4.2. Технологическая документация, применяемая при сборке РЭА и приборов
При проектировании технологического процесса сборки РЭА и приборов необходимо следующее:
определить сборочный состав изделия;
обосновать организационные формы сборки;
произвести различные расчеты, связанные с технико-экономическим обоснованием выбранного варианта технологического процесса сборки (расчеты режимов сборочных и других работ, размеров партий, количества и загрузки рабочих мест, норм времени и выработки; расчеты, связанные с точностью сборочных работ, расходом материалов, и т.д.);
установить последовательность сборочных и контрольных операций;
установить необходимое количество технологического оснащения и оборудования;
оформить проект технологического процесса сборки в виде установленного комплекта технологических документов, состоящего из основных и вспомогательных документов.
Основные технологические документы подразделяются на документы общего и специального назначения.
Документы общего назначения применяются независимо от технологических методов изготовления или ремонта изделия и включают в себя:
титульный лист (ТЛ);
карту эскизов (КЭ);
технологическую инструкцию (ТИ) с описанием технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий;
правила эксплуатации технологической оснастки, применяющейся для сокращения объема разрабатываемой технологической документации.
Выбор документов специального назначения производится в зависимости от типа и вида производства, а также технологических методов изготовления или ремонта изделия.
К основным технологическим документам специального назначения относятся:
маршрутная карта;
карта технологического процесса;
операционная карта;
карта типового технологического процесса (КТТП);
карта типовой операции и др. (ГОСТ 3.1103 — 82).
К вспомогательным документам специального назначения относятся:
карта учета обозначений, карта применяемости оснастки, технологический паспорт и др.
Маршрутная карта (МК) содержит описание маршрута технологического процесса изготовления изделия. Кроме того, дополнительно в нее может входить перечень полного состава технологических операций с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Маршрутная карта применяется в мелкосерийном и серийном производстве. Наименование операции в зависимости от степени детализации технологического процесса может быть кратким, состоящим из одного слова, соответствующего характеру операции (сборочная, монтажная, регулировочная и др.), или полным. Повторяющиеся наименования операций нумеруются по порядку римскими цифрами (сборочная I, сборочная II и т.д.). При операционном описании технологического процесса операции обозначаются двузначными числами по порядку их выполнения (10, 20, 30 и т.д.), переходы каждой операции обозначаются также двузначными числами по порядку их выполнения (01, 02, 03 и т.д.).
Карта технологического процесса (КТП) содержит операционное описание технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям с указанием переходов, технологических режимов, технологической оснастки, материальных и трудовых затрат.
Карта типового (группового) технологического процесса содержит описание типового (группового) технологического процесса изготовления или ремонта изделий. Применяется совместно с ведомостью деталей к типовому (групповому) технологическому процессу (ВТП) или операции (ВТО), где указаны состав деталей, изготовляемых по типовому технологическому процессу, и переменные данные о материале, оснастке, режимах обработки и трудозатратах.
В операционной карте (ОК) дается описание технологических операций с указанием последовательности выполнения переходов, а также приводятся данные об оснастке, режимах и трудовых затратах. Карта снабжается эскизами операций, а иногда эскизами по переходам. Аналогичным документом для типовой (групповой) операции является карта типовой (групповой) операции (КТО).
При сборке сложных приборов рекомендуется технологические эскизы помещать на отдельном листе с необходимыми указаниями и надписями. Иногда эскизы заменяют операционно-технологическую карту. На эскизе дается изображение сборочной единицы в том виде, в каком она получается после выполнения операции, с указанием только тех технических требований, которые необходимы для выполнения операции.
Ведомость материалов (ВМ) содержит данные о подетальных нормах расхода материала и о заготовках.
Основные термины и определения, используемые при разработке технологических процессов, должны соответствовать ГОСТ 3.1109 — 82.
Разработка технологического процесса сборки начинается с разработки маршрутной карты, выполняемой технологом сборочного цеха, за которым закреплена сборка сборочных единиц и изделия в целом. После согласования маршрутной карты разрабатывается технологический процесс сборки и электромонтажа радиоэлектронного прибора, который в дальнейшем является законом для исполнителей и проводится в соответствии с технической документацией.
Выполнение операций на специальном технологическом оборудовании производится в соответствии с производственной инструкцией. Согласно производственным инструкциям проводятся также входной контроль всех радиоэлементов и комплектующих деталей, поступающих от поставщиков, контроль и проверка монтажа прибора, блока (при внешнем осмотре) и выявление несоответствия механических и электрических характеристик ТУ и т.д.
ГОСТ 2.102 — 68 включает в себя следующие виды конструкторской документации: чертежи детали (сборочные, габаритные и др.); схемы; спецификацию; ведомости спецификаций, покупных изделий, согласования применения покупных изделий и др.; пояснительную записку; технические условия; программу и методику испытаний; таблицы; расчеты; эксплуатационные и ремонтные документы; инструкции.
Основной конструкторский документ изделия полностью и однозначно определяет данное изделие и его состав. Основным конструкторским документом для детали является ее чертеж, для сборочной единицы, комплексов и комплектов — спецификация.
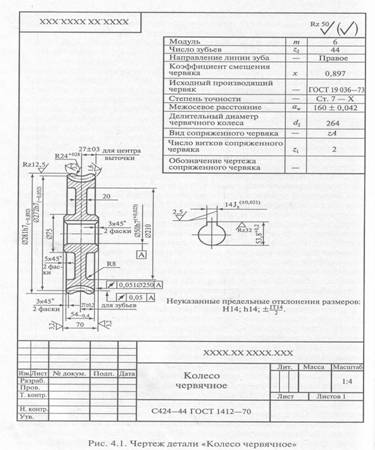
Чертеж детали представляет собой документ, в котором дается наглядное изображение детали и приводятся данные, необходимые для ее изготовления и контроля. Правила выполнения чертежей изделия регламентируются ГОСТ 2.109 — 73. Изображения изделий на чертежах выполняются в определенном масштабе по методу прямоугольного проецирования. На рабочем чертеже изделия указываются размеры, предельные отклонения, шероховатость и другие данные. На каждое изделие выполняется отдельный чертеж. Для группы изделий, имеющих общие конструктивные признаки, выполняется групповой чертеж с занесением размеров каждого изделия в таблицу. Название чертежа включает в себя наименование изделия, которое записывается в именительном падеже единственного числа, при этом на первом месте помещается имя существительное (например, «колесо червячное»). Пример чертежа детали приведен на рис. 4.1.
Сборочный чертеж — это документ, в котором дается изображение сборочной единицы и приводятся данные, необходимые для ее сборки (изготовления) и контроля. В сборочном чертеже указываются расположение и взаимная связь составных частей, соединяемых по данному чертежу. В нем приводятся следующие данные: размеры, предельные отклонения, а также другие параметры и требования, которые должны быть выполнены или проконтролированы поданному сборочному чертежу; указания о характере сопряжения и методах его осуществления, о выполнении неразъемных соединений (сварных, паяных и др.); номера позиций составных частей, входящих в изделие; габаритные размеры изделия; установочные, присоединительные и другие необходимые справочные размеры; техническая характеристика изделия (при необходимости). Сборочный чертеж выполняется, как правило, с упрощениями, соответствующими требованиям стандартов ЕСКД (например, не показываются фаски, накатки и другие мелкие элементы, зазоры между стержнем и отверстием). На сборочном чертеже все составные части сборочной единицы нумеруются в соответствии с номерами позиций, указанными в спецификации этой сборочной единицы. Номера позиций наносятся на полках линий-выносок, проводимых от изображений составных частей. Пример сборочного чертежа представлен на рис. 4.2.
Спецификация представляет собой документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация (ГОСТ 2.108 — 68) составляется на отдельных листах на каждую сборочную единицу, комплекс или комплект. В ней дается перечень составных частей, входящих в специфицируемое изделие, а также приводятся конструкторские документы, относящиеся к этому

изделию и к его неспецифицируемым составным частям. В общем случае спецификация
состоит из разделов, которые располагаются в такой последовательности:
документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие
изделия, материалы, комплекты. Наименование каждого раздела указывается в виде
заголовка в графе «Наименование» и подчеркивается. В раздел «Стандартные
изделия» входят изделия, применяемые согласно государственным, республиканским
и отраслевым стандартам и стандартам предприятия (для изделий вспомогательного
производства). Запись в пределах каждой категории стандартов производится по
группам изделий, объединенных по их функциональному назначению (например,
подшипники, крепежные изделия и т.п.), в пределах каждой группы — в алфавитном
порядке наименований изделий, в пределах каждого обозначения стандарта — в
порядке возрастания основных параметров или размеров изделия. В разделе «Прочие
изделия» записываются изделия, применяемые в соответствии с техническими
условиями. Запись изделий производится по однородным группам.
Схема — это конструкторский документ, на котором показаны в виде условных изображений или обозначений составные части изделия и. связи между ними. Согласно ГОСТ 2.701 — 84 схемы в зависимости от видов элементов и связей, входящих в состав изделия, подразделяются на пять видов:
электрические (Э); гидравлические (Г); пневматические (П); кинематические (К); оптические (О).
В скобках указывается обозначение вида схемы. Для изделия, в состав которого входят элементы разных видов, разрабатываются несколько схем соответствующих видов одного типа. Согласно требованиям ГОСТа существует семь типов схем:
структурные (1); функциональные (2); принципиальные (3); монтажные (4);
подключения (5); общие (6); расположения (7). Допускается также разработка схем прочих типов (8) и объединенных (о) — схем двух типов на одном конструкторском документе. В случае совмещения схем, например принципиальной и соединений, подключения и соединений, совмещенной схеме присваивается наименование схемы, тип которой имеет наименьший порядковый номер.
Наименование схемы, входящей в состав конструкторской документации изделий, определяется ее видом и типом. Например, схема электрическая монтажная имеет чертежный номер Э4.
4.3. Различные типы схем, применяемых при производстве, ремонте и эксплуатации радиоэлектронной аппаратуры
В радиоэлектронной промышленности при выполнении работ по сборке, монтажу и регулировке радиоаппаратуры применяются различные типы схем. В ЕСКД сформулированы основные термины, используемые для их характеристики.
Элемент — составная часть схемы, которая выполняет определенную функцию в изделии и не может быть разделена на части, имеющие самостоятельное функциональное назначение (например, транзистор, полупроводниковый диод, конденсатор и другие электрорадиоэлементы).
Устройство — совокупность элементов, представляющая собой единую конструкцию (плата, блок, шкаф, механизм).
Функциональная группа — совокупность элементов, выполняющих в изделии определенные функции и не объединенных в единую конструкцию.
Функциональная часть — элемент, устройство, функциональная группа.
Функциональная цепь — линия, канал, тракт определенного назначения (канал звука, изображения, тракт СВЧ и др.).
Линия взаимосвязи — отрезок линии, указывающий на наличие связи между функциональными частями изделия.
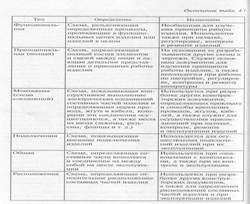
При проектировании изделий РЭА количество разрабатываемых схем определяется особенностями каждого изделия. При Эмм необходимо стремиться одновременно к тому, чтобы количество схем на разрабатываемое изделие было минимальным и чтобы они содержали все необходимые сведения для проектирования, изготовления, настройки, регулировки, эксплуатации и ремонта изделия. Различные типы схем, их определение и назначение приведены в табл. 4,1.


На структурной схеме (рис. 4.3) изображаются основные функциональные части изделия (элементы, устройства, функциональные группы), указываются их назначение и взаимосвязи. Функциональные части изображаются в виде прямоугольников, в которых даются наименования каждой функциональной части, или в виде условных графических изображений. На линиях взаимосвязей стрелками обозначается направление хода процессов, происходящих в изделии.
На функциональной схеме приводится изображение функциональных частей изделия, показываются связи между ними и разъясняются определенные процессы, протекающие в отдельных функциональных цепях изделия или в изделии в целом. На линиях взаимосвязей стрелками обозначаются направления хода прессов, происходящих в изделии. Допускается вместо связей показывать конкретные соединения (провода, кабели). На схеме наряду с наименованием элементов или их позиционным обозначением приводятся технические характеристики, поясняющие надписи и таблицы, которые позволяют определить последовательность процессов во времени, а также значения сопротивлений, напряжений и токов, формы импульсов и т. д. в характерных точках схемы. На рис. 4.4 в качестве примера приведена функциональная схема источника питания.

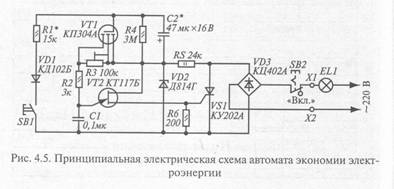
Принципиальная схема (рис. 4.5) определяет полный состав элементов и связей между ними. Эта схема, как и функциональная, используется для изучения принципа работы изделия, а также при контроле, регулировке и ремонте. На принципиальной схеме изображаются также электрические элементы (разъемы, зажимы и т.д.), которыми заканчиваются входные и выходные цепи. Схема обычно выполняется для изделий, находящихся в отключенном положении. Элементы на схеме изображаются в виде условных графических обозначений, установленных стандартами ЕСКД. Все элементы, входящие в изделие и изображенные на схеме, записываются в «Перечень элементов», который помещается рядом со схемой или на отдельном листе.
Элементы, изображенные на схеме, имеют буквенное или бук венноифровое позиционное обозначение. Буквенные позиционные обозначения элементов представляют собой сокращенное наименование элемента (например, R — резистор, VT — транзистор, И) — полупроводниковый диод). Порядковые номера (в возрастающем порядке) присваиваются элементам с одинаковым буквенным обозначением (например, R1, R2, ЯЗ, VT1, VT2, VD1, VD2). Позиционные обозначения располагают на схеме рядом с элементами, по возможности с правой стороны или над ними.
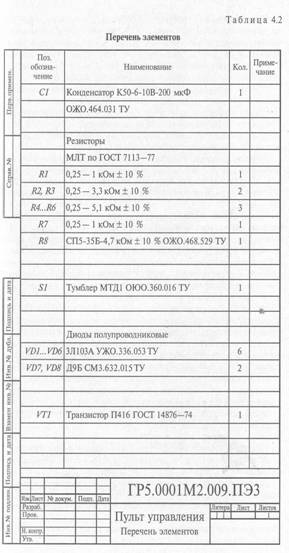
Данные об элементах записываются в «Перечне элементов» (табл. 4.2), в котором указываются позиционное обозначение элементов, их наименование в соответствии с документом (IOCT, ТУ и т.д.), количество элементов, а при необходимости и их технические данные, не содержащиеся в наименовании (указываются в графе «Примечание»). При разбивке поля схемы на зоны в «Перечень элементов» добавляют графу «Зона». Элементы в перечне записываются группами в алфавитном порядке в соответствии с буквенными позиционными обозначениями, в пределах каждой группы элементы располагаются по возрастанию порядковых номеров.
Линии связи на схеме должны быть показаны полностью, однако при удалении элементов друг от друга линии связи между ними можно обрывать. Обрывы линий заканчивают стрелками с обозначением мест подключения. Толщина линий электрической связи на схемах должна быть от 0,2 до 0,6 мм в зависимости от форматов схем и размеров графических обозначений.
При проектировании сложного радиоэлектронного устройства, в состав которого входят несколько отдельных устройств, на каждое такое устройство обычно выполняется отдельная принципиальная схема. На принципиальных схемах могут указываться параметры входных и выходных цепей, в том числе частота, сила тока, величина напряжения, сопротивления и т.д.
Если на схеме изображены элементы, параметры которых подбираются при регулировке, то их условные обозначения на схеме и в перечне элементов отмечают звездочками (например, Я1*, СЗ'). На принципиальной схеме марки проводов и кабелей не приводятся.
Схема соединений (монтажная) показывает соединения составных частей изделия и определяет провода, жгуты, кабели и трубопроводы, которыми осуществляются эти соединения, а также места их присоединения и ввода. Схема соединений используется при разработке других конструкторских документов и в первую очередь чертежей, определяющих прокладку и способы крепления проводов, жгутов, кабелей в изделии при их контроле, эксплуатации и ремонте.
Устройства на схеме изображаются в виде прямоугольников или внешних очертаний, элементы — в виде условных графических обозначений, прямоугольников или внешних очертаний. Расположение графических обозначений устройств и элементов на схеме должно соответствовать их действительному размещению в изделии (если схема выполнена на одном листе и расположение элементов на месте эксплуатации известно). Около графического обозначения элементов указываются позиционные обозначения, присвоенные им на принципиальной схеме, а также обозначения выводов элементов, нанесенные на изделие или установленные в документации на него. Пример схемы соединений приведен на рис. 4.6.
При изображении соединителей допускается применять их условные графические обозначения, для чего в схеме помещаются таблицы с указанием подключения контактов (рис. 4.7).
Для упрощения изображения схемы допускается объединять отдельные провода, идущие в одном направлении, в общую линию. Провода, жгуты, кабели и жилы кабелей обозначаются порядковыми номерами в пределах изделия.
Жилы кабелей нумеруются в пределах кабеля. На схеме соединений указываются:

ходимости — расцветка проводов и количество жил для кабеля, дополнительные уточняющие данные.
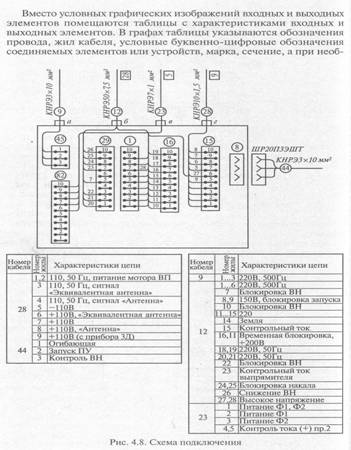
Схема подключения показывает внешние подключения изделия. Ее используют при разработке других конструкторских документов, а также для подключения изделий и при эксплуатации (рис. 4.8).
На схеме изображаются изделие, его входные и выходные элементы (соединитель, зажимы и т.п.), а также подводимые к ним концы проводов и кабелей внешнего монтажа, около которых помещают данные о подключении изделия (характеристики внешних цепей и адреса).
Изделие на схеме подключения изображается в виде прямоугольника, а его входные и выходные элементы — в виде условных графических изображений. Допускается также изображать изделие, входные и выходные элементы в виде внешних очертаний. Расположение графических изображений входных и выходных элементов на схеме должно соответствовать их действительному размещению в изделии. На схеме указываются позиционные обозначения входных и выходных элементов, присвоенные им на принципиальной схеме изделия. Допускается указывать марки, сечения, расцветку проводов, марки кабелей, количество, сечение и занятость жил.
Общая схема определяет составные части комплекса и соединения их между собой на месте эксплуатации. Эту схему используют при сборке и наладке комплексов, их контроле и эксплуатации (рис. 4.9).
На схеме приводятся изображения устройств и элементов, входящих в комплекс, а также проводов, жгутов и кабелей, соединяющих эти устройства и элементы. Провода, жгуты и кабели показываются на схеме в виде отдельных линий и обозначаются порядковыми номерами в пределах изделия. Около изображений проводов,

жгутов и кабелей указываются марка и сечение провода, его расцветка, количество и сечение жил кабеля. При большом количестве соединений составляют перечень проводов, жгутов и кабелей, в котором представлены: обозначение основного конструкторского документа, по которому изготовлен провод, кабель, жгут; данные провода, кабеля; количество проводов, жгутов, кабелей.
Схема расположения определяет относительное расположение составных частей изделия, а при необходимости также проводов, жгутов и т.д. Схема используется при разработке других конструкторских документов, а также при эксплуатации и ремонте изделий.
На схеме расположения и общей схеме указывают наименование и тип устройства или элемента, а также обозначение документа, на основании которого они применяются. При большом количестве устройств и элементов эти сведения записывают в перечень элементов, а около графических обозначений устройств и элементов проставляют позиционные обозначения. На схемах также для каждого устройства или элемента, изображенного в виде внешнего очертания, даются его наименование, тип и обозначение документа, служащего основанием для применения, а для каждого элемента, изображенного в виде условного графического изображения, — его тип и обозначение документа.
К выполнению схем расположения предъявляются следующие требования.
1. Вид и тип необходимых схем на изделие должен определяться разработчиком изделия.
2. Схемы должны выполняться без соблюдения масштаба, действительное взаимное расположение составных частей изделия может не учитываться или учитываться приближенно.
3. Графическое изображение элементов и соединяющие их линии связи должны располагаться таким образом, чтобы обеспечить наилучшее представление о структуре изделия и взаимодействии его составных частей.
4. Линии связи, состоящие из горизонтальных и вертикальных отрезков, должны иметь минимум изломов и взаимных пересечений. Расстояние между соседними параллельными линиями должно быть не менее 3 мм. Допускается при необходимости применение наклонных отрезков линий (по возможности меньшей длины). Линии связи должны показываться полностью, если это не затрудняет чтения схемы. Обрывы линии связи следует заканчивать стрелками, а около них указывать места подключения и (или) необходимые характеристики цепей.
5. Допускается располагать схемы в пределах условного контура, выполненного сплошными тонкими линиями и изображающего конструкцию изделия. Если линии связи переходят с одного листа на другой, то рядом с обрывом линии необходимо указывать ее обозначение или наименование (например, номер провода, наименование сигнала и т.п.), а в круглых скобках — номер листа схемы или обозначение документа, на который переходят линии связи.
При выполнении схем расположения применяются: условные графические обозначения, установленные стандартами ЕСТЬ;
упрощенные внешние очертания, прямоугольники, кроме того, при необходимости допускается использовать нестандартизованных графические изображения с соответствующими пояснениями.
Графические обозначения выполняются линиями той же толщины, что и линии связи. Если используются утолщенные линии, то они должны быть толще линий связи в два раза.
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ СБОРКИ И МОНТАЖА РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ И ПРИБОРОВ
Механизация и автоматизация любого вида производства, тем более производства радиоэлектронной промышленности, является основным способом дальнейшего повышения производительности и эффективности труда рабочих, занятых в этом производстве.
Автоматизация технологических процессов облегчает условия труда рабочих. При автоматизации повышается также безопасность труда, так как рабочий непосредственного участия в работе автомата не принимает, однако при этом требуется повышение уровня квалификации рабочих для обслуживания автоматического оборудования. Автоматизация вредных для окружающих процессов позволяет осуществлять их в закрытых помещениях.
Автоматизация технологических процессов обеспечивает также повышение научно-технического уровня производства, что особенно важно при создании специальных устройств РЭА (микросборок с высокой степенью интеграции), точных приборов и средств автоматики.
Многочисленные предприятия по производству радиоэлектронной аппаратуры и приборов, имеющие большую номенклатуру изделий и значительный диапазон по серийности, применяют индивидуальный подход к выбору оптимальных средств и методов автоматизации и механизации производства. В одних случаях наиболее эффективна частичная механизация и автоматизация, т.е. механизация и автоматизация отдельных технологических процессов, отдельных видов оборудования, в других — комплексная механизация производства.
При небольших масштабах производства чаще всего используют частичную автоматизацию процесса. В этом случае небольшие затраты быстро окупаются и автоматизация позволяет быстро получить технико-экономический эффект. Для осуществления частичной автоматизации используются малые промышленные роботы, с помощью которых автоматизируются технологические процессы на обычных универсальных станках.
В качестве примера могут служить участки (цехи) по производству деталей из пластмассы и изготовлению деталей штамповкой.
Так, в процессе производства деталей из пластмассы робот производит следующие операции:
1) закрытие пресс-формы (после того как автоматический дозатор заполняет ее пресс порошком);
2) установку пресс-формы в рабочую зону пресса;
3) съем пресс-формы после прессовки детали;
4) раскрытие пресс-формы;
5) извлечение готовой детали и укладку ее в цеховую тару. При изготовлении деталей штамповкой робот выполняет следующие операции:
1) захват заготовки и перенос ее в рабочую зону пресса;
2) установку на матрицу штампа;
3) штамповку детали;
4) съем детали и укладку ее в тару.
При комплексной автоматизации производства определяющим фактором является перспектива развития предприятия, при этом особое внимание следует обращать на технико-экономическую эффективность автоматизации технологических процессов. Не всегда автоматизация технологических процессов бывает целесообразна. В некоторых случаях без учета технико-экономической эффективности автоматизация может оказаться невыгодной для данных условий производства. Выбор оптимальных средств автоматизации в значительной мере определяет технико-экономическую эффективность любого направления автоматизации, проводимого предприятием.
В настоящее время основным направлением развития механизации и автоматизации технологических процессов изготовления радиоэлектронной аппаратуры и приборов является создание: робототехники; гибких производственных комплексов (ГПК); микропроцессорных систем управления технологическими процессами; систем автоматизированного проектирования технологических процессов сборки (НАПР).
5.2. Роботизация технологических процессов сборки и монтажа радиоэлектронной аппаратуры
Промышленным роботом называется программируемая автоматическая машина, применяемая в технологическом процессе для выполнения двигательных функций, свойственных функциям человека при перемещении предметов производства.
Отличительным признаком промышленного робота от различных механизмов является наличие одного или нескольких манипуляторов.
Манипулятор представляет собой многозвенный механизм, оснащенный приводами и рабочим органом (устройством захвата), с помощью которого осуществляется захват детали и ее перемещение от одного рабочего места к другому. Манипулятор может иметь от трех до девяти степеней подвижности, что в значительной степени определяет технические возможности промышленного робота.
Число степеней подвижности — это совокупность числа степеней свободы кинематической цепи манипулятора промышленного робота относительно базовой системы координат и числа степеней свободы устройства передвижения.
Степень подвижности может быть переносной и ориентирующей.
Переносная степень подвижности используется при перемещении рабочего органа в рабочей зоне, а ориентирующая — при ориентировании рабочего органа в рабочей зоне относительно базовой системы координат.
Пространство, в котором может находиться рабочий орган манипулятора промышленного робота при неподвижном положении устройства передвижения, называется рабочей зоной. У современных роботов она составляет от 1,0 до 10 м.
Для перемещения манипулятора и его основания применяется привод, который может быть гидравлическим, пневматическим и электрическим. К достоинствам гидропривода относятся плавное регулирование скорости, быстродействие и высокая точность отработки заданного движения, а к недостаткам— зависимость характеристик привода от температуры рабочей жидкости, относительно высокая стоимость привода и сложность эксплуатации.
Кроме того, широко применяются п н е в м о п р и в о д ы, достоинствами которых являются простота конструкции, низкая стоимость и возможность работы в местах с повышенными требованиями к пожарной безопасности. К недостаткам пневмопривода можно отнести необходимость использования дополнительного оборудования для достижения плавности и точности движения манипулятора.
В последнее время находит все более широкое применение электропривод, отличающийся простотой подвода электрической энергии, высокой надежностью и большим ресурсом работы.
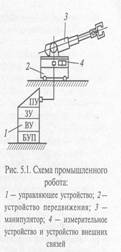
Конструктивно промышленный робот состоит из следующих основных частей (рис. 5.1): управляющего устройства 1, устройства передвижения 2, манипулятора 3, измерительного устройства и устройства внешних связей 4, которые размещены в основании робота. Манипулятор и устройство передвижения представляют собой объект управления для управляющего устройства.
В управляющее устройство входят пульт управления ПУ, запоминающее устройство ЗУ, вычислительное устройство ВУ и блок управления приводами БУП. С помощью ПУ осуществляются ввод и контроль задания. ЗУ предназначено для храненения программы работы и другой информации, ВУ— для реализации алгоритма управления роботом, а БУП — для управления приводами манипулятора и устройства передвижения. Управляющее устройство может быть расположено отдельно от самого робота или встроено в его корпус. Составление упорядоченной последовательности действий робота (программы) для его системы управления начинается при первом выполнении роботом нового цикла движений. Введение программы осуществляется с помощью электронного устройства, управляющего приводами манипулятора, или ручного управления манипулятором по всему пути его перемещения. Запоминающее устройство системы управления фиксирует все движения робота, крайние и промежуточные положения рабочих органов манипулятора, после чего робот автоматически воспроизводит записанную программу необходимое число раз.
Промышленные роботы имеют два режима работы:
1) программирования, при котором в ЗУ заносится программа функционирования робота;
2) выполнения технологической операции.
Применение промышленных роботов в ГПК позволяет:
резко повысить производительность труда;
сократить численность работающих;
повысить коэффициент использования обрабатывающего оборудования за счет устранения потерь времени по организационно-техническим причинам;
улучшить условия труда;
обеспечить безопасность труда;
повысить качество продукции путем стабилизации параметров технологического процесса;
обеспечить гибкость производственного процесса.
При осуществлении монтажно-сборочных и отрабатывающих процессов с помощью робота выполняются следующие операции:
загрузка — выгрузка деталей (заготовок) из ориентирующей тары, магазина-накопителя;
установка — снятие детали (заготовки) непосредственно с технологического оборудования (линии, станка и т.д.);
транспортирование между магазином-накопителем и обрабатывающим оборудованием;
транспортирование между магазином-накопителем и автоматизированным складом;
смена инструмента в процессе обработки; смена инструмента до и после выполнения операции. Необходимость применения роботов и сфера их работы определяются с учетом специфики производства (вредные условия труда, обработка специальных материалов и др.), характера перемещения деталей (непрерывный, прерывный), цикличности операций технологического процесса, характеристик стружки и методов ее удаления, состава основного и вспомогательного оборудования, организации межстаночного транспортирования и др.
Возможность использования роботов при механической обработке определяется:
1) однородностью формы и расположения базовых поверхностей детали для ориентирования и захвата роботом;
2) технологичностью конструкции деталей, которая прежде всего обеспечивает возможность ориентирования детали в каждой исходной позиции для ее захвата роботом, а также наличием базовых поверхностей для ее надежного удержания охватом при транспортировании на протяжении всего технологического процесса (с учетом изменения размеров);
3) обеспечением надежности захвата, транспортирования и удержания деталей охватом;
4) наличием базовых поверхностей деталей, позволяющих транспортировать и складировать их в ориентированном положении;
5) возможностью свободного доступа в зону обслуживания для осуществления ремонта и технического обслуживания.
Оптимальным решением по использованию степеней подвижности робота является модульная конструкция роботов.
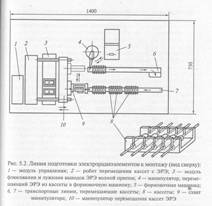
В качестве примера рассмотрим линию подготовки электрорадиоэлементов к монтажу, состоящую из пяти модулей (рис. 5.2): модуля управления.1 робота перемещения кассет 2, модуля 3 плюсования и лужения выводов ЭРЭ, манипулятора 4 и формовочной машинки 5.
Линия работает следующим образом. В каждую транспортную кассету устанавливается определенное количество ЭРЭ с осевыми проволочными выводами. Оператор устанавливает кассеты на транспортную линию, которая перемещает их по направлению C' модулю плюсования и лужения.
Дойдя до конца линии 7, кассета останавливается. Робот перемещения кассет 2 захватывает кассету с помощью схвати 9 и разворачивает ее на 90 . После этого манипулятор 10 перемещает кассету к ванне плюсования а. Схвати 9 с кассетой останавливается точно над ванной плюсования, после чего быстро опускается вниз, флюсуя выводы ЭРЭ сначала с одной стороны, а потом — с другой. Затем манипулятор с кассетой перемещается к волне припоя б и после короткой остановки опускается вниз, погружая выводы ЭРЭ в припой. Далее производятся подъем кассеты, очередной поворот ее, но уже на 180', и вновь лужение выводов ЭРЭ. После лужения всех выводов манипулятор 10 ставит кассету на транспортную линию, и кассета начинает двигаться к манипулятору 4. Дойдя до него, кассета останавливается, а манипулятор 4 начинает быстро извлекать ЭРЭ из кассеты, перемещать их и устанавливать на рабочие части формовочной машинки 5, которая

произходит формовку выводов ЭРЭ. Отфорюванные ЭРЭ падают в
магазина обитель. Производительность линии составляет примерно 1600 шт. ЭРЭ в
(ас. Работа линии осуществляется с мощью устройства управления, размещенного в
модуле управления 1. Линия может работать как в ручном, так в автоматическом
режимах.
Для автоматизации штамповочных процессов при изготовлении деталей
серийном производстве используетя роботизированная штамповочная иная. В состав линии (рис. 5.3) входят пресс КД2118А, специальный (невмопресс с пневмоцилиндром ЩВС-200, манипулятор МП-9С с двумя вакуумными схватами, система управления ЭЦПУ-6030 с модернизированным пневмоканалом и электрошкаф.
Линия работает следующим образом. Вырубленные заготовки вручную стапелируются на специальной оправке в пакеты, которые затем подвергаются технологической осевой осадке и обжатию на пневмопрессе. Подготовленные к работе пакеты устанавливают в приемное кассетно-магазинное устройство линии и помещают в зону действия схватам манипулятора, который переносит заготовки в рабочую зону штампа первой гибки.
Далее на холостом ходу жесткие вакуумные схваты манипуляторов переносят предварительно отштампованные заготовки в рабочую зону штампа второй гибки, которая осуществляется на специальных пневмопрессах. Готовые детали удаляются из рабочей зоны пневмосдувом. Контроль положения заготовок осуществляется датчиками. Линия работает в устойчивом технологическом режиме.
5.3. Применение гибких переналаживающих комплексов в монтажных операциях
Основные понятия и определения гибких производственных систем (ГПС) определяются ГОСТ 26 228 — 84.
Гибкий производственный модуль (ГПМ) — гибкая производственная система, представляющая собой единицу технологического оборудования, оснащенная автоматизированным устройством программного управления и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные циклы и имеющая возможность встраивания в систему более высокого уровня.
Гибкая автоматизированная линия (ГАЛ) — гибкая производственная система, состоящая из нескольких гибких производственных модулей, объединенных автоматизированной системой управления, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий производственный комплекс (ГПК) — гибкая производственная система, состоящая из нескольких гибких производственных модулей, объединенных автоматизированной транспортной системой, автономно функционирующей в течение заданного интервала времени, и имеющая возможность встраивания в систему более высокой степени автоматизации.
Гибкие производственные системы лежат в основе следующих форм организации технологических процессов: автоматических линий, поточных линий различного вида и серийных участков.
Отличие всех форм организации производственных процессов на базе ГПС состоит в более высоких уровне автоматизации и степени гибкости.
Для автоматических линий на базе станков с ЧПУ характерна возможность обработки групп деталей за счет гибкости технологического оборудования при автоматизации основных и обслуживающих операций, а также операций управления производственным процессом.
Поточные линии, главным образом групповые, обладая всеми признаками поточного производства, имеют высокий уровень автоматизации основных, обслуживающих и управленческих операций.
Серийные участки могут иметь различную степень автоматизации и укрупнено могут быть разделены на автоматизированные и комплексно-автоматизированные участки.
Гибкость систем заключается: а) в быстрой переналадке производства на выпуск новых изделий;
б) в возможности быстрой перестройки производственного процесса при изменении объема выпуска изделий и при замене одного выпускаемого изделия на другое;
в) в применении микропроцессорной техники, позволяющей оперативно управлять производственным процессом.
Степень гибкости систем определяется в каждом конкретном случае в зависимости от типа и конструктивно-технологических характеристик (параметров) изделий, а также технических характеристик оборудования.
Основой построения ГПК служит принцип модульности, в соответствии с которым ГПК компонуется из отдельных типовых технологических модулей различного типа и назначения. Технологические модули ГПК разрабатываются с таким расчетом, чтобы они могли использоваться как автономно, так и в составе ГПК.
Автоматизация основных и вспомогательных операций в этом случае осуществляется за счет использования быстропереналаживаемого оборудования с программным управлением и робототехнологических комплексов (РТК) — типовых модулей ГПК.
Технологические модули создаются на базе высокопроизводительного, специализированного технологического оборудования и технологической оснастки.
Как правило, типовой ГПК, предназначенный для сборки и монтажа печатных узлов, может включать в себя следующие технологические модули:
подготовки дискретных ЭРЭ;
подготовки ИС;
программируемой сборки печатных плат с ЭРЭ и ИС;
программируемой сборки печатных плат с ИС;
пайки (установка пайки волной припоя) электромонтажных соединений;
сборки и пайки ИС;
промывки печатных узлов;
контроля печатных узлов;
влагозащиты печатных узлов.
Применение ГПК в мелкосерийном и серийном производстве уже сейчас позволяет повысить производительность труда при сборке печатных узлов в 10 ... 12 раз, высвободить значительное число монтажников, повысить коэффициент загрузки оборудования.
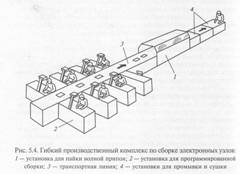
В качестве примера на рис. 5.4 представлен гибкий производственный комплекс для сборки электронных узлов (субблоков), в состав которого входят семь установок для программированной сборки печатных узлов, установка для пайки волной припоя, транспортная линия, а также установки для промывки и сушки печатных узлов.
Установка для программированной сборки (рис. 5.5) предназначена для точной установки навесных электрорадиоэлементов и интегральных микросхем по заданной программе с применением метода световой индикации мест постановки ЭРЭ на плате. Установка осуществляет автоматическую подачу ячейки с ЭРЭ под монтажное окно или световую индикацию номера кассеты с ИС, а также дает информацию о варианте постановки ЭРЭ на плату. Производительность установки ЭРЭ или ИС на плату составляет 500 ... 600 шт. в час. Количество внутренних ячеек с ЭРЭ (тары)— около 60 шт., количество внешних ячеек с ИС — около 10 шт.
Система управления установкой — микропроцессорная.
Установка работает следующим образом. Сборщик устанавливает кассету с печатной платой на столешнице 1 и нажимает кнопку. Согласно заданной программе в монтажном окне столешницы немедленно появляется ячейка (тара) 7 с нужным ЭРЭ. Сборщик берет один ЭРЭ и устанавливает его на плату в то место, которое отмечено световым лучом, падающим сверху из проекционноптической трубы 3. Затем сборщик снова нажимает кнопку, при этом луч перемещается на другое место платы, а в монтажном окне появляется ячейка с другим ЭРЭ. Программа вывода луча на плату составлена таким образом, что каждый раз луч точно останавливается между двумя отверстиями на плате, в которые и вводятся сборщиком выводные концы ЭРЭ.

В случае, когда в монтажном окне не появляется ячейка с ЭРЭ, включается звуковая сигнализация и одновременно загорается лампочка на кассете, в которой находится ИС, подлежащая установке на плату. Сборщик извлекает ИС из кассеты и устанавливает ее на плату в то место, куда направлен световой луч.
После того как все ЭРЭ установлены на плате, сборщик снимает кассету с платой и устанавливает ее на транспортную систему ГПК, по которой она сначала поступает на установку для пайки волной припоя, где запаиваются все электромонтажные соединения, а затем на установки для промывки и сушки.
Установка для пайки волной припоя (рис. 5.6) состоит из следующих основных узлов: транспортера, кассеты, устройства подогрева, устройства для пайки, флюсователя, пульта управления. Скорость транспортера регулируется тиристорным устройством. Агрегат подогрева печатных плат состоит из секции конвекционной сушки с горячим воздухом и секции радиационного подогрева. Количество воздуха и температура нагрева автоматически регулируются и контролируются милливольтметром. Пульт управления установки размещен в удобном для оператора месте и имеет соответствующие надписи и символы.
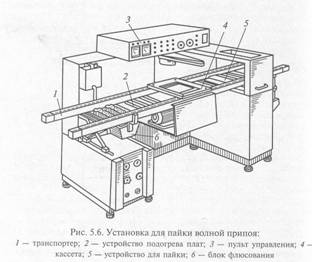
При эксплуатации установки ее необходимо подключать к сети сжатого воздуха давлением 390 кПа и к системе вытяжной вентиляции производительностью не менее 1200 м/ч. Установка работает следующим образом.
Печатная плата, вставленная в кассету, перемещается по транспортной системе, последовательно проходя через пенящийся флюс, нагреватели и волну припоя. Перед работой жидкий флюс самотеком поступает в ванну для плюсования с подвешенного бачка. Сжатый воздух, проходя через влагоотделитель, регулятор давления и диффузный элемент, проникает во флюс и создает напор жидкой пены. Пена проходит вверх между прижимными щетками, образуя пенную волну.
После плюсования печатная плата проходит над нагревателем, где происходит активация флюса, способствующая интенсивному удалению оксидных пленок с поверхности платы и предотвращению дальнейшего окисления. Одновременно производятся удаление остатков растворителя флюса, подсушка платы и предварительный нагрев, что предотвращает возможность теплового удара во время процесса пайки. После предварительного нагрева печатные платы в кассете проходят через волну припоя. Зеркало припоя покрыто слоем защитной жидкости (масло ВМ), предохраняющей припой от окисления. Обслуживается установка одним человеком, После пайки печатный узел поступает на промывку, сушку и далее на лакировку для покрытия узла влагозащитным лаком.
Необходимо отметить, что скорость транспортной систем, связывающей все установки в гибкий производственный комплекс, всегда равна скорости транспортера установки для пайки волной припоя, скорость которой, в свою очередь, устанавливается в зависимости от времени пайки самых термочувствительных ЭРЭ, входящих в паяемый субблока.
5.4. Микропроцессорные системы управления технологическими процессами сборки и монтажа
В последнее время микропроцессорное управление широко используется в области автоматизации технологических процессов изготовления электрорадиоэлементов, для управления технологическими операциями (например, термообработкой, нанесением защитных покрытий), а также технологическими установками и др. По сравнению с существующими регуляторами микропроцессорные системы обладают компактностью и надежностью, а также лучшими точностью и гибкостью.
Основой микропроцессорной системы является программно- управляемое устройство, осуществляющее прием, обработку и выдачу цифровой информации и построенное на одной или нескольких микросхемах.
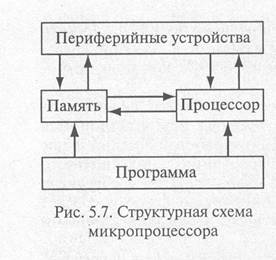
Такое управляемое устройство называется микропроцессором (рис. 5.7).
При управлении технологическим оборудованием в системе программного управления реализуются следующие функции:
1) загрузка программы обработки детали;
2) корректировка и хранение программы обработки деталей;
3) подготовка данных для вывода на технологическое оборудование;
4) вывод определенной части информации на технологическое оборудование по мере обработки;
5) анализ состояния технологического оборудования и формирование соответствующих признаков;
6) контроль и учет состояния органов управления, а также управление режимом работы технологического оборудования.
Техническая реализация микропроцессорной системы управления показана в виде схемы на рис. 5.8.
Система включает в себя:
измерительный комплекс — датчики режима работы оборудования;
преобразователь, преобразующий непрерывные сигналы с выходов датчиков;
микропроцессор, формирующий управляющую последовательность;
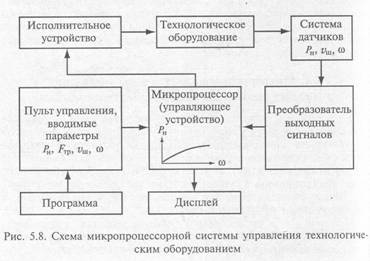
исполнительное устройство (электромеханизмы и т.п.);
пульт управления и дисплей.
В качестве примера рассмотрим, как осуществляется работа намоточного станка для изготовления катушек индуктивности с встроенной микропроцессорной системой управления. Известно, что при намотке катушек натяжение проволоки является одним из основных технологических факторов, определяющих скоростные режимы работы намоточного станка, электрические параметры обмотки, а также качество укладки витков. Большое значение имеет выдерживание оптимального натяжения в течение всего процесса наматывания.
Усилие натяжения Зависит от скорости вращения шпинделя станка (каркаса катушки) v и связанного с ним углового ускорения каркаса я, а также от работы натяжного устройства (силы трения Г, ) и скорости вращения катушки, отдающей проволоку (ускорения линейного перемещения провода в).
Задача микропроцессорной системы управления работой намоточного станка, схема которой приведена на рис. 5.9, заключается в основном в поддержании оптимального усилия натяжения проволоки Р
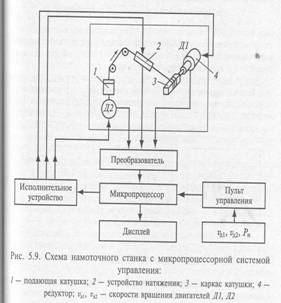
Проволока, сматываемая с подающей катушки, проходит через систему промежуточных роликов и входит в устройство натяжения 2. Это устройство может регулировать натяжение проволоки в пределах 2 ... 5 Н. Каркас катушки 3, закрепленной на шпинделе, вращается на валу редуктора 4. Управление работой станка осуществляется следующим образом. При нарушении режима работы станка сигналы с датчиков, электрически связанных с электродвигателями Д1 и Д2, а также с датчика устройства натяжения проволоки подаются в блок преобразователь и далее — в микропроцессор. Из микропроцессора, в котором предварительно была заложена оптимальная программа режима работы станка, выходящие сигналы управления подаются на исполнительные устройства — электродвигатели Д1 и Д2, а также на электронный блок, регулирующий работу натяжного устройства. Микропроцессор постоянно контролирует основные параметры работы намоточного станка. При малейшем сбое одного из параметров микропроцессор моментально вносит поправку в работу намоточного станка. Поправка рассчитывается на основе заложенной в микропроцессор программы и входящих сигналов от датчиков.
5.5. Автоматизированное проектирование технологических процессов сборки узлов РЭА и приборов
Система автоматизированного проектирования технологических процессов сборки электронных блоков на платах с печатным монтажом (САПР ТПС) включает в себя технологическое, программное и аппаратурное обеспечение.
Эта система является одной из подсистем технологической подготовки производства (ТПП) и предназначена для автоматизированного проектирования маршрутных и операционных технологических процессов сборки электронных узлов, для проведения расчетов и составления ведомостей трудоемкости изготовления изделий и потребностей в основных и вспомогательных материалах.
Технологическое обеспечение САПР ТПС включает в себя:
1) классификаторы кодированного описания технологом технологических характеристик сборочных чертежей;
2) описание базовых технологических процессов сборки, отражающих освоенные на предприятии методы и средства выполнения отдельных технологических операций.
Описание базовых технологических процессов, исходные (расчетные) нормативы времени и расхода основных и вспомогательных материалов являются постоянной информацией, хранимой в памяти ПК.
Программно е обеспечение базируется на алгоритмическом языке и включает в себя специальные программы для решения вышеуказанных задач. Решение задач осуществляется в режиме диалога «технолог — ПК».
В основе технологического обеспечения САПР ТПС лежит классификационно-опознавательная карта (КОК), предназначенная для кодированного описания технологом сборочного чертежа и оценки технологичности конструкции новых изделий.
Последовательность расположения конструктивных элементов и вариант их сборки на плате соответствуют рекомендуемой (освоенной на предприятии) сборке узла. Каждому установленному варианту сборки (операции) присвоен код.
Классификационно-опознавательная карта устанавливает состав типовых конструктивных элементов, конструкций электронных блоков и возможные методы их сборки по следующим этапам:
1) подготовка деталей, сборочных единиц и основных материалов к сборке;
2) сборка печатной платы с деталями;
3) сборка печатной платы с электрорадиоэлементами;
4) промывка платы после сборки и электромонтажа;
5) контроль собранной платы с электрорадиоэлементами;
6) регулировка и окончательная сборка платы;
7) влагозащита платы;
8) испытание собранных плат;
9) ремонт.
В состав технологического обеспечения САПР ТПС входят также таблицы с перечнем электрорадиоэлементов и таблицы с указанием технологических режимов монтажа электрорадиоэлейентов, разработанные в соответствии с требованиями технических условий на эти электрорадиоэлементы (температура пайки, время пайки и др.). Перечень электрорадиоэлементов используется для кодированного обозначения технологом типов и номиналов ЭРЭ при проектировании процесса сборки. Кроме того, в отдельную таблицу сведены закодированные данные по трудоемкости сборки и потребностям (нормы расхода) в основных (флюс, припой) и вспомогательных материалах.
Автоматизированное проектирование технологического процесса сборки электронных узлов производится в такой последовательности:
1) кодированное описание сборочного чертежа;
2) распечатка маршрутно-операционных карт сборки (МК/ОК);
3) распечатка таблиц режимов монтажа ЭРЭ;
4) расчет и распечатка ведомостей трудоемкости;
5) расчет и распечатка ведомостей потребностей в материалах. Кодированное описание сборочного чертежа осуществляется
технологом путем сравнения типовых конструктивных элементов, содержащихся в КОК, с конструктивными элементами, указанными в сборочном чертеже. При этом на основе спецификации сборочного чертежа составляется ведомость кодирования. При составлении кодированного описания сборочного чертежа технолог использует также таблицы с закодированным перечнем ЭРЭ и закодированными режимами монтажа ЭРЭ.
После составления кодировочной ведомости технолог (оператор) производит распечатку маршрутно-операционных технологических карт сборки, которая осуществляется в два этапа.
На первом этапе (диалог технолога с ПК) технолог вводит в ПК данные кодирования сборочного чертежа. Результаты диалога распечатываются для последующей проверки результатов проектирования.
На втором этапе происходит распечатка маршрутно-операционных технологических карт (МК/ОК) на ПК. Кроме того, при этом осуществляется распечатка режимов монтажа ЭРЭ и данных по трудоемкости сборки, а также по потребностям в основных и вспомогательных материалах.
После получения комплекта распечаток МК/ОК технолог-сборщик переходит к выполнению следующей работы. В каждый комплект МК/ОК он вписывает номер субблока (печатного узла), код изделия, код и наименование применяемой оснастки, приспособлений и оборудования (в каждом случае они могут быть разные) и, присвоив им литеру (номер), передает в сборочный цех для работы.
КОНТРОЛЬ, РЕГУЛИРОВКА И ИСПЫТАНИЯ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
6.1. Контроль качества и надежности монтажа
Электрический монтаж изделия, законченный полностью или частично (в зависимости от конструктивных и технологических особенностей), подвергают техническому контролю по показателям, определяющим эксплуатационную надежность и внешний вид изделия.
Качество монтажа проверяется на основании технологических карт контроля или описания контрольных операций в технологических картах монтажа, технических условий на монтаж прибора, а также электрокалибровочных карт сопротивлений и образцов.
Контроль монтажа проводится после таких операций, как подготовка проводов, кабелей и выводов, заготовка жгутов, монтаж блоков и прибора в целом.
При внешнем осмотре заготовленных проводов и кабелей проверяются марка, сечение, длина, способ и качество заделки концов, маркировка, а также отсутствие надрезов жил и качество их лужения, отсутствие повреждений и загрязнений изоляции.
Размеры проверяются путем сравнения их с размерами образцов или посредством специальных калибров (мерок), линейки, рулетки с делениями.
Внешним осмотром и путем сравнения с образцами проверяют тип, номинальное значение, маркировку, длину, форму изгиба и качество лужения выводов, кроме того, визуально проверяется отсутствие царапин, сколов, трещин корпуса и повреждений надписей, резких изгибов и надломов выводов навесных элементов, подготовленных к монтажу.
Раскладка проводов, аккуратность, плотность и правильность вязки ниткой заготовленных жгутов также проверяются внешним осмотром.
Механическая прочность соединений проверяется посредством осторожного и легкого натягивания пинцетом, на губки которого надеты поливинилхлоридные трубки, провода или вывода элемента в направлении его продольной оси.
При проверке монтажных соединений необходимо соблюдать следующие правила.
1. Все соединения должны быть выполнены с предварительным (перед пайкой) механическим закреплением подключаемых концов на контактных лепестках.
2. Пайка должна быть «скелетной» (т.е. под припоем должен быть виден контур подключенного конца), сквозной и двусторонней; щели и промежутки между подключенными концами и лепестком должны быть заполнены припоем, место спая — без пор, трещин, вздутий, наплывов и остатков флюса и должно иметь блестящую поверхность.
3. Изоляция проводов и заделка ее концов не должны иметь повреждений; оплавление поливинилхлоридных трубок на перемычках из неизолированного провода не допускается.
4. Стеклянные выводные изоляторы герметизированных деталей не должны иметь трещин, кроме того, не допускается нарушение соединений контактных лепестков с выводными стержнями таких деталей.
5. Выводы резисторов и других элементов в схеме должны быть закреплены на контактных лепестках без натяжения (т.е. с небольшим изгибом).
6. Монтаж должен быть очищен от брызг припоя, остатков флюса и отходов монтажных материалов.
7. Монтажные провода должны быть аккуратно выправлены и уложены на шасси.
8. Правильность монтажа перемычек, одиночных проводов, навесных элементов и маркированных проводов жгутов проверяется внешним осмотром. В случае нарушения или отсутствия маркировки проводов либо возникновения сомнения в правильности подключения обоих концов провода производится контроль пробником.
9. Смонтированные навесные элементы проверяются внешним осмотром путем сравнения с образцами, а в особо оговоренных случаях — омметром или измерителем емкости.
10. Правильность монтажа межблочных кабелей проверяется с помощью полуавтоматической установки или поочередным подключением щупа пробника к контактам кабеля.
11. Правильность монтажа блоков контролируется посредством полуавтоматической установки или поочередной проверкой омметром всех электрических цепей.
Внимание! Все контрольные операции необходимо выполнять тщательно, аккуратно и осторожно во избежание ухудшения качества монтажа (т.е. нарушения расположения его элементов, уменьшения зазора между неизолированными частями монтажа или соединения их друг с другом).
Пайки хорошего качества помечают цветным прозрачным цапонлаком, который наносится на место спая в виде небольшого аккуратного мазка специальной трубкой (типа чертежной) или мягкой кисточкой.
Места пайки выводов навесных элементов, которые подбирают при регулировке прибора, помечают цапонлаком только после их вторичной проверки после окончания регулировки прибора, механического закрепления и перепайки выводов. После проверки качества пайки на контактах разъемов на места паек надвигают поливинилхлоридные трубки до упора в колодку разъема.
При обнаружении дефектов в монтаже заполняется дефектная ведомость и изделие передается для исправления мастеру соответствующего производственного участка цеха.
Химический состав каждой партии припоя также подвергается проверке и должен соответствовать ГОСТУ.
Качество каждой партии флюса проверяют на рабочем месте в процессе пайки. Флюс должен обеспечивать равномерное и прочное соединение припоя с основным металлом, быть бескислотным и не содержать посторонних примесей.
У всех элементов и блоков, поступающих из других цехов, проводится контроль качества подготовки поверхности контактов под пайку.
При осуществлении ручной пайки в связи с ее спецификой, обусловленной субъективными особенностями электромонтажника, а также в связи с зависимостью ее качества от свойств применяемых припоев, флюсов и соединяемых материалов могут появиться следующие дефекты:
недостаточное смачивание соединяемых поверхностей расплавленным припоем, вызывающее понижение электромеханических свойств спая;
образование в соединениях в результате неправильного применения флюсов, припоев и нарушений принятых технологических инструкций пор, трещин, вздутий и пузырей, способствующих собиранию пыли, грязи и влаги, которые повышают переходные сопротивления и вызывают появление коррозии;
перегрев элементов из-за неосторожной пайки, приводящий к изменению номинальных значений их электрических параметров;
недостаточное очищение спаиваемых поверхностей флюсом;
недостаточное вытеснение флюса с помощью припоя;
низкий уровень диффузии атомов из твердой металлической фазы в жидкий припой и наоборот;
образование сплавной зоны; неудовлетворительная очистка паяных соединений от флюсов, способствующих появлению коррозии.
Устранение брака должно проводиться на всех этапах выполнения пайки путем строжайшего соблюдения принятой технологии.
6.2. Назначение регулировки и условия эксплуатации радиоэлектронной аппаратуры и приборов
Регулировка радиоэлектронной аппаратуры осуществляется с целью доведения параметров изделий до значений, соответствующих требованиям технических условий, ГОСТов или образцам, принятым за эталон.
Основными задачами регулировки являются компенсация (подстройка) допустимых отклонений параметров элементов устройства, а также выявление ошибок монтажа и других неисправностей. Обычно с этой целью выполняют подгонку режимов полупроводниковых приборов, регулировку усилителя низкой частоты и детектора, проверку исправности различных элементов, установку режимов отдельных каскадов и всего устройства.
Регулировка производится двумя методами: по измерительным приборам и сравнением настраиваемого устройства с образцом, которое называется электрическим копированием.
Точность и надежность радиоаппаратуры и приборов зависят от технологического процесса их производства. Поэтому технический уровень изготовления отдельных элементов и блоков определяет объем и степень точности регулировки радиоаппаратуры.
Прежде чем приступить к выполнению регулировочных работ, регулировщик должен изучить устройство, которое подлежит регулировке, ознакомиться с техническими условиями на него, с основными выходными и промежуточными значениями параметров, чертежами общего вида, электрическими, кинематическими и другими схемами. Важно знать также, в каких условиях оно будет эксплуатироваться. Кроме того, регулировщик должен знать характеристики регулировочной и измерительной аппаратуры и методы измерений, последовательность выполнения регулировочных операций, уметь применять сложные электроизмерительные приборы. Обычно регулировочные операции поручают высококвалифицированным рабочим.
Рабочее место регулировщика должно быть оборудовано необходимой аппаратурой, приборами и приспособлениями. При использовании для измерений специальных стендов регулировщик должен изучить назначение каждого конструктивного элемента стенда и ручек управления. Кроме того, ему следует ознакомиться с инструкцией по технике безопасности, которая определяет меры, предупреждающие травмы, а также способы быстрой ликвидации возникшей опасности поражения электрическим током и воздействия электромагнитного поля сверхвысоких частот.
Рабочее место регулировщика — ремонтника радиоэлектронной аппаратуры и приборов — должно быть оснащено необходимыми инструментами (рис. 6.1), в состав которых входят:

1 — нож для выкусывания проводов;
2, 3 — вакуумный и ручной отсосы припоя;
4 — приспособление для устранения деформации печатных плат;
5 — приспособление для размещения печатного узла, предназначенного для регулировки РЭА и приборов;
6 — приспособление для захвата корпусов микросхем, подлежащих демонтажу;
7 — теплоотвод для демонтажа микросхем;
8 — специальная игла для очистки печатных плат от припоя;
9 — приспособление для развальцовки пистонов;
10 — приспособление для демонтажа проводов;
11 — специальные насадки для паяльника;
12, 13 — приспособления для отсоса припоя при демонтаже многовыводных ЭРЭ и ИС;
14 — комплект инструмента для регулировки и ремонта печатных плат;
15 — монтажный инструмент.
Под условиями эксплуатации радиоаппаратуры и приборов обычно понимают внешнюю среду, в которой эти изделия работают, а также физические воздействия, которым они подвергаются (удары, вибрация).
На работу радиоаппаратуры наибольшее влияние оказывают понижение давления и изменение температуры, которые могут привести к разрегулировке. Под воздействием температуры изменяются объем, твердость, упругость, электрические, магнитные и оптические свойства материалов. Особенно сильно отражаются на работе радиоаппаратуры изменения температуры в сочетании с повышенной влажностью. Существенное влияние оказывает также содержание в воздухе солей (морской воздух), песка, пыли. Характер воздействия влаги на детали и блоки радиоаппаратуры может быть различным. Это и конденсация водяных паров на поверхности изделий, и брызги воды или дождя, и кратковременное или длительное погружение в воду.
При продолжительном воздействии высокой и низкой температуры и влаги на детали и блоки радиоаппаратуры изменяются индуктивность катушек и емкость конденсаторов, нарушается стабильность рабочей частоты, снижаются чувствительность и избирательность радиоприемных устройств, а также мощность и коэффициент полезного действия передающих устройств. Кроме того, появляются утечки и замыкания в соединительных кабелях и электрических разъемах, ухудшается изоляция отдельных деталей и блоков. Осаждение влаги на поверхности металлов создает благоприятные условия для возникновения коррозии, что приводит к обрыву тонких проводов и нарушению контактов.
Удары и вибрация, которым подвергается радиоаппаратура при эксплуатации и транспортировке, способствуют еще более значительному изменению качественных показателей входящих в нее элементов и могут вызвать технические повреждения.
6.3. Регулировка радиоэлектронной аппаратуры и приборов
Выполнение регулировочных работ связано с большой ответственностью, так как ими завершается изготовление изделия. Поэтому важно, чтобы регулировщик заранее продумывал свои действия перед выполнением любых операций, необходимость которых возникает в процессе регулировки. К таким операциям относится, в частности, замена отдельных сборочных единиц и деталей. Объем демонтажных, сборочных и монтажных работ обычно невелик, однако обеспечение высокого качества их выполнения является непреложным законом. Особое внимание следует обращать на демонтажные работы, в процессе которых производится освобождение паяных выводов элементов, имеющих дополнительные механические крепления. Эти операции требуют особого внимания и тщательного выполнения, в противном случае могут происходить отслаивание печатных проводников, выход из строя микросхем, поджигание изоляции навесных проводников, обламывание выводов.
Работы, связанные непосредственно с регулировкой изделия, в условиях серийного и массового производства определяются технической документацией — технологическими картами или инструкциями по регулировке. На этапах разработки опытных образцов и опытных серий регулировщик должен производить отбраковку технической документации на регулировку, определять наиболее производительные способы последовательности регулировки, а также пределы номинальных значений подбираемых при этом элементов, выявлять дефекты конструкции и технологического процесса производства.
Перед началом регулировки измерительной аппаратуры регулировщик должен тщательно изучить технические данные приборов, правила их эксплуатации и уметь использовать их на практике.
Прежде чем начать соединение регулируемого изделия с источниками питания и измерительными приборами, необходимо убедиться в их исправности и наличии нормальных напряжений питания. Проверка наличия нормальных питающих напряжений, а иногда и уровня их пульсаций осуществляется непосредственно на входе цепей питания регулируемого изделия.
Одной из причин появления ошибок при регулировке может быть неправильный выбор кабеля из комплекта к измерительному прибору. Один из этих кабелей может быть на конце открытым, другой — нагружен на сопротивление 50 или 75 Ом, третий — иметь встроенную детекторную головку, а четвертый — встроенный фильтр или последовательное сопротивление. Неправильный выбор кабеля неизбежно ведет к грубым ошибкам, а иногда и к нарушению функционирования регулируемого изделия.
Другой причиной появления ошибок может быть обрыв цепи в: кабеле или соединительных проводах, а также нарушение контактов в разъемах, соединяющих кабели с одной стороны с измерительными приборами или источниками питания, а с другой — с регулируемым прибором. Существуют различные способы проверки исправности соединительных устройств, простейшим из которых является замена вызывающего сомнение кабеля исправным. Плохой контакт в разъемах обнаруживается при легком покачивании или небольшом перемещении подвижной части разъема. Важной операцией, которую приходится выполнять монтажнику-регулировщику, является настройка колебательных контуров. Необходимость настройки при условии, что в приемнике устранены повреждения, искажающие режим работы транзисторов или обусловленные наличием паразитных связей, вызывается несоответствием градуировки шкалы настройки, пониженной или неравномерной по диапазонам чувствительностью и плохой избирательностью. Единой схемы для настройки контуров радио- приемников различных типов не существует, однако любая настройка включает в себя четыре вида операций:
1) настройку одного или нескольких контуров на какую-либо фиксированную частоту (в каскадах промежуточной частоты, контурах заграждающих фильтров и в радиоприемниках с фиксированной настройкой);
2) согласование резонанса между одновременно настраивающимися несколькими контурами (в радиоприемниках прямого усиления и высокочастотной части супергетеродина);
3) сопряжение кривой настройки с градуировкой шкалы;
4) регулировку избирательности приемника.
Выбор необходимых операций зависит только от типа приемника и его состояния.
6.4. Организация процесса регулировки
Качество радиоаппаратуры и приборов, а также затраты на их изготовление в значительной степени зависят от технологической подготовки регулировочных и контрольно-испытательных работ. Она включает в себя разработку технологического процесса, т. е. содержания и последовательности выполнения регулировочных и контрольно-испытательных работ; конструирование и изготовление для этого технологической оснастки (различных стендов, специальных приборов и приспособлений), оборудование рабочих мест; разработку технологической документации.
При разработке технологического процесса регулировки осуществляется организация выполнения следующих работ:
проверки функционирования изделия. Поступившие на регулировку изделия могут иметь после сборки и монтажа различные дефекты, которые мешают нормальной работе прибора. При этом регулировщик может встретиться с дефектами элементов (ламп, транзисторов, конденсаторов, переключателей и др.), а также с ошибками механической сборки и электрического монтажа. В связи с этим необходима проверка надежности механических креплений переключателей, электролитических конденсаторов, потенциометров, трансформаторов и дросселей НЧ, ламповых панелей; плавности хода и отсутствия заеданий в органах регулирования (конденсаторах и резисторах, механизмах настройки, вариометрах, катушках с регулируемыми сердечниками); четкости работы фиксаторов переключателей; правильности положения их ручек относительно соответствующих надписей на лицевой панели и надежности крепления на осях;
настройки избирательных устройств; регулировки параметров для обеспечения работоспособности изделия в условиях эксплуатации.
Важным вопросом в организации процесса регулировки является оборудование рабочих мест, проектирование которых должно обеспечивать выполнение требований, предъявляемых к охране труда, и создание наиболее благоприятных условий работы (достаточная освещенность, удобство положения регулировщика относительно регулируемого объекта и измерительной аппаратуры, благоприятные эстетические условия). В условиях серийного и массового производства размещение рабочих мест регулировщиков должно соответствовать последовательности технологического процесса производства изделия и исключать излишние затраты времени на его перемещение.
Выбор конкретных решений при проектировании рабочих мест проводится с учетом обеспечения высокой производительности труда и единообразия результатов измерений параметров при выполнении одинаковых операций, безопасности работы, а также стоимости оборудования и условий эксплуатации рабочих мест.
6.5. Испытания радиоэлектронной аппаратуры
Испытания радиоаппаратуры и приборов проводятся по заданной программе, которая определяет последовательность и время действия внешних факторов, параметры, характеризующие эти факторы (температуру, влажность, механические нагрузки и др.), а также параметры изделий, подлежащие контролю до и после испытаний.
Испытания радиоаппаратуры включают в себя комплекс контрольно-проверочных работ, связанных с определением отдельных характеристик испытываемой аппаратуры.
Кроме испытаний изделий при их функционировании проводятся также испытания моделей. В этом случае возможно не только непосредственное воздействие внешних факторов на модель, но и моделирование воздействий. Существуют следующие основные испытания:
исследовательские, проводимые для изучения определенных свойств объекта;
сравнительные, при которых испытываются два или более объектов в одинаковых условиях для сравнения характеристик их качества;
предварительные, при которых проводятся контрольные испытания опытных образцов или опытных партий изделий для определения возможности их предъявления на приемочные испытания;
приемочные, при которых проводятся контрольные испытания опытных образцов или опытных партий изделий для решения вопросов о целесообразности их серийного производства;
государственные, которые являются приемочными испытаниями, проводимыми государственной комиссией;
приемо-сдаточные, представляющие собой контрольные испытания, проводимые при приемочном контроле готовой продукции;
типовые, представляющие собой контрольные испытания изделий, проводимые после внесения изменений в конструкцию или технологию изготовления для оценки их эффективности и целесообразности;
на надежность, проводимые для определения или оценки значений показателей надежности.
По характеру внешних воздействий различают следящие испытания:
механические, при которых основным видом воздействий на объект испытаний являются механические нагрузки;
климатические, при которых основным видом воздействий на объект являются такие факторы, как температура и влажность воздуха, атмосферное давление и др.;
электрические, при которых основным видом воздействий являются электрические нагрузки;
радиационные, при которых основным видом воздействий является ионизирующее излучение;
биологические, при которых основным видом воздействий является жизнедеятельность организмов.
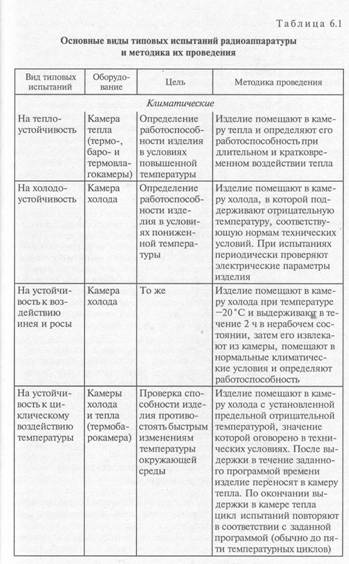
Типовые испытания играют большую роль в обеспечении надежности радиоэлектронной аппаратуры. Порядок проведения испытаний определен ГОСТ 15 001 — 73. В табл. 6.1 приведены основные виды типовых испытаний и методика их проведения.
Оптимальным способом проверки конструкции аппаратуры и технологии ее изготовления является проведение комплексных испытаний, которые наиболее полно имитируют действительные условия эксплуатации.
Известно, что очень часто на аппаратуру в условиях эксплуатации одновременно могут воздействовать несколько климатических и механических факторов. В таких случаях целесообразно проводить комплексные испытания. Так, например, самолетную радиоаппаратуру испытывают следующим образом. Устанавливают аппарат на вибростенд, помещенный в термобарокамеру, т.е. создают условия для одновременных испытаний в разреженной атмосфере при отрицательной или положительной температуре и вибрации.
Климатические испытания должны проводиться в определенной последовательности, которая регламентируется в нормативно-технической документации. Так, в ГОСТ 9763 — 67 указывается, что климатические испытания аппаратуры должны всегда предшествовать механическим испытаниям, а испытания на влагоустойчивость — испытаниям на холодоустойчивость. После каждого вида испытания должен производиться визуальный осмотр аппаратуры с целью выявления механических разрушений или повреждений, которые могли произойти в процессе ее испытаний.
6.6.Условия эксплуатации радиоэлектронной аппаратуры и приборов
При транспортировке, хранении и эксплуатации радиоаппаратура подвергается многочисленным внешним воздействиям, основными из которых являются:
климатические, связанные в основном с состоянием атмосферы, — температурой и ее цикличностью; влажностью (дождь, иней, роса); атмосферным давлением; солнечной радиацией; примесями в воздухе (пыль, соли, промышленные газы); биологическими факторами (грибковая плесень и др.); механические, связанные с вибрационными и ударными нагрузками и звуковым давлением.
Рассмотрим влияние различных факторов на работоспособность радиоаппаратуры.
Климатические воздействия. В зависимости от диапазона изменения основных климатических факторов условия эксплуатации аппаратуры можно разделить на три группы:
нормальные условия, характерные для стационарной и широковещательной аппаратуры, работающей обычно в закрытых помещениях при температуре +25 ... — 10 'С, относительной влажности до 80% и атмосферном давлении 720 ... 780 мм тр. ст.;
сложные условия, предусматривающие эксплуатацию аппаратуры при температуре от — 50 до +50 'С, относительной влажности воздуха до 90% и атмосферном давлении 90 ... 780 мм рт. ст.;
тяжелые условия, когда аппаратура работает при резком изменении в широких пределах температуры, давления и влажности. Например, радиоэлектронная аппаратура, работающая на космических станциях, обеспечивает высокую надежность в очень тяжелых условиях космоса, в том числе при изменении температуры от — 150 до +150 'С при полном вакууме.
Надежность работы радиоаппаратуры и ее элементов зависит от температуры окружающей среды. Повышение или понижение температуры окружающей среды от номинального значения почти всегда вызывает ухудшение работы радиоаппаратуры, связанное с изменением физико-химических и механических свойств металлов, из которых изготовлена радиоаппаратура. Тепловое воздействие также является причиной ухудшения электрических свойств радиоаппаратуры вследствие изменения электрического сопротивления резисторов, сопротивления изоляции диэлектриков, емкости конденсаторов и т.д. При повышении температуры некоторые виды пластмасс размягчаются, а влагонепроницаемые покрытия ухудшают свои свойства. Тепловое воздействие приводит также к ускоренному старению материалов и др.
При понижении температуры у всех материалов ухудшается пластичность, а при очень низкой температуре она практически исчезает — металл становится хрупким. Некоторые элементы радиоаппаратуры, в частности электролитические конденсаторы и химические источники питания, при низких температурах теряют свои свойства. Ухудшение параметров изоляционных материалов может привести к механическим повреждениям конструкции в целом. Из-за повышения, например, вязкости часто наблюдается увеличение трения между отдельными подвижными элементами конструкции.
Надежность работы радиоаппаратуры очень зависит от состояния окружающей атмосферы и в первую очередь — от влажности. С увеличением влажности резко уменьшаются поверхностное и объемное сопротивления изоляционных материалов.
Особенно сильно воздействуют климатические условия (повышенная влажность, грибковая плесень, солнечная радиация) на параметры радиоаппаратуры, эксплуатируемой в тропических условиях. Так, образование и развитие грибков снижает изоляцию материала, способствует созданию проводящего слоя на поверхности изоляции, вызывает химическое разложение органических материалов и коррозию металлов. Это в конечном счете приводит к порче и выходу из строя аппаратуры, не защищенной от таких воздействий. Интенсивное солнечное облучение способствует окислению или химическому разложению некоторых органических материалов.
Радиоаппаратура, эксплуатируемая в морских условиях, подвержена воздействию солей, растворенных в морской воде. В условиях повышенной влажности соли вызывают интенсивную коррозию металлических деталей.
Механические воздействия. Механические нагрузки, испытываемые радиоаппаратурой в разных условиях, могут иметь сложный комплексный характер при различном их сочетании. Так, стационарная аппаратура подвергается кратковременным ударным нагрузкам и тряске только при упаковке и транспортировании. Радиоаппаратура, устанавливаемая на автомобилях и железнодорожном транспорте, испытывает вибрацию и ударные нагрузки во время работы. Корабельная аппаратура помимо вибрационных и ударных воздействий подвергается длительным перегрузкам от качки. Наибольший угол отклонения от вертикали корабельной аппаратуры при качке может достигать 45'. Авиационная аппаратура подвержена длительному воздействию вибрации во время полета и значительным ударным нагрузкам при взлете и посадке самолета, а также линейному ускорению при полете.
Разрушение или быстрое изнашивание конструкции вызывают не длительно действующие малые нагрузки, а большие перегрузки, хотя они и действуют кратковременно. Поэтому наиболее опасным случаем при воздействии вибрации является совпадение собственной частоты колебаний отдельных частей аппаратуры с колебаниями источника вибрации. Амплитуда колебаний бывает при этом настолько велика, что может произойти разрушение конструкции.
Таким образом, механические воздействия могут приводить в лучшем случае к нежелательным изменениям параметров аппаратуры, в худшем — к ее разрушению. Очевидно, что создание абсолютно устойчивых деталей и узлов к ударной и вибрационной нагрузкам почти невозможно. Поэтому в конструкцию радиоаппаратуры вводятся специальные устройства для смягчения динамических нагрузок или изменения их характера, например всевозможные амортизаторы, преобразующие ударные нагрузки в вибрационные с синусоидальными затухающими колебаниями.
Для повышения надежности аппаратуры рекомендуется использовать облегченные режимы работы ее элементов. Радиоаппаратура нередко подвергается одновременному воздействию нескольких механических и климатических факторов в различной комбинации, под влиянием которых происходит ухудшение ее электрических и механических параметров. Любое воздействие внешних факторов на радиоэлектронную аппаратуру сначала проявляется в процессе самого воздействия, вызывая неустойчивость и отказы в работе аппарата, а затем — после него, способствуя старению аппаратуры.
ПРОИЗВОДСТВЕННАЯ САНИТАРИЯ, ГИГИЕНА И ОХРАНА ТРУДА, ЭЛЕКТРОБЕЗОПАСНОСТЬ И ПОЖАРНАЯ БЕЗОПАСНОСТЬ НА ПРЕДПРИЯТИЯХ РАДИОЭЛЕКТРОННОЙ ПРОМЫШЛЕННОСТИ
7.1. Общие санитарные требования
Все предприятия радиоэлектронной промышленности должны строиться в соответствии с требованиями Санитарных норм проектирования промышленных предприятий (СН 245 — 71). Под строительство выбирается сухой, проветриваемый и освещаемый солнечными лучами участок. Предприятия, цеха которых являются источниками выделения вредных газов или веществ, должны строиться вдали от районов жилой застройки или отделяться от них санитарно-защитными зонами. Размеры санитарно-защитных зон выбираются в соответствии с требованиями Строительных норм и правил (СН и П) в зависимости от характера и количества выделяемых вредных веществ, уровня создаваемого шума и электромагнитных излучений.
Расстояние между производственными зданиями должно быть таким, чтобы обеспечивалось естественное освещение и исключалось затенение окон противостоящими зданиями.
Территория предприятий радиоэлектронной промышленности должна быть достаточно просторной, чтобы в ней могли свободно маневрировать транспортные средства.
Для пешеходов должны отводиться специальные асфальтированные или мощеные дорожки шириной не менее 1,2 м.
Предприятия радиоэлектронной промышленности должны обязательно оборудоваться различными вспомогательными помещениями: гардеробными, столовыми, буфетами, комнатами для приема пищи, душевыми, ножными ваннами, комнатами гигиены женщин, туалетами, комнатами отдыха и др. Если на предприятии трудятся более 300 человек, на нем организуется здравпункт.
На каждого работника на предприятии радиоэлектронной промышленности должно приходиться не менее 4,5 м' площади и 15 м' объема помещения.
В зависимости от рода работ, выполняемых на предприятии, организуются различные рабочие места.
Рабочим местом называется место, отведенное для постоянного или временного пребывания работника в процессе трудовой деятельности.
Оно должно быть организовано таким образом, чтобы обеспечивались максимальные удобства (комфортные условия) для работающего, позволяющие выполнять технологические процессы.
Под организацией рабочего места понимается выбор рабочей мебели, рабочей позы и зоны расположения инструментов, органов управления и индикаторов.
Рабочая мебель должна быть удобной и соответствовать роду выполняемой работы. На рис. 7.1 представлено рабочее место монтажника радиоэлектронной аппаратуры и приборов.
Для сохранения здоровья человека большое значение имеет выбор рабочей позы, которая зависит от того, какую физическую нагрузку предстоит нести человеку и какая группа мышц будет работать большее время.
Рабочая поза «сидя» выбирается в том случае, если при выполнении трудовых операций у человека действует небольшая группа мышц, а рабочая поза «стоя» — если работает большая группа мышц.
Физическая нагрузка возрастает в несколько раз при наклонной рабочей позе, которая может привести к травмам или появлению профзаболеваний (заболеваний сердечно-сосудистой системы, искривлений позвоночника и т.п.). В связи с этим более предпочтительными являются такие рабочие позы, когда проекция центра тяжести тела человека находится в пределах площади опоры.
На рис. 7.2 показаны различные рабочие позы с обоснованием их удобства с учетом физиологии работающего.

Рабочей зоной называется часть пространства высотой до 2м над уровнем пола или площадки, на которой находится
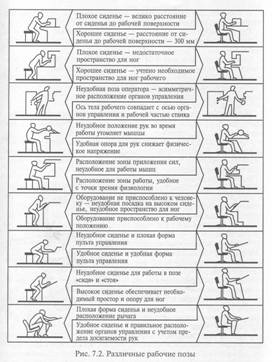
место постоянного или временного пребывания работающего. Существуют оптимальная и допустимые рабочие зоны. В оптимальной зоне для выполнения операции затрачивается меньше усилий. Рабочие зоны следует проектировать таким образом, чтобы при выполнении операции не происходило предельного сгибания и разгибания рук (рис. 7.3). В рабочей зоне располагаются органы управления, инструменты, материалы.
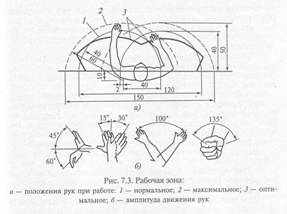
Органы управления могут быть ручными и ножными. Если требуется затрата больших физических усилий и не нужна большая точность, то предпочтительнее использовать ножные органы управления. Если при управлении требуется большая точность, то следует использовать ручное управление. Ручные органы управления чаще всего располагаются на высоте между локтевым и плечевым суставами.
Как правило, зрительные индикаторы размещаются на панели таким образом, чтобы они занимали центральную часть, а тумблеры и ручки управления находились снизу или с боковых сторон.
В последние годы на предприятиях радиоэлектронной промышленности большое внимание уделяют технической эстетике. Целью технической эстетики является разработка способов положительного эмоционального воздействия на человека в процессе труда. Все, что окружает человека на производстве, должно способствовать созданию хорошего настроения, снятию нервных перегрузок и других вредных воздействий, а также повышению производительности труда.
Техническая эстетика занимается вопросами эстетизации процесса труда, продукта труда и окружающей рабочей среды. Эстетизация процесса труда определяет культуру производства на всех этапах разработки, внедрения и организации технологического процесса.
Эстетизация продукта труда включает в себя художественное конструирование, или дизайн. Продукт труда должен не только отвечать техническим требованиям, но и быть красивым, чтобы наиболее полно удовлетворять материальным и духовным потребностям человека.
Эстетизация окружающей среды является одной из задач охраны труда и определяет выбор оптимальных пропорций, масштабов, цветовой гаммы интерьера или оборудования в цехе или на рабочем месте.
Большое влияние на психофизиологическое состояние человека на производстве оказывает цвет. Правильно подобранное цветовое оформление рабочих мест, инструментов улучшает настроение, повышает работоспособность человека. Установлено, что красные и оранжевые тона вызывают возбуждение нервной системы, при этом у человека появляется ощущение усиления шума, учащается пульс, расширяются зрачки, повышается кровяное давление.
Синий, голубой и зеленый тона оказывают успокаивающее воздействие, уменьшают зрительную утомляемость, способствуют замедлению пульса и понижению кровяного давления.
Неяркие желтые тона вызывают ощущение теплоты, голубые— прохлады, фиолетовый цвет оказывает раздражающее и угнетающее воздействие.
Существуют таблицы цветовых тонов, по которым можно выбрать цветовую гамму окраски интерьеров и оборудования в зависимости от характера производства и тех операций, которые приходится выполнять человеку. Так, при монотонной работе, требующей постоянного напряжения, рекомендуется зеленая и сине- зеленая гамма цветов. Если выполняемая работа требует периодической умственной или физической нагрузки, предпочтительнее использовать оттенки теплых тонов — желтые, бежевые.
Цвет используется не только для создания определенного настроения у человека, но и для предупреждения о грозящей ему опасности, а также травматизма. Согласно ССБТ в красный цвет окрашиваются аварийные кнопки «Стоп», ручки, краны, с помощью которых выключаются агрегаты или машины, в оранжевый цвет — движущиеся части машины и т.д.
7.2. Основные положения по охране труда на предприятиях радиоэлектронной промышленности
В нашей стране в соответствии с Основами законодательства Российской Федерации о труде надзор и контроль за соблюдением законодательства о труде и по охране труда осуществляют специально уполномоченные государственные органы и инспекции (Госгортехнадзор, Госэнергонадзор, Госсаннадзор, Главное пожарное управление пожарной охраны Министерства внутренних дел), профессиональные союзы, а также состоящие в их ведении техническая и правовая инспекции труда.
На предприятии общее руководство по безопасности труда, промышленной санитарии и контроль за соблюдением законодательства по охране труда возложены на директора и главного инженера. Главному инженеру подчинен отдел безопасности труда, который ведет непосредственную работу по обеспечению безопасности труда и промышленной санитарии на предприятии.
Для предупреждения производственного травматизма на предприятиях регулярно проводится контроль безопасности труда и промышленной санитарии на отдельных рабочих местах, участках, в цехах и на предприятии в целом.
Для предотвращения несчастных случаев необходимы знание и строгое выполнение существующих положений, инструкций и требований по безопасности труда.
Все работающие и вновь поступившие на предприятие рабочие, служащие и инженерно-технические работники независимо от стажа и опыта работы проходят инструктаж и обучение по безопасному ведению работ на основании требований соответствующих правил и инструкций по безопасности труда и производственной санитарии. Инструктаж подразделяется на несколько основных видов.
1. Вводный инструктаж проводится работником отдела охраны труда для вновь поступающих на предприятие, а также для учащихся и студентов, направленных для прохождения производственной практики.
2. Первичный инструктаж проводится на рабочем месте непосредственным руководителем работ с лицами, вновь принятыми или переведенными из одного подразделения в другое, с одного вида оборудования на другое (даже в случае временного перевода). Цель его — подробное ознакомление работающих с особенностями выполнения конкретных работ с точки зрения безопасности труда и производственной санитарии.
3. Повторный (перноднческнй) инструктаж проводится со всеми работниками не реже одного раза в 6 месяцев, а на особо вредных и опасных участках работы — не реже одного раза в 3 месяца. Целью его является проверка знания работниками правил и инструкций по безопасности труда и производственной санитарии.
4. Внеплановый инструктаж на рабочем месте проводится при изменении технологического процесса, оборудования, инструмента и т.п., в результате чего изменяются условия труда, а также в случае нарушения работающими правил и инструкций по безопасности труда и производственной санитарии.
Все виды инструктажа, кроме вводного, регистрируются в специальном журнале, где указываются вид и дата проведения инструктажа, перечисляются инструкции по безопасности труда, в соответствии с которыми проводился инструктаж, и ставятся подписи инструктируемого и инструктирующего.
7.3. Специальные требования по технике безопасности и производственной санитарии для работников предприятий радиоэлектронной промышленности
Предприятия радиоэлектронной промышленности оснащаются большим количеством разнообразных, а во многих случаях весьма сложных машин, станков и механизмов, облегчающих труд рабочего. Однако все они могут представлять для обслуживающих их рабочих определенную опасность. Это прежде всего относится к машинам, станкам и механизмам, приводимым в движение электрическим током, отдельные элементы которых находятся под давлением сжатого воздуха, пара или газа.
Правильная организация труда, четкость и аккуратность в работе способствуют безопасности рабочих на производстве. При выполнении сборочных, монтажных и намоточных работ необходимо строго соблюдать правила техники безопасности.
Общие типовые требования
1. К самостоятельному выполнению работ следует приступать только после прохождения инструктажа на рабочем месте и усвоения безопасных приемов и методов их выполнения.
2. Выполнять необходимо только ту работу, которая поручена администрацией.
3. При переводе на новый вид работы приступать к работе можно только после получения от мастера соответствующего инструктажа о безопасных способах ее выполнения.
4. Работу следует выполнять только на исправном оборудовании, исправными инструментами и приспособлениями.
5. Инструмент должен использоваться только по его прямому назначению.
6. О всех замеченных неисправностях оборудования и возникших во время работы опасностях для окружающих (например, отсутствие ограждений находящихся в движении частей механизмов и др.) следует немедленно сообщать мастеру.
7. Запрещается поднимать вручную тяжести, превышающие допустимые нормы: 20 кг — для женщин и 50 кг — для мужчин.
8. В случае заболевания или получения даже незначительной травмы следует прекратить работу, сообщить об этом мастеру и обратиться в медпункт за получением первой медицинской помощи.
9. В помещениях, где производятся работы, запрещается хранить личные вещи, принимать пищу и пить воду.
10. Необходимо строго соблюдать правила передвижения в цехах и на территории предприятия (пользоваться установленными переходами, не перелезать через транспортеры, конвейеры, oграждения, штабеля деталей, тару, отходы производства и т.д.). При движении транспорта и перемещении грузов кранами следует отходить в сторону с пути их движения. Запрещается проходить и стоять под поднятым грузом.
11. Рабочая одежда не должна стеснять движений и иметь развевающихся и свисающих концов. На голову следует надеть плот; но облегающий головной убор, при этом необходимо убрать под него волосы.
12. Перед началом работы следует внимательно осмотреть рабочее место и привести его в порядок, для чего:
убрать все лишние и мешающие работе предметы; проверить наличие инструментов;
требующиеся инструменты, приспособления, детали и материал расположить в удобном и безопасном порядке, придерживаясь следующего принципа: то, что берется левой рукой, должно находиться слева, а то, что правой, — справа; подготовить индивидуальные средства защиты и проверить их исправность; установить сиденье в положение, удобное для работы, чтобы при выполнении рабочих операций не приходилось делать лишних движений руками и корпусом тела; расположить светильник так, чтобы при выполнении работы не была видна нить накаливания и свет не слепил глаза.
13. В процессе работы необходимо следить за исправностью используемого оборудования, инструментов и приспособлений; поддерживать на рабочем месте чистоту и порядок; не отвлекаться самому и не отвлекать от работы других посторонними разговорами и делами.
14. В случае невыполнения требований настоящей инструкции виновные несут ответственность согласно Правилам внутреннего трудового распорядка.
Специальные требования для слесарей — сборщиков радиоэлектронной аппаратуры и приборов
1. Перед началом работы следует убедиться в исправности инструментов. Слесарный молоток должен быть прочно насажен на ручку, расклинен и не должен иметь трещин и острых заусенцев; рамки для ножовок не должны быть вогнуты, ножовочное полотно должно быть прочно закреплено; напильники, отвертки должны иметь исправные деревянные ручки с металлическими кольцами; гаечные ключи должны иметь ровные несработанные плоскости зева и точно соответствовать размерам гайки или головки болта; электродрель должна иметь заземление, исправные штепсельную вилку и изоляцию шнура; расклепочники не должны иметь наклепов (разбитых бойков).
2. Детали, используемые при сборке, должны находиться в определенном месте и содержаться в порядке.
3. В местах, не доступных для плоского ключа, необходимо пользоваться торцовым ключом. Ключ должен соответствовать размеру гаек и головок болтов, наращивать гаечные ключи трубками или другими ключами запрещается.
4. При работе с переносными электрифицированными инструментами (электродрели, электрогайковерты и др.) следует надевать перчатки и проверять надежность крепления заземления.
5. Установку сверла на сверлильном станке необходимо производить после полной остановки станка.
6. Обрабатываемые детали, тиски и приспособления должны прочно крепиться на столе станка.
7. Запрещается прикасаться к сверлу, патрону и шпинделю до полной остановки станка. Удалять стружку следует только после прекращения вращения сверла с помощью специального крючка или сметкой.
8. Запрещается работать на станке в рукавицах или с забинтованными пальцами без резиновых напальчников.
9. При работе с пневмоинструментом необходимо убедиться в надежности крепления шлангов к штуцерам.
10. Крепить шланги к штуцерам и ниппелям следует с помощью стяжных хомутиков, не разрешается применять для этой цели проволоку (закрутки).
11. Присоединять шланги к сети и инструменту, а также отключать их необходимо только при полном закрытии вентиля воздушной магистрали.
12. Вставлять и вынимать рабочий инструмент следует только при перекрытом вентиле на воздушной магистрали.
13. Нажим рабочего инструмента должен осуществляться плавно, с постепенным усилием.
14. В случае перерыва подачи воздуха следует выключить пусковой курок и вынуть рабочий инструмент.
15. При работе на наждачном точиле необходимо пользоваться защитным экраном или очками и стоять сбоку от станка; не разрешается затачивать инструмент на торцовых поверхностях круга.
16. Во время работы на конвейере запрещается: класть инструменты и детали на пути движения тележек; производить самостоятельно включение конвейера; принимать и передавать что-либо через работающий конвейер.
Выключать конвейер можно только в случае возникновения опасности, грозящей окружающим.
17. При работе с расклепочниками необходимо пользоваться защитными очками.
18. Для нарезки резьбы метчиком следует пользоваться воротком и надежно закреплять нарезаемую деталь.
19. После окончания работ необходимо выключить станок, очистить его щеткой от пыли и отходов.
20. Инструменты и приспособления после использования нужно протереть и убрать в инструментальный ящик.
21. Верстак следует протереть влажной тряпкой.
22. Неисправный инструмент должен сдаваться в кладовую для ремонта.
23. Рабочая одежда и индивидуальные средства защиты после работы должны быть убраны в отведенное для этого место.
24. В конце рабочего дня следует вымыть руки и лицо теплой водой с мылом или принять душ.
Специальные требования для монтажников радиоэлектронной аппаратуры и приборов
1. Перед началом работы убедиться в исправности монтажного инструмента и его соответствии предстоящей работе. Стержень паяльника не должен качаться, ручка его не должна иметь трещин, в шнур не должен иметь нарушений изоляции.
2. Паяльные работы в блоках, стойках, шкафах и других изделиях необходимо выполнять, только убедившись в полном снятии с них напряжения.
3. Монтажные работы на высоте свыше 1,5 м должны производиться с подмостей и лесов, обеспеченных лестницами, или, с применением предохранительных поясов. Перед использованием лестниц и предохранительных поясов необходимо убедиться в их исправности, а также в том, что срок переиспытаний их не истек (на лестницах и поясах должны быть сделаны надписи с указанием их порядкового номера по журналу испытаний, принадлежности и даты последнего испытания).
4. Работы по монтажу и демонтажу изделий, связанные с опасностью засорения или ожога глаз припоем, следует выполнять в защитных очках.
5. При выполнена монтажных работ на металлических поверхностях в положениях лежа, сидя и с колена должны использоваться маты или наколенники.
6. Монтаж в замкнутых сосудах, междудонных отсеках и других местах должен производиться не менее чем двумя рабочими.
7. В случае отсутствия приспособления для механического удаления припоя следует пользоваться пинцетом.
8. Во избежание образования брызг при паяльных работах необходимо флюс наносить тонким слоем, а лишний припой с жала паяльника удалять специально предназначенными для этого сало ветками.
9. Припаиваемый провод нужно придерживать пинцетом.
10. Паяльник в перерывах между пайкой следует держать на металлической или теплостойкой подставке либо в специально оборудованном для него месте.
11. Пользоваться химическими веществами, содержащимися в емкостях, разрешается только при наличии этикеток с указанием содержимого.
12. Зачистка концов провода методом обжига должна производиться только при включенной местной вентиляции.
13. Детали перед их облуживанием в тигле должны быть хорошо просушены.
14. При использовании боковых кусачек откусывать провода следует в направлении от себя, а также применять экраны для защиты окружающих от отлетающих частиц.
15. Растворители (спирт, ацетон, бензин и другие горючие вещества), применяемые для промывки мест пайки, должны храниться в небьющейся таре, в стороне от паяльника.
16. При работе на конвейере необходимо:
внимательно следить за сигнализацией, предупреждающей о его включении;
выключать конвейер только в случае возникновения опасности, грозящей окружающим.
Запрещается принимать и передавать что-либо через работающий конвейер.
После окончания работы необходимо:
1) отключить паяльник и обжигающее устройство от электросети;
2) обтереть инструменты и приспособления и убрать их в отведенные для этого места (паяльник при этом должен быть холодным);
3) очистить рабочее место от припоя, канифоли, протереть влажной салфеткой поверхность стола;
4) салфетки и ветошь убрать в специально предназначенные для них емкости;
5) остатки растворителей сдать в установленное место;
6) сполоснуть руки однопроцентным раствором уксусной кислоты, затем вымыть их горячей водой с мылом, прополоскать рот и почистить зубы;
7) принять душ.
Специальные требования для намотчиков
1. Перед началом работы проверить исправность инструментов и приспособлений, надежность заземления станка и защитного ограждения. Стержень паяльника не должен качаться, ручка его не должна иметь трещин, а шнур не должен иметь нарушения изоляции.
2. Проверить исправность пускового устройства и работу станка
на холостом ходу.
3. Включить местную вентиляцию и убедиться в ее исправности.
4. Надежно закрепить на шпинделе каркас катушки, на который наматывается провод. При ослаблении крепления немедленно остановить станок и устранить недостатки крепления.
5. Не разрешается пускать станок рывками во избежание обрыва провода и травмирования.
6. При скоростной намотке следует работать в защитных очках и с ограждением.
7. При работе на намоточном станке крупногабаритной намотки барабан с проводом должен быть надежно закреплен в сметочном устройстве, которое должно надежно крепиться к станку.
8. Во избежание образования брызг при пайке провода необходимо жидкий флюс наносить тонким слоем с помощью помазка, кроме того, не следует брать много припоя на паяльник и делать им резкие движения. Нагретый паяльник нужно класть только на металлическую или теплостойкую подставку.
9. Лак и клей должны наноситься на изделие кисточкой или помазком.
10. Уходя на длительное время с рабочего места (на обед, медпункт), следует отключить от сети станок и паяльник.
11. Во время работы не следует отвлекаться самому и отвлекать других от работы посторонними разговорами и делами.
12. По окончании работы выключить станок и очистить его от пыли и отходов щеткой. 13. Все инструменты, приспособления и детали после использования необходимо собрать и убрать в отведенное для них место (паяльник при этом должен быть холодным).
14. Рабочее место следует очистить от пыли и канифоли, после чего протереть влажной тряпкой поверхность стола.
15. Остатки лака, клея и других жидкостей в герметически закрытой таре должны быть убраны в специально предназначенный для этого шкаф.
16. В конце рабочего дня необходимо тщательно вымыть руки лицо горячей водой с мылом или принять душ.
Проводимые на предприятиях мероприятия по технике безопасности и производственной санитарии способствуют сохранению здоровья работающих и обеспечивают высокую производительность труда.
7.4. Требования безопасности труда на территории предприятий радиоэлектронной промышленности
Правила безопасности труда в цехах определяются характером производственных процессов. Поэтому мероприятия по охране труда при производстве радиоэлектронной аппаратуры имеют свою специфику.
Заготовки деталей при производстве РЭА получают вручную или на станках. Во избежание механических травм при холодной обработке металлов ножницы, круглые и ленточные пилы должны иметь специальные ограждения и предохранительные приспособления. При ручной слесарной обработке заготовок и деталей необходимо постоянно следить за исправностью применяемых инструментов. Рукоятки молотков должны быть сделаны из твердых и нехрупких пород дерева (дуба, бука и др.) и иметь гладкую поверхность. Молотки (головки) должны быть туго насажены на рукоятки и расклинены металлическими клиньями. Боек ударных инструментов (зубила, керны, просечки и др.) должен иметь приблизительно сферическую форму. Для изоляции расположенных рядом рабочих мест применяются защитные сетки.
При производстве радиоэлектронной аппаратуры широко используются изоляционные материалы, в процессе механической обработки которых образуется много пыли и выделяются газообразные продукты разложения материала. Поэтому станки обязательно должны быть оборудованы местной вытяжной вентиляцией. Работы со стеклотканью следует проводить только в отдельном помещении с приточно-вытяжной вентиляцией. Полностью устранить вредное воздействие слоистых изоляционных материалов при механической обработке (гетинакса, текстолита и др.) можно только путем ее автоматизации.
Для предотвращения травматизма при работе на станках (токарных, фрезерных, намоточных и др.) все шкивы, ремни, шестерни и валы должны иметь жесткие ограждения. Приспособления для зажима инструмента должны обеспечивать надежный зажим, точное центрирование инструмента и не иметь выступающих частей. Обрабатываемые детали должны устанавливаться неподвижно на плите станка с помощью кошукторов, тисков и зажимов. Не допускается удерживать обрабатываемые изделия руками, использовать инструменты с забитыми или изношенными конусами и хвостовиками. Во время работы на шлифовальных станках абразивные круги должны ограждать защитными механическими кожухами. Для защиты глаз от отлетающих мелких частиц круга на станках устанавливаются подвижные экраны из органического стекла. Заточные и обдирно-шлифовальные станки оборудуются местным отсосом пыли. Керамические изделия должны шлифоваться по возможности мокрым с пособим. Если по условиям технологии необходима сухая шлифовка, станки должны оборудоваться местной вентиляцией.
Склеивание деталей производится клеями на основе фенол- формальдегидных, кремнийорганических и эпоксидных смол. Фенолформальдегидные смоляные клеи (88, 88Н, ВИАМ-Б-3 и др.) огнеопасны и токсичны (вызывают заболевания кожи рук, раз сражение дыхательных путей). Кремнийорганические клеи (КТ-17 представляют собой растворы кремнийорганической смолы в органических растворителях (толуол) и оказывают отрицательное воз действие на кровь, кровеносные органы и центральную нервную систему. Эпоксидные клеи тоже являются токсичными. Вредно воздействие оказывают на организм человека и клеи БФ, БФ2 БФ4, состоящие из спиртового раствора фенольных и поливиниловых смол, а также многие другие. Общей мерой, устраняющее воздействие вредных выделений при работе с клеями, является использование местной вытяжной вентиляции.
Электромонтажные работы ведутся в основном с применением пайки. В связи с тем, что в состав припоев входит свинец, необходимо использование защитных мер для предотвращения отравлении организма, вызывающего изменения в нервной системе крови и сосудах человека. Флюсы, применяемые при пайке (канифольноспиртовой, хлористый цинк), также являются токсичными. Так, канифоль вызывает раздражение кожи и появление сыпи а хлористый цинк — ожог кожи и слизистой оболочки. Для предотвращения вредного воздействия все припои, флюсы и другие химические вещества должны храниться в специальной плотно закрытой таре. Помимо общеобменной приточно-вытяжной вентиляции рабочее место пайки оборудуется местной вытяжной вентиляцией, обеспечивающей концентрацию свинца в рабочей зон (не больше предельно допустимой нормы (0,01 мг/м'). При работе с паяльником необходимо соблюдать осторожность, чтобы избежать ожогов, особенно при использовании паяльников мощностью 200 ... 300 Вт, применяемых для пайки крупных деталей. Большой осторожности требует также лужение концов проводов и выводов радиодеталей при использовании ванночки с расплавленным припоем. При зачистке изоляции путем обжига происходит выделение дыма с тяжелым и неприятным запахом. Поэтому при обжиге большой партии проводов необходимо пользоваться вытяжным шкафом с хорошей вентиляцией.
При производстве РЭА выполнение многих технологически процессов связано с большим напряжением зрения, в связи с чем требуется хорошая освещенность рабочих мест. В сборочных цехах суммарная освещенность (общая + местная) должна составлять 1000... 2000 лк. Светильники должны обеспечивать рассеянный свет без резких теней.
Под электробезопасностью понимается система организационных и технических мероприятий и средств, обеспечивающих защиту людей от опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества.
При поражении электрическим током происходят следующие нарушения:
нагрев кожи, тканей или кровеносных сосудов (термическое действие); разрыв тканей (механическое действие); разложение крови, изменение ее химического состава, электролиз (химическое действие); непроизвольное сокращение мышц, паралич дыхания или сердца (биологическое действие).
Возможны следующие виды поражения электрическим током: ожоги, электрометаллизация кожи, электрические знаки, электроофтальмия, электрические удары, механические повреждения.
Электрические ожоги возникают при термическом действии электрического тока, наиболее опасными из них являются ожоги, появляющиеся в результате воздействия электрической дуги, так как ее температура может превышать 3000 С.
При электрометаллизации кожи происходит проникновение в кожу под действием электрического тока мельчайших частиц металла, в результате чего кожа становится электропроводной, т. е. сопротивление ее резко падает.
Электрические знаки представляют собой пятна серого или бледно-желтого цвета, возникающие при плотном контакте с токоведущей частью (по которой в рабочем состоянии протекает электрический ток). Природа электрических знаков еще недостаточно изучена.
При электроофтальмии происходит поражение наружных оболочек глаз вследствие воздействия ультрафиолетового излучения электрической дуги.
Электрические удары — это общее поражение организма человека, характеризующееся судорожными сокращениями мышц, нарушением нервной и сердечно-сосудистой систем. Нередко электрические удары приводят к смертельному исходу.
Механические повреждения (разрывы тканей, переломы) происходят при судорожном сокращении мышц, а также в результате падений при воздействии электрического тока.
Характер поражения электрическим током и его последствия зависят от напряжения, силы и рода тока, пути его прохождения, длительности воздействия, индивидуальных физиологических особенностей человека и его состояния в момент поражения.
В основном характер поражения определяют сила и род тока. Установлено, что переменный ток более опасен для человека, чем постоянный. Это связано со сложными биологическими процессами, происходящими в клетках организма человека. С увеличением частоты тока опасность поражения уменьшается. При частоте порядка нескольких сотен килогерц электрические удары не наблюдаются.
В зависимости от силы тока с учетом его воздействия на организм различают ощутимые, неотпускающие и фибрилляционные токи.
Ощутимые токи вызывают при прохождении через организм заметные раздражения. Человек начинает ощущать воздействие переменного тока (50 Гц) при значениях его от 0,5
до 1,5 мА и постоянного тока — от 5 до 7 мА. В пределах этих значений наблюдаются легкое дрожание пальцев, покалывание, нагревание кожи (при постоянном токе). Такие токи называют пороговыми ощутимыми токами.
Неощиускающие токи вызывают судорожное сокращение мышц конечностей. Наименьшее значение тока, при котором человек не может самостоятельно оторвать руки от токоведущих частей, называется пороговым неотпускающим током. Для переменного тока это значение лежит в пределах от 10 до 15 мА, для постоянного тока - от 50 до 80 мА. При дальнейшем увеличении начинается поражение сердечно-сосудистой системы, затрудняется, а затем останавливается дыхание, изменяется работа сердца.
Фибрилляционные токи вызывают фибрилляцию сердца, т. е. трепетание или аритмичное сокращение и расслабление сердечной мышцы. В результате фибрилляции кровь из сердца не поступает в жизненно важные органы, в первую очередь нарушается кровоснабжение мозга. Человеческий мозг, лишенный кровоснабжения, может жить в течение 5 ... 8 мин, а затем погибает, поэтому очень важно быстро и своевременно оказать первую помощь пострадавшему. Значения фибрилляционных токов колеблются от 80 до 5000 мА.
Для человека является опасным ток больше 10 мА, при котором, однако, он все еще может освободиться от токоведущих частей, при 50 мА происходит тяжелое поражение организма, а при 100 мА и воздействии более 1... 3 с наступает смертельный исход. Переменный ток с частотой 50...1000 Гц для человека опаснее, чем постоянный ток, однако при напряжении свыше 300 В опасность поражения постоянным током резко возрастает.
Характер поражения электрическим током в зависимости от его силы и рода приведен в табл.7.1.
Характер поражения зависит также от пути прохождения тока. Наибольшую опасность представляет прохождение тока через головной и спинной мозг, сердце и легкие.
Появление электротравм вызывают:
прикосновение человека одновременно к двум фазам переменного тока или к двум полюсам постоянного тока;
прикосновение не изолированного от земли человека к неизолированным токопроводящим частям, находящимся под напряжением (к одной фазе);
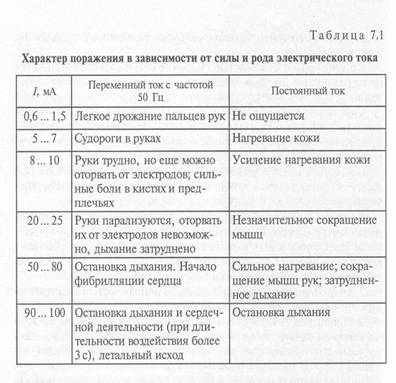
приближение на опасные расстояния к неизолированным токопроводящим частям, находящимся под напряжением;
прикосновение к оболочке (корпусу) электрооборудования, оказавшейся под напряжением;
попадание под напряжение в зоне растекания тока;
попадание под напряжение при освобождении человека, пораженного током;
воздействие атмосферного электричества при грозовых разрядах и статического электричества или электрической дуги.
Все электроустановки условно подразделяют в зависимости от рабочего напряжения на две категории: до и выше 1000 В.
При работе с электроустановками напряжением выше 1000 В прикосновение к токопроводящим частям является опасным в любых случаях независимо от схемы питания. Поэтому необходимы строгие меры, предусматривающие ограждение токопроводящих частей, соблюдение правил доступа к установке и др.
При работе с электроустановками напряжением до 1000 В велика вероятность случайного прикосновения к токопроводящим частям и корпусам электрооборудования, оказавшимся под напряжением.
По степени опасности поражения током помещения, в которых расположены электроустановки, разделяют на три категории:
без повышенной опасности (отсутствие условий, создающих повышенную или особую опасность);
с повышенной опасностью (наличие одного из следующих условий: сырости; проводящей пыли; токопроводящих полов — металлических, земляных, кирпичных; высокой температуры; возможности одновременного прикосновения к металлическим частям, имеющим соединение с землей, и металлическим деталям, % корпусам электрооборудования, которые могут оказаться под напряжением при повреждении изоляции);
особо опасные (наличие одного из следующих условий: особой: сырости, химически активной среды, загазованности, одновре (именно двух или более условий повышенной опасности).
Для предотвращения поражения электрическим током необходимо строго соблюдать следующие правила безопасности труда.
1. Электрические провода, подводящие питание к рабочему: месту электромонтажника, должны быть надежно заизолированы и защищены от механических повреждений.
2. Необходимо регулярно следить за исправностью электрических шнуров приборов и сетевых розеток.
3. При выполнении работ необходимо пользоваться специальным, электротехническим инструментом с изолированными ручками. Электроинструмент при эксплуатации должен быстро включаться и отключаться (но не самопроизвольно) от электрической сети, быть безопасным в работе и не иметь токоведущих частей, доступных для случайного прикосновения. Напряжение электроинструмента не должно превышать 220В в помещениях без повышенной опасности и 42 В — в помещении с повышенной опасностью, а также вне помещений. Перед выдачей электроинструмента необходимо проверить исправность заземляющего провода и убедиться в отсутствии замыкания на корпус. Перед началом работы следует проверить состояние привода инструмента и исправность заземления.
4. Напряжение паяльников и ламп для местного освещения должно быть не выше 42 В, а в особо опасных помещениях — не более 12 В.
5. Контактные соединения для подключения электроинструмента и переносных электросветильников не должны иметь токоведущие части, доступные для прикосновения, кроме того, у них должен быть дополнительный заземляющий контакт.
6. Корпус и обмотка низкого напряжения переносного трансформатора должны быть заземлены. Перед каждым включением трансформатор и его арматура должны тщательно осматриваться.
7. При монтаже электросхем запрещается: проверять на ощупь наличие напряжения и нагрев токоведущих частей схемы; применять для соединения провода с поврежденной изоляцией; производить пайку и установку деталей в оборудовании, находящемся под напряжением; измерять напряжения и токи переносными приборами с неизолированными проводами и щупами; заменять предохранители во включенном оборудовании.
8. Запрещается работать на установках высокого напряжения без защитных средств.
9. Наладка РЭА должна производиться только на специально оборудованном рабочем месте. В процессе наладки при напряжении до 1000 В разрешается присоединять прибор к контрольным точкам без снятия напряжения, для чего проводом со штекерным наконечником прикасаются к контрольной точке, при этом другой провод от прибора предварительно должен быть подсоединен к металлическому заземленному корпусу налаживаемого оборудования.
7.6. Пожарная безопасность на предприятиях радиоэлектронной промышленности
Требования, предъявляемые к пожаро- взрывобезопасности, регламентируются государственными стандартами, строительными нормами и межотраслевыми противопожарными правилами. Основные меры предотвращения пожаров и взрывов включают в себя: ограничение количества горючих веществ и замену их по возможности негорючими веществами, максимально возможное применение негорючих веществ; устранение возможных источников зажигания (электрических искр, нагрева оболочек оборудования); ограничение распространения пожара с использованием строительно-планировочных средств (устройство противопожарных преград внутри помещений и разрывов между зданиями, монтаж противодымной защиты); организацию пожарной охраны, применение средств пожаротушения и устройств пожарной сигнализации.
Кроме того, необходимо постоянно следить за исправностью электрооборудования. Электроустановки и контрольно-измерительная аппаратура должны иметь плавкие предохранители и автоматические выключатели. После окончания работы все электрохозяйство должно быть обесточено. По условиям пожаробезопасности следует тщательно контролировать сопротивление изоляции электроцепей. Электропроводка и общеобменная вентиляция в помещении для работ с легковоспламеняющимися веществами и клеями должны выполняться с учетом взрывобезопасности.
Максимально допустимое для хранения на рабочем месте количество растворителей, применяющихся для промывки и обезжиривания деталей аппаратуры и содержащих горючие вещества, указывается в инструкции, утвержденной по предприятию. Это количество ограничивается суточной потребностью цеха, определяемой технологическим отделом и согласованной с органами пожарного надзора.
Легковоспламеняющиеся жидкости (ЛВЖ) необходимо хранить в посуде из неискрообразующего материала с герметичными крышками, исключающей опрокидывание. Посуда должна иметь надпись с четким названием жидкости, а также пометку «Огнеопасно». Во избежание самовозгорания или взрыва не допускается совместное хранение ацетона, эфиров и других летучих растворителей с хромовым ангидридом, азотной кислотой и прочими окислителями.
В связи с тем что при электромонтажных работах (пайке и облуживании горячим припоем, обжигании концов монтажных проводов) применяются ЛВЖ (этиловый спирт, скипидар), электро- монтажные участки являются. пожароопасными. Для предотвращения пожара подставки для электропаяльников должны быть изготовлены из негорючего материала.
На случай пожара в цехах должны быть предусмотрены средства тушения (огнетушители, пожарный инструмент, инвентарь) и пожарная сигнализация.
НАДЕЖНОСТЬ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ
8.1. Надежность и качество радиоэлектронной продукции
Надежностью называется свойство изделий выполнять заданные функции с сохранением эксплуатационных показателей в определенных пределах в течение требуемого промежутка времени (или требуемой наработки).
Надежность радиоэлектронного устройства обеспечивается его безотказностью, ремонтопригодностью, сохраняемостью и долговечностью работы его составных частей. Таким образом, надежность — это внутреннее свойство аппаратуры, присущее каждому ее образцу.
Совокупность свойств продукции, обусловливающих ее пригодность удовлетворять определенные потребности в соответствии с ее назначением, называется качеством продукции (ГОСТ 15 467— 79). Показателями качества продукции являются количественные характеристики одного или нескольких ее свойств. Базовым значением показателя качества продукции называется значение, принятое за основу при сравнительной оценке ее качества. Это показатели качества лучших отечественных и зарубежных образцов.
Уровень качества продукции представляет собой относительную характеристику, основанную на сравнении значений показателей качества оцениваемой продукции с базовыми значениями соответствующих показателей. При сравнении показателей, характеризующих лишь техническое совершенство, используют термин «технический уровень продукции».
Карта технического уровня качества продукции (карта уровня) является документом, определяющим назначение продукции, краткую характеристику, данные о заложенных показателях качества, о базовых показателях, об аналогах изделия или его составных частей, об источниках информации (стандартах, патентных описаниях и т.д.). Содержание и правила выполнения карты уровня устанавливает ГОСТ 2.116 — 71.
Карта составляется при разработке новой продукции, принятии решения о постановке изделия на производство, аттестации по категориям качества.
В общем случае основными показателями качества изделий являются следующие:
1) показатели назначения (характеризуют основные функции и область применения продукции — габаритные и другие размеры, эксплуатационные показатели, основные параметры);
2) показатели надежности (совокупность показателей безотказности, долговечности, ремонтопригодности и сохраняемости);
3) эргономические показатели (гигиенические; антропометрические, т. е. соответствие изделия и его органов управления размерам, форме и массе человека; физиологические, учитывающие скоростные и силовые возможности человека; психологические);
4) эстетические показатели (характеризуют рациональность формы, цвета, совершенство исполнения);
5) показатели технологичности (в машиностроении это показатели трудоемкости, металлоемкости и себестоимости);
6) показатели стандартизации и унификации;
7) показатели транспортабельности (затраты на транспортировку и на подготовительно-заключительные работы, связанные с ней);
8) патентно-правовые показатели (патентный формуляр, свидетельство о патентной чистоте изделия);
9) экологические показатели (характеризуют уровень вредных воздействий продукции на окружающую среду);
10) показатели безопасности (например, наличие блокировки, аварийной сигнализации);
11) экономические показатели.
ГОСТ 27.002 — 83 и 16 504 — 81 устанавливают наиболее существенные показатели, характеризующие понятия качества, надежности и долговечности.
8.2. Характеристики надежности
Для проведения объективного сравнения различных образцов радиоэлектронной аппаратуры по надежности, а также для определения необходимого уровня ее надежности при проектировании, производстве, испытаниях и эксплуатации необходимо располагать количественными характеристиками (показателями ) надежности элементов, входящих в эту аппаратуру. Рассмотрим основные из этих характеристик.
1. Вероятность безотказной работы изделия. Под вероятностью безотказной работы изделия Р понимается вероятность того, что в течение времени непрерывной работы t в изделии не произойдет ни одного отказа.
Вероятность безотказной работы характеризует надежность как элемента, так и системы в целом. Зависимость вероятности безотказной работы от времени РЯ представлена
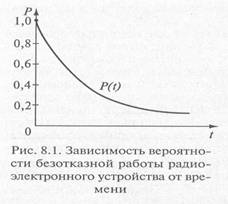
Из зависимости видно, что вероятность безотказной работы P в течение
конечных интервалов времени может приобретать значения 0 < P < 1.
Значение вероятности безотказной работы можно определить рас P(t) четным путем на этапе проектирования радиоэлектронной аппаратуры. Это позволяет разработчикам РЭА и приборов выбирать оптимальную по надежности и стоимости структуру радиоэлектронной системы и ее принципиальную схему. Например, при P = 0,5 одна половина радиоэлектронных изделий, обладающих таким значением вероятности безотказной работы в течение времени t, может выйти из строя, а другая половина будет продолжать работать.
2. Безотказность работы изделия. Имея статистические данные отказов, разработчик РЭА и приборов может определить статистическую вероятность безотказной работы за время t как отношение числа изделий N, продолжающих исправно работать на момент времени t, к числу изделий NО поставленных на испытания:
Безотказностью работы называется свойство изделия сохранять работоспособность в течение некоторой наработки без вынужденных перерывов.
3. Под интенсивностью отказов (Х) понимается вероятность отказа неремонтируемого изделия в единицу времени t после, некоторого момента времени при условии, что отказ до этого времени не возникал.
Характеристика интенсивности отказов широко используется в технике для определения надежности элементов РЭА и приборов. Для большинства элементов величина интенсивности отказов неодинакова для различных промежутков времени. На рис. 8.2 приведена зависимость интенсивности отказов аппаратуры от времени, включающая три периода:
1 — период приработки (от 0 до tпр);
2 — период нормальной работы (от tпр до tст);
3 — период до полного износа (от tст до t).
Период приработки элементов характеризуется высокой интенсивностью отказов. В этот период выходят из строя элементы со скрытыми дефектами из-за нарушения технологического процесса изготовления и действия систематических и случайных факторов, снижающих их качество и надежность. Период приработки элементов должен быть относительно мал.
Для большинства радиоэлектронных устройств характерно постоянство интенсивности отказов в период нормальной работы аппаратуры (участок 2). Это объясняется отсутствием старения материалов элементов на участке нормальной работы. На участке 3 интенсивность отказов РЭА резко возрастает из-за износа и старения элементов радиоэлектронных устройств.
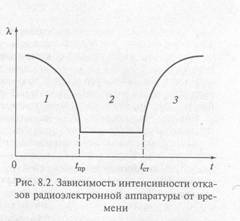
4. Частота отказов а представляет собой отношение числа изделий РЭА Dn, отказавших в единицу времени, к общему числу изделий N0.поставленных на испытания:
![]()
Для многих элементов радиоэлектронной аппаратуры зависимость частоты отказов имеет вид, показанный на рис. 8.3.
Как видно из графика, зависимость частоты отказов от времени имеет три характерных участка.
На участке 1 (от 0 до t1) частота отказов велика, но быстро снижается по мере приработки элементов.
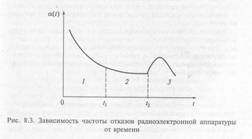
На участке 2 — нормальной работы (t1 — t2) — частота отказов медленно падает. Это объясняется тем, что число отказов уменьшается за счет уменьшения общего количества работающих элементов.
На участке 3 — износа и старения — происходит сначала резкое возрастание частоты отказов, а затем она начинает падать, так как число нормально работающих элементов резко уменьшается.
Обычно эксплуатация РЭА не производится до полного износа, аппаратуру ремонтируют, износившиеся элементы заменяют новыми, после чего частота отказов работы вновь соответствует участку нормальной работы.
5. Среднее время безотказной работы Т0 представляет собой среднее арифметическое время исправной работы каждого образца:
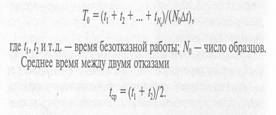
Однако приведенные выше количественные характеристики надежности аппаратуры не позволяют полностью установить соотношение между временными составляющими цикла эксплуатации РЭА. Для полной оценки разработаны дополнительные коэффициенты надежности, в том числе характеризующие частоту профилактических мероприятий, стоимость эксплуатации, расход элементов и др.
8.3. Пути повышения надежности
Надежность радиоэлектронной аппаратуры зависит от большого числа разнообразных факторов, которые можно подразделить на три основных вида:
1) конструктивные;
2) производственно-технологические;
3) эксплуатационные.
Для повышения конструктивной надежности радиоэлектронной аппаратуры при ее конструировании необходимо:
разрабатывать новые схемы узлов и блоков повышенной надежности с применением в аппаратуре высоконадежных элементов;
размещать элементы схемы таким образом, чтобы обеспечивалась надежная их защита от воздействия внешних и внутренних факторов;
осуществлять правильный выбор режимов работы деталей, устанавливаемых в аппаратуре.
Рабочий режим элементов определяется степенью их электрической и механической нагрузки, окружающей температурой и эксплуатационными факторами, которые должны учитываться при выборе радиодеталей. Как показывает опыт эксплуатации радиоэлектронной аппаратуры, правильный выбор оптимального режима нагрузки элементов способствует повышению их надежности и увеличению продолжительности безотказной работы, т.е. уменьшению числа как мгновенных, так и постепенных отказов. Коэффициенты нагрузки должны быть минимальными (например, не выше 0,5).
Наряду со снижением электрической нагрузки на элементы при конструировании необходимо стремиться также к снижению температуры, уменьшению влияния вибрации, влажности, пониженного давления и т.д.
К конструктивным факторам, влияющим на надежность радиоэлектронной аппаратуры, относятся выбор конструктивных решений и качество разработки технической документации.
Производственно-технологическими факторами являются входной контроль качества материалов и элементов, получаемых от смежных предприятий; организация технологического процесса; организация процессов настройки и регулировки; контроль качества выпускаемой продукции.
Эксплутационные факторы подразделяются на объективные и субъективные.
К объективным эксплуатационным факторам относятся: тепло, холод, влага, давление, атмосферная коррозия, контактная коррозия, солнечная радиация, биологическая среда, электромагнитное излучение, радиационное излучение, пыль, песок, механические нагрузки, процессы старения, износ.
Субъективные эксплуатационные факторы — это квалификация обслуживающего персонала.
Для выполнения заданных требований по надежности при конструировании необходимо стремиться к выбору наиболее простой схемы с наименьшим числом элементов, поскольку любое увеличение числа элементов уменьшает вероятность безотказной работы.
Широкие перспективы создания аппаратуры, обладающей малыми габаритами в сочетании с высокой надежностью, способствуют переходу на выпуск радиоэлектронной аппаратуры на базе унифицированных функциональных узлов, модулей, микромодулей и интегральных схем.
Микроминиатюризация радиоэлектронной аппаратуры позволяет широко использовать резервирование, также являющееся одним из наиболее действенных средств повышения надежности. В случае невозможности обеспечения заданных технических требований и необходимой надежности радиоэлектронной аппаратуры для повышения ее надежности используют методы резервирования входящих в эту аппаратуру элементов.
Резервирование представляет собой метод повышения надежности аппаратуры путем применения идентичных дублирующих элементов, устройств и систем.
Группа элементов считается резервированной, если отказ одного или нескольких ее элементов не нарушает нормальной работы резервированной схемы (узла, системы) и оставшиеся исправные элементы продолжают выполнять заданную функцию; такое резервирование называется функциональным. При этом методе резервирования различные системы отличаются одна от другой в первую очередь реакцией на отказ элемента схемы.
На рис. 8.4 приведены схемы различных способов резервирования аппаратуры. При общем резервировании (см. рис. 8.4, а) осуществляется резервирование в целом всей системы, блока или узла I a случае выхода из строя одного из элементов (например, элемента 2) этой системы. При поэлементном резервировании (см. рис. 8.4, б) производится резервирование отдельных элементов системы (1, 2 и т.д.) запасными (1' или 1" и т.д.).
Основным параметром резервирования является его кратность, представляющая собой отношение количества резервных единиц к числу резервируемых.
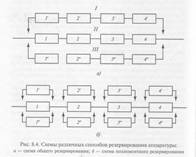
В зависимости от состояния, в котором находятся резервные цепи (элементы) до момента включения их в работу вместо отказавшей цепи (или элемента), различают:
холодный резерв, когда резервные цепи (элементы) находятся в нерабочем состоянии (например, когда на резервные блоки радиостанции питающие напряжения не подают);
горячий резерв, когда все цепи резервного блока нагружены одинаково с основными блоками;
облегченный резерв, когда резервные блоки находятся не в полном рабочем состоянии (нагружены меньше, чем основные).
Таким образом, надежность аппаратуры должна обеспечиваться на всех этапах создания радиоэлектронной аппаратуры, т. е. при проектировании, производстве, эксплуатации и ремонте.
8.4. Стандартизация и качество продукции
Стандартизацией называется процесс установления и применения правил с целью упорядочения деятельности в определенной области на пользу и при участии всех заинтересованных сторон, в частности для достижения всеобщей оптимальной экономии при соблюдении условий эксплуатации (использования) и требований безопасности труда.
Нормы и требования, утвержденные при стандартизации, фиксируются в документе, называемом стандартом, в котором соединяются все требования к свойствам стандартизуемого объекта. Стандартом может являться также основная единица или физическая константа (ампер, абсолютный нуль и т.п.), а также какой- либо предмет для физического сравнения (например, эталон длины).
Показатели, устанавливаемые стандартами, должны соответствовать передовому уровню науки, техники и производства.
Научно-технический прогресс способствует расширению границ стандартизации и ее распространению на процессы, свойственные новым направлениям науки и техники; вызывает непрерывный рост номенклатуры необходимых стандартов и ускорение пересмотра действующих стандартов (например, пересмотр стандартов на эталоны времени, длины и т.д.); обусловливает необходимость комплексной стандартизации и создание взаимосвязанных стандартов, а также развитие перспективной и опережающей стандартизации.
Государственная система стандартизации (ГСС) регламентирована комплексом стандартов. По сфере действия стандарты подразделяются на четыре категории:
государственные — ГОСТ;
отраслевые — ОСТ;
международные МСТ (бывшие республиканские — РСТ, распространяющиеся на ближнее зарубежье, кроме стран Балтии);
предприятий — СТП.
Кроме того, действуют различные технические условия (ТУ), некоторые из которых перерабатываются в стандарты.
ГОСТЫ являются обязательным нормативным документом в пределах установленной сферы их действия, области и условий их применения для всех предприятий, организаций и учреждений государственного, республиканского (международного) и местного подчинения во всех отраслях народного хозяйства.
Объектами государственной стандартизации являются: общетехнические и организационно-методические правила и нормы (ряды номинальных частот и напряжений электрического тока, допуски и посадки, нормальные линейные размеры и др.);
научно-технические термины и обозначения; единицы измерений и эталоны единиц измерений;
системы нормативно-технической, конструкторской, технологической, эксплуатационной и ремонтной документации, а также документации в области организации и управления производством;
системы классификации и кодирования технико-экономической документации;
все виды носителей информации;
продукция производственно-технического назначения;
товары народного потребления по перечню, утвержденному Госстандартом;
общие требования, показатели и нормы качества продукции; основные эксплуатационные свойства и технические характеристики групп однородной продукции;
методы испытаний;
методы и средства поверки мер и измерительных приборов;
предохранительные приспособления и другие изделия в области безопасности труда, промышленной и бытовой санитарии.
ОСТЫ являются обязательным нормативным документом для всех предприятий и организаций данной отрасли производства, а также для предприятий (заказчиков), применяющих продукцию этой отрасли.
Объектами ОСТов являются:
отдельные виды готовой продукции ограниченного применения, для которых основные потребительские характеристики и методы контроля установлены ГОСТами;
детали, узлы, агрегаты;
технологическая оснастка и инструмент, специфические для производства и применения в данной отрасли;
сырье, материалы;
типовые технологические процессы внутриотраслевого применения.
МСТ (PCT бывших союзных республик, кроме стран Балтии) распространяются на все предприятия и организации международного и местного подчинения данной страны (бывшей союзной республики) независимо от их ведомственной подчиненности.
Номенклатура продукции, на которую утверждаются МСТ, согласовывается с Госстандартом России и с соответствующими министерствами.
СТП распространяются только на определенное предприятие. Объектами стандартизации на предприятии могут быть: детали, узлы и агрегаты разрабатываемых или выпускаемых изделий, технологические нормы и требования, типовые технологические процессы, оснастка и инструмент.
Обозначение стандарта состоит из аббревиатуры (ГОСТ, ОСТ, РСТ, СТП), порядкового номера (для СТП — по установленной на предприятии системе обозначений) и двух цифр, соответствующих году утверждения (пересмотра).
Буква Е в конце обозначения указывает, что стандарт устанавливает единые требования на продукцию и для внешнего, и для внутреннего рынка.
В зависимости от содержания предусматриваемых требований различают следующие виды стандартов:
1) стандарты технических условий (устанавливают всесторонние технические требования к продукции при ее изготовлении, поставке и эксплуатации);
2) стандарты параметров — размеров (устанавливают параметры или размерные ряды продукции по основным эксплуатационным характеристикам);
3) стандарты типов и основных параметров (устанавливают джипы продукции по основным параметрам и другим эксплуатационным характеристикам с указанием и более прогрессивных видов продукции);
4) стандарты конструкций и размеров (устанавливают конструктивные исполнения и основные размеры для определенной группы изделий в целях их унификации и обеспечения взаимозаменяемости);
5) стандарты марок (устанавливают номенклатуру марок и химический состав материала);
6) стандарты сортамента (устанавливают геометрические формы, размеры продукции);
7) стандарты технических требований (устанавливают требования к качеству, надежности и долговечности продукции, эстетические требования к ее внешнему виду, определяют гарантийные сроки, сроки службы и комплектность поставки);
8) стандарты правил маркировки, упаковки, транспортирования и хранения;
9) стандарты правил приемки (обеспечивают единство при приемке продукции по качеству и количеству; устанавливают виды и программы испытаний);
10) стандарты методов испытаний (обеспечивают единство оценки показателей качества);
11) стандарты методов и средств поверки мер и измерительных приборов (обеспечивают требуемую точность и единство измерений);
12) стандарты правил эксплуатации и ремонта;
13) стандарты типовых технологических процессов (устанавливают способы и технические средства выполнения и контроля технологических процессов с целью внедрения прогрессивной технологии производства и обеспечения единого уровня качества продукции).
Основные задачи органов и служб системы стандартизации всех уровней устанавливает ГОСТ 1.1 — 68.
Руководство стандартизацией и метрологией в масштабе страны осуществляет Государственный комитет по стандартам (Госстандарт), задачей которого является проведение государственного надзора за внедрением и соблюдением стандартов и технических условий, за состоянием и применением измерительной техники, а также за стандартизацией показателей качества продукции.
8.5. Методы контроля радиоэлектронной аппаратуры в процессе производства
Производство современной радиоэлектронной аппаратуры немыслимо без высококвалифицированного технического контроля. Такому контролю на заводе должны подвергаться как детали и блоки собственного производства, так и детали, поступающие от предприятий смежных отраслей промышленности.
Надежность выпускаемой продукции зависит от средств, методов и систем контроля изделий.
Идеальным контролем является 100%-я проверка всех параметров деталей на всех производственных операциях. Однако в этом случае возникают большие экономические и технические трудности, связанные с необходимостью использования большого числа контролеров и дорогостоящего измерительного оборудования. Поэтому в процессе производства предусматриваются проверка всех покупных изделий на соответствие техническим условиям, межоперационная проверка по технологическим картам и чертежам и проверка готовой продукции (выходной контроль).
При производстве радиоэлектронной аппаратуры применяются следующие виды контроля:
рабочий контроль (РК);
профилактический контроль (ПК);
контроль наладки (КН);
контроль режимов (КР);
выборочный контроль (ВК);
статистический контроль (Ст. К).
Рассмотрим основные виды контроля, проводимого на предприятии.
Рабочий контроль предусматривает проверку качества изготовленной продукции непосредственно у рабочего места (станка, пресса, верстака). Проверка может осуществляться как самим рабочим, так и работником отдела технического контроля (ОТК). Контроль проводится визуально или с помощью инструментов и приспособлений, указанных в технологической карте. Контроль может быть 100%-м или выборочным. В процессе контроля может производиться необходимая наладка оборудования или инструмента. На приемку ОТК должны предъявляться только годные детали и узлы, проверенные самим исполнителем. При забраковке деталей или узлов их возвращают на доработку.
Профилактический контроль предусматривает проверку соблюдения технологического процесса и качества выпускаемой продукции, а также предупреждение массового брака. Необходимость профилактического контроля и выбор его метода определяются результатом предшествующего статистического анализа процесса изготовления аппаратуры. Статистический анализ не только помогает выявить и устранить основные причины, вызывающие появление брака, но и позволяет установить технологические факторы, на которые необходимо обратить особое внимание при проведении профилактического контроля для обеспечения выпуска высококачественной продукции. Этот вид контроля должен осуществляться квалифицированными рабочими, производственными мастерами и технологами, представителями ОТК. Главное внимание технического персонала цеха должно быть направлено на проверку состояния основного оборудования и оснастки, а также на проверку соблюдения технологических режимов. Проверочные замеры производятся точными универсальными и контрольными инструментами, контрольными приспособлениями и приборами.
Все дефекты продукции и средств производства, выявленные при проверке нарушения технологического процесса, оформляются актом проверки и анализируются. По результатам проверки принимаются соответствующие решения и вырабатываются мероприятия по устранению дефектов. При повторных проверках следует обращать внимание на выполнение ранее утвержденных мероприятий. В случае возникновения массового брака, а также при внесении крупных изменений в конструкторскую документацию и технологические процессы проводится внеочередной профилактический контроль. За организацию и проведение профилактического контроля несут ответственность начальники цехов и начальник ОТК завода.
Контроль наладки заключается в опробовании оборудования и проводится при использовании нового оборудования или измерительного комплекса в процессе изготовления изделия. После проведения наладочных работ наладчик обязан изготовить небольшую партию деталей и предъявить их ОТК. Иногда этот вид контроля сочетается с другими видами контроля для повышения качества выпускаемой продукции (например, профилактический контроль, контроль режимов).
Выборочный контроль, а также статистический контроль, как правило, проводятся только при крупносерийном и массовом производстве. При выборочном (или статистическом) контроле по результатам проверки части изделий судят о годности всей предъявляемой продукции. Этот вид контроля осуществляется методами однократной выборки и последовательного анализа.
Метод однократной выборки состоит в следующем. Из партии готовой продукции произвольно извлекается N изделий. В технических условиях на изделие предусматриваются объем выборки N и норма количества годных изделий С общем количестве выборки. В случае, когда из N изделий оказалось Дефектных или не соответствующих техническим условиям, при М > С партия не принимается и бракуется, а при N < С партия признается годной. После испытаний принимается одно из трех решений:
1) принять партию;
2) продолжить контроль (извлечь еще одну или несколько выборок);
3) забраковать всю партию. Забракованная партия может быть подвергнута сплошной проверке или полностью изъята и возвращена исполнителю для разбраковки и исправления.
Главными факторами, определяющими надежность выборочного контроля, являются количество изделий, подлежащих контролю, и условия контроля, на основе которых выносится решение о годности партии. Выборочный контроль регистрируется в картах технологического процесса в виде специальной операции с указанием размеров и параметров, подлежащих проверке, а также средств контроля.
Выборочный контроль не может обеспечить полное исключение случаев пропуска брака.
Полную гарантию качества продукции может дать только сплошной (100%-й) контроль изделий. Выборочный контроль с тщательной и полной проверкой изделий повышает надежность контроля.
При хорошо организованном технологическом процессе выборочный контроль может осуществляться как на промежуточных, так и на окончательных операциях (выходной контроль). Выбор метода выходного контроля определяется характером причин, приводящих к браку, тщательностью проведения мер по профилактике брака и другими причинами.