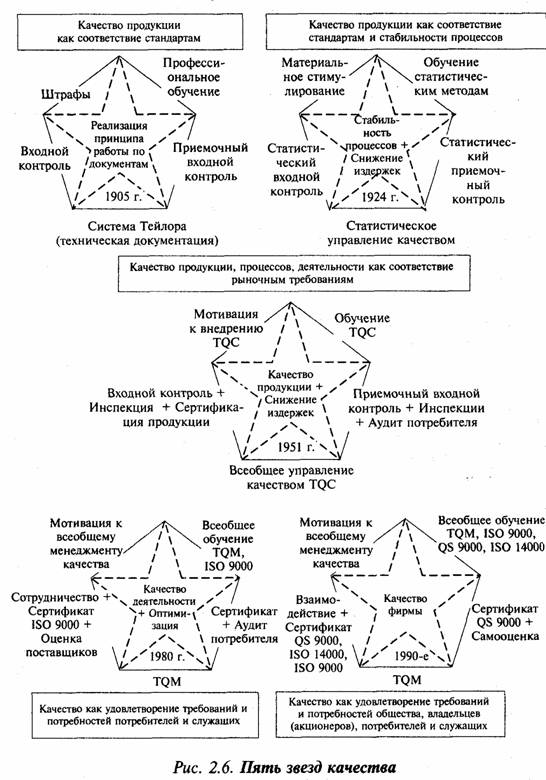
1. Первая звезда соответствует начальным этапам системного подхода, когда появилась первая система — система Тейлора (1905 г). Она устанавливала требования к качеству изделий (деталей) в виде полей допусков или определенных шаблонов, настроенных на верхнюю и нижнюю границы допусков, — проходные и непроходные калибры.
Для обеспечения успешного функционирования системы Тейлора были введены первые профессионалы в области качества — инспекторы (в России — технические контролеры).
Система мотивации предусматривала штрафы за дефекты и брак, а также увольнение.
Система обучения сводилась к профессиональному обучению и обучению работать с измерительным и контрольным оборудованием.
Взаимоотношения с поставщиками и потребителями строились на основе требований, установленных в технических условиях (ТУ), выполнение которых проверялось при приемочном контроле (входном и выходном).
Все отмеченные выше особенности системы Тейлора делали ее системой управления качеством каждого отдельно взятого изделия.
2. Вторая звезда. Система Тейлора дала великолепный механизм управления качеством каждого конкретного изделия (деталь, сборочная единица), однако производство — это процессы. И вскоре стало ясно, что управлять надо процессами.
В 1924 г. в БЕЛЛ Телефоун Лэборэпгриз (ныне корпорация AT&T) была создана группа под руководством д-ра Р.Л. Джонса, которая заложила основы статистического управления качеством. Это были разработки контрольных карт, выполненные Вальтером Шухартом, первые понятия и таблицы выборочного контроля качества, разработанные Г.Ф. Доджем и Г.Г. Ромингом. Эти работы послужили началом статистических методов управления качеством, которые впоследствии, благодаря д-ру Э. Демингу, получили очень широкое распространение в Японии и оказали весьма существенное влияние на экономическую революцию в этой стране.
Системы качества усложнились, так как в них были включены службы, использующие статистические методы. Усложнились задачи в области качества, решаемые конструкторами, технологами и рабочими, потому что они должны были понимать, что такое вариации и изменчивость, а также знать, какими методами можно достигнуть их уменьшения. Появилась специальность — инженер по качеству, который должен анализировать качество и дефекты изделий, строить контрольные карты и т. п. В целом акцент с инспекции и выявления дефектов был перенесен на их предупреждение путем выявления причин дефектов и их устранения на основе изучения процессов и управления ими.
Более сложной стала мотивация труда, так как теперь учитывалось, как точно настроен процесс, как анализируются те или иные контрольные карты, карты регулирования и контроля.
К профессиональному обучению добавилось обучение статистическим методам анализа, регулирования и контроля.
Стали более сложными и отношения «поставщик — потребитель». В них большую роль начали играть стандартные таблицы на статистический приемочный контроль.
3. Третья звезда. В 1950-е годы была выдвинута концепция тотального (всеобщего) управления качеством — TQC. Ее автором был американский ученый А. Фейгенбаум. Системы TQC развивались в Японии с большим акцентом на применение статистических методов и вовлечение персонала в работу кружков качества. Сами японцы долгое время подчеркивали, что они используют подход TQSC (буква S означает Statistical — статистический).
На этом этапе, обозначенном третьей звездой, появились документированные системы качества, устанавливающие ответственность и полномочия, а также взаимодействие в области качества всего руководства предприятия, а не только специалистов служб качества.
Системы мотивации стали смещаться в сторону человеческого фактора. Материальное стимулирование уменьшалось, моральное увеличивалось.
Главными мотивами качественного труда стали работа в коллективе, признание достижений коллегами и руководством, забота фирмы о будущем работника, его страхование и поддержка его семьи.
Все большее внимание уделяется учебе. В Японии и Корее работники учатся в среднем от нескольких недель до месяца, используя в том числе и самообучение.
Конечно, внедрение и развитие концепции TQC в разных странах мира осуществлялись неравномерно. Явным лидером в этом деле стала Япония, хотя все основные идеи TQC были рождены в США и в Европе. В результате американцам и европейцам пришлось учиться у японцев. Однако это обучение сопровождалось и нововведениями.
В Европе стали уделять большое внимание документированию систем обеспечения качества и их регистрации или сертификации третьей (независимой) стороной. Особенно следует отметить британский стандарт BS 7750, значительно поднявший интерес европейцев к проблеме обеспечения качества и сертификации систем качества.
Системы взаимоотношений «поставщик — потребитель» также начинают предусматривать сертификацию продукции третьей стороной. При этом более серьезными становятся требования к качеству в контрактах, более ответственными гарантии их выполнения.
Следует заметить, что этап развития системного, комплексного управления качеством имел место и в Советском Союзе. Здесь было рождено много отечественных систем и одна из лучших — система КАНАРСПИ (качество, надежность, ресурс с первых изделий), заведомо опередившая свое время. Многие принципы КАНАРСПИ актуальны и сейчас. Автором системы был главный инженер Горьковского авиационного завода Т.Ф. Сейфи. Он одним из первых понял роль информации и знаний в управлении качеством, перенес акценты обеспечения качества с производства на проектирование, большое значение придавал испытаниям. Справедливо считать Т.Ф. Сейфи выдающимся специалистом в области управления качеством, и его имя должно стоять рядом с такими именами, как А. Фейгенбаум, Г. Тагути, Э. Шиллинг, X. Вадсвордт.
4. Четвертая звезда. В 1970—1980 годы начался переход от всеобщего управления качеством к всеобщему менеджменту качества (TQM). В это время появилась серия новых международных стандартов на системы качества — стандарты ИСО 9000 (1987 г.), оказавшие весьма существенное влияние на менеджмент и обеспечение качества: " • МС 9000 «Общее руководство качеством и стандарты по
обеспечению качества»;
• МС 9001 «Системы качества. Модель для обеспечения ; качества при проектировании и/или разработке, производстве, монтаже и обслуживании»;
• МС 9002 «Системы качества. Модель для обеспечения качества при производстве и монтаже»;
• МС 9003 «Системы качества. Модель для обеспечения качества при окончательном контроле и испытаниях»;
• МС 9004 «Общее руководство качеством и элементы системы качества. Руководящие указания», а также терминологический стандарт МС 8402.
В 1994" г. вышла новая версия этих стандартов, которая расширила в основном стандарт МС 9004-1,2,3,4, большее внимание уделив в нем вопросам обеспечения качества программных продуктов, обрабатываемых материалов, услуг.
Если TQC — это управление качеством с целью выполнения установленных требований, то TQM — это еще и управление целями и самими требованиями. В TQM включается также и обеспечение качества, которое трактуется как система мер, обеспечивающая уверенность у потребителя в качестве продукции. Это иллюстрирует Рис.2.7.
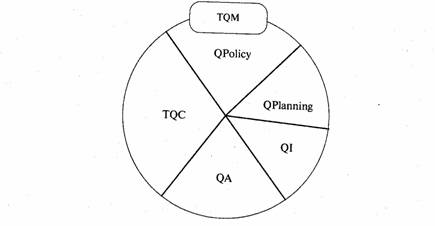
Условные обозначения:
TQC — Всеобщее управление качеством;
QA — Обеспечение качества;
QPolicy — Политика качества;
QPlanning — Планирование качества;
QI — Улучшение качества.
Рис. 2.7. Основные составляющие TQM
Система TQM является комплексной системой, ориентированной на постоянное улучшение качества, минимизацию производственных затрат и поставки точно в срок. Основная философия TQM базируется на принципе — улучшению нет предела. Применительно к качеству действует целевая установка — стремление к нулю дефектов, к нулю непроизводительных затрат, к поставкам — точно в срок. При этом осознается, что достичь этих пределов невозможно, но к этому надо постоянно стремиться и не останавливаться на достигнутых результатах. Эта философия имеет специальный термин — «постоянное улучшение качества» (quality improvement).
В системе TQM используются адекватные целям методы управления качеством. Одной из ключевых особенностей системы является использование коллективных форм и методов поиска, анализа и решения проблем, постоянное участие всего коллектива в улучшении качества.
В TQM существенно возрастает роль человека и обучения персонала.
Мотивация достигает состояния, когда люди настолько увлечены работой, что отказываются от части отпуска, задерживаются на работе, продолжают работать и дома. Появился новый тип работников — трудоголики.
Обучение становится тотальным и непрерывным, сопровождающим работников в течение всей их трудовой деятельности. Существенно изменяются формы обучения, становясь все более активными. Так, используются деловые игры, специальные тесты, компьютерные методы и т. п.
Обучение превращается и в часть мотивации, ибо хорошо обученный человек увереннее чувствует себя в коллективе, способен на роль лидера, имеет преимущества в карьере. Разрабатываются и используются специальные приемы развития творческих способностей работников.
Во взаимоотношения поставщиков и потребителей весьма основательно включилась сертификация систем качества на соответствие стандартам ИСО 9000.
Главная целевая установка систем качества, построенных на основе стандартов ИСО серии 9000, — обеспечение качества продукции, требуемого заказчиком, и предоставление ему доказательств в способности предприятия сделать это. Соответственно механизм системы, применяемые методы и средства ориентированы на эту цель. Вместе с тем в стандартах ИСО серии 9000 целевая установка на экономическую эффективность выражена весьма слабо, а на своевременность поставок — просто отсутствует.
Но несмотря на то, что система не решает всех задач, необходимых для обеспечения конкурентоспособности, популярность системы лавинообразно растет, и сегодня она занимает прочное место в рыночном механизме. Внешним же признаком того, имеется ли на предприятии система качества по стандартам ИСО серии 9000, является сертификат на систему.
В результате во многих случаях наличие у предприятия сертификата на систему качества стало одним из основных условий его допуска к тендерам по участию в различных проектах. Широкое применение сертификат на систему качества нашел в страховом деле: так как его наличие свидетельствует о надежности предприятия, то часто ему предоставляются льготные условия страхования.
О популярности стандартов ИСО серии 9000 свидетельствует общая динамика сертификации систем качества на соответствие их требованиям. Так, по данным фирмы Мобил, в 1993 г. в мире было сертифицировано около 50 тыс. систем качества. В 1995 г. их число возросло до 100 тыс. Можно предположить, что в настоящее время сертифицировано около 150 тыс. систем.
Для успешной работы предприятий на современном рынке наличие у них системы качества, соответствующей стандартам ИСО серии 9000, и сертификата на нее является может быть не совсем достаточным, но необходимым условием. Поэтому и в России уже имеются десятки предприятий, внедривших стандарты ИСО серии 9000 и имеющих сертификаты на свои системы качества.
5. Пятая звезда. В 1990-е годы усилилось влияние общества на предприятия, а предприятия стали все больше учитывать интересы общества. Это привело к появлению стандартов ИСО 14000, устанавливающих требования к системам менеджмента с точки зрения защиты окружающей среды и безопасности продукции.
Сертификация систем качества на соответствие стандартам ИСО 14000 становится не менее популярной, чем на соответствие стандартам ИСО 9000. Существенно возросло влияние гуманистической составляющей качества. Усиливается внимание руководителей предприятий к удовлетворению потребностей своего персонала.
Так, большая тройка американских автомобильных компаний разработала в 1990 г. (1994 г. — вторая редакция) стандарт QS 9000 «Требования к системам качества». И хотя он базируется на стандарте ИСО 9001, его требования усилены отраслевыми (автомобилестроительными), а также индивидуальными требованиями каждого из членов Большой тройки и еще пяти крупнейших производителей грузовиков.
Внедрение стандартов ИСО 14000 и QS 9000, а также методов самооценки по моделям Европейской премии по качеству — это главное достижение этапа, обозначенного пятой звездой.
Управление качеством на основе
стандартов ИСО
3.1. Деятельность ИСО в области обеспечения качества
Международная организация по стандартизации, ИСО (The International Organization for Standardization, ISO), содействует развитию стандартизации и активизации роли стандартов во всем мире. Ее основной задачей является развитие сотрудничества и международный обмен в интеллектуальной, научной, технической и экономической сферах деятельности. Эта неправительственная организация, учрежденная в 1947 году, в настоящее время объединяет представителей из 140 стран. Результатом деятельности ИСО является публикация согласованных международных стандартов во всех направлениях жизнедеятельности, исключая области, относящиеся к компетенции Международной электротехнической комиссии (МЭК).
Многие заблуждаются, полагая, что ISO — это аббревиатура. На самом деле при создании Международной организации по стандартизации было принято в основу краткого названия положить производное от греческого слова isos, что значит равный. К тому же приставка iso- достаточно часто употребляется в ряде терминов, например, isometric (равные измерения) или isonomy (равенство прав). Поэтому на всех языках сокращенное название этой организации звучит одинаково — ИСО.
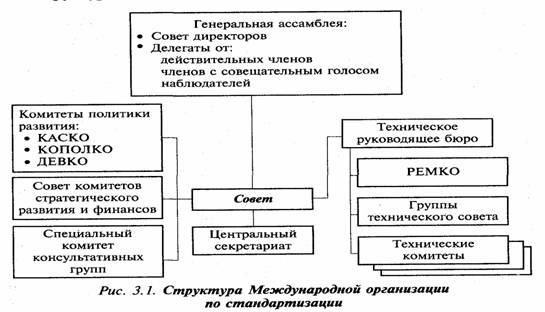
Деятельность ИСО осуществляется следующим образом. Представители различных государств самостоятельно выбирают для себя форму участия в работе организации и могут являться действительными членами, членами с совещательным голосом и наблюдателями. Головным органом управления ИСО является Генеральная ассамблея. В промежутках между сессиями Генеральной ассамблеи управление осуществляется Советом.
Текущая работа организации происходит по двум вертикалям — политики развития и технического управления, представленных комитетами Совета. На сегодняшний день в ИСО присутствуют следующие основные комитеты:
• КАСКО (CASCO) — Комитет по оценке соответствия (Committee on conformity assessment);
• КОПОЛКО (COPOLCO) — Комитет по защите интересов потребителей (Committee on consumer policy);
• ДЕВКО (DEVCO) — Комитет по оказанию помощи развивающимся странам (Committee on developing country);
• PEMKO (REMCO) — Комитет по стандартным образцам (Committee on reference materials).
Структура ИСО приводится на рис. 3.1.
Структура ИСО является достаточно гибкой и подвержена изменениям, продиктованным временем. Так, ряд лет в рамках ИСО работал Комитет по научно-технической информации (ИНФКО). В задачу данного Комитета входило построение единой информационной системы ИСО. Успешно решив данную задачу, в апреле 2001 года Комитет был упразднен.
Разработка проектов международных стандартов происходит рабочими группами технических комитетов (ТК). В настоящее время в ИСО работают 224 технических комитета. Представители нашей страны участвуют в работе ряда технических комитетов, а Российская Федерация является действительным членом организации.
Каждое государство решает самостоятельно, в какой степени международные стандарты ИСО будут использоваться в национальных экономиках. Использование стандартов ИСО в российской практике осуществляется различными методами. Во-первых, принятие национального стандарта без какого-либо изменения текста международного документа или «прямой метод». В этом случае текст государственного стандарта России считается аутентичным, или подлинным (от греч. authentihos). Во-вторых, принятие аутентичного международному стандарту текста с дополнительными требованиями, отражающими национальные особенности РФ. Наконец, принятие национальных стандартов с использованием положений и норм международных стандартов в качестве исходной информации с различной степенью заимствования. В каждом из выделенных вариантов применяются различные индексы обозначения. Например, ГОСТ Р ИСО 9000-2001 «Системы менеджмента качества. Основные положения и словарь» означает, что текст данного документа аутентичен соответствующему международному стандарту ИСО 9000-2000 и утвержден на территории России в 2001 г.
В 1979 г. в рамках ИСО был создан ТК-176 «Управление качеством и обеспечение качества» (Quality management and quality assurance). Создание данного комитета было продиктовано ожесточившимися условиями конкуренции, потребовавшими от предприятий внедрения и обеспечения эффективных систем управления качеством. Первая версия стандартов в области обеспечения качества ИСО 9000 была разработана на основе Британских национальных стандартов и опубликована в 1987 г. Это была группа взаимосвязанных стандартов, касающихся общего руководства качеством. Следующая концепция 1994 г. была значительно расширена за счет рекомендаций по внедрению систем качества в организации. В декабре 2000 г. была принята новая версия стандартов, предусматривающая принципиально отличные пути построения системы управления качеством на предприятии.
• ИСО 9000:2000 «Системы менеджмента качества. Основные положения и словарь». Стандарт описывает основные положения систем менеджмента качества и устанавливает терминологию для систем менеджмента качества.
• ИСО 9001:2000 «Система менеджмента качества. Требования». Стандарт определяет требования к системам менеджмента качества для тех случаев, когда организации необходимо продемонстрировать свою способность предоставлять продукцию, отвечающую требованиям потребителей и установленным к ней обязательным требованиям, и направлен на повышение удовлетворенности потребителей.
• ИСО 9004:2000 «Системы менеджмента качества. Рекомендации по улучшению деятельности». Стандарт содержит рекомендации, рассматривающие как результативность, так и эффективность системы менеджмента качества. Целью этого стандарта является улучшение деятельности организации и удовлетворенность потребителей и других заинтересованных сторон.
• ИСО 19011 «Руководящие указания по проверке систем менеджмента качества и (или) охраны окружающей среды». Стандарт содержит методические указания по аудиту (проверке) систем менеджмента качества и охраны окружающей среды.
Данные документы образуют согласованный комплекс стандартов на системы менеджмента качества, содействующий взаимопониманию в международном сотрудничестве и развитию национальных экономик. Усиливающиеся условия конкуренции и потребность выхода на новые рынки внутри страны и за ее пределы для российских предприятий диктуют единственно возможный путь — работу в соответствии с международными нормами и правилами. Следует отметить, что принятые в августе 2001г. российские стандарты в области обеспечения качества аутентичны международным стандартам и имеют показанные выше индексы обозначения (ГОСТ Р ИСО).
Каждая конкретная единица выпускаемой продукции должна соответствовать стандартам, и каждый этап производственного процесса должен быть нацелен на то, чтобы выпуск дефектных изделий был минимален. Почему же производство продукции, отвечающей единым техническим требованиям, на одних предприятиях более эффективно, чем на других? Очевидно, что многое лежит в сфере управления производством, потому что каждый конкретный дефект появился в результате особых причин. Несмотря на различия в технологических процессах и видах выпускаемой продукции, подходы к поиску причин появления дефектных изделий весьма универсальны. Производство — это процессы и управлять следует процессами. Одним из действенных методов такого подхода к управлению является использование в деятельности предприятий стандартов серии ИСО 9000. Требования, содержащиеся в настоящих стандартах, являются универсальными и применимы ко всем организациям, предоставляющим товары или услуги, независимо от их типа, размера и конкретной отрасли. Их цель состоит в обеспечении общего руководства качеством и выработке требований к управлению организацией в целом. Разрабатываются они таким образом, чтобы быть совместимыми с другими международными стандартами и не препятствовать работе организации излишним дублированием функций управления.
Стандарты ИСО не являются обязательными и степень использования их предприятиями той или иной страны во многом зависит от объемов внешнеэкономических связей. Область применения стандартов серии 9000 достаточно широка и включает в себя:
• организации, стремящиеся добиться преимущества посредством внедрения системы менеджмента качества;
• организации, желающие быть уверенными, что их требования к продукции будут выполнены поставщиками;
• пользователей продукции;
• тех, кто заинтересован в едином понимании терминологии, применяемой в управлении качеством (например, поставщики, потребители, регламентирующие органы, органы управления и т. п.);
• стороны (внутренние или внешние по отношению к организации), которые оценивают систему менеджмента качества или проверяют ее на соответствие требованиям данных стандартов (например, аудиторы, органы по сертификации/регистрации) ;
• стороны (внутренние или внешние по отношению к организации), которые консультируют или проводят обучение по системе менеджмента качества, соответствующей данной организации;
• разработчиков соответствующих стандартов.
В основу новой версии стандартов ИСО серии 9000 положен процессный подход при разработке, внедрении и улучшении результативности системы менеджмента качества. Преимущество процессного подхода состоит в непрерывности управления с целью повышения удовлетворенности потребителей путем выполнения их требований. На рис.3.2 приведена модель системы менеджмента качества, основанная на процессном подходе.

Рис. 3.2. Модель процесса менеджмента качества (ИСО 9001:2000)
Условные обозначения:
![]() — деятельность, добавляющая ценность
— деятельность, добавляющая ценность
![]() — поток информации
— поток информации
Положенная в основу стандартов ИСО серии 9000:2000 процессная модель может быть охарактеризована следующими особенностями:
1. Необходимостью измерения входных и выходных показателей любого процесса, а, следовательно, рассмотрение любой операции или деятельности организации, получающей входные и выходные оценки измерения, как процесса. Безусловно, при внедрении новой версии стандартов возникнет ряд трудностей, связанных измерениями, анализом и мониторингом. Одна из них — оценка эффективности применяемых измерений. Здесь следует вспомнить правило, которым специалисты руководствуются при использовании статистических методов контроля качества «прежде чем собирать данные, следует подумать, что вы намерены с ними делать». А также первый из семи простых методов управления качеством — стратификацию. Слои (страты), а значит, и процессы следует выделять таким образом, чтобы различия внутри одного страта были минимальными, а между слоями — максимальными. Руководствуясь этими нехитрыми правилами, можно как преодолеть несоответствия между отдельными звеньями системы, так и скорректировать применяемые измерения.
2. Оценка удовлетворенности потребителя как непременное условие для оценки качества всей системы. Выпускаемые товары или услуги должны соответствовать рынку. Следовательно, соответствовать рынку должно и качество продукции. Оно не должно быть ни слишком низким, ни излишне высоким, а именно таким, какое требуется покупателю. Отклик на степень удовлетворенности конечного потребителя и гибкое изменение всего производственного процесса с учетом результатов проводимого анализа легли в основу концепции постоянного совершенствования системы качества. Такой подход сближает видение современной системы качества с такими перспективными направлениями, как Relationship-маркетинг (ориентация массового производства на индивидуального потребителя) или гибкой логистической системой, ориентированной на новые целевые критерии оценки (концепция «время + качество»).
3. Реализация для всей системы и каждого процесса замкнутого цикла управления. Концепция, содержащаяся в данных стандартах, базируется на подходе, получившем название цикла PDCA, или цикла Деминга (рис.3.3). Житель штата Айова, статистик по профессии Эдварде Деминг сформировал многие из своих теорий во время Второй мировой войны, когда обучал американских промышленников использованию статистических методов для повышения качества военной продукции. В 1950 г. доктор Деминг был приглашен в Японию для оказания помощи местным производителям. Деминг предложил им в первую очередь выяснить, что хочет получить от них потребитель, а затем постепенно улучшать дизайн продуктов и сам процесс производства до тех пор, пока качество не станет непревзойденным. Продукт должен быть «все еще в процессе разработки, когда находится в руках потребителя». Деминг убеждал промышленников работать с поставщиками сырья и материалов, разработчиками технологических процессов. Благодаря осуществлению управления подобным образом менее чем за пять лет японские предприятия смогли выпускать продукцию, конкурентоспособную на мировом рынке. «Не просто производите, а старайтесь продавать. Перепроектируйте, а затем снова контролируйте процесс. Цикл продолжается с постоянным повышением качества». (Выдержки сделаны из книги Nancy R. Mann, Ph. D. «The Keys To Excellence». Los Angeles: Prestwick Books, 1987.) Такой подход к работе организации позднее получил название цикла Деминга, замкнутого цикла планирования, или цикла PDCA.
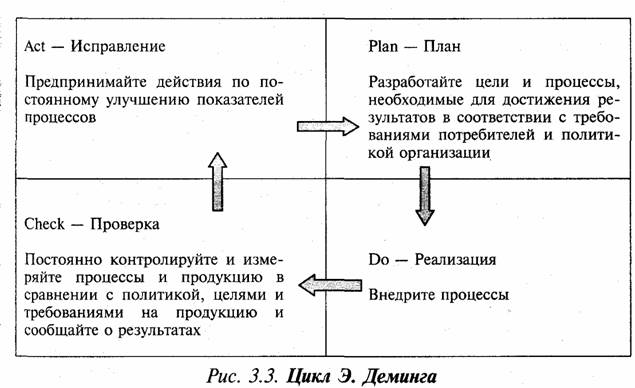
Замкнутый цикл решения проблем начинается с анализа взаимосвязи между результатами деятельности и причинами, их породившими. Чтобы предотвратить повторное появление причин, приводящих к нежелательным результатам работы, разрабатываются и осуществляются меры по решению проблемы. Одним из важнейших моментов цикла PDCA является этап проверки результата, когда независимо от успеха или неудачи любой результат является значимым для предприятия/Именно на этих выводах базируются дальнейшие управленческие решения. Переход к этапу «проверки» является достаточно сложным для большинства руководителей, так как требует объективной оценки всех предыдущих решений, а также понимания того, что отрицательный результат — это тоже результат. На этапе «исправления» для улучшения результата работы до приемлемого уровня иногда требуется пересмотр не только плана, но и всей стратегии предприятия. Если этапы осуществляются в таком порядке, то все действия по совершенствованию процессов управления предприятием будут логически обоснованными. На предприятии постоянно будет накапливаться база данных об управленческих решениях. Подобная процедура управления будет успешной в том случае, если цели организации доведены до каждого из сотрудников, а при их формировании выполнялись следующие правила.
1. Цели должны быть конкретными и измеримыми, т. е. > сотрудников не должно быть никаких сомнений насчет ожидаемого результата в плане качества, затрат, количества и т. п.
2. Цели должны быть достижимыми, так как если они невыполнимы, от них не будет никакой пользы.
3. Цели должны быть реальными, так как если они не реальны, то превращаются в демотивирующий фактор.
4. Цели должны быть ограниченными во времени, так как если они четко не обозначены, то через определенный интервал времени невозможно будет измерить степень их достижения.
Все это является актуальным и для сегодняшней российской экономики. Как и все гениальное, подход Деминга кажется достаточно простым. Среди отечественных предприятий, скорее всего, уже нет таких, которые не имели бы тех или иных планов развития. Почему же многие из них терпят неудачи на производстве? Основная ошибка заключается в том, что, успешно реализовав первые два этапа цикла PDCA, руководители большинства предприятий не удосуживаются перейти к следующим этапам. А именно в извлечении уроков из проделанного, в пересмотре и исправлении политики и задач руководства, в составлении на их основе новых планов, новых систем управления Деминг видел успех организации в достижении качества.
Перечисленные особенности новой версии стандартов серии ИСО 9000:2000 являются весьма важными при формировании системы качества, основанной на процессном подходе. Ориентация же процессного подхода на постоянное совершенствование требует не только специальной подготовки, но и хорошо организованной текущей работы организации. Выделение отдельных измеримых элементов производственного процесса (например, транспортировки, складирования, переформирования грузовых единиц и т. п.) требует серьезных изменений не только в системе учета и контроля, но и определенных корректив в структуре управления организацией. Трудности, связанные с внедрением стандартов серии ИСО 9000:2000, во многом касаются существенных отличий от предыдущей версии. Поэтому при переходе на новую концепцию международных стандартов предприятию предстоит достаточно длительная подготовка.
3.3. Управление на основе версии стандартов
ИСО 9000:2000
Учитывая серьезные изменения в концепции и содержании стандартов версии ИСО 9000:2000, Комитетом ИСО по стандартизации, Техническим комитетом ИСО-176 и Международным форумом по аккредитации в сентябре 1999 г. было принято коммюнике, продлевающее действие стандартов ИСО 9001, 9002 и 9003 издания 1994 г. на три года с момента официального принятия новой версии стандартов. Это достаточный срок для подготовки и апробации системы качества с учетом процессного подхода, а сертифицирующим организациям подтверждения себя в новой компетенции.
В предыдущем параграфе были выделены основные характеристики, положенные в основу новой версии стандартов. Отметим основные преимущества пересмотренных стандартов.
• Стандарты ИСО 9000:2000 значительно сокращены в сравнении с версией 1994 г., более просты в пользовании.
• Стандарт ИСО 9004, содержащий рекомендации по улучшению деятельности предприятия, направлен на развитие системы менеджмента качества, содержащей требования стандарта ИСО 9001.
• Стандарты являются пригодными для всех видов продукции, всех отраслей и организаций любого размера.
• В стандартах предусмотрены основы для нужд и интересов организаций, функционирующих в специфических секторах экономики (например, медицинское оборудование, телекоммуникации, автомобилестроение и т. п.).
• В стандартах установлена связь системы менеджмента качества с организационными процессами.
• В стандартах предусмотрена связь с другими системами управления (например, охраной окружающей среды).
• В стандартах рассмотрены потребности и польза (выгода) для всех заинтересованных сторон.
• Стандарты ориентированы на непрерывное улучшение и удовлетворение запросов потребителей.
Перечисленные преимущества позволяют правильно выбрать систему управления качеством предприятия, но необходимо учесть, что наиболее эффективные современные системы качества, отвечающие требованиям рынка, интегрируются в единое понятие Total Quality Management (TQM). Данное понятие может иметь различную трактовку в зависимости от конкретных методов и подходов — всеобщий менеджмент качества, общефирменный контроль качества, тотальное управление качеством и т. п. Также имеют отличия концепции TQM, связанные 'с национальными стереотипами (например, европейская или американская школы). Единым остается то, что система TQM является комплексной системой, ориентированной на постоянное улучшение качества, минимизацию производственных затрат и поставку точно в срок. При этом не только руководство, но и каждый работник предприятия должны осознавать, что нельзя останавливаться на достигнутых результатах, следует «постоянно улучшать качество». В системе TQM существенно возрастает роль каждого работника и обучение персонала. Обучение должно превратиться в часть мотивации работников; при этом используются специальные приемы развития творческих способностей каждого из сотрудников.
Систему TQM следует рассматривать как часть общей системы управления предприятием, получившей название «системы делового превосходства». Обобщенная практика работы на принципах TQM положена в основу стандартов серии ИСО 9000:2000 и сформулирована в виде восьми принципов менеджмента качества.
Восемь принципов менеджмента качества (TQM)
1. Ориентация на потребителя. Организации зависят от своих потребителей и поэтому должны понимать их текущие и будущие потребности, выполнять их требования и стремиться превзойти их ожидания.
2. Лидерство руководителя. Руководители обеспечивают единство цели и направления деятельности организации. Им следует создавать и поддерживать внутреннюю среду, обеспечивающую полное вовлечение работников в решение задач организации.
3. Вовлечение работников. Работники всех уровней составляют основу организации, и их полное вовлечение дает возможность организации с выгодой использовать их способности.
4. Подход к системе как к процессу. Желаемый результат достигается эффективнее, когда деятельностью и соответствующими ресурсами управляют как процессом.
5. Системный подход к управлению. Выявление, понимание и менеджмент взаимосвязанных процессов как системы содействуют результативности и эффективности организации при достижении ее целей.
6. Постоянное улучшение. Постоянное улучшение деятельности организации в целом следует рассматривать как ее неизменную цель.
7. Принятие решений, основанных на фактах. Эффективные решения основываются на анализе данных и информации.
8. Взаимовыгодные отношения с поставщиками. Организация и ее поставщики взаимозависимы, и отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
Именно эти восемь принципов менеджмента качества и положены в основу стандартов на системы управления качеством, входящих в семейство ИСО 9000. Влияние производства выходит за рамки изучения потребностей и четкого соблюдения стандартов на выпускаемую продукцию. Когда политика руководства включает перечисленные принципы TQM, позволяющие сотрудникам успешно работать в будущем и связывать всех заинтересованных лиц единой целью — фирма способна эффективно функционировать в конкурентной среде (рис. 3.4). При стабильной работе предприятия, когда каждый из сотрудников, во-первых, представляет себе цели организации, во-вторых, понимает, что эти цели реалистичны и измеримы, усиливается и влияние всех заинтересованных сторон на фирму, так как от успехов фирмы зависит и их благополучие.
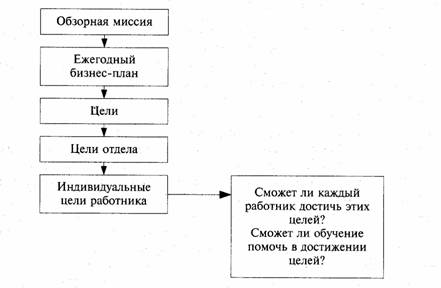
Рис. 3.4. Планирование политики управления организацией
Для усиления заинтересованности в деятельности предприятия всех сторон, указанных в принципах TQM, его руководству следует придерживаться следующих подходов к управлению:
• политика, выработанная высшим руководством, должна быть стабильной хотя бы на ближайший период;
• политика организации должна быть доведена до каждого из сотрудников;
• задачи, стоящие перед фирмой, следует формулировать доступным и простым языком;
• задачи, поставленные перед каждым из сотрудников, должны быть выполнимыми на его уровне, учитывая особенности и личные качества конкретного работника.
Выбранная той или иной организацией система управления во многом зависит от целей и задач, намеченных руководством, а также от номенклатуры выпускаемой продукции и конкретного практического опыта. Таким образом, чтобы потребитель получал качественную продукцию, необходима система управления, позволяющая учитывать интересы всех заинтересованных лиц. Такой подход делает менее конфликтным внедрение системы качества во всей интегрированной цепи поставок. Внедрение предложенной системы может позволить руководителю производства:
• управлять производством оперативно, минимизируя риски;
• решать вопросы сохранности материального потока на каждом конкретном этапе его движения, еще до начала производственного цикла;
• избегать необоснованных потерь и минимизировать издержки;
• получать многоуровневую оперативную информацию в
реальном масштабе времени;
• гибко управлять процессами, в том числе технологическими.
Управление процессами, положенное в основу стандартов серии ИСО 9000:2000, требует подробного рассмотрения процедуры построения процесса на предприятии. Процесс — это совокупность взаимосвязанных и взаимодействующих видов деятельности, преобразующая входы и выходы (рис. 3.5). Обычно входами к процессу являются выходы других процессов. Процессы, как правило, планируются и осуществляются в управляемых условиях с целью добавления ценности. Процесс, в котором подтверждение соответствия конечной продукции затруднено или экономически нецелесообразно, можно отнести к специальным процессам.
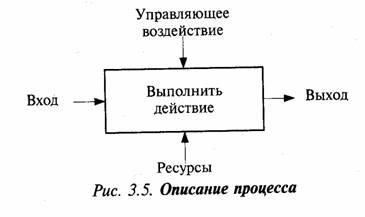
Производство — это процессы, и управлять необходимо процессами. Каждый из процессов необходимо организовать таким образом, чтобы выполнялись требования замкнутого цикла Э. Деминга для каждого процесса и для предприятия в целом (рис. 3.6). Но даже если предприятие выпускает товары высокого качества и процент дефектных изделий минимален, то остается большая вероятность того, что потребитель не получит качественной продукции, если в единую цепь не будут включены все, кто так или иначе задействован или заинтересован в производстве и доведении товара до конечного потребителя. Первоначально качественный товар, доставленный с повреждениями или с опозданием, может оказаться ненужным. Поэтому критерии оценки удовлетворения потребностей потребителя приобретают все большее значение не только при организации системы качества предприятия, но и при организации всей интегрированной цепи поставок. Особенности построения системы качества на основе процессного подхода заключаются в организации управления с учетом интересов всех заинтересованных лиц.
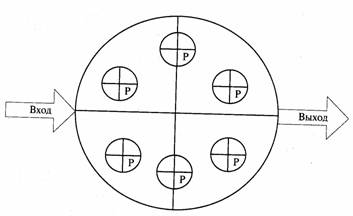
Рис. 3.6. Организация процессного подхода на предприятии
Масштабы перемен в подходах к управлению интегрированными цепями поставок не смогли не затронуть и изменений в подходах к управлению качеством. Сегодня это уже не только управление качеством процессов, а системный взгляд на комплекс взаимосвязей предприятия со всеми заинтересованными лицами. Таким образом, новые подходы к построению систем качества в соответствии с международными стандартами серии ИСО 9000:2000 выдвигают повышенные требования и к другим сферам деятельности предприятия.
Прежде чем приступить к внедрению требований стандартов ИСО 9000:2000 на предприятии, следует:
• изучить нормативные документы для понимания целей сертификации на данную группу стандартов;
• определить, какие преимущества будут у организации, если система качества будет внедрена;
• обеспечить участие руководства в процессе подготовки внедрения;
• спланировать и организовать подготовку к внедрению системы качества;
• подготовить необходимые кадры;
• провести обучение всего персонала;
• разработать и внедрить документацию по качеству;
• провести предварительную оценку системы качества;
• выбрать сертифицирующий орган;
• провести сертификационный аудит.
При внедрении процессной модели на основе стандартов ИСО 9000:2000 российские предприятия уже столкнулись с рядом трудностей, основные из которых можно объединить в три группы. Первая группа касается непосредственно процедуры выделения процессов, так как подавляющее большинство российских предприятий работают на основе линейно-функциональных организационных структур управления, деятельность которых не нацелена на конечный результат. Построение управления на основе процессного подхода возможно только при горизонтальных структурах управления, а это требует длительной подготовки и обучения персонала для работы в совершенно иных условиях. Отсюда вытекает вторая группа проблем, связанная с неготовностью и нежеланием ряда руководителей и специалистов преодолевать трудности, связанные с переходом на организацию деятельности в соответствии с процессным подходом. Третья группа проблем касается собственно отсутствия состава руководителей, способных руководить такими интегрированными управленческими структурами.
Подготовка и внедрение системы качества — сложный долгий процесс, требующий усилий всего персонала организации. Но даже если предприятие уже успешно внедрило у себя систему качества, всегда следует помнить, что соответствие требованиям стандартов ИСО серии 9000 — это непрерывный процесс, который требует постоянного улучшения.
3.4. Связь систем управления качеством
с системами управления окружающей средой
на основе стандартов ИСО
В 1993 г. в рамках ИСО был создан ТК-207 «Управление охраной окружающей среды» (Environmental management), который в 1996 г. принял комплекс стандартов ИСО серии 14000 для построения эффективной системы управления окружающей средой и менеджмента экологическими аспектами деятельности предприятий. Основополагающим стандартом серии ИСО 14000 является стандарт ИСО 14001:1996 «Системы управления окружающей средой. Требования и руководство по применению». В семействе стандартов данной серии отражены следующие аспекты в области управления окружающей средой:
1) термины и определения;
2) системы экологического менеджмента;
3) экологический аудит и исследования в области экологии;
4) оценка продукции на различных стадиях жизненного цикла;
5) экологическая маркировка продукции;
Как и стандарты серии ИСО 9000:2000, данная группа стандартов применима к предприятиям различных форм, размеров и видов деятельности и может быть использована в государствах с самыми различными географическими и политическими условиями. В отличие от других природоохранных стандартов семейство ИСО 14000 не регламентирует количественные показатели воздействия предприятий на окружающую среду. Основное содержание их сводится к содействию организации системы экологического управления предприятием.
На сегодняшний момент ряд предприятий Европы и Азии получили сертификаты на системы управления окружающей средой. В числе лидеров — Япония, Великобритания и Германия. Среди секторов экономики, получивших наибольшее количество сертификатов, можно выделить производство электрического и оптического оборудования, химическое производство, машиностроение и строительную индустрию. С 1998 г. организации в Российской Федерации также стали проходить сертификацию на соответствие международным стандартам серии ИСО 14000. По целому ряду причин таких предприятий пока еще не много: на начало 2002 года их число составляло четырнадцать.
При разработке стандартов ИСО 9000:2000 имелись опасения, что различные системы управления в одной организации могут привести к дублированию функций, неоправданным затратам и трудностям в проведении проверок и аудита. Одним из путей для решения данных проблем было предложение — объединить в единое семейство стандарты серий ИСО 9000 и ИСО 14000. Для этого в 1998 г. в ИСО была создана Техническая консультативная группа (Technical Advisory Group, TAG), в задачи которой входила разработка рекомендаций о целесообразности такого объединения этих серий стандартов. Выводы, сделанные специалистами TAG, заключались в том, что такое объединение несвоевременно, но существует необходимость в увеличении совместимости стандартов двух групп. Поэтому при подготовке стандартов серии ИСО 9000:2000 одним из требований являлась их согласованность и совместимость со стандартами в области управления окружающей средой в интересах сообщества пользователей. Стандарты в области обеспечения качества не содержат конкретных требований к другим системам менеджмента, таких как управление охраной окружающей среды или управление профессиональным здоровьем и безопасностью на предприятии. Однако они позволяют согласовать собственную систему управления качеством с другими системами менеджмента в рамках одной организации.
Работа в области совместимости стандартов серий ИСО 9000 и ИСО 14000 ведется по следующим основным направлениям:
• единство терминологии стандартов;
• совместимость систем управления качеством и охраной окружающей среды в рамках одной организации;
• проведение совместных проверок и аудита систем качества и окружающей среды.
Системы управления на основе стандартов серии ИСО 14000 требуют пересмотра функционирования всех объектов предприятия, так или иначе связанных с воздействием на окружающую среду. Поэтому разработка и внедрение таких систем во многом перекликается с элементами построения системы управления качеством. В справочном Приложении А к стандарту ИСО 9001:2000 (ГОСТ Р ИСО 9001-2001) приводится соответствие элементов данного стандарта элементам стандарта ИСО 14001 (ГОСТ Р ИСО 14001-98). Следует выделить такие основные группы элементов:
• политика организации в области управления качеством (охраны окружающей среды);
• цели, задачи, планирование деятельности организации;
• измерение, анализ и улучшение;
• корректирующие и предупреждающие воздействия;
• анализ со стороны руководства;
• структура и ответственность;
• мониторинг и измерение;
• постоянное улучшение.
Все перечисленные аспекты необходимы при внедрении как системы управления качеством, так и системы управления окружающей средой. Обе системы призваны улучшать имидж организации, ориентировать ее деятельность на потребителя, снижать полную себестоимость ее товаров и услуг, обеспечивать устойчивые конкурентные преимущества на рыночном пространстве. Ежегодно тысячи предприятий во всем мире получают сертификаты на внедрение международных стандартов ИСО серии 14000. На сегодняшний день популярность стандартов ИСО 14000 не уступает востребованности стандартов ИСО серии 9000. При этом следует принять во внимание, что ИСО 9000 существуют с 1987 г., а ИСО 14000 — сравнительно молодая группа стандартов и принята только в 1996 г.
Получение сертификата в области управления охраной окружающей среды, так же как и сертификация предприятия на стандарты серии ИСО-9000, не является гарантией успеха и пропуском в мир высоких прибылей и доверия потребителя. Только каждодневная работа всей организации в соответствии с принципами, заложенными в стандарты, обучение персонала и постоянное совершенствование деятельности смогут стать залогом будущего успеха.
Глава 4
Методологические основы управления качеством
4.1. Процесс управления качеством
В современной теории и практике управления качеством выделяют следующие пять основных этапов.
1. Принятие решений «что производить» и подготовка технических условий.
2. Проверка готовности производства и распределение организационной ответственности.
3. Процесс изготовления продукции или предоставления услуг.
4. Устранение дефектов и обеспечение информацией обратной связи в целях внесения в процесс производства и контроля изменений, позволяющих избегать выявленных дефектов в будущем.
5. Разработка долгосрочных планов по качеству.
Осуществление перечисленных этапов невозможно без взаимодействия всех отделов, органов управления фирмой. Такое взаимодействие называют единой системой управления качеством. Это обеспечивает процессный подход к управлению качеством.
Рассмотрим более подробно содержание этапов управления качеством.
На первом этапе качество означает ту степень, в которой товары или услуги фирмы соответствуют ее внутренним техническим условиям. Этот аспект качества называют качеством соответствия техническим условиям.
На втором этапе оценивается качество конструкции. Качество может отвечать техническим требованиям фирмы на конструкцию изделия, однако сама конструкция может быть как высокого, так и низкого качества.
На третьем этапе качество означает ту степень, в которой работа или функционирование услуг (товаров) фирмы удовлетворяет реальные потребности потребителей.
В этом плане заслуживает внимания опыт корпорации «Термо Кинг», являющейся одним из признанных лидеров в облает» холодильного автотранспорта. Это — крупная транснациональная компания, которой принадлежат 13 заводов в разных странах мира. В России эта компания появилась в 1970-е годы, когда начала сотрудничество с компанией «Совтрансавто». Основная цель фирмы — создание замкнутой климатической цепи. которая охватывает этапы перевозки продукции от заготовителей, мест крупных хранилищ, складов до магазинов, кафе и ресторанов. Продукцией фирмы является весь спектр холодильных установок автомобильной техники, начиная от малых автомобилей, грузоподъемностью 350—500 кг, до крупных полуприцепов, объемом 90 м3, а также больших морских контейнеров, участвующих в транснациональных перевозках между континентами. Установки «Термо Кинг» отличаются компактностью, высочайшей надежностью и экономичностью. Основой организации деятельности фирмы является ориентация на конечного пользователя и создание для него максимально выгодных условий при покупке, эксплуатации и ремонте оборудования.
Характерно, что оборудование «Термо Кинг» дороже оборудования ее конкурентов. Однако ее успех в бизнесе обеспечивается уровнем и качеством сервиса.
Товары фирмы могут соответствовать внутренним техническим условиям (этап первый); сама конструкция изделия может быть выдающейся (этап второй); а услуга или изделие могут не подходить для удовлетворения конкретных нужд потребителя. Мы рассмотрели содержание трех основополагающих этапов, которые одинаково важны. Любая недоработка в любом из них может создать проблемы с качеством.
Система управления качеством продукции опирается на следующие взаимосвязанные категории управления: объект, цели, факторы, субъект, методы, функции, средства, принцип, вид, тип критериев и др.
Под управлением качеством продукции понимают постоянный, планомерный, целеустремленный процесс воздействия на всех уровнях на факторы и условия, обеспечивающий создание продукции оптимального качества и полноценное ее использование.
Управление качеством рассматривается как корректирующее воздействие на процесс формирования качества в производстве и проявление его в потреблении.
Управление качеством — органическая часть общего управления производством и одна из его ветвей дерева целей.
Из этого определения следует, что уровень качества продукции должен устанавливаться, обеспечиваться и поддерживаться. Это означает, что управление качеством направлено на регулирование всех этапов жизненного цикла и предусматривает:
• техническую подготовку производства;
• входной контроль;
• процесс изготовления продукции;
• организацию, мотивацию и оплату труда;
• учет и финансовую деятельность;
• контроль качества работы и продукции;
• послепродажное обслуживание в эксплуатации. Основными задачами управления качеством являются:
• изучение рынка сбыта;
• изучение национальных и международных требований к выпускаемой продукции;
• разработка методов и средств воздействия на процессы исследования, проектирования и производства;
• сбор, анализ, хранение информации о качестве продукции.
Процесс управления качеством продукции состоит из следующих операций:
• разработка программы управления, планирования и повышения качества продукции;
• сбор и анализ информации о любом объекте, влияющем на качество;
• выработка управленческих решений по управлению качеством и подготовка воздействий на объект;
• выдача управленческих решений;
• анализ информации об изменениях качества объекта, которые вызваны управленческими воздействиями.
Управление качеством опирается на следующие взаимосвязанные категории: объект, субъект, цели, стратегия, тактика, политика в области качества, функции, принцип, вид, тип критериев, методы, средства и т. д.
Сущность управления заключается в выработке управляющих решений и последующей реализации предусмотренных этими решениями управляющих воздействий на определенный объект управления.
При управлении качеством продукции непосредственными объектами управления, как правило, являются процессы, от которых зависит качество продукции. Они создаются и протекают на допроизводственной, производственной и после производственной стадиях жизненного цикла продукции.
Выработка управляющих решений производится на основании сопоставления информации о фактическом состояние управляемого процесса с его характеристиками, заданными программой управления
Иногда в качестве объекта управления выступает конкурентоспособность, технический уровень или другой показатель.
Субъект управления — управляющие органы всех уровней и ответственные лица, призванные обеспечить достижение и содержание планируемого состояния и уровня качества продукции.
Цель управления качеством — это обеспечение выпуска продукции, отвечающей заданным требованиям конкуренции на рынке при минимизации затрат, с учетом интересов потребителя и требований безопасности и экологичности продукции.
Для эффективности организации процесса управления и взятых обязательств разрабатывается стратегия по качеству.
Руководители среднего звена несут полную ответственность за разработку стратегии. Стратегия по качеству тесно взаимосвязана с общей стратегией предприятия и предусматривает последующие шаги для достижения целей и решения задач. Разработка стратегии основана на учете жизненного цикла товара и принципа «товар — рынок».
Наряду со стратегией разрабатывается тактика управления качеством продукции. Тактика представляет целенаправленную деятельность, которая определяется на краткосрочный период. Тактика определяет пути, обеспечивающие постоянное приближение к заданным параметрам качества. Она разрабатывается и внедряется низшим руководящим звеном, а исполняется рядовыми сотрудниками предприятия.
Политика в области качества является начальной точкой программы руководства по качеству и одним из элементов общей политики предприятия.
Политика в области качества — это ориентир общего направления и выявления ее роли и места в деятельности предприятия.
Основными факторами, влияющими на формирование политики в области качества, являются:
• ситуация на рынке сбыта;
• конкурентоспособность продукции;
• научно-технический прогресс и борьба с конкурентами;
• состояние дел внутри предприятия;
• вложение инвестиций в развитие предприятия.
Разработанная политика в области качества в виде основных направлений и целей включается в «Руководство по качеству».
Все действия управления качеством осуществляются на основе специальных функций, многообразие которых затрагивает различные стороны объекта и субъекта управления. В этой связи их можно классифицировать на следующие управленческие функции.
1. Функции прогнозирования потребностей, технического уровня и качества продукции направлены на:
1. выявление требований потребителей к номенклатуре, ассортименту и качеству продукции на перспективный период ее производства и потребления;
2. выявление научно-технических и экономических возможностей и путей удовлетворения перспективных требований потребителя;
3. определение номенклатуры, ассортимента и показателей качества при разработке перспективных видов продукции и модернизации существующих.
2. Функция планирования повышения качества продукции предполагает:
• разработку новых видов продукции (номенклатура, ее основные показатели, этапы и сроки разработки);
• освоение новых видов продукции;
• повышение технического уровня и качества выпускаемой продукции;
• разработку задания по освоению новой продукции и снятию с производства устаревших изделий;
• повышение качества изготовленной продукции и качества работы.
3. Нормативы и требования к качеству продукции предусматривают:
• изучение прогрессивных тенденций и перспектив развития данного вида продукции;
• выбор номенклатуры показателей качества и методов стандартизации;
• оптимизацию показателей качества продукции и их нормирование;
• установление в нормативно-технической документации правил организации и проведения испытаний.
4. Аттестация продукции включает комплекс организационно-технических и экономических мероприятий, обеспечивающих подготовку к аттестации продукции по категориям качества, а также проведение фирменной аттестации.
5. Функция разработки и налаживания производства продукции направлена на создание и освоение в короткие сроки образцов новой продукции, технический уровень и экономические показатели которой соответствуют лучшим отечественным и зарубежным достижениям или превосходят их.
6. Функция технологического обеспечения качества продукции призвана обеспечить технологическую готовность к производству продукции с первых образцов или партий в соответствии с заданными показателями.
7. Функция метрологического обеспечения качества продукции предполагает своевременное осуществление в полном объеме мероприятий по достижению единства и требуемой точности измерений параметров изделий, характеристик оборудования и инструмента.
8. Функция материально-технического обеспечения качества продукции направлена на поставку сырья, материалов, комплектующих изделий и др.
9. Функция подготовки и повышения квалификации персонала в области улучшения качества продукции направлена на организацию обучения всех категорий работающих передовым методам разработки, изготовления и использования продукции.
10. Функция организации взаимоотношений по качеству продукции между потребителями и поставщиками предполагает наличие широких информационных связей между поставщиками сырья, материалов, комплектующих изделий, с одной стороны, и между потребителями продукции и изготовителями, с другой.
11. Функция обеспечения стабильности запланированного уровня качества направлена на предупреждение и ликвидацию причин, отрицательно действующих на качество продукции, и поддержание показателей качества на уровне значений, установленных нормативно-технической документацией.
12. Функция стимулирования повышения качества продукции направлена на расширение выпуска изделий высокого качества и обеспечение систематического обновления ассортимента продукции. Включает широкий набор мер морального, материального поощрения работников и коллективов за выпуск продукции высокого качества, а также меры ответственности за производство некачественных изделий.
13. Функция контроля качества и испытаний продукции направлена на предотвращение выпуска продукции, не соответствующей требованиям стандартов, технических условий, чертежей, утвержденным образцам, условиям поставки и договорам.
14. Функция внутрипроизводственного учета и отчетности по качеству продукции заключается в систематической регистрации данных о фактическом количестве продукции и труда подразделений и отдельных работников, составлении отчетов на разных уровнях управления принятием решений.
Учету и отчетности подлежат:
• выполнение этапов разработки новых видов продукции;
• освоение новых видов продукции и мероприятия по повышению качества продукции;
• результаты аттестации;
• учет брака и потерь от брака;
• рекламация;
• качество труда, возврат на доработку;
• этапы разработки, внедрения, функционирования и совершенствования системы управления качеством;
• результаты проверки.
15. Функция технико-экономического анализа улучшения продукции направлена на выявление конечных результатов деятельности предприятий.
16. Функция правового обеспечения системы управления качеством продукции призвана обеспечить эффективное использование средств и форм юридического воздействия на органы и объекты управления на всех стадиях жизненного цикла продукции.
17. Информационное обеспечение системы управления качеством продукции необходимо для своевременного обеспечения руководителей и органов управления обоснованными и достоверными данными, характеризующими технический уровень и качество продукции на всех стадиях ее жизненного цикла.
Необходимо различать принципы управления качеством продукции:
• единство количества и качества продукции;
• эффективность качества;
• повышение уровня качества;
• системный подход к качеству;
• экономическое стимулирование;
• непрерывность и комплексность контроля;
• комплексность стандартизации и сертификации;
• создание систем управления качеством продукции.
Методы и средства управления — способы, которыми органы управления воздействуют на элементы производительного процесса, обеспечивая достижение и поддержание планируемого состояния и уровня качества продукции. В процессе управления качеством используется четыре группы методов:
1. Экономические методы, которые обеспечивают создание экономических условий, побуждающих коллективы предприятий, конструкторских, технологических и других организаций изучать запросы потребителей, создавать, изготавливать и об служивать продукцию, удовлетворяющую эти потребности и запросы. К числу экономических методов относятся правила ценообразования, условия кредитования, экономические санкции за несоблюдение требований стандартов и технических условий; правила возмещения экономического ущерба потребителю реализацию ему некачественной продукции.
2. Методы материального стимулирования, предусматривающие, с одной стороны, поощрение работников за создание й изготовление высококачественной продукции, а с другой -взыскания за причиненный ущерб от ее некачественности.
3. Организационно-распорядительные методы, осуществляемые посредством обязательных для исполнения директив, приказе, указаний руководителей. К числу организационно-распорядительных методов управления качеством продукции относятся также требования нормативной документации.
4. Воспитательные методы, оказывающие влияние на сознание и настроение участников производственного процесса, побуждающие их к высококачественному труду и четкому выполнению специальных функций управления качеством продукции, К их числу относятся моральное поощрение за высокое качество продукции, воспитание гордости за честь заводской марки, престиж фирмы и др.
Средства управления включают оргтехнику (в том числе компьютеры), средства связи, все то, что используют органы и лица, выполняющие специальные функции в системах управления качеством. В состав средств управления качеством продукции также включаются:
• банк нормативной документации, регламентирующей показатели качества продукции и организующей выполнение специальных функций управления качеством;
• метрологические средства, включающие (в зависимости от уровня системы) государственные эталоны физических величин, образцовые и/или рабочие средства измерений;
• государственная система обеспечения единства измерений (ГСИ);
• государственная служба стандартных справочных данных о свойствах веществ и материалов (ГССД).
Средства управления должны воздействовать на неудовлетворительные факторы и условия, а также координировать дейтствия всех исполнителей.
Управление качеством представляет органичное сочетание экономических, правовых, организационных и других факторов, влияющих на качество, которые подразделяются на формирующие, обеспечивающие, стимулирующие, внутренние, внешние, функциональные и системные.
К факторам, формирующим качество продукции, относятся: качество исходного сырья, материалов и комплектующих изделий, конструкция изделия, качество технологических процессов.
К факторам, обеспечивающим сохранность качества, относятся: соответствующая маркировка, упаковка, рациональные условия доставки, хранения, профилактика и уход в процессе эксплуатации.
К факторам, стимулирующим производство продукции высокого уровня качества, относятся: улучшение социально-экономических условий работы, отдыха, быта, медицинского обслуживания, предоставление льгот и привилегий персоналу и т. д.
Следующая группа факторов, влияющих на качество, делится на объективные и субъективные.
К объективным факторам относятся:
• внедрение НТП;
• качество проектной и нормативно-технической документации;
• безотказность и бесперебойность работы оборудования и инструмента;
• уровень стандартизации, унификации и типизации;
• дизайн, эстетизация.
К субъективным факторам качества относятся:
• квалификация, мастерство и опыт персонала;
• культура труда и производства;
• санитарно-гигиенические условия труда;
• психофизические условия труда;
• материальное и моральное стимулирование и мотивация труда;
• соблюдение трудовой и технологической дисциплины.
Не меньшее значение для выявления факторов на качество
продукции имеет деление их на внутренние и внешние.
К внутренним относятся факторы, зависящие от деятельности предприятия. Их можно классифицировать в следующие группы: технические, организационные, экономические и социально-психологические.
К внешним факторам, формирующим качество продукции, относятся:
• требования рынка (потребление);
• нормативная документация;
• конкуренция;
• имидж предприятия среди покупателей продукции.
К функциональным относятся факторы, затрагивающие задачи одной из функций управления качеством и не требующие значительных структурных изменений системы управления.
К системным относятся факторы, затрагивающие задачи нескольких функций управления качеством и требующие пересмотра и внесения изменений в содержание элементов системы. Системные и функциональные факторы позволяют оценивать последствия и степень влияния их на качество.
Все перечисленные факторы тесно связаны между собой, но степень их влияния на качество не одинакова. Поэтому при оценке и степени их влияния необходимо проранжировать и отдать приоритет тем, которые в наибольшей степени оказывают влияние на качество продукции. Такое деление позволяет с наименьшими затратами более рационально и эффективно управлять качеством продукции.
Реализация многих перечисленных направлений и их взаимодействие решается системой управления качеством.
Система управления качеством разрабатывается с учетом конкретной деятельности предприятия и обеспечивает проведение определенной политики в достижении поставленных целей. Масштабы системы качества должны соответствовать задачам и целям обеспечения качества.
Таким образом, система управления качеством продукции — это способ организации эффективного взаимодействия управляющих и исполнительных подразделений и конкретных лиц, участвующих в создании, изготовлении, использовании и сервисном обслуживании продукции с целью придания ей свойств, обеспечивающих удовлетворение определенных потребностей и запросов потребления при минимальном расходовании всех видов ресурсов и средств.
Разработка системы качества продукции состоит из следующих этапов:
• информационное совещание;
• принятие решение о создании системы качества;
• разработка плана — графика создания системы качества;
• определение функций и задач системы качества;
• определение структурных подразделений;
• разработка структурной и функциональных схем управления качеством;
• определение состава документации системы качества;
• разработка нормативной документации и «Руководство по качеству»;
• внедрение системы качества продукции;
• проверка, отладка и совершенствование системы качества.
Система управления качеством продукции представляет собой
совокупность управленческих органов и объектов управления, мероприятий, методов и средств, направленных на установление, обеспечение и поддержание высокого уровня качества продукции.
В приведенном определении подчеркивается необходимость создания организационной структуры для управления качеством.
Российские предприятия по-разному подходят к формированию такой структуры. Однако такая структура необходима для создания системы качества. В этом плане интересен подход ОАО «Чепецкий механический завод», который в 1998 г. стал лауреатом премии Правительства Российской Федерации в области качества.
Организационная основа управления качеством создавалась в несколько этапов.
1. Прежде всего была разработана программа специального обучения работников. При этом для каждой из десяти категорий работников завода (от руководителей верхнего звена до контролеров ОТК и рабочих) были разработаны подпрограммы обучения, учитывающие специфику соответствующей группы.
После этого путем сравнительного анализа действовавшей на заводе КС и системы качества по модели стандарта ИСО 9002 подготовлены предложения по решению всего комплекса задач, связанных с созданием системы качества по модели ИСО 9002.
Эти предложения рассматривались на заседаниях специально созданного и возглавляемого генеральным директором Координационного совета по качеству.
В состав Координационного совета по качеству вошли все руководители предприятия. Началось формирование основы системного управления качеством.
2. Была создана служба качества во главе с заместителем директора по качеству, насчитывавшая около 500 человек (должность введена вместо должности заместителя директора — начальника ОТК). В состав службы качества вошли специально созданный отдел управления качеством и стандартизации, а также ранее действовавшие подразделения ОТК.
Основным подразделением службы качества стал состоящий из 17 человек отдел управления качеством и стандартизации, который готовил все документы на Координационный совет по качеству и отвечал за реализацию принимаемых решений. Кроме того, отдел отслеживал и координировал документы, разрабатываемые в других подразделениях. Органом, принимающим решения, стала постоянно действующая комиссия по качеству.
В состав ОУКС вошли три подразделения.
• Бюро разработки документации, которое координировало разработку всех документов, необходимых для нормальной) функционирования системы качества;
• Бюро аудита, осуществлявшее внутренний аудит системы качества по определенной программе;
• Бюро стандартизации, которое стало вести все нормативные документы предприятия.
3. Был создан отдел маркетинга, подчиненный заместителю директора по экономике, который получил статус первого заместителя генерального директора.
4. Было создано подразделение, осуществлявшее специальную техническую приемку продукции, которое было подчинено бюро аудита.
5. Стали проводиться дни качества.
6. Была разработана матрица распределения обязанностей в системе качества, которая позволила привлечь подразделения и их работников к системному управлению качеством.
Многие российские предприятия научились в непростых условиях переходной экономики производить продукцию высочайшего качества. В этом огромная роль принадлежит командам и группам профессионалов, которые обеспечили реализацию стратегии лидеров.
В соответствии со стандартом ИСО жизненный цикл продукции включает 11 этапов:
1) маркетинг, поиск и изучение рынка;
2) проектирование и разработка технических требований, разработка продукции;
3) материально-техническое снабжение;
4) подготовка и разработка производственных процессов;
5) производство;
6) контроль, проведение испытаний и обследований;
7) упаковка и хранение;
8) реализация и распределение продукции;
9) монтаж и эксплуатация;
10) техническая помощь и обслуживание;
11) утилизация после испытания.
Перечисленные этапы описываются в литературе по менеджменту в виде «петли качества» (рис. 4.1).
Таким образом, обеспечение качества продукции — это совокупность планируемых и систематически проводимых мероприятий, создающих необходимые условия для выполнения каждого этапа петли качества, чтобы продукция удовлетворяла требованиям к качеству.
Управление качеством включает принятие решений, чему предшествуют контроль, учет, анализ.
Улучшение качества — постоянная деятельность, направленная на повышение технического уровня продукции, качества ее изготовления, совершенствование элементов производства и системы качества.
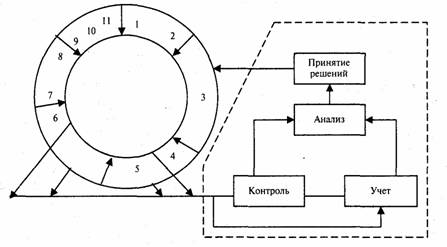
Рис. 4.1. Обеспечение качества
Рассмотрим требования к основным этапам жизненного цикла продукции (петли качества).
1. Требования системы качества в области маркетинга. Функция маркетинга должна играть ведущую роль в определении требований, предъявляемых к качеству продукции. Она должна:
• представить прогноз потребности в продукции;
• четко сформулировать требования потребителя, на основе анализа хозяйственных договоров, контрактов или спроса рынка;
• установить на постоянной основе систему обратной связи и контроля получаемой информации;
• представить официальный отчет по требованиям, предъявляемым к продукции.
2. Требования системы качества при проектировании и разработке технических условий:
• система качества должна обеспечить создание проекта, отвечающего требованиям потребителя и мировому уровню;
• планировать работу по проектированию в виде целевой научно-технической программы;
• разработать комплекс мероприятий, направленных на исключение ошибок при проектировании, испытании и измерении параметров продукции на различных этапах проектирования;
• контроль соответствия проекта исходным требованиям;
• периодический анализ всех компонентов проекта;
• анализ готовности потребителя к использованию продукции;
• контроль за изменениями проектов;
• повторные оценки проекта.
3. Требования системы качества при материально-техническом снабжении:
• предприятие несет ответственность за качество конечной продукции в целом независимо от качества приобретенных материалов, комплектующих изделий и полуфабрикатов;
• разработать требования к покупным материалам, полуфабрикатам, комплектующим узлам и деталям;
• устанавливать процедуры, методы и формы работы с поставщиками;
• рассмотреть процедуры и положения решения спорных вопросов по качеству с поставщиками и вести претензионную работу;
• вести регистрацию данных о качестве покупной продукции и о поставщиках.
4. Требования системы качества в процессе подготовки, разработки производственных процессов и производства. Подготовка производства должна давать уверенность в обеспечении изготовления продукции в соответствии с требованиями технической документации. Для этого система управления качеством должна обеспечивать работу всех элементов производства в управляемых условиях. Особое внимание следует уделить производственным процессам, формирующим параметры продукции, измерение которых связано с трудностями и большими экономическими затратами.
Обязательным элементом системы должен стать контроль испытания готовой продукции и процесса производства, а также оценка качества на основе проверки продукции, принятой ОТК. Для этого вырабатываются корректирующие мероприятия, стимулирование персонала на целенаправленное планомерное повышение качества изготовления.
5. Требования системы качества на послепроизводственных этапах (упаковка, хранение, реализация, монтаж, техническое обслуживание и утилизация).
Система качества на послепроизводственных процессах обеспечивает качество продукции при погрузочно-разгрузочных работах, хранении, транспортировании, монтаже; предусматривает обеспечение ресурсами, условий и мероприятий, предотвращающих появление дефектов.
Отобранная модель системы управления качеством должна отвечать основным двум требованиям.
Во-первых, подробно и точно описывать техническое, технологическое и организационное содержание процесса создания, изготовления, использования и утилизации продукции.
Во-вторых, быть максимально простой, понятной, легко восприниматься и внедряться.
В исследовательских и практических целях применяются различные модели систем качества. В зависимости от назначения, объекта, цели, структуры, типа производства, отраслевой спецификации модели систем качества делятся на следующие группы:
• абстрактно-исследовательские;
• абстрактно-проектировочные;
• абстрактно-нормативные;
• описательные;
• графические;
• смешанные.
Механизм управления качеством продукции показан на рис. 4.2.

Рис. 4.2. Управление качеством продукции
На рис. 4.2 система управления качеством представлена в концентрированном виде. Здесь прежде всего выделена политика предприятия в области качества, собственно система качества, включающая обеспечение, управление и улучшение качества.
В современном менеджменте качества сформулированы десять основополагающих условий:
1. Отношение к потребителю как важнейшей составляющей данного процесса.
2. Принятие руководством долгосрочных обязательств по внедрению системы управления фирмой.
3. Вера в То, что нет предела совершенству.
4. Уверенность в том, что предотвращение проблем лучше, чем реагирование на них, когда они возникают.
5. Заинтересованность, ведущая роль и непосредственное участие руководства.
6. Стандарт работы, выражающийся в формулировке «ноль ошибок».
7. Участие работников фирмы как коллективное, так и индивидуальное.
8. Уделение основного внимания совершенствованию процессов, а не людей.
9. Вера в то, что поставщики станут вашими партнерами, если будут понимать ваши задачи.
10. Признание заслуг.
С позиции потребителя качество изделия — это степень удовлетворения его требований.
У сегодняшнего потребителя уже формируются качества потребителя завтрашнего дня, который:
• признает приоритет за качеством, а цена занимает второе место;
• предъявляет рекламацию на каждый дефект;
• требует постоянного улучшения качества;
• требует обеспечения качества в технологическом процессе и отказывается от окончательного контроля;
• чутко реагирует на изменения в технологическом процессе;
• участвует в обеспечении качества;
• является приверженцем продукции, если качество его удовлетворяет.
Стремление России к интеграции в мировое сообщество, а также развитие рыночных отношений внутри страны предполагают всестороннее и полное выявление свойств и оценку показателей, определяющих и характеризующих качество продукции и технический уровень производства.
Состав и взаимосвязь основных требований, предъявляемых к производству продукции в нормативной и технической документации, представлены на рис. 4.3.

Наилучших результатов в создании и выпуске конкурентоспособной продукции добиваются предприятия, обладающие исчерпывающими сведениями о состоянии и возможностях производственных процессов, а также своевременно вырабатывающие управляющие воздействия по их совершенствованию.
По мнению отечественных и зарубежных специалистов, качество продукции закладывается в конструкторской и технологической документации; и та, и другая должны соответствующим образом оцениваться.
1. Начинать нужно с освоения производства товара, пользующегося спросом, т. е. производить то, что кто-то купит, а если улучшать этот товар, то число его покупателей будет расти, улучшатся экономические показатели предприятия и можно будет найти средства для реализации следующих этапов решения проблем качества.
Однако товар, пользующийся спросом, — это чаще всего новая продукция. Следовательно, начинать надо с изучения спроса на рынке и его учета при создании и освоении производства новых изделий. Таких, как, например, «ГАЗель» Горьковского автозавода; «Бычок» АО «ЗиЛ».
2. Необходимо иметь дилерскую, торговую сеть продаж, а также распространения товара и информации о нем. Нет этого — никакое качество продукции не спасет предприятие. Так, например, Нижегородская фабрика АО «Хохломская роспись» выпускает продукцию высочайшего качества, но, не имея хорошей дилерской сети, особенно за рубежом, вынуждена продавать продукцию по ценам в 5—10 раз ниже, чем ее оценивают зарубежные эксперты. В результате предприятие терпит большие убытки и испытывает финансовые трудности.
3. Следует минимизировать издержки производства. С этой целью необходимо все пересчитать, переосмыслить материально-техническую базу предприятия, отказаться от всего лишнего, провести реструктуризацию. Не сделав этого, начинать борьбу за качество не стоит, так как предприятие может умереть от другой болезни. Для подтверждения этого примеры не нужны, почти каждое российское предприятие имеет огромные издержки. Они настолько велики, что предприятия вынуждены искажать отчетность. В результате почти невозможно правильно считать затраты на качество и, следовательно, управлять экономикой качества.
4. Нужно научиться управлять финансами, а это — искусство, причем не простое. Прежде всего, необходимо отладить контроль за финансами. Бесконтрольность — путь к потерям финансов, их расхищению и банкротству предприятия. Главный фактор, способствующий этому, — отсутствие у больших npомышлениях предприятий их реальных собственников. На таких предприятиях собственностью практически распоряжаются высшие менеджеры и потому многое зависит от их порядочности и честности. Тем не менее дальновидные менеджеры заинтересованы в налаживании финансового контроля и работают в этом направлении.
Все четыре обязательных условия успешной деятельности предприятий, отмеченные выше, рассматриваются в различных концепциях качества, но там речь идет об их улучшении. На большинстве же российских предприятий эти условия нужно создавать практически с нуля. И только после того, как на предприятии как-то справились с этой задачей, оно может при1 ступать к решению проблемы качества путем создания и сертификации систем качества, отвечающих требованиям стандартов ИСО 9000 и 05-9000, а также концепции TQM. При этом нужно ставить вопрос о реформировании предприятий, их реструктуризации и создании новых элементов, исходя из четкого понимания философии TQM и ориентации на концепцию всеобщего качества. Не случайно последние крупные международные конференции назывались «Качество — путеводная звезда в лучший мир» (Израиль, Иерусалим, 1996 г.), «Качество — ключ к XXI веку» (Япония, Иокогама, 1996 г.).
4.2. Контроль качества
Контроль качества независимо от совершенства применяемых для этого методик предполагает прежде всего отделение хороших изделий от плохих. Естественно, что качество изделия не повышается за счет выбраковки некачественных. Отметим, что на предприятиях электронной промышленности из-за миниатюрных размеров изделий часто брак исправить вообще невозможно. Поэтому современные фирмы сосредоточивают внимание не на выявлении брака, а на его предупреждении, на тщательном контролировании производственного процесса и осуществляют свою деятельность в соответствии с концепцией «регулирование качества».
Большую роль в обеспечении качества продукции играют статистические методы.
Целью методов статистического контроля является исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и устранить. Статистические методы контроля качества
подразделяются на:
• статистический приемочный контроль по альтернативно-
му признаку;
• выборочный приемочный контроль по варьирующим ха-
рактеристикам качества;
• стандарты статистического приемочного контроля;
• система экономических планов;
• планы непрерывного выборочного контроля;
• методы статистического регулирования технологических процессов.
Следует отметить, что статистический контроль и регулирование качества продукции хорошо известны в нашей стране. В этой области наши ученые имеют несомненный приоритет. Достаточно вспомнить работы А.Н. Колмогорова по несмещенным оценкам качества принятой продукции на основании результатов выборочного контроля, разработку стандарта приемочного контроля с использованием экономических критериев.
Многие из оценок качества продукции вытекают из самих особенностей сбора информации.
Например, на заводе контролируется партия изделий, среди которых есть годные и негодные. Доля брака в данной партии не известна. Однако она не является неопределенной величиной в собственном смысле этого слова. Если ничто не мешает проверить все изделия в данной партии, то долю брака можно точно определить. Если же контролируя взятую из партии выборку, возможно собрать лишь неполную информацию, имеет место случайность отбора, способная исказить истинную картину.
Возникает проблема, как оценить по одной выборке, взятой из совокупности, значение той или иной характеристики этой совокупности? Подобная проблема может возникать в самых различных ситуациях.
1. Принимая по результатам выборки партию изделий, оценивают долю брака w в данной партии изделий.
2. Имеется оборудование. Закон распределения результатов работы оборудования в определенной степени определяет в рассматриваемый момент способность оборудования выполнить данную работу.
Каждая из разновидностей статистических методов контроля качества имеет свои преимущества и недостатки. Например, выборочный приемочный контроль по варьирующим характеристикам имеет то преимущество, что требует меньшего объема выборки. Недостаток этого метода заключается в том, что для каждой контролируемой характеристики нужен отдельный план контроля. Если каждое изделие проверяется по пяти характеристикам качества, необходимо иметь пять отдельных планов проверок.
Как правило, планы выборочного приемочного контроля проектируют таким образом, чтобы была мала вероятность ошибочно забраковать годную продукцию, или был мал риск производителя. Большинство планов выборочного контроля проектируется так, чтобы риск производителя был а = 0,05.
Если при установленном плане выборочного контроля уровень приемлемого качества соответствует предполагаемой доле брака р в генеральной совокупности, то считают, что вероятность забраковать годную продукцию мало отличается от 0,05. Поэтому уровень приемлемого качества и а соответствуют способу плана выборочного контроля. Важно также, что план приемочного выборочного контроля составляется с таким расчетом, чтобы вероятность приемки продукции низкого качества была мала, т. е. был мал риск потребителя. Граница между хорошей и плохой продукцией называется допустимой долей брака в партии. Рассмотрим более подробно наиболее распространенные методы статистического контроля качества.
4.3. Статистический приемочный контроль
по альтернативному признаку
Основной характеристикой партии изделий при
контроле по альтернативному признаку является генеральная доля дефектных
изделий ![]() где D — число дефектных изделий в партии объемом N изделий.
где D — число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q не известна и следует оценить ее по результатам контроля случайной выборки объемом п изделий, из которых т дефектных.
Под планом статистического контроля будем понимать систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует принять, забраковать или продолжать контроль. Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку.
• Одноступенчатые планы, согласно которым, если среди п случайно отобранных изделий число дефектных т окажется не больше приемочного числа с
(т≤с), то партия принимается; в противном случае партия бракуется.
• Двухступенчатые планы, согласно которым, если среди n1 случайно отобранных изделий число дефектных т1 окажется не больше приемочного числа
с1 (т1≤ c1), то партия принимается; если т1 > d1, где d1 — браковочное число, то партия бракуется. Если же с1 < т1 < d1, то принимается решение о взятии второй выборки объемом п2. Тогда если суммарное число дефектных изделий в двух выборках
(т1 + т2) ≤ с2, то партия принимается, в противном случае партия бракуется по данным двух выборок.
• Многоступенчатые планы являются логическим продолжением двухступенчатых. Первоначально берется выборка объемом n1 и определяется число дефектных изделий m1. Если т1≤ с1, то партия принимается. Если c1 < т1 < d1 (d1 > с1 +1), то партия бракуется. Если с1 < т1 < d1, то принимается решение о взятии второй выборки объемом п2. Пусть среди n1 + п2 изделий имеется т2 дефектных. Тогда, если т2< с2 — второе приемочное число, то партия принимается; если т2 > d2 (d2 > c2 +1), то партия бракуется. При с2 < т2 < d2 принимается решение о взятии третьей выборки. В дальнейшем контроль производится по аналогичной схеме, за исключением последнего
к-го
шага. На к-м шаге, если среди ![]() проконтролированных изделий
выборки
проконтролированных изделий
выборки
оказалось m k дефектных и тk ≤ сk, то партия принимается; если же mk> c k, то партия бракуется. В многоступенчатых планах число шагов к заранее задается. Обычно принимается, что n 1= п2 =... nk
• Последовательный контроль, при котором решение о контролируемой партии принимается после оценки качества ряда выборок, общее число которых заранее не установлено и определяется в процессе контроля по результатам предыдущих выборок.
Одноступенчатые планы наиболее просты в смысле организации контроля на производстве. Однако двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложные в организации и требуют значительных вычислений.
При использовании методов выборочного контроля решение о качестве всей партии принимается по данным выборочных наблюдений. С одной стороны, всегда существует риск, что в случайной выборке окажется большое число дефектных изделий, тогда как во всей партии их доля допустима. В этом случае годная партия будет ошибочно забракована и совершена так называемая ошибка первого рода. С другой стороны, при сильной засоренности партии дефектными изделиями в выборке может оказаться небольшое число дефектов и партия качества будет ошибочно принята. В этом случае имеет место ошибка второго рода.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине q0.
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными.
Основным вероятностным показателем плана статистического контроля является оперативная характеристика.
Оперативной характеристикой плана называется функция P(q), равная вероятности принять партию продукции с долей
дефектных изделий ![]() , где D — число дефектных изделий в партии из N изделий.
Очевидно, что для каждого плана будет своя оперативная характеристика. Пусть из
экономических или каких-либо других соображений установлено, что если q < q0, то качество партии
считается хорошим и партию следует принять. При q ≤q0 партию следует забраковать. В идеальном случае оперативной
характеристикой будет функция
, где D — число дефектных изделий в партии из N изделий.
Очевидно, что для каждого плана будет своя оперативная характеристика. Пусть из
экономических или каких-либо других соображений установлено, что если q < q0, то качество партии
считается хорошим и партию следует принять. При q ≤q0 партию следует забраковать. В идеальном случае оперативной
характеристикой будет функция
которая приводится на рис. 4.4. Идеальная оперативная характеристика может соответствовать только плану сплошного контроля при условии, что во время контроля дефект не может быть пропущен.
Для планов выборочного контроля оперативная характеристика имеет вид плавной кривой (рис. 4.5). Причем Р (q)= 1 при q = 0, т. е. партия, у которой все изделия годные, не может быть забракована, и P(q)= О при q = 1, т. е. партия, у которой все изделия дефектные, не может быть принята.
Обычно при выборочном контроле партии разделяют на хорошие и плохие с помощью двух чисел q0 и qm (q0 < qm), где qo — приемлемый, a qm — браковочный уровень
качества.

Приемлемым уровнем качества q0 будем называть предельно допустимое значение доли дефектных изделий в партии, изготовленной при нормальном ходе производства. Браковочный уровень качества qm определяет границу для отнесения партии продукции к браку. Партии считаются хорошими при q ≤ qm и плохими при q ≥ qm. При q0< q< qm качество партии считается еще допустимым.
Значения q0 и qm должны отвечать определенным требованиям поставщика и потребителя (технической документации) к качеству продукции. Обычно к плану контроля предъявляются следующие требования:
![]()
Вероятность а забраковать партию с приемлемым уровнем качества q — q0 называют риском поставщика или вероятностью ощибки первого рода, а вероятность β принять партию с браковочным уровнем качества q = qm — риском потребителя или вероятностью ошибки второго рода. Таким образом, требования к плану выборочного контроля могут сводиться к тому, чтобы риски поставщика и потребителя не превышали
α и β .
B стандартах по статистическому контролю используются только некоторые значения а, р, например, 0,01; 0,05; 0,1'. В качестве примера рассмотрим план контроля, который гарантирует α = 0,01 и β = 0,05 при значениях доли дефектных изделии q 0 = 0,005 и qm = 0,02. По этому плану в среднем из каждых 100 партий, имеющих засоренность не выше 0,5%, будет забраковано не больше одной, а из 100 партий, содержащих более 2% дефектных изделий, в среднем будет принято не более 5 партий.
На практике часто qo берут немного большим доли дефектных изделий, которая имеет место при нормальном ходе производства, чем и гарантируют прием почти всех партий, изготовленных при налаженном технологическом процессе. Значения р и qm выбираются с учетом требований потребителя.
При использовании планов выборочного контроля по результатам проверки выборки обычно принимают одно из следующих решений:
• принять непроконтролированную (оставшуюся) часть партии без дальнейшего контроля;
• отвергнуть оставшуюся часть партии без контроля;
• провести сплошной (100%-ный) контроль оставшейся части партии.
Возможны и другие решения, например снижение сортности, изъятие отдельных частей продукции для последующей переработки и т.д.
В зависимости от принимаемых по результатам выборочного контроля решений будут иметь место различные типы планов. Так, в случае одноступенчатых планов (я, с), которые определяются двумя параметрами: объемом выборки п и приемочным числом с, возможны следующие типы планов: (п, с)12, (n, с)1з, (п, с)23. Согласно плану (n, с) 12 , из партии продукции объемом N отбирают для контроля случайным образом п изделий. Если среди п изделий число дефектных изделий т окажется больше С= (т>с), то принимается решение 2 и оставшаяся часть партии (N — п) отвергается без дальнейшего контроля; если т ≤с, то оставшуюся часть партии (N— п) следует принять без контроля (решение 1).
Планы типа (n, c)12 обычно используют при разрушающем контроле или когда стоимость контроля велика. Планы (n , с)13, обычно используют при неразрушающвм контроле, когда требования к качеству продукции очень высокие и велика стоимость контроля. Планы типа (п, с)23 используют для получения дополнительной информации о качестве продукции, а также в случае очищающего контроля, когда хотят с помощью контроля уменьшить долю дефектных изделий в продукции.
Указанные планы контроля отличаются по среднему объему проконтролированной продукции, а также по доле дефектных изделий в принятой продукции. В случае неразрушающего контроля выявленные дефектные изделия могут заменяться на годные, и тогда объем партии до и после контроля останется неизменным.
В дальнейшем, если не будет оговорено особо, мы будем рассматривать планы неразрушающего контроля типа (п, с)\2, когда обнаруженные дефектные изделия заменяются на годные.
Числовые характеристики одноступенчатых планов. При организации приемочного контроля важно уметь количественно оценивать эффективность того или иного плана. Уже отмечалось, что основной вероятностной характеристикой плана выборочного контроля является оперативная характеристика Р (q), т. е. вероятность принять партию продукции с долей дефектных изделий, равной q. Рассмотрим алгоритмы вычисления оперативной характеристики.
Пусть на контроль поступает партия продукции объемом N изделий, в котором D изделий имеют дефект. При этом число D неизвестно. Напомним, что доля дефектных изделий q = D/N.
Для одноступенчатого плана (п, с) и оперативная характеристика
![]()
(4.1)
где т — число дефектных изделий в выборке объемом п (случайная величина);
Рп (т) — вероятность появления т дефектных изделий в выборке объемом п.
При статистическом контроле качества продукции используют случайную бесповторную выборку и при расчете оперативной характеристики Р (q) исходят из гипергеометрического распределения вероятностей, задаваемого формулой:
 (4.2)
(4.2)
Где ![]() — число сочетаний из N элементов п.
— число сочетаний из N элементов п.
Однако, учитывая отсутствие необходимых расчетных таблиц при больших значениях Nan, можно аппроксимировать требуемое распределение биномиальным или распределением Пуассона. Если объем выборки п не превышает 10% объема партии
(п ≤ 0,1), то можно аппроксимировать гипергеометрическое распределение биномиальным, задаваемым формулой:
![]()
(4.3)
где р = 1 - q — вероятность появления годного изделия.
Если![]() , то расчеты можно еще
больше упростить, используя распределение Пуассона.
Тогда:
, то расчеты можно еще
больше упростить, используя распределение Пуассона.
Тогда:
![]()
(4.4)
где X = пр — математическое ожидание числа дефектных изделий в выборке объемом п.
Пример 4.1. Пусть для контроля качества партий из N=20 изделий используют одноступенчатый выборочный план с параметрами n= 5 и с = 1. Требуется построить оперативную характеристику плана контроля.
При расчете оперативной характеристики будем исходить из гипергеометрического распределения (4.2) числа дефектных изделий т в выборке объемом п. Согласно плану контроля партия изделий принимается, когда т ≤ с =1, т. е. когда т = 0 или т = 1.
Тогда

Задавая значения числа D дефектных изделий в партии и учитывая, что q = D/N, получим значения функции Р (q), приведенные в табл. 4.1. 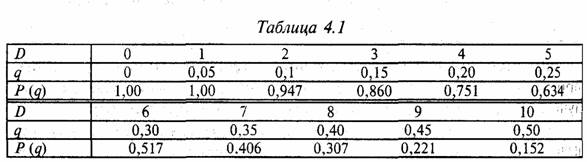
Для приемлемого q 0= 0,1 и браковочного qm — 0,5 уровней качества значения рисков поставщика и потребителя равны: α= 0,053; β=, 0,152. Значения α и β можно определить из условия
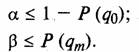
(4,5)
Из уравнения (4.1) следует, что с возрастанием приемочного числа с при постоянном п будет расти вероятность принятия партии с заданным уровнем качества q, а с возрастанием объема выборки я при постоянном с вероятность приемки партии Р (q) с заданным уровнем качества q будет уменьшаться. Эти свойства иллюстрируются на рис. 4.6.
План контроля при с = 0 не является оптимальным в смысле риска поставщика α. Например, при п = 20 и приемлемом уровне качества q0 = 0,02 план контроля при с = 0 гарантирует риск поставщика α = 0,37, а план с с = 1 гарантирует α= 0,04.
Таким образом, с возрастанием с при постоянном п ,q0 и qm риск поставщика а уменьшается, а риск потребителя β возрастает. Это свидетельствует о противоречивости требований поставщика и потребителя к плану контроля.
Из рассмотренных свойств оперативных характеристик следует, что всегда можно подобрать такой план контроля (n, с), который гарантировал бы значения рисков α и β при заданных приемлемом qо и браковочном qm уровнях качества.
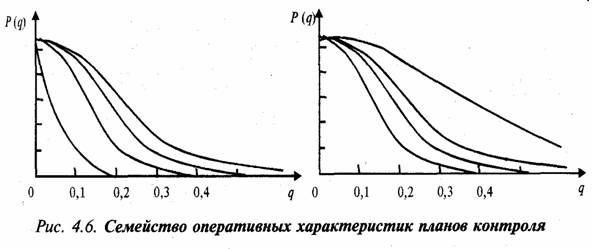
Для производства представляет интерес не только результат приемочного контроля одной партии изделий, но и оценки, полученные по результатам контроля совокупности партии.
Рассмотрим план контроля (n, c)13, когда отклоненные партии изделий подвергаются сплошному контролю, т. е. контролируются все оставшиеся (N — п) изделий партии, а выявленные дефектные изделия заменяются годными. Применение такого плана, очевидно, возможно только при неразрушающем контроле. Предполагается, что дефект во время контроля не может быть пропущен, и поэтому отклоненные партии после проведения сплошного контроля состоят только из годных изделий.
Пусть на контроль поступают партии изделий с
постоянной долей дефектных изделий q. Тогда
в случае одноступенчатого контроля (n, с) 13 с вероятностью P(q) партии изделий
принимаются, и доля дефектных изделии в принятых партиях равна![]() , а с
, а с
вероятностью [1 — P(q)] партии отклоняются и подвергаются сплошному контролю. После этого доля дефектных изделий в отклоненных партиях равна 0.
В этом случае средняя доля дефектных изделий в принятых партиях
![]() (4.6)
(4.6)
Величину qcр называют средним уровнем выходного качества (СВК).
Если объем выборки п мал по сравнению с объемом партии N, то можно принять, qcp≈ q∙ Р (q).
Согласно (4.6) средний уровень выходного качества qср = О при q = 0 и q = 1, так как при q = 1 вероятность Р (q) = 0 и все партии будут подвергаться сплошному контролю с заменой дефектных изделий на годные.
Так как qcp неотрицательная функция от q, равная нулю при q = 0 при q = 1, то внутри интервала 0 ≤ q ≤1 средний уровень выходного качества имеет максимум qL.
Максимальный для заданного плана контроля средний уровень выходного качества qL называют пределом среднего уровня выходного качества (ПСВК).
Пример 4.2. Построить график функции среднего уровня выходного качества qcp для плана контроля с параметрами N = 200, п = 10 и с = 2, когда отклоненные партии подвергаются сплошному контролю, т. е. для плана типа (п, с)13.
Так как n < 0,1N, то при вычислении qcp (q) можно воспользоваться биномиальным законом распределения. Тогда согласий (4.1), (4.3) и (4.6)

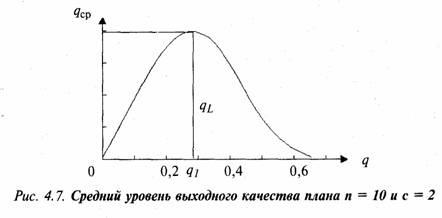
После несложных преобразований окончательно получим
![]() (4.7)
(4.7)
Подставляя в (4.7) различные значения среднего уровня входного качества
q (0 ≤q ≤ 1), получим соответствующие значения qcp. На рис. 4.7 представлен график функции среднего уровня выходного качества qcp. Из рисунка видно, что при
q = qL = 0,29 функция qcp достигает максимума qL = 0,19. Таким образом, для плана контроля с разбраковкой при п = 10 и с = 2 средняя доля дефектных изделий в продукции после контроля не превысит qL = 0,19, каково бы ни было качество (q) поступающей на контроль продукции.
На практике часто доля дефектных изделий в
партиях продукции существенно меньше qL(q ≤ qL).
В этих случаях качество партии
рекомендуется оценивать по величине qcp, найденной для значения среднего уровня входного качества ![]()
При использовании плана (n, с13), когда отклоненные партии изделий подвергаются сплошному контролю, число проконтролированных в партии изделий есть случайная величина, принимающая значение п с вероятностью Р (q) и значение N с вероятностью
[1 - Р (q)]. Поэтому среднее число проконтролированных изделий в партии
![]() (4.8)
(4.8)
Напротив, согласно планам контроля типа (п, с)12, когда отклоненные по результатам выборки партии бракуются, в каждой партии контролируется постоянное число изделий, равное п.
Для правильной организации контроля важно уметь
оценивать не только![]() ,
но и априорное распределение доли дефектных изделий qi = Di/N, где i — номер партии
,
но и априорное распределение доли дефектных изделий qi = Di/N, где i — номер партии
(i = 1,2,...). Напомним, что последовательность партий из N изделий при контроле по альтернативному признаку полностью описывается значениями числа дефектных изделий Di или их долями qi. При налаженном производстве числа Di можно рассматривать как последовательность случайных величин с функцией распределения
![]()
С целью получения оценок среднего уровня
входного качества ![]() и
априорного распределения FN (D) обычно используют
информацию, накапливаемую в процессе проведения контроля, а на начальных этапах организации контроля с этой целью проводят
сплошной контроль определенного числа партий изделий.
и
априорного распределения FN (D) обычно используют
информацию, накапливаемую в процессе проведения контроля, а на начальных этапах организации контроля с этой целью проводят
сплошной контроль определенного числа партий изделий.
Пример 4.3. Пусть сплошному контролю было подвергнуто n=100 партий по N= 250 изделий в каждой.
Результаты контроля приведены в табл. 4.2, в которой mD означает число партий с D дефектными изделиями. Требуется проверить гипотезу, что число дефектных изделий D подчиняется распределению Пуассона.
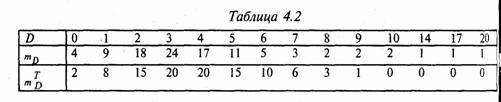
Графически вариационный ряд изображен на рис. 4.8.
Заметим, что только в пяти партиях из 100 число дефектных изделий превысит
D = 9. Поэтому, приняв за приемлемый уровень качества ![]() , гарантируем, что 95%
партий, изготовленных при налаженном производстве, будут приняты, т. е. риск
поставщика α = 0,05.
, гарантируем, что 95%
партий, изготовленных при налаженном производстве, будут приняты, т. е. риск
поставщика α = 0,05.
Оценку среднего уровня входного качества можно получить как
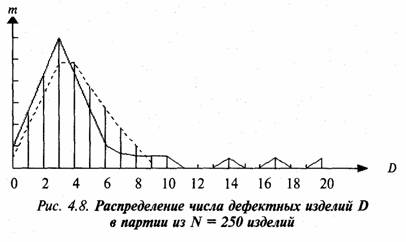
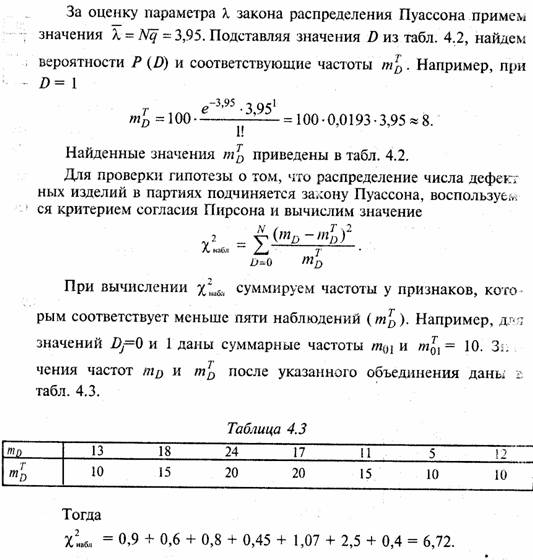
Табличное значение Х кр = 11,07 находим по таблице распределения Х 2 (см. табл. 4.3) для уровня значимости α= 0,05 и числа степеней свободы v = l- 2 = 5. Так как
Х2 набл < Х2 кр ,то гипотеза о виде распределения не отвергается. Примем, что распределение числа дефектных изделий в партиях подчиняется закону Пуассона.
Числовые характеристики двухступенчатых планов. Многоступенчатые и, в частности, двухступенчатые планы обычно используются тогда, когда хотят уменьшить объем испытаний. При использовании двухступенчатого плана контроля решение о качестве партии может быть принято либо после первой выборки с параметрами (n1, c1, d1 ), где d1 > с1 + 1, либо после второй выборки (п2, с2, d2), где d2 = с2 + 1.
Пусть т1 число дефектных изделий в первой выборке объемом n1. Тогда если
т1 ≤ c1, то партию принимают, а если m1 ≥d1,то партию отклоняют на основании первой выборки. Решение о взятии второй выборки принимают при условии ,что с1 <m1 < d1.
По данным второй выборки партию принимают, если (m1+m2 )≤c2, и отклоняют при (m1+m2)> c2.
Как и в случае одноступенчатых планов, отклоненные партии либо бракуют, либо подвергают сплошному контролю.
Особенность многоступенчатых планов заключается в том, что объем контроля есть случайная величина. Для принятия решения о качестве партии иногда проверяют только одну выборку, иногда две и т. д.
Оперативная характеристика двухступенчатого плана контроля имеет вид

где Рп1 (m1) — вероятность появления среди n1 изделий первой выборки
т1 дефектных (ее определяют по одному из уравнений (4.2)—(4.4) в зависимости от вида распределения m1); Pn2 (m2) вероятность появления среди n2 изделий второй выборки т2 дефектных.
Выражение (4.10) представляет собой сумму вероятностей двух несовместимых событий: приемка партии по результатам первой выборки и приемка по результатам двух выборок. Чтобы партия была принята по результатам двух выборок, необходимо одновременное осуществление двух независимых событий: число дефектных изделий т1 в первой выборке удовлетворяет уcловию с1< т1 < d1, а суммарное число дефектных изделий в двух выборках (m1 + m2 ) ≤ c2. В этой связи второе слагаемое в (4.10) равно произведению двух вероятностей.
В случае когда отклоненные партии бракуются, математическое
ожидание (генеральная средняя) числа проверенных изделий в партии определяется
по уравнению 
Если же отклоненные партии изделий подвергаются сплошному контролю, то партия объемом N может быть принята либо по результатам первой выборки и тогда в ней будет проконтролировано n1 изделий, либо на основании двух выборок и в ней будет проконтролировано (n1+ n2) изделий. В противном случае партия отклоняется, все N изделий проверяются, а обнаруженные дефектные изделия заменяются на годные.
Математическое ожидание числа проконтролированных в партии изделий будет равно:

где Р (q) — вероятность приемки партии с долей дефектных изделий, равной q;определяется по (4.10).
Пример 4.4. Вычислим числовые характеристики двухступенчатого плана
контроля с параметрами ![]()
![]() Пусть объем партии N достаточно велик и можно воспользоваться биномиальным
законом распределения числа дефектных изделий т в выборке.
Пусть объем партии N достаточно велик и можно воспользоваться биномиальным
законом распределения числа дефектных изделий т в выборке.
Составим уравнение для оперативной характеристики плана. Партия изделий принимается в одном из трех случаев: 1) т1 = 0; 2) т1 = 1; 3) m1 =2 и m2 = 0.
В соответствии с биномиальным законом распределения вероятности каждого из трех случаев равны:

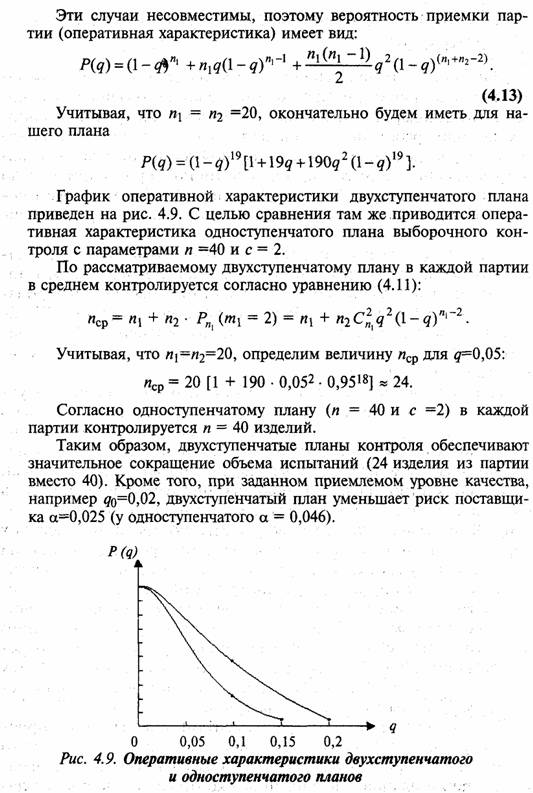
4.4. Стандарты статистического приемочного
контроля
Для успешного применения статистических методов контроля качества продукции необходимы соответствующие руководства и стандарты, доступные широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям. Сформулируем некоторые требования к стандартам по статистическому приемочному контролю.
Стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, планы последовательного контроля и т. д.
При приемочном контроле качества партий готовой продукции, сырья и полуфабрикатов представляют интерес не столько результаты контроля отдельной партии, сколько результат контроля последовательности партий изделий. Поэтому в стандартах должна быть представлена система правил, указывающая, какой конкретно план контроля из множества имеющихся в стандарте следует использовать для контроля конкретной партии. Желательно учитывать результаты контроля предыдущих партий. При разладках технологического процесса, когда на контроль поступают партии продукции с повышенным содержанием дефектных изделий, потребитель может настаивать на использовании планов усиленного (жесткого) контроля, обеспечивающих заданное значение предела среднего уровня выходного качества. В этой связи стандарт должен содержать правила перехода с нормального контроля на усиленный и наоборот. В тех случаях, когда качество продукции весьма высокое, можно использовать планы облегченного контроля.
Таким образом, основными элементами стандартов по приемочному контролю являются: 1) таблицы планов выборочного контроля, используемые в условиях нормального хода производства, а также планов для усиленного контроля в условиях разладок и для облегченного контроля при достижении высокого качества; 2) правила выбора планов с учетом особенностей контроля; 3) правила перехода с нормального контроля на усиленный или облегченный и обратного перехода при нормальном ходе производства; 4) методы вычисления последующих оценок показателей качества контролируемого процесса.
В ряде современных стандартов планы усиленного и облегченного контроля связаны с таблицами планов нормального контроля простым соотношением. Например, при одноступенчатом контроле переход от нормального к усиленному сводится к уменьшению приемочного числа с без изменения объема выборки п. Если же с = 0, то увеличивается только объем выборки.
В тех случаях, когда отклоненные партии подвергаются сплошному контролю, план выбирают с учетом среднего числа изделий ncp, контролируемых в партии при нормальном ходе производства. Расчет пср производят в предположении, что доля дефектных изделий в партиях постоянна и равна q .
В зависимости от гарантий, обеспечиваемых планами приемочного контроля, существуют разные методы построения планов:
• Устанавливают значения риска поставщика α и риска потребителя β и выдвигают требование, чтобы оперативная характеристика Р (q) прошла приблизительно через две точки:q0, α и qт , β ,где q 0 qm - И соответственно приемлемый и браковочный уровни качества. Этот план можно назвать компромиссным, так как он обеспечивает защиту интересов как потребителя, так и поставщика. Очевидно, что при малых значениях α и β объем выборки должен быть большим.
• Выбирают одну точку на кривой оперативной характеристики и принимают одно или несколько дополнительных независимых условий (например, qL или минимальный объем контроля пср при заданном значении q .
Первая система планов статистического
приемочного контроля, нашедшая широкое применение в промышленности, была
разработана Доджем и Ромингом. Планы этой системы предусматривают сплошной
контроль изделий из забракованных партий и замену дефектных изделий годными.
Предложены таблицы одноступенчатых и двухступенчатых планов выборочного
контроля двух видов. Одни планы обеспечивают риск потребителя β = 0,1 при
восьми значениях браковочного уровня качества дт (0,5; 1,0;
2,0; 3,0; 4,0; 5,0; 7,0; 10,0%), а другие гарантируют значение gL предела среднего
уровня выходного качества (ПСВК). Кроме того, планы Доджа—Роминга обеспечивают
минимальный объем контрольных операций при средней доле дефектных изделий в
продукции, поступающей на контроль q . Значение
q определяется по
результатам предшествующего контроля. Условие минимума объема выборки при ![]() является вторым критерием
выбора конкретного плана.
является вторым критерием
выбора конкретного плана.
Для
примера рассмотрим таблицу одноступенчатых планов выборочного контроля,
гарантирующих риск потребителя β=0,1 при браковочном уровне качества qm = 0,01 и объеме партий
от 1000 до 4000 изделий (табл. 4.4). 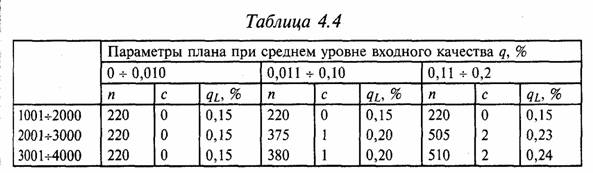
Наряду с параметрами планов n и с в таблице даны значения предела среднего уровня выходного качества qL, обеспечиваемые планами контроля.
В табл. 4.5 в качестве примера приводятся одноступенчатые планы выборочного контроля, обеспечивающие значения qL—2% при объеме партии N = 801 ÷1000 изделий. Наряду с параметрами планов n и с даны значения браковочного уровня качества qm, соответствующие риску поставщика β= 0,1.
Таблица 4.5

Во многих странах распространение получил американский стандарт МИЛ-СТД-105Д. Отечественный стандарт ГОСТ 18242-72 по построению близок американскому и содержит планы одноступенчатого и двухступенчатого приемочного контроля. В основу стандарта положено понятие приемлемого уровня качества (ПРУК) q0, которое рассматривается как максимально допустимая потребителем доля дефектных изделий в партии, изготовленной при нормальном ходе производства. Вероятность α забраковать партию с долей дефектных изделий, равной q0 , для планов стандарта мала и уменьшается по мере возрастания объема выборки. Для большинства планов α не превышает 0,05.
Стандарт ориентирован на условия стабильного производства, когда доля дефектных изделий в партиях не превышает приемлемого уровня качества q0 . Чтобы иметь возможность гарантировать определенное качество выпускаемой продукции с учетом конкретных условий хода производства, в ГОСТ 18242-72 предусмотрены три общих уровня контроля: нормальный (основной), используемый в условиях нормального хода производства, усиленный контроль, используемый при разладках технологического процесса, и облегченный контроль — при высоком качестве продукции. Кроме того, стандартом предусмотрены четыре специальных уровня контроля, предназначенных для случаев, когда целесообразно использовать малые выборки и допустимы большие риски потребителя.
Стандарт содержит правила перехода с одного уровня контроля на другой, методы получения информации для последующих оценок показателей качества технологического процесса и эффективности правил контроля.
Введение различных уровней контроля основано на том предположении, что отклонение от «нормального» уровня производства носит длительный характер и отражается на качестве нескольких последовательно изготовленных партий.
Переход от нормального контроля к усиленному осуществляют в том случае, когда забракованы две из пяти последовательных партий продукции. К нормальному контролю снова переходят, если во время усиленного контроля будут приняты подряд пять партий. От нормального контроля к облегченному переходят после приемки подряд не менее 10 партий. При составлении правил перехода стараются свести к минимуму вероятность ложных переключений, например вероятность переключения на усиленный контроль в то время, когда производство находится в налаженном состоянии.
Наличие трех общих уровней контроля (нормального, усиленного и облегченного) стимулирует поставщика к повышению качества продукции.
Сравним оперативные характеристики планов усиленного, нормального и облегченного контроля партии из N = 1000 изделий при приемлемом уровне качества q0 =00,09%.
Согласно стандарту, нашим условиям соответствуют планы: усиленный ( n= 120,
с = 2), нормальный ( n= 80, с = 2) и облегченный (и — 20, с = 0). На рис. 4.10 приводятся
оперативные характеристики этих планов.
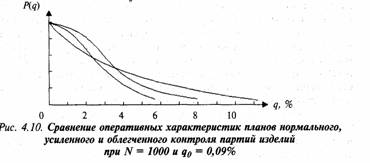
Как видим, план усиленного контроля требует наибольших затрат на контроль ( n= 120), но обеспечивает лучшую защиту интересов потребителя. Например, при браковочном уровне качества qm = 5% усиленный план контроля обеспечивает риск потребителя β = 0,05, а нормальный план лишь β= 0,25.
В рамках системы планов приемочного контроля, предусмотренных ГОСТ 18242-72, двухступенчатые планы подобраны таким образом, что их оперативные характеристики близки к одноступенчатым. Таким образом, при выбранном значении приемлемого уровня качества qo одноступенчатые и двухступенчатые планы имеют одинаковую вероятность приемки партии, но различаются по среднему числу изделий, контролируемых в партии. Средний объем выборки для планов двухстепенчатого контроля примерно на 20% меньше, чем у одноступенчатых. Однако, как уже отмечалось, двухступенчатые планы имеют более сложную организацию.
При контроле изделий по нескольким признакам стандартом рекомендуется классифицировать дефекты на три класса: критические, значительные и малозначительные — и для каждого класса выбирать свой план контроля.
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально карты использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда, кто, на каком оборудовании получал брак в прошлом.
Однако в этом случае решение о корректировке принималось тогда, когда брак уже был получен. Поэтому важно было найти процедуру, которая бы накапливала информацию не только для ретроспективного исследования, но и для использования при принятии решений. Это предложение опубликовал американский статистик И. Пейдж в 1954 г. Карты, которые используются при принятии решений, называются кумулятивными.
Контрольная карта (рис. 4.11) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) п изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
• выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
• расположение группы последовательных точек около одной контрольной границы, но не выход за нее (И, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
• сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются
для выявления определенной причины, но не случайной. 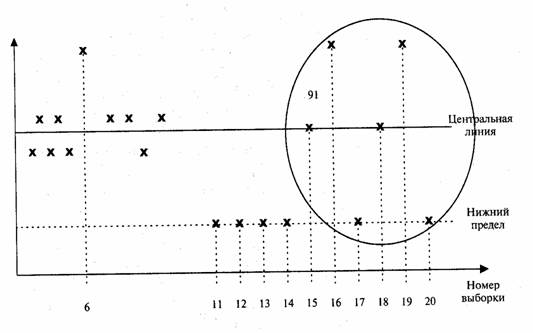
Рис. 4.11. Контрольная карта
Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами, необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
Часто при определении факторов, влияющих на какой-либо результативный показатель, характеризующий качество, используют схемы Исикава.
Они были предложены профессором Токийского университета Каору Исикава в 1953 г. при анализе различных мнений инженеров. Иначе схему Исикава называют диаграммой причин и результатов, диаграммой «рыбий скелет», деревом и т. д.
Она состоит из показателя качества, характеризующего результат, и факторных показателей (рис. 4.12).
Построение диаграмм включает следующие этапы:
• выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
• выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники («большие кости»);
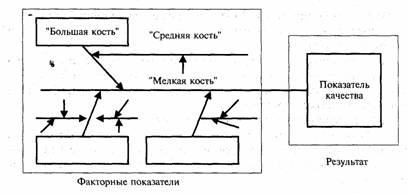
Рис. 4.12. Структура диаграммы причин и результатов
• выбор вторичных причин («средние кости»), влияющих на главные;
• выбор (описание) причин третичного порядка («мелкие кости»), которые влияют на вторичные;
• ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Так, они широко применяются при выделении наиболее значимых факторов, влияющих, например, на производительность труда.
Отмечается, что число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных существенно важных дефектов, можно устранить почти все потери.
Эта проблема может решаться с помощью диаграмм Парето.
Различают два вида диаграмм Парето.
1. По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.).
2. По причинам (факторам). Они отражают причины проблем, которые возникают в ходе производства.
Рекомендуется строить много диаграмм Парето, используя различные способы классификации как результатов, так и причин, приводящих к этим результатам. Лучшей следует считать такую диаграмму, которая выявляет немногочисленные, существенно важные факторы, что и является целью анализа Парето.
Построение диаграмм Парето включает следующие этапы:
1. Выбор вида диаграммы (по результатам деятельности или по причинам (факторам).
2. Классификация результатов (причин). Разумеется, что любая классификация имеет элемент условности, однако большинство наблюдаемых единиц какой-либо совокупности не должны попадать в строку «прочие».
3. Определение метода и периода сбора данных.
4. Разработка контрольного листка для регистрации данных с перечислением видов собираемой информации. В нем необходимо предусмотреть свободное место для графической регистрации данных.
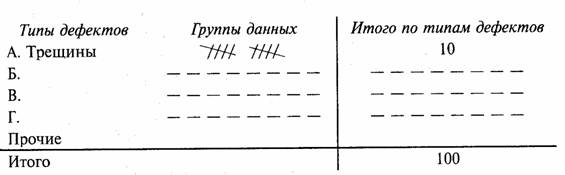
5. Ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости. Группу «прочие» следует приводить в последней строке вне зависимости от того, насколько большим получилось число.
6. Построение столбиковой диаграммы (рис. 4.13). Значительный интерес представляет построение диаграмм Парето в сочетании с диаграммой причин и следствий.
Выявление главных факторов, влияющих на качество продукции, позволяет увязать показатели производственного качества с каким-либо показателем, характеризующим потребительское качество. Для такой увязки возможно применение регрессионного анализа.
Например, в результате специально организованных наблюдений за результатами носки обуви и последующей статистической обработкой полученных данных было установлено, что срок службы обуви (у) зависит от двух переменных: плотности материала подошвы в г/см3 (х1) и предела прочности сцепления подошвы с верхом обуви в кг/см2 (х2). Вариация этих факторов на 84,6% объясняет вариацию результативного признака (множественный коэффициент коррекции R — 0,92), а уравнение регрессии имеет вид:
Рис 4.13. Связь между видами дефектов и числом дефектных изделий
Таким образом, уже в процессе производства, зная характеристики факторов x1 и x2, можно прогнозировать срок службы обуви. Улучшая вышеназванные параметры, можно увеличить срок носки обуви. Исходя из необходимого срока службы обуви, можно выбирать технологически допустимые и экономически оптимальные уровни признаков производственного качества.
Наибольшее практическое распространение имеет характеристика качества изучаемого процесса путем оценки качества результата этого процесса. В этом случае речь идет о контроле качества изделий, деталей, получаемых на той или иной операции. Наибольшее распространение имеют несплошные методы контроля, а наиболее эффективны те из них, которые базируются на теории выборочного метода наблюдения.
Пример 4.5. На электроламповом заводе цех производит электролампочки.
Для проверки качеств ламп отбирают совокупность 25 штук и подвергают испытанию на специальном стенде (меняется напряжение, стенд подвергается вибрации и т. д.). Каждый час снимают показания о продолжительности горения ламп. Получены следующие результаты:
6; 6; 4; 5; 7;
5; 6; 6; 7; 8;
5; 7; 7; 6; 4;
5; 6; 8; 7; 5;
7; 6; 5; 6; 6.
Прежде всего необходимо построить ряд распределения.
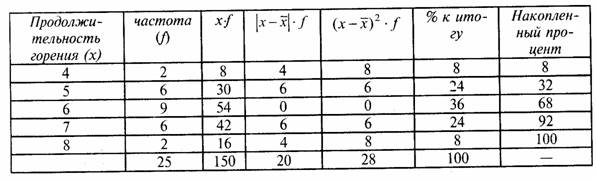
Затем следует определить:
1) среднюю продолжительность горения ламп:
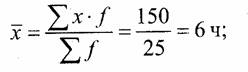
2) моду (вариант, который чаще всего встречается в статистическом ряду). Она равна 6;
3) медиану (значение, которое расположено в середине ряда. Это такое значение ряда, которое делит его численность на две равные части). Медиана равна также 6.
Построим кривую распределения (полигон) (рис. 4.14).
Определим размах:
![]()
Он характеризует пределы изменения варьирующего признака. Среднее абсолютное отклонение:
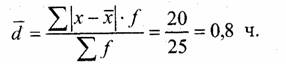
Это средняя мера отклонения каждого значения признака от средней.
Среднее квадратическое отклонение:

между выборочной и генеральной не превысит, двух величин
средней ошибки выборки, т.е. в 954 случаях ошибка репрезентативности не
выйдет за![]()
Таким образом, с вероятностью 0,954 ожидается, что средняя продолжительность горения будет не меньше чем 5,6 часа и не больше чем 6,4 часа. В целях повышения качества продукции необходимо стремиться к уменьшению этих отклонений.
Обычно при статистическом контроле качества допустимый уровень качества, который определяется количеством изделий, прошедших контроль и имевших качество ниже минимально приемлемого, колеблется от 0,5% до 1% изделий. Однако для компаний, которые стремятся выпускать продукцию только высшего качества, этот уровень может быть недостаточным. Например, «Toyota» стремится свести уровень брака к нулю, имея в виду, что, хотя и выпускаются миллионы автомобилей, но каждый покупатель приобретает лишь один из них. Поэтому наряду со статистическими методами контроля качества на фирме разработаны простые средства контроля качества всех изготавливаемых деталей (TQM). Статистический контроль качества в первую очередь применяется в отделениях фирмы, где продукция изготавливается партиями. Например, в лоток высокоскоростного автоматического процесса после обработки поступает 50 или 100 деталей, из которых контроль проходят только первая и последняя. Если обе детали не имеют дефектов, то все детали считаются хорошими. Однако если последняя деталь окажется бракованной, то будет найдена и первая дефектная деталь в партии, а весь брак будет изъят. Для того чтобы ни одна партия не избежала контроля, пресс автоматически отключается после обработки очередной партии заготовок. Применение выборочного статистического контроля имеет эффект всеобъемлющего тогда, когда каждая производственная операция выполняется стабильно благодаря тщательной отладке оборудования, использованию качественного сырья и т. д.