8.3. Примеры тестовых вопросов по дисциплине «ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ И СИСТЕМЫ В ЛОГИСТИКЕ»
1. В чем отличие основных составляющих информационного процесса — «данных», «информации» и «знаний»: 1.1. они полностью идентичны;
1.2. информация, знания — это первичные сведения, получаемые в результате прямого наблюдения за событием в каком-либо объекте в форме чисел, символов, знаков и слов.
Данные — это сведения, полученные после соответствующей переработки информации, которые раскрывают содержание чисел, символов или слов, описывающих то или иное событие;
1.3. данные — это первичные сведения, получаемые в результате прямого наблюдения за событием в каком-либо объекте в форме чисел, символов, знаков и слов.
Информация — это сведения, полученные после соответствующей переработки данных, которые раскрывают содержание чисел, символов или слов, описывающих то или иное событие.
Знания — это информация, обработанная и воспринятая отдельным индивидуумом;
1.4. данные -это обработанные сведения. Информация и знания не различаются;
1.5. информация — это обработанные сведения. Данные и знания не различаются.
2. В чем суть понятия «информационная логистика»:
2.1. информационная логистика — функциональная подсистема управления производственно-хозяйственной деятельностью организации;
2.2. информационная логистика — наука об управлении информационными потоками логистической организации;
2.3. информационная логистика — наука о реализации методов сбора, обработки, хранения и распределения информации в производственно-хозяйственных системах и их окружении на основе логистических правил (повышения релевантности информации в нужном объеме, в нужное время, в нужном месте и с оптимальными издержками);
2.4. информационная логистика идентична понятию «информатика»;
2.5. суть понятия «информационная логистика» ничем не отличается от понятия «логистика».
3. Что находится в основании пирамиды, демонстрирующей иерархию информационных решений в логистике:
3.1. обслуживание сделок (логистических функций и операций);
3.2. управленческий контроль;
3.3. анализ решений;
3.4. стратегическое планирование;
3.5. ни одно из вышеперечисленных решений.
4. Что находится на самом верхнем уровне пирамиды, демонстрирующей иерархию информационных решений в логистике:
4.1. обслуживание сделок (логистических функций и операций);
4.2. управленческий контроль;
4.3. анализ решений;
4.4. стратегическое планирование;
4.5. ни одно из вышеперечисленных решений.
5. Какие из перечисленных ниже принципов не относятся к принципам формирования логистической информации:
5.1. демократический централизм;
5.2. оперативность реагирования на сбои и отклонения;
5.3. своевременность;
5.4. точность;
5.5. доступность.
6. Как формулируется цель информационной логистики:
6.1. эффективная настройка, поддержка и сопровождение действующей ЛИС;
6.2. обеспечение применения новейших информационных технологий;
6.3. рациональность управления информационным потоком по всей логистической сети на всех иерархических уровнях;
6.4. рациональный выбор системных программных средств;
6.5. рационализация схемы организации сетевого трафика.
7. Какие из перечисленных ниже задач входят в состав основной цели информационной логистики:
7.1.
— эффективная настройка, поддержка и сопровождение действующей ЛИС;
— обеспечение применения новейших информационных технологий;
— рациональность управления информационным потоком по всей логистической сети на всех иерархических уровнях;
7.2.
— рациональный выбор оргтехники;
— рациональный выбор системных программных средств;
— рационализация схемы организации сетевого трафика; 7.3.
— организация эффективного функционирования информационного потока логистической системы;
— рациональное обеспечение организованного информационного потока необходимыми ресурсами (техническиесредства, программные средства, коммуникации, персонал);
— координация и регулирование эффективного функционирования информационного потока;
7.4
— организация эффективного функционирования информационного потока логистической системы;
— рациональный выбор оргтехники;
— рационализация схемы организации сетевого трафика; 7.5.
— обеспечение применения новейших информационных технологий;
— рациональность управления информационным потоком по всей логистической сети на всех иерархических уровнях;
— координация и регулирование эффективного функционирования информационного потока.
8. На какие группы делятся логистические информационные потоки по признаку «общность функционального назначения»:
8.1. цифровые, алфавитные, символические, предметно-визуальные;
8.2. организационные, распорядительные, справочные, аналитические, экономические, научные, технические;
8.3. закупочные, транспортные, складские, производственные, распределительные, сервисные, финансовые;
8.4. входные, выходные, внутренние;
8.5. бумажные, электронные, смешанные.
9. На какие группы делятся логистические информационные потоки по признаку «вид документационного сопровождения»:
9.1. цифровые, алфавитные, символические, предметно-визуальные;
9.2. закупочные, транспортные, складские, производственные, распределительные, сервисные, финансовые;
9.3. организационные, распорядительные, справочные, аналитические, экономические, научные, технические;
9.4. бумажные, электронные, смешанные;
9.5. входные, выходные, внутренние.
10. На какие группы делятся логистические информационные потоки по признаку «индикация»:
10.1. закупочные, транспортные, складские, производственные, распределительные, сервисные, финансовые;
10.2. организационные, распорядительные, справочные, аналитические, экономические, научные, технические;
10.3. цифровые, алфавитные, символические, предметно-визуальные;
10.4. бумажные, электронные, смешанные;
10.5. входные, выходные, внутренние.
И. Какие из перечисленных ниже методов анализа и проектирования информационных потоков входят в группу «методы визуального исследования»:
11.1. метод матричного моделирования, метод транспортного моделирования;
11.2. функционально-операционный анализ, метод семиотического анализа, метод реквизитов, модуль-метод;
11.3. графический метод, методы с использованием теории графов, метод схем информационных связей;
11.4. метод семантического анализа, метод реквизитов, метод прагматического анализа;
11.5. графо-аналитический метод, модуль-метод, метод синтаксического анализа.
12. Какие из перечисленных ниже методов анализа и проектирования информационных потоков входят в группу «аналитические методы»:
12.1. метод матричного моделирования, метод транспортного моделирования;
12.2. графический метод, методы с использованием теории графов, метод схем информационных связей;
12.3. функционально-операционный анализ, метод семиотического анализа, метод реквизитов, модуль-метод;
12.4. метод схем информационных связей, метод семантического анализа, метод реквизитов, метод прагматического анализа;
12.5. графо-аналитический метод, модуль-метод, метод синтаксического анализа, метод описания потоков информации с помощью графов типа «дерево».
13. Какие из перечисленных ниже методов анализа и проектирования информационных потоков входят в группу «имитационные методы»:
13.1. графический метод, методы с использованием теории графов, метод схем информационных связей;
13.2. функционально-операционный анализ, метод семиотического анализа, метод реквизитов, модель-метод;
13.3. метод матричного моделирования, метод транспортного моделирования;
13.4. метод схем информационных связей, метод семантического анализа, метод реквизитов, метод прагматического анализа;
13.5. графо-аналитический метод, модуль-метод, метод синтаксического анализа, метод описания потоков информации с помощью графов типа «дерево».
14. Какой из методов анализа и проектирования информационных потоков характеризуется графическим отображением состава источников и приемников информации и направлением ее дальнейшего использования:
14.1. графический;
14.2. графоаналитический;
14.3. метод схем информационных связей;
14.4. метод синтаксического анализа;
14.5. функционально-операционный анализ.
15. Какие подэтапы входят в состав этапа проектирования логистических информационных потоков:
15.1. анализ ситуации и постановка целей; предварительный проект; окончательный проект;
15.2. анализ вариантов информационного потока; оценка вариантов информационного потока;
15.3. анализ ситуации и постановка целей; анализ вариантов информационного потока; оценка вариантов информационного потока;
15.4. создание необходимых технических и программных предпосылок системы; включение решения по информационному потоку в систему сервера и отдельных рабочих станций; тесты процесса, выявление технических и концептуальных ошибок;
15.5. детальное определение организации процесса; увязка средств обработки с процессом; пределение состава информационных потоков; установление сфер соприкосновения с внешней средой.
16. Какой подход к формированию ЛИС наиболее адекватно отражает ее сущность:
16.1. логистическая информационная система являются частью корпоративной информационной системы;
16.2. логистическая информационная система является более высокой степенью интеграции программных решений и включает в себя корпоративную информационную систему;
16.3. логистическая информационная система является самостоятельной структурой, обособленной от других информационных систем;
16.4. логистическая информационная система являются модулем информационной системы по транспортировке материальных потоков;
16.5. логистическая информационная система являются модулем информационной системы по управлению закупками. '
17. Какое из перечисленных ниже формализованных выражений верно отражает методологический контур ЛИС:
17.1. ЛИС ={SCM [CSRP(ERP*CRM< MRP IPDRP II /MRP*DRP
17.2. ЛИС ={CSRP [SCM (ERP*CRM< MRP IPDRP II /MRP*DRP
17.3. ЛИС ={SCM [FRP (ERP*CRM< MRP IPDRP II /MRP*DRP +CRP/ + CSRP >)]};
17.4. ЛИС ={SCM [MRP II (ERP*CRM< CSRP * DRPII /MRP*DRP +CRP/
17.5. ЛИС ={ ERP [CSRP(SCM* CRM< MRP IFDRP II /MRP*DRP +CRP/ +FRP>)]}.
18. К какой группе программных средств логистики относятся средства управленческого моделирования:
18.1. программные средства общего назначения;
18.2. специализированные программные средства;
18.3. корпоративные информационные системы;
18.4. самостоятельные программные продукты, реализующие отдельные логистические функции;
18.5. программы транспортной логистики.
19. К какой группе программных средств относятся программы транспортной логистики:
19.1. программные средства общего назначения;
19.2. модуль КИС;
19.3. программы складской логистики;
19.4. самостоятельные программные продукты, реализующие отдельные логистические функции;
19.5. программы макрологистики.
20. В чем основное отличие коммуникационных и информационных стандартов системы ЭОД:
20.1. коммуникационные стандарты определяют характеристики приема, преобразования сигнала и скорость передачи данных. Информационные стандарты характеризуют структуру и вид документов, которые должны быть переданы по информационной сети;
20.2. коммуникационные стандарты характеризуют структуру и вид документов, которые должны быть переданы по информационной сети. Информационные стандарты определяют характеристики приема, преобразования сигнала и скорость передачи данных;
20.3. коммуникационные стандарты определяют модемную связь. Информационные стандарты характеризуют беспроводную связь;
- 20.4. нет различия;
20.5. коммуникационные и информационные стандарты являются составной частью документопотока.
21. Какое из приведенных ниже определений характеризует технологию В2С в системе электронного бизнеса:
21.1. взаимодействие компании и конечного потребителя;
21.2. взаимодействие коммерческих и бюджетных (государственных) организаций;
21.3. взаимодействие компаний;
21.4. осуществление электронных платежей в логистическом цикле закупки—производства—реализации;
21.5. осуществление организацией большей части бизнес-функций электронными средствами.
22. Какое из приведенных ниже определений характеризует технологию В2В в системе электронного бизнеса:
22.1. взаимодействие компании и конечного потребителя;
22.2. взаимодействие коммерческих и бюджетных (государственных) организаций;
22.3. взаимодействие компаний;
22.4. осуществление электронных платежей в логистическом цикле закупки—производства—реализации;
22.5. осуществление организацией большей части бизнес-функций электронными средствами.
23. Какое из приведенных ниже определений характеризует технологию B2G в системе электронного бизнеса:
23.1. взаимодействие компании и конечного потребителя;
23.2. взаимодействие коммерческих и бюджетных (государственных) организаций;
23.3. взаимодействие компаний;
23.4. осуществление электронных платежей в логистическом цикле закупки—производства—реализации;
23.5. осуществление организацией большей части бизнес-функций электронными средствами.
9. ЭКОНОМИКО-МАТЕМАТИЧЕСКИЕ МЕТОДЫ И МОДЕЛИ В ЛОГИСТИКЕ
Цель практикума: изучение необходимых для логистического исследования содержательных и формальных редукций рассматриваемых экономико-математических методов и моделей, на основе которых должно произойти формирование твердых теоретических знаний и практических навыков по использованию современных экономико-математических методов и моделей при анализе, расчете и прогнозировании экономических показателей и параметров для выполнения логистических операций.
Программой учебной дисциплины «Экономико-математические методы и модели в логистике» предусмотрены следующие учебные мероприятия текущего и промежуточного контроля знаний студентов.
Комплекс лабораторных работ
Лабораторная работа № 1 — «Экономико-математическое моделирование формирования производственных программ. Локальная и векторная оптимизация» (2 ч).
Лабораторная работа № 2 — «Моделирование формирования рационального варианта загрузки оборудования» (2 ч).
Лабораторная работа № 3 — «Экономико-математическое моделирование формирования рационального варианта подетально-пооперационного плана-графика работы многопредметной партионно-групповой поточной линии» (2 ч).
Лабораторная работа № 4 — «Сравнительный анализ, оценка и выбор рационального экономико-математического метода решения задачи календарного распределения» (2 ч).
Лабораторная работа № 5 — «Расчет временных параметров сетевого графика. Распределение ресурсов в сетевой модели. Оптимизация сетевого графика по ресурсам» (2 ч).
В рабочей учебной программе дисциплины конкретизируется выполнение трех из представленных лабораторных работ.
Деловые игры
Деловая игра № 1 — «Моделирование формирования очередности движения предметов труда на базе применения различных экономико-математических методов» (4 ч).
Деловая игра № 2 — «Разработка управленческих решений по реализации проектов организации» (4 ч).
Деловая игра № 3 — «Имитационное моделирование работы гибкой производственной системы» (4 ч).
В рабочей учебной программе дисциплины конкретизируется выполнение одной из представленных деловых игр.
Домашние задания
Домашнее задание № 1 по теме «Экономико-математические модели и методы, используемые при решении комплекса задач сетевого планирования и управления».
Домашнее задание № 2 по теме «Экономико-математические модели и методы теории расписаний».
Контрольные работы и тестирование по каждому разделу учебной дисциплины
Выполнение домашних заданий, предусмотренных программой учебной дисциплины «Экономико-математические методы и модели в логистике», развивает у студентов аналитическое мышление, прививает навыки выработки наиболее рациональных решений, самостоятельного изучения научной и учебно-методической литературы по экономико-математическому моделированию логистических процессов, учит применять экономико-математические модели и методы в реальной экономической, управленческой практике и в логистических исследованиях.
«ЭКОНОМИКО-МАТЕМАТИЧЕСКИЕ МОДЕЛИ И МЕТОДЫ, ИСПОЛЬЗУЕМЫЕ ПРИ РЕШЕНИИ КОМПЛЕКСА ЗАДАЧ СЕТЕВОГО ПЛАНИРОВАНИЯ И УПРАВЛЕНИЯ»
Исходные данные
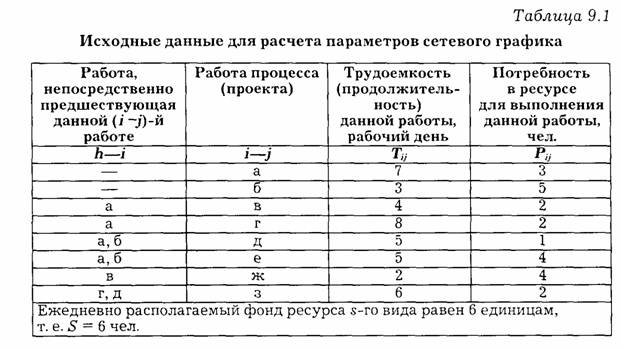
Используя исходные данные, представленные в табл. 9.1, выполнить следующие виды работ:
1. Построить сетевой граф, пронумеровать события и закодировать работы сетевого графика.
2. Рассчитать временные параметры сетевого графика на графе и в табличной форме.
3. Выполнить привязку сетевого графика к календарю.
4. Распределить ресурсы в сетевой модели и сформировать расписание выполнения работ сетевого графика, а также построить график загрузки (использования) ресурсов.
5. Оценить эффективность полученных решений.
Методические рекомендации к выполнению домашнего задания
В отечественной практике задачи согласования как класс задач исследования операций имеют специальное название — сетевое планирование и управление (СПУ), определяющее методы представления и решения указанных задач (методы СПУ).
В этих задачах исследуются процессы, состоящие из комплекса взаимосвязанных работ (операций, событий, экспериментов и т. п.), четко разграниченных по продолжительности выполнения, по ресурсам, затрачиваемым на работы, а также по месту выполнения с целью оценки ожидаемого развития процесса во времени и выявления работ, наиболее важных с точки зрения сроков завершения всего процесса в целом. В ряде случаев решаются также задачи учета используемых ресурсов и сокращения стоимости работ.
По способу оценки времени выполнения работ (операций) задачи согласования делятся на детерминированные и вероятностные (стохастические). Если продолжительность работы предполагается точно известной и неизменной, то имеем детерминированную задачу согласования, в противоположном случае — вероятностную. В детерминированных задачах не учитываются случайные изменения продолжительности работы, которые могут оказывать существенное влияние на срок завершения всего процесса в целом.
Отображение процесса разработки, принятия и реализации управленческого решения; экономического процесса; строительства большого объекта; процесса разработки сложной научной проблемы, элементов экономической системы, экономического проекта; процесса выполнения задания (проекта) и т. д. в виде сетевых графов — достаточно распространенный прием моделирования систем такого рода.
Сетевое моделирование является одним из наиболее мощных методов графического моделирования организационных и технологических процессов. Сетевая модель изображается в виде графа, которым может быть представлен любой комплекс взаимосвязанных работ: научных, конструкторских, управленческих и т. д.
Модели СПУ разрабатываются как модели параллельно-последовательного принятия решений, в которых в момент принятия очередного решения используются не только плановые данные, но и сведения о фактическом состоянии управляемых процессов (объектов). Это обусловлено необходимостью многократного принятия решений в меняющихся условиях, что является отличительной чертой задач, реализуемых с помощью методов СПУ.
Методы сетевого планирования и управления представляют собой один из разделов теории управления большими системами и предназначены для планирования и управления производственно-экономическими системами. Планирование и реализация функции управления осуществляются с помощью сетевых моделей, которые являются одним из классов экономико-математических моделей.
Методы СПУ позволяют формировать оптимальные по выбранным критериям планы и осуществлять оптимальное управление.
В данном учебнике углубляется теоретико-практический аспект применения аппарата экономико-математического моделирования на сетевых графах.
Данная глава содержит компактное изложение основных вопросов, относящихся к построению и анализу детерминированных сетевых моделей.
Основные понятия сетевых графов,
графиков и моделей в терминах работ и событий
Поясним основные расчетные процедуры и понятия сетевых графов, графиков и моделей в терминах работ и событий.
Сетевой граф по внешнему виду есть конечный ориентированный граф без контуров, вершины которого отображают события, а дуги — элементарные операции, или работы. Сетевой граф не обладает размерностью, он только отражает технологический процесс достижения промежуточных и конечной целей.
Сетевой график — это формальное отображение комплекса взаимосвязанных работ ориентированным конечным связанным сетевым графом (отображающим отношения предшествования), на котором заданы количественные параметры (прежде всего временные параметры).
Сетевой график (СГ) дает наглядную и понятную картину последовательности выполнения работ по реализации проекта (комплекса работ). Помимо того что такие графики показывают начало и окончание каждой работы (операции), они четко указывают на очередность выполнения работ (операций), а также показывают резервы времени, которыми обладают работы, не лежащие на критическом пути. На нем наглядно видны последствия запаздывания в выполнении любой работы с точки зрения времени реализации всего комплекса работ (проекта). Таким образом, СГ представляет цепи работ (операций) и событий, отражая их технологическую последовательность и связь в процессе достижения промежуточных и конечной цели.
Сетевая модель — это полная графическая модель комплекса работ, направленных на достижение конечной цели (выполнение единого задания, проекта), в которой определяются логическая взаимосвязь событий (подцелей), последовательность работ (операций) и взаимосвязи между ними во времени, а также вся совокупность количественных параметров.
Сетевые модели позволяют наглядно устанавливать взаимосвязи работ и событий, анализировать состояние процесса в каждый заданный момент времени и оптимизировать комплекс работ, т. е. дают возможность получать комплексные оценки отображаемых ими систем (объектов планирования и управления), раскрывая механизм их работы. Анализируя сетевые модели и экспериментируя с ними, обычно удается определить, как влияют изменения в рассматриваемой системе на конечный результат ее функционирования (в том числе с целью прогнозирования, планирования поведения системы и разработки, принятия адекватных эффективных управленческих решений). Последнее особенно важно, поскольку исключает необходимость проведения эксперимента на самой системе, что либо вообще невозможно, либо сопряжено с чрезмерными затратами.
Сетевая модель может быть представлена в виде формализованных зависимостей, в табличном виде или в виде сетевого графика, т. е. схемы, на которой в строго определенном порядке отображен весь комплекс процедур (работ, операций), обеспечивающих достижение конечной цели, с соответствующими количественными и качественными характеристиками.
Сетевые модели разделяются (классифицируются) по характеру и количеству поставленных целей на одноцелевые и многоцелевые, по степени определенности тех или иных параметров — на детерминированные и стохастические (вероятностные), по количеству учитываемых критериев оптимальности — на однокритериальные и многокритериальные, по виду управляемых ресурсов — на временные, стоимостные и ресурсные (материальные), по количеству сетей, из которых строятся модели, — на односетевые и многосетевые, по степени огрубления структуры объекта исследования — на детализированные и агрегированные, по характеру функционирования — на модели единичного и постоянного действия, по степени формализации и автоматизации — на неавтоматизированные и автоматизированные, по типу объединения работ — на построенные по схеме «И», по схеме «ИЛИ» и на комбинированные — по схеме «И-ИЛИ».
Основными элементами сетевого графика являются работа (изображается стрелкой — квазивектором), событие (изображается кружком) и путь.
Работа — это любой трудовой процесс, характеризующийся затратами времени и ресурсов (например, сборка узла, изготовление детали, проектирование машины, какого-либо из ее узлов, разработка плана производства и т. п.) или только времени — старение, т. е. процесс или действие, которое нужно совершить, чтобы перейти от одного события к другому. Работа на графике изображается сплошной линией со стрелкой (→). К этому понятию Примыкает понятие «зависимость» или «фиктивная работа». Оно выражает только связь, зависимость отдельных работ и характеризует тот случай, когда для начала данной работы требуется завершение одной или нескольких работ (непосредственно предшествующих данной), причем эту связь работ нельзя выразить ни через временные, ни через какие-либо другие ресурсные затраты, так как этих затрат нет. На графике эта связь изображается пунктирной линией со стрелкой (--→). Фиктивная работа представляет собой логическую связь между событиями и показывает зависимость начала выполнения какой-либо работы или совокупности работ от результатов выполнения другой или других и выполняется мгновенно.
Событие — это промежуточный или окончательный результат выполнения одной или нескольких работ или всего комплекса работ. В первом случае такое событие представляет собой результат, необходимый для начала каких-либо других работ; во втором случае момент наступления события будет характеризовать достижение промежуточной цели; в последнем — момент наступления события будет характеризовать достижение конечной цели. Если событие является результатом выполнения нескольких работ, то оно считается свершившимся только при завершении всех этих работ. События в сети совершаются мгновенно без затрат времени и ресурсов, на графике они отображаются окружностями. Таким образом, событие — это фиксированный момент времени, который представляет собой одновременно окончание предыдущей работы (работ), т. е. ее результат (исключение — исходное событие СГ) и начало непосредственно следующей работы или последующих работ (исключение — завершающее событие СГ). События могут быть пронумерованы, номер события проставляется внутри окружности.
Для формирования сетевого графа большое значение имеет определение взаимосвязей работ и событий, в частности установление их непосредственного предшествования и непосредственного следования. Так, работами, непосредственно предшествующими данной, являются работы, входящие в событие, из которого выходит данная работа. При этом начальное (исходное) событие сетевого графа не имеет входящих в него работ, поэтому работы, выходящие из этого события, не имеют непосредственно предшествующих. Непосредственно следующие за данной или данными работами называются работы, выходящие из события, в которое входят рассматриваемые работы. Для начала непосредственно следующей работы необходимо завершение всех непосредственно предшествующих. Из конечного (завершающего) события сетевого графа не выходит ни одна работа, поэтому у работ, входящих в это событие, не будет ни одной непосредственно следующей работы.
Путь — это набор (последовательность) работ, выполняемых непрерывно в строгой последовательности от начального (исходного) события до любого промежуточного или конечного (завершающего) события (полный путь). Длина пути определяется суммой продолжительностей лежащих на нем работ. В зависимости от того, какое из событий сетевого графа является начальным (исходное или промежуточное) и какое из событий является последним (промежуточное или завершающее) в рассматриваемом пути, различают укороченный или полный путь. Путь от начального (исходного) до конечного (завершающего) события СГ называется полным. Путь от исходного события до данного называется предшествующим данному событию, а от данного события до завершающего называется последующим за данным событием. Наиболее продолжительный из всех полных путей сетевого графа называется критическим, а лежащие на нем работы — критическими. Эти работы определяют потенциально узкие места. Сетевой граф в зависимости от его топологии может иметь несколько критических путей.
Продолжительность критического пути характеризует минимально возможное время выполнения всего комплекса работ.
При построении сетевых графиков необходимо соблюдать определенные правила. Основными из них являются: простая, по возможности, форма представления, в частности исключение или
минимизация пересечений работ; необходимость однозначного определения каждой работы одной парой событий — начальным и конечным; сетевой граф может иметь только одно исходное и одно завершающее события; запрещение зацикливания работ и т. д.
Код работы определяется как номер ее начального и номер ее конечного события. Номер начального события работы должен быть меньше номера ее конечного события.
Для правильной нумерации событий сетевого графа и соответственно кодировки его работ можно использовать следующий алгоритм.
1 шаг. Просматривается весь сетевой граф и выбирается событие, в которое не входит ни одна работа. Следовательно, это событие является исходным событием сетевого графа и ему присваивается номер 1.
2 шаг. Исключаются из дальнейшего рассмотрения работы, которые выходят из пронумерованного события.
3 шаг. Просматривается оставшаяся часть сетевого графа и выбирается событие, в которое не входит ни одна из оставшихся работ. Этому событию сетевого графа присваивается следующий по порядку номер из натурального ряда чисел. Если таких событий окажется два или более, то выбирается любое из них, например расположенное левее (или выше).
4 шаг. Если остались непронумерованные события сетевого графа, то перейти к шагу 2, иначе процедура нумерации закончена.
Сетевое планирование и управление — система, применяемая в управлении крупными комплексами работ (процессами создания (проектирования, строительства) любых систем — управление проектами; научно-техническими разработками и другими комплексами работ), основанная на использовании сетевых графиков и компьютеров (современных телекоммуникационных, компьютерных информационных технологий и систем); графо-аналитический метод планирования и управления.
Под системой сетевого планирования и управления следует понимать комплекс экономико-математических моделей и методов, технических и программных средств, организационных мероприятий, предназначенных для повышения эффективности планирования и управления производственно-экономическими системами.
Комплекс задач сетевого планирования и управления включает в себя следующие подкомплексы задач:
— построение сетевого графа, нумерация событий и кодировка его работ;
— расчет временных параметров сетевого графика;
— установление возможности выполнения задания (проекта) в определенный срок, т. е. оценка реализуемости проекта в течение фиксированного отрезка времени (директивный срок);
— оптимизация сетевого графика по временным параметрам;
— оптимизация сетевого графика по стоимости работ;
— оптимизация сетевого графика по ресурсам;
— привязка сетевого графика к календарю;
— формирование расписаний выполнения работ сетевого графика (рассматриваемого комплекса работ — проекта);
— формирование графиков загрузки ресурсов для рассматриваемого комплекса работ (проекта);
— анализ состояния процесса в каждый заданный момент времени;
— другие задачи.
Построение сетевых моделей и расчет их основных параметров
Построение сетевой модели предусматривает выполнение следующих четырех этапов:
— определение целей и ограничений проекта. Цели и ограничения проекта обычно связаны с тремя сторонами реализации проекта (продолжительностью, стоимостью и качеством), а также наличием производственных ресурсов и другими особыми моментами;
— определение перечня (совокупности) работ, входящих в проект, и оценка (прогнозирование, расчет) длительности каждой работы (операции);
— установление и анализ отношений очередности работ и формирование сетевого графа, отражающего эти отношения;
— построение календарного сетевого графика на основе полученного сетевого графа, оценок продолжительности работ, расчета временных параметров и привязки сетевого графика к календарю.
Экономико-математическая модель задачи СПУ имеет следующий вид.



3. Критерии оптимальности.
При формировании рационального варианта расписания выполнения работ сетевого графика в качестве критерия оптимальности может быть выбран один из приведенных ниже. Для одноресурсной модели в математически формализованном виде их можно записать следующим образом.
3.1. Минимизация общего времени выполнения всего комплекса работ:

3.4. Минимизация потребности в ресурсах (потребности в располагаемом фонде ресурса s-гo вида) при соблюдении директивного срока выполнения всего комплекса работ:

4. Ограничительные условия.
Для выполнения данной работы необходимыми условиями являются:
— завершение выполнения всех работ, непосредственно предшествующих данной, т. е.

— наличие в каждый k-й момент времени (Тk) для выполняемых работ требуемого количества ресурсов всех видов, а следовательно, в каждый k-й момент времени суммарный расход ресурса s-гo вида не может превысить некоторой заданной величины Sk, т. е.

Количество работ рассматриваемого комплекса может быть любым (т. е. нет ограничения на количество работ сетевого графика).
На рис. 9.1 представлен сетевой график, построенный по исходным данным табл. 9.1.
На рис. 9.2 представлена схема отображения значений параметров непосредственно на сетевом графике.
Схема очередности (по этапам) расчетов временных параметров сетевого графика представлена на рис. 9.3.
Из схемы следует, что сначала рассчитываются для каждой работы сетевого графика пара ранних временных параметров (сначала раннее начало, а затем раннее окончание) в очередности от первой работы к последней (от работ с меньшим кодом к работам с большим кодом, а на графике — соответственно слева направо). Далее определяется величина (длина) критического пути. Затем рассчитываются для каждой работы пара поздних временных параметров (сначала позднее окончание, а затем позднее начало) в очередности от последней работы к первой (от работ с большим кодом к работам с меньшим кодом, а на графике — соответственно справа налево). После этого можно рассчитать в любой очередности частный резерв времени первого и второго вида, полный резерв времени для каждой работы сетевого графика.

В табл. 9.2 представлены результаты расчета временных параметров сетевого графика (в табличной форме) для рассматриваемого примера (см. табл. 9.1, рис. 9.1).
При анализе полученных результатов расчета временных параметров сетевого графика длина критического пути сравнивается с директивным сроком выполнения всего комплекса работ данного сетевого графика. При этом оцениваются резервы времени работ
с целью последующей оптимизации сетевого графика по критерию минимизации времени выполнения всего комплекса работ.

Выполним краткий анализ сетевого графика (см. табл. 9.2, рис. 9.1).
Сетевой график (см. рис. 9.1) содержит шесть полных путей, один из которых критический. Критическим (наиболее продолжительным) является путь: 1—2, 2—5, 5—6. Его продолжительность равна 21 дню (7 + 8 + 6). Задержка при выполнении любой работы на критическом пути (на рисунке выделен жирной линией) приведет к нарушению срока наступления соответствующего события критического пути и, следовательно, к срыву всего комплекса работ. Остальные пять полных путей короче критического и поэтому имеют некоторый резерв времени, например путь 1—2, 2—3, 3—6 имеет резерв в 8 дней (38%), путь 1—4, 4—6 имеет резерв в 9 дней (43%). Следовательно, напряженность последнего пути равна 0,57, что означает допустимость задержки при выполнении работ 1—4 и 4—6, принадлежащих данному пути, в сумме не более чем на 9 дней. Но поскольку работа 1—4 принадлежит также другому полному пути (1—4, 4—5, 5—6) с продолжительностью 14 дней, который обладает резервом времени в 7 дней (21-14 = 7), то можно допустить задержку в выполнении работы 1—4 не более чем на 7 дней, иначе не удастся выполнить весь комплекс работ за 21 день.
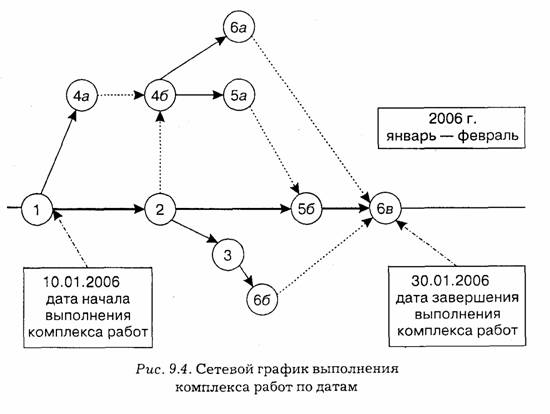
Привязка сетевого графика к календарю
Привязка сетевого графика к календарю осуществляется следующим образом. Отображается временная ось с календарными Датами (ось абсцисс). На ней с плановой даты начала выполнения комплекса работ последовательно изображаются работы критического пути. Затем, начиная с работ, имеющих меньший код, пристраиваются все остальные работы, не лежащие на критическом пути. Они изображаются выше или ниже временной оси в виде квазивекторов, проекция которых на временную ось должна быть равна трудоемкости (длине) данной работы.
Фиктивная работа (или зависимость) изображается пунктирной стрелкой, расположенной перпендикулярно к оси времени, так как ее трудоемкость равна нулю.
При появлении двух и более событий, имеющих одинаковый номер и расположенных на одной вертикали (т. е. события свершаются в один и тот же день), их следует объединить.
При появлении двух и более событий, имеющих одинаковый номер и расположенных не на одной вертикали, они соединяются пунктирной стрелкой и нумеруются слева направо путем добавления еще одного символа (например, 6а, 6б, бв или 6.1, 6.2, 6.3). Эти соединительные пунктирные стрелки характеризуют частный резерв времени второго вида соответствующей работы.
На рис. 9.4 выполнена привязка сетевого графика к календарю (см. табл. 9.2).
При формировании оптимального (рационального) варианта расписания выполнения работ с учетом ресурсов, распределенных во времени, в качестве критерия оптимальности могут быть выбраны следующие:
1) минимизация общего времени выполнения всего комплекса работ при соблюдении ограничений на ресурсы;
2) максимизация загрузки ресурсов;
3) равномерность загрузки (использования) ресурсов;
4) минимизация потребления ресурсов при соблюдении директивного срока выполнения всего комплекса работ;
5) непрерывность использования ресурсов;
6) минимизация отклонений от заданных сроков наступления целевых событий при соблюдении ограничений на ресурсы;
7) минимизация дополнительных или простаивающих (пролеживающих) ресурсов при соблюдении директивного срока выполнения всего комплекса работ и др.
Решение данной задачи требует учета в каждый момент времени достаточности объемов ресурсов различных видов. В качестве таких ресурсов могут выступать трудовые ресурсы — численность сотрудников (работников) в структурных подразделениях организации (предприятия), выполняющих определенные работы; финансовые ресурсы; материальные и другие виды ресурсов.
Дадим краткую постановку задачи формирования расписания выполнения комплекса работ, заданного сетевым графиком, с учетом ограничений по ресурсам, распределенным во времени (т. е. не-складируемые ресурсы).
Пусть для выполнения каждой (i-j)-й работы некоторого комплекса, представленного сетевым графиком (например, см. рис. 9.1), требуется Pijs единиц ресурса s-гo вида. Известно, что в каждый k-й момент времени (Tk) суммарный расход ресурса не может превысить некоторой заданной величины Sk (располагаемый фонд ресурса s-ro вида в k-й момент времени), т. е.
В рассматриваемом примере (для одноресурсной модели) располагаемый фонд ресурса (трудовые ресурсы — число специалистов) является величиной постоянной в течение всего планового периода времени, т. е.

Все работы рассматриваемого комплекса выполняются непрерывно (не допускается прерывать выполнение уже начатой работы) и обладают одинаковым приоритетом, т. е. на процесс выполнения работ, для которых уже выполнены предшествующие им работы (на момент времени их начала Т нач.ij и окончания Т ок.ij), никаких ограничений не накладывается.
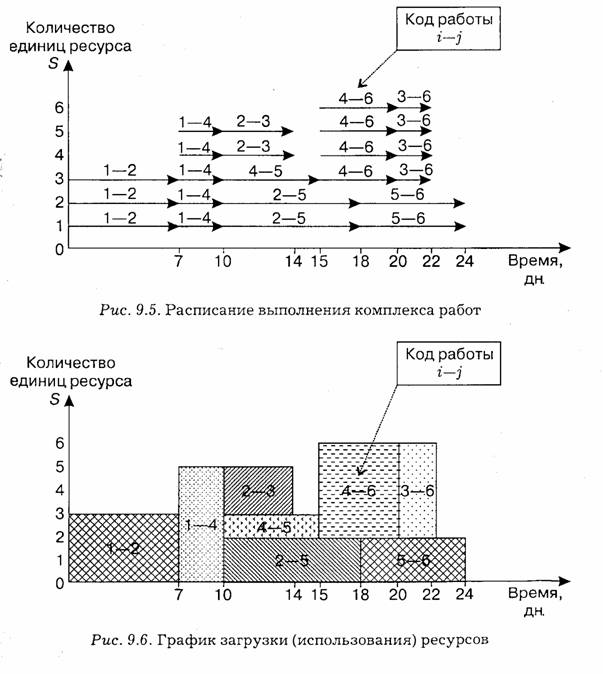
Необходимо сформировать оптимальный (рациональный) вариант расписания выполнения работ рассматриваемого комплекса (обеспечивающее минимальное время выполнения всего комплекса работ Т → min) и график загрузки (использования) ресурсов (для нашего примера соответственно рис. 9.5 и рис. 9.6).
Потребность в ресурсах для выполнения работ рассматриваемого комплекса и ежедневно располагаемый фонд ресурса представлены в табл. 1.
Возможна постановка обратной задачи.
Пусть для выполнения каждой (i—j)-u работы некоторого комплекса, представленного сетевым графиком, требуется Pijs единиц ресурса s-гo вида. Весь комплекс работ необходимо завершить к моменту времени Т.
Необходимо сформировать оптимальный (рациональный) вариант расписания выполнения работ рассматриваемого комплекса и график загрузки ресурсов, обеспечивающие минимальный объем ресурсов, требуемый для выполнения всего комплекса работ в установленный срок. Для одноресурсной модели критерий оптимальности можно математически выразить следующим образом:

Для одноресурсной модели может быть использован также и другой критерий — обеспечение наиболее равномерного потребления ресурсов в течение всего планового периода. Хотя критерий равномерности необязателен, например в строительстве используется параболическая загрузка ресурсов. Таким образом, в общем случае потребление ресурсов в течение планового периода может быть задано некоторой функцией от времени и необходимо обеспечить минимальное суммарное отклонение от заданной функции использования ресурсов во времени.
Необходимо отметить, что приведенные постановки задач распределения ресурсов можно усложнять в зависимости от реальной ситуации и целей планирования. Например, разрешая прерывать выполнение уже начатой работы или устанавливая приоритетность работ, в том числе обусловленную использованием дефицитного вида ресурса. Очевидно, что для многоресурсных моделей постановка и поиск решения задачи значительно усложняются по сравнению с одноресурсными.
Фрагмент экономико-математической модели для рассматриваемой прямой постановки задачи представлен ниже:
Рассматриваемая задача является многовариантной оптимизационной. Оптимальное решение можно найти путем полного перебора всех вариантов или используя специальные точные экономико-математические методы (математического программирования), но для реальных производственных условий, а следовательно, задач реальной размерности эти методы, даже при использовании современной вычислительной техники, малопригодны.
Отметим, что в ряде частных случаев удается свести рассматриваемую задачу к виду, достаточно простому для ее решения, методами линейного программирования, а поскольку в настоящее время создан весьма мощный аппарат линейного программирования, то на современной вычислительной технике решение таких задач (большой и сверхбольшой размерности) не составляет особого труда.
Для решения поставленной задачи чаще всего используются эвристические методы, в частности методы, основанные на выборе и реализации эвристических правил (правил предпочтения).
В общем случае нет универсальных эвристических правил, пригодных для решения всех задач рассматриваемого класса для различных критериев оптимальности и ограничительных условий, учитывающих все многообразие (различие) производственных условий. В каждой конкретной задаче для получения рационального расписания выполнения работ некоторого комплекса в соответствии с выбранными критерием оптимальности и ограничительными условиями может быть использовано одно или несколько (совокупность) эвристических правил.
Совокупность эвристических правил формируется для того, чтобы в любой момент времени (при наличии минимально необходимого — достаточного количества ресурсов) можно было выбрать хотя бы одну работу из множества работ {Ak}, ожидающих выполнения в k-й момент времени, и выбор был однозначным. Поэтому, как правило, последним в совокупности правил предпочтения используется выбор по минимальному коду работы.
Обычно все эвристические правила делят на две группы:
— правила, зависящие лишь от работ, участвующих в конфликтной ситуации (работы, которые могут быть назначены для выполнения в данный момент времени);
— правила, зависящие не только от работ, участвующих в конфликтной ситуации, но и от работ, которые должны быть выполнены в дальнейшем.
Можно предложить некоторые из наиболее употребительных правил предпочтения (выбора, назначения) работ (i—j).


10. Правило случайного назначения работ.
11. Рандомизированные (комбинированные) правила предпочтения и другие правила.
В рассматриваемом примере (см. табл. 9.1, 9.2) для формирования оптимального (рационального) варианта расписания выполнения комплекса работ, заданного сетевым графиком (см. рис. 9.1), с учетом ограничений по ресурсам, распределенным во времени (т. е. нескладируемые ресурсы), выбрана следующая совокупность эвристических правил предпочтения:
1) правило наибольшего доступа;
2) правило критической работы;
3) правило наиболее трудоемкой работы;
4) правило минимального кода работы.
Расписание выполнения комплекса работ и график загрузки ресурсов, построенные "с использованием данной совокупности эвристических правил предпочтения для рассматриваемого примера, представлены соответственно на рис. 5 и рис. 6.
Для рассматриваемого примера получено оптимальное решение (24 дня), так как общее время выполнения комплекса работ лишь на 3 дня больше длины критического пути, а в эти 3 дня выполняется работа «1—4» (работа «Б»), которая не может быть за параллелена (выполняться одновременно) с работами критического пути ввиду ограничения по ресурсам:

Поскольку при использовании различных совокупностей (наборов) правил или отдельных правил предпочтения получаются неравнозначные с точки зрения выбранного критерия расписания выполнения комплекса работ и графики загрузки ресурсов, то применительно к конкретным производственным условиям необходимо оценить эффективность тех или иных правил предпочтения, т. е. выяснить близость полученных расписаний и графиков к оптимальному варианту.
При оценке эффективности правил предпочтения можно воспользоваться, например, следующими методами.
1. Решение тестовых задач. В качестве тестовых выбираются задачи, достаточно близкие к данным производственным условиям и решенные каким-либо точным методом.
Недостатком этого метода является то, что задачи, решаемые точными методами, имеют небольшую размерность и количество этих задач невелико. Поэтому выбор правил предпочтения может оказаться недостаточно обоснованным.
2. Метод сравнения экспериментов. Он основан на моделировании конкретных производственных условий и позволяет определить в соответствии с выбранным критерием наилучшее правило или совокупность правил предпочтения (имитационный метод).
Варианты исходных данных для домашнего задания
Используя исходные данные, представленные в табл. 9.3, выполнить следующие виды работ.
1. Построить сетевой граф, пронумеровать события и закодировать работы сетевого графика.
2. Рассчитать временные параметры сетевого графика на графе и в табличной форме.
3. Выполнить привязку сетевого графика к календарю.
4. Распределить ресурсы в сетевой модели и сформировать расписание выполнения работ сетевого графика, а также построить график загрузки (использования) ресурсов.
5. Оценить эффективность полученных решений.



9.2. Домашнее задание по теме «ЭКОНОМИКО-МАТЕМАТИЧЕСКИЕ МОДЕЛИ И МЕТОДЫ ТЕОРИИ РАСПИСАНИЙ»
Исходные данные
Задание А
Используя исходные данные, представленные в табл. 9.4, выполнить следующие виды работ.
1. Изобразить графически процесс обработки деталей на двух станках для следующей произвольно выбранной очередности запуска деталей в обработку: А→Б→В→Г→Д→Е. Определить длительность совокупного производственного цикла, время простоя станков и время пролеживания деталей.
2. Решить задачу Джонсона для частного варианта ее постановки, когда число станков п = 2.
3. Изобразить графически расписание работы технологической линии для найденной оптимальной очередности запуска деталей в обработку. Определить суммарное время простоя каждого станка и суммарное время пролеживания деталей перед каждым станком.
4. Рассчитать длительность совокупного производственного цикла для найденной оптимальной очередности запуска деталей в обработку и сравнить ее с величиной, полученной графическим способом.
5. Доказать оптимальность полученного решения.
6. Оценить эффективность полученного решения.
7. Сформировать экономико-математические модели задачи Джонсона для ее частной и общей постановки.

Задание Б
Используя исходные данные, представленные в табл. 9.5, выполнить следующие виды работ.
1. Изобразить графически процесс обработки партий деталей на поточной линии для следующей произвольно выбранной очередности запуска партий деталей в обработку: А→Б→В→Г→Д. Определить длительность совокупного производственного цикла, время простоя станков и время пролеживания деталей.
2. Сформировать экономико-математическую модель задачи определения очередности запуска партий деталей в обработку для параллельно-последовательного вида движения предметов труда.
3. Выбрать экономико-математический метод решения рассматриваемой задачи.
4. Решить задачу, используя алгоритм выбранного экономико-математического метода.
5. Изобразить графически расписание работы технологической линии для найденной очередности запуска партий деталей в обработку. Определить суммарное время простоя каждого станка и суммарное время пролеживания партий деталей перед каждым станком.
6. Рассчитать длительность совокупного производственного цикла тремя способами для найденной очередности запуска партий деталей в обработку и сравнить ее с величиной, полученной графическим способом.
7. Проанализировать полученное решение на оптимальность.
8. Оценить эффективность полученного решения.

Методические рекомендации к выполнению домашнего задания
Задачей теории расписаний в общем виде является распределение операций как во времени, так и в пространстве — по ограниченному множеству станков, на которых возможно их выполнение.
«Эталонной» задачей теории расписаний является проблема составления расписания работы технологической линии, известная в литературе под названием задачи Джонсона, по имени С. М. Джонсона, получившего основные аналитические результаты для простейших ситуаций (вариантов) — частных постановок этой задачи.
Проблемы теории расписаний с вычислительной точки зрения отличаются большой сложностью. Для того чтобы разобраться в возникающих трудностях и наметить возможные общие подходы, целесообразно первоначально рассмотреть некоторые простейшие задачи, не лишенные вместе с тем прикладного значения.
А. Постановка детерминированной задачи упорядочения, построение и исследование соответствующей математической модели
Начнем с рассмотрения простейших формализованных ситуаций и математических моделей, постепенно учитывая те особенности, которые характерны для решения реальных практических задач теории расписаний.
Сложность проблем теории расписаний продемонстрируем на примере решения задачи о составлении расписания работы технологической линии (задача Джонсона).
Традиционная постановка задачи Джонсона состоит в следующем: требуется выбрать порядок обработки деталей (изделий), сформировать (составить) расписание работы технологической линии, обеспечивающее минимальное суммарное время выполнения всего задания, а именно за минимальное время осуществить обработку группы из т деталей, каждая из которых должна последовательно пройти обработку на каждом из п станков, образующих технологическую линию. Предполагается заданным tij — время обработки i-й детали (I = 1, ..., т) на j-ом станке (j = 1, ..., п).
Основными ограничениями задачи являются:
1) время перехода (передачи) деталей от одного станка к другому (с одной технологической операции на другую) незначительно, и им можно пренебречь;
2) каждая деталь обрабатывается в строго определенном технологическом порядке;
3) каждое обслуживание (обработка каждой детали на каждом станке) не может начинаться до тех пор, пока соответствующий станок (требуемый для обслуживания) еще занят обработкой предыдущей детали, т. е. занят выполнением технологической операции над деталью предыдущей в очереди подач (запуска в обработку);
4) каждое обслуживание (обработка каждой детали на каждом станке) должно быть полностью завершено прежде, чем начнется следующее (обработка соответствующей детали — выполнение технологической операции на следующем станке технологической линии), т. е. строгое соблюдение последовательного вида движения каждого предмета труда.
Рассматриваемая задача — одна из типичных задач оперативно-календарного планирования для машиностроительных предприятий мелкосерийного и единичного производства.
Если в группе детали различны, то, очевидно, общее время обработки всех деталей данной группы зависит от порядка, в котором детали запускаются на обработку.
По математической постановке она представляет собой комбинаторную задачу на перестановки и поэтому возможно построение оптимального графика в результате полного перебора всех вариантов. Следовательно, для выявления оптимальной последовательности запуска деталей на обработку, вообще говоря, требуется полный перебор всех возможных вариантов. Однако получение решения путем прямого перебора всех возможных вариантов и с помощью компьютера становится невозможным даже при сравнительно малом числе данных (деталей, операций, станков). Это обусловлено тем, что даже если ограничиться ситуациями, когда порядок запуска на первый станок сохраняется и в дальнейшем, при поступлении деталей на последующие станки общее число вариантов будет равно ml.
Неоспоримое и неоценимое значение метода полного перебора заключается в том, что он принципиально всегда «под рукой». Для конечных множеств допустимых решений, в частности для задачи Джонсона, это означает, следовательно, что существует конечный алгоритм решения задачи, т. е. задача разрешима за конечное время. Проблема, правда, заключается в том, что для метода полного перебора это «конечное» время оказывается неприемлемо большим уже даже в простых ситуациях.
Так, если предположить, что в задаче поиска оптимальной очередности, в случае всего 10 деталей, затрачивается всего лишь одна минута на построение каждого варианта расписания и вычисление соответствующего ему значения функции-критерия (критерия оптимальности). Тогда нетрудно подсчитать, что при использовании метода полного перебора (число вариантов равно 10!, т. е. 3 628 800 вариантов) и даже при 24-часовом рабочем дне эту задачу пришлось бы решать... почти семь лет. В случае же 20 деталей (число вариантов равно 20!, т. е. 2,433 ∙ 1018 вариантов) даже с помощью современных, быстродействующих компьютеров такая задача методом полного перебора решалась бы более 77 тысяч лет!
Если же детали различны и порядок запуска на первый станок может не сохраняться в дальнейшем, при поступлении деталей на последующие станки, то, очевидно, общее время обработки всех деталей рассматриваемой группы зависит от порядка, в котором детали запускаются на обработку на каждый станок. Следовательно, общее число возможных вариантов возрастет до огромного числа (m!)n.
Решение подобных комбинаторных задач «в лоб» при большом числе различных деталей (для реальных практических задач) оказывается недоступным даже для самых мощных компьютеров.
Следовательно, чтобы разработать метод точного решения такого рода задач, необходимо предложить что-то лучшее, чем примитивный перебор всех возможных вариантов порядка (очередности) запуска.
С. Джонсоном (S. Joynson) данная задача была решена для двух и трех станков (операций) и произвольного числа деталей, обрабатываемых строго последовательно на этих станках (т. е. каждая деталь сначала проходит обработку на первом станке, затем на втором и на третьем). Уже в случае трех станков решение получается сложным, а распространение этого метода (алгоритма Джонсона) на случай четырех и более станков невозможно.
Рассматриваемую задачу, безусловно, можно свести к задаче линейного программирования, но число переменных и число ограничений настолько велико, что решение задачи этим методом невозможно даже с помощью современных компьютеров. Поэтому для решения практических задач оперативно-календарного планирования предлагаются эвристические методы.
Оставив пока в стороне вопрос об общих приемах сокращения объема перебора вариантов порядка (очередности) запуска, рассмотрим частный вариант постановки задачи Джонсона, когда число станков п = 2. В этом частном случае удается установить простые приемы нахождения порядка запуска деталей, обеспечивающего наименьшую продолжительность выполнения задания (наименьшую длительность расписания), т. е. минимальное суммарное время обработки группы из т деталей (т = 6), каждая из которых должна последовательно пройти обработку на каждом из двух станков (сначала на первом, а затем на втором станках), образующих технологическую линию. Время обработки i-й детали (I=1,..., т) на j-ом станке 0 = 1,2) tij. предполагается заданным, и, как правило, для. В табл. 9.6 представлены исходные данные рассматриваемого примера.
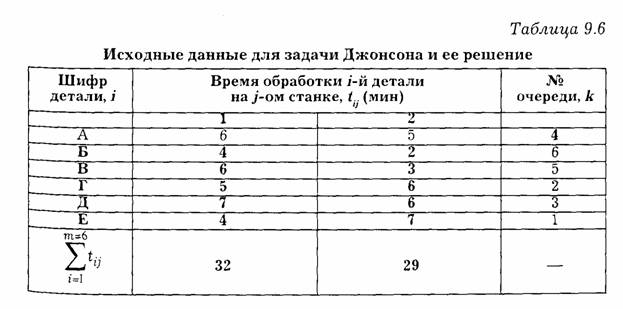
Изобразим графически процесс обработки деталей на двух станках для следующей произвольно выбранной очередности запуска деталей в обработку: А→Б→В→Г→Д→Е (рис. 9.7) (нумерация деталей и последовательность их обработки совпадают).
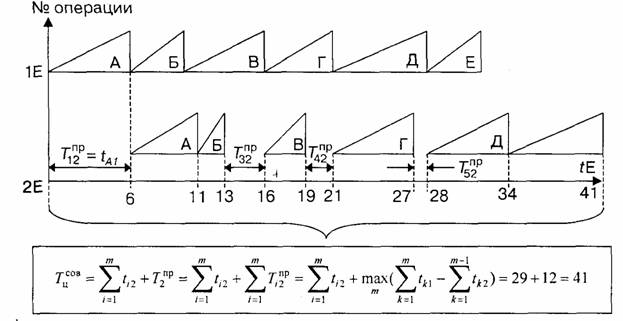
Рис. 9.7. График процесса обработки деталей на двух станках для выбранной очередности запуска деталей в обработку
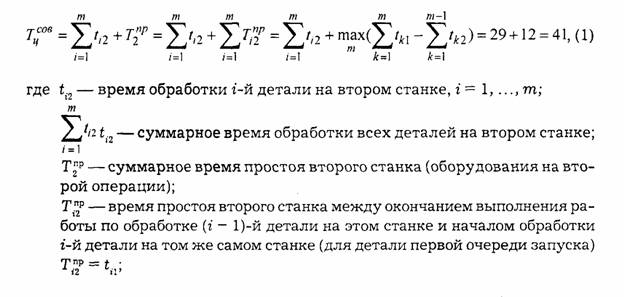
На рис. 9.7— суммарное время обработки группы из т деталей (m = 6), т. е. длительность совокупного производственного цикла — время, которое пройдет от момента начала обработки первой детали (I = А) на первом станке (j = 1) до момента окончания обработки последней детали (I = Е) на втором станке (j = 2) рассчитывается по формуле 1 и в рассматриваемом примере равно 41 мин
Если для решения рассматриваемой задачи использовать метод полного перебора, то при наличии т деталей и двух станков и при условии, что все детали обрабатываются сначала на первом, а затем на втором станке в одинаковом порядке на каждом из них, как было показано выше, существует m! возможных вариантов (последовательностей), т. е. для нашего примера имеется 6! = 720 вариантов.
Известен весьма простой алгоритм для нахождения оптимальной последовательности (порядка) обработки т деталей на двух станках — алгоритм Джонсона.
Указанный алгоритм включает следующие основные шаги:
1) выбирается деталь с наименьшей продолжительностью обработки на одном из станков; в нашем примере на первой итерации это деталь Б;
2) выбранная деталь помещается в начало очереди, если наименьшая продолжительность обработки соответствует первому станку, или в конец очереди, если — второму станку; в нашем примере деталь Б помещается в конец очереди (к = 6);
3) строка(и) табл. 1, соответствующая(ие) выбранной(ым) детали(ям) исключается(ются) из дальнейшего рассмотрения (вычеркивается(ются));
4) выбирается деталь среди оставшихся со следующей наименьшей продолжительностью обработки на одном из станков; в нашем примере на второй итерации это деталь В, на третьей итерации это деталь Е, на четвертой итерации это детали А и Г, на последней итерации это деталь Д;
5) выбранная деталь помещается ближе к началу или к концу очереди по указанному в шаге 2 правилу; в нашем примере на второй итерации деталь В помещается ближе к концу очереди (k = 5), перед деталью Б, на третьей итерации деталь Е помещается в начало очереди (k = 1), на четвертой итерации деталь А помещается ближе к концу очереди (k = 4), а деталь Г помещается в начало очереди (k = 2), на последней итерации деталь Д помещается ближе к концу очереди (к = 3);
6) если определена очередность запуска для всех деталей, то решение получено, иначе переходим к шагу 3.
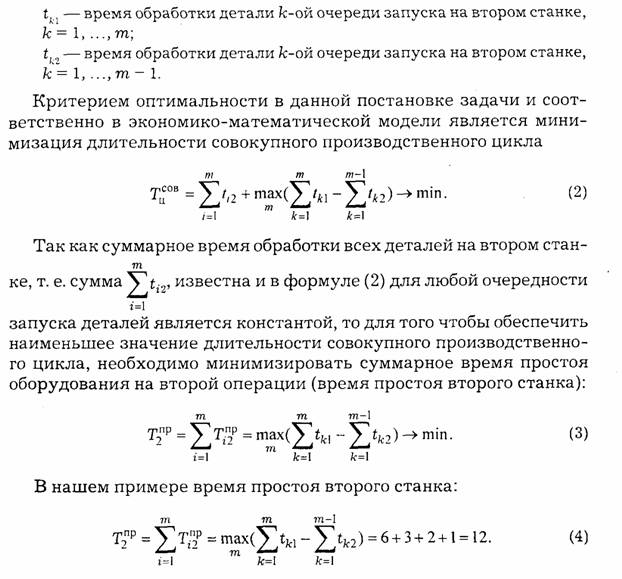
В итоге реализации данного алгоритма можно получить оптимальное расписание работы двух станков (рис. 9.8). В нашем примере (см. табл. 9.6) найдена оптимальная очередность запуска деталей в обработку — Е→Г→Д→А→В→Б. В последней графе табл. 9.6 показан номер очереди запуска (k) соответствующей детали в обработку на каждом станке технологической линии.
После выбора оптимальной очередности запуска деталей в обработку по формуле 5 определяется суммарное время простоя второго станка, которое является минимальным из всех возможных.

Затем рассчитывается длительность совокупного производственного цикла по следующей формуле:

Полученная таким образом величина длительности совокупного производственного цикла также является минимальной из всех возможных для заданных условий.
Анализируя расписание работы технологической линии для случая произвольной очередности обработки деталей А→Б→В→Г→Д→Е(см. рис. 9.1), можно определить следующее:
во-первых, суммарное время обработки всех деталей на первом

во-вторых, первый станок не простаивает в
ожидании поступления деталей на обработку, т. е. ![]()
в-третьих, второй станок ожидает:
первую поданную деталь (А) в течение б мин,
третью поданную деталь (В) в течение 3 мин,
четвертую поданную деталь (Г) в течение 2 мин,
пятую поданную деталь (Д) в течение 1 мин;
и следовательно, суммарное время простоя
второго станка ![]() равно
12 мин,
равно
12 мин,
в-четвертых, имеет место пролеживание деталей после завершения их обработки на первой операции в ожидании освобождения второго станка, занятого обработкой соответствующих деталей предыдущих очередей запуска, а именно:
пролеживание детали Б, равное 1 мин,
пролеживание детали Е, равное 2 мин,
таким образом суммарное время пролеживания
деталей перед вторым станком ![]() равно 3 мин;
равно 3 мин;
в-пятых, если все детали рассматриваемой группы поступают на первый станок одновременно, то имеет место их пролеживание на первой операции перед запуском в обработку в ожидании освобождения первого станка, занятого обработкой соответствующих деталей предыдущих очередей запуска, а именно:
пролеживание детали Б, равное 6 мин,
пролеживание детали В, равное 10 мин,
пролеживание детали Г, равное 16 мин,
пролеживание детали Д, равное 21 мин,
пролеживание детали Е, равное 28 мин,
следовательно, суммарное время пролеживания деталей перед
первым станком ![]() составит
81 мин, а общее суммарное время пролеживания деталей на технологической линии Тпр.д
будет равно 84 мин:
составит
81 мин, а общее суммарное время пролеживания деталей на технологической линии Тпр.д
будет равно 84 мин:

Анализируя расписание работы технологической линии для случая оптимальной очередности запуска деталей в обработку — Е→Г→Д→А→В→Б( (рис. 2), можно определить следующее:
во-первых, суммарное время обработки всех
деталей на первом станке 
во-вторых, первый станок не простаивает в
ожидании поступления деталей на обработку, т. е. ![]()
в-третьих, второй станок ожидает:
первую поданную деталь (Е) в течение 4 мин,
шестую поданную деталь (Б) в течение 1 мин,
и следовательно, суммарное время простоя
второго станка ![]() равно
5 мин;
равно
5 мин;
в-четвертых, имеет место пролеживание деталей после завершения их обработки на первой операции в ожидании освобождения второго станка, занятого обработкой соответствующих деталей предыдущих очередей запуска, а именно:
пролеживание детали Г, равное 2 мин,
пролеживание детали Д, равное 1 мин,
пролеживание детали А, равное 1 мин,
таким образом, суммарное время пролеживания деталей перед вторым станком равно 4 мин;
в-пятых, если все детали рассматриваемой группы поступают на первый станок одновременно, то имеет место их пролеживание на первой операции перед запуском в обработку в ожидании освобождения первого станка, занятого обработкой соответствующих деталей предыдущих очередей запуска, а именно:
пролеживание детали Г, равное 4 мин,
пролеживание детали Д, равное 9 мин,
пролеживание детали А, равное 16 мин,
пролеживание детали В, равное 22 мин,
пролеживание детали Е, равное 28 мин,
следовательно, суммарное время пролеживания
деталей перед первым станком ![]() составит 79 мин, а общее суммарное время
пролеживания деталей на технологической линии Тпр.д будет равно 83
мин:
составит 79 мин, а общее суммарное время
пролеживания деталей на технологической линии Тпр.д будет равно 83
мин:
![]()
Полученное оптимальное расписание (см. рис.
9.8) по сравнению с выбранной ранее произвольной очередностью обработки
деталей А—>Б—>В—>Г—>Д—>Е (см. рис. 9.7) уменьшает суммарное
время простоя второго станка (ожидания обработки на второй операции) с 12 мин
до 5 мин, т. е. на 7 мин (58,3%). Общее время обработки всех деталей группы с
учетом времени ожидания — длительность совокупного производственного цикла ![]() , тем самым сокращается с
41 мин до 34 мин, т. е. на 17%. Кроме того, общее суммарное время пролеживания
деталей на технологической линии Тпрд уменьшилось на 1 мин
, тем самым сокращается с
41 мин до 34 мин, т. е. на 17%. Кроме того, общее суммарное время пролеживания
деталей на технологической линии Тпрд уменьшилось на 1 мин
Рассмотренный выше алгоритм Джонсона для нахождения оптимальной последовательности (порядка) обработки деталей на двух станках позволяет в этом частном случае установить простые правила нахождения оптимального порядка запуска деталей, обеспечивающего наименьшую длительность расписания.
Прежде чем сформулировать эти правила, выделим из множества всех деталей I первое подмножество
![]()
т. е. подмножество деталей, для которых время обработки на первом станке меньше, чем на втором, или равно, и соответственно второе подмножество

деталей, для которых время обработки на втором станке меньше, чем на первом. Следовательно,
![]()
Тогда правила нахождения оптимального порядка (очередности) запуска деталей в обработку, одинакового(й) для каждого станка технологической линии, можно сформулировать следующим образом.
Запускаем сначала детали из множества ![]() а затем из множества
а затем из множества
![]() т. е. так, чтобы
детали, для которых время обработки на первом станке меньше, чем на втором, или
равно, пошли на обработку раньше. Внутри первого подмножества детали
упорядочиваются по возрастанию величин tn (чем короче первая операция, тем раньше запускается деталь);
внутри второго подмножества детали упорядочиваются по убыванию величин tj2 (чем длиннее вторая операция, тем раньше запускается
деталь).
т. е. так, чтобы
детали, для которых время обработки на первом станке меньше, чем на втором, или
равно, пошли на обработку раньше. Внутри первого подмножества детали
упорядочиваются по возрастанию величин tn (чем короче первая операция, тем раньше запускается деталь);
внутри второго подмножества детали упорядочиваются по убыванию величин tj2 (чем длиннее вторая операция, тем раньше запускается
деталь).
Установленный таким образом порядок запуска оказывается оптимальным в том смысле, что он обеспечивает наименьшую длительность расписания (длительность совокупного производственного цикла).
Доказательство этого утверждения, поскольку оно привлекает своим изяществом и вместе с тем демонстрирует действительный уровень сложности даже этой весьма частной проблемы теории расписаний, можно найти в работах Р. Беллмана.
Алгоритм Джонсона позволяет находить оптимальные решения задачи Джонсона в частной постановке для случая двух станков и при использовании в качестве критерия оптимальности минимизации длительности совокупного производственного цикла или минимизации суммарного времени простоя второго станка.
В случае решения задачи Джонсона как многокритериальной, т. е. нахождения оптимальной очередности обработки деталей, обеспечивающей при минимальной длительности совокупного производственного цикла и минимальном суммарном времени простоя второго станка также и минимизацию суммарного пролеживания деталей на технологической линии, следует уточнить второй шаг приведенного выше алгоритма Джонсона.
А именно: выбранная деталь помещается в начало очереди, если наименьшая продолжительность обработки соответствует первому станку, или в конец очереди, если наименьшая продолжительность обработки соответствует второму станку; если у двух или более деталей оказались равные наименьшие продолжительности обработки, то возможные две подгруппы деталей помещаются соответственно в начало очереди, если наименьшая продолжительность обработки соответствует первому станку (подгруппа 1), или 3 конец очереди, если — второму станку (подгруппа 2); внутри первой подгруппы детали упорядочиваются по возрастанию величин ti2 (чем короче вторая операция, тем раньше запускается деталь — это правило способствует минимизации времени пролеживания деталей на второй операции); внутри второй подгруппы детали упорядочиваются по возрастанию величин ti1 (чем короче первая операция, тем раньше запускается деталь — это правило способствует минимизации времени пролеживания деталей на первой операции).
Заметим также, что для рассматриваемого примера
существует еще один оптимальный вариант расписания работы технологической
линии (рис. 9.9), обеспечивающий как минимальную длительность совокупного
производственного цикла ![]() и
минимальное суммарное время простоя второго станка
и
минимальное суммарное время простоя второго станка![]() , так и минимальное суммарное пролеживание всех
деталей на второй операции, равное нулю! (Т2прд = 0).
, так и минимальное суммарное пролеживание всех
деталей на второй операции, равное нулю! (Т2прд = 0).

Рис. 9.9. График оптимального расписания работы двух станков (решение задачи Джонсона как многокритериальной)
В случае, когда число станков п > 2, столь простых правил, приведенных выше, оптимального упорядочивания запуска деталей в обработку и решения соответствующей задачи Джонсона не существует.
Решение подобного рода комбинаторных задач облегчается применением так называемого метода «ветвей и границ», который, во-первых, позволяет упорядочить все множество вариантов, а во-вторых, что более существенно, дает надежду на то, что удастся избежать полного перебора при построении точного решения или указать величину погрешности при нахождении приближенного.
Основная идея метода «ветвей и границ» состоит в том, чтобы вместо перебора всех возможных вариантов запуска деталей в обработку использовать для выделения вариантов, «подозрительных» на оптимальность, свойства подмножеств вариантов более высоких уровней, в которые они входят, и соответствующие оценки нижних границ подмножеств.
Существенно, что обнаружение для подмножества любого уровня факта, что его оценка не лучше рекорда, позволяет отбросить, отсечь все это подмножество, не проверяя конкретных вариантов, входящих в него. Порядок же сравнения оценок нижних границ подмножеств с рекордом в известной мере произволен (известны различные варианты схем улучшения, одни из которых требуют больших затрат объема памяти компьютера, другие, по-видимому, более эффективны по быстродействию).
Заметим лишь, что вычисление самих оценок достаточно трудоемко и по существу также требует большого числа переборов со сравнением. Для упрощения можно использовать несколько более грубые оценки, например как в модификации метода «ветвей и границ», известной под названием е-ветвления (нахождения предварительного варианта, дающего расписание, близкое к оптимальному с заранее заданной точностью приближения). Очевидно, что такое огрубление позволяет, вообще говоря, быстрее производить отсечение подмножеств вариантов. Однако и в этом случае построение оценок остается процессом, требующим больших затрат вычислительного времени, что по существу и определяет реальные возможности метода «ветвей и границ» в задачах этого типа.
Метод «ветвей и границ», очевидно, является процедурой направленного перебора. При этом теоретически нельзя гарантировать, что в ходе процедуры не придется перебрать все варианты. Однако численные эксперименты обычно подтверждают его эффективность по сравнению с полным перебором, причем ясно, что эта эффективность зависит от близости оценок к точным границам. Заметим также, что достоинством метода является возможность оценить близость любого промежуточного результата к действительному оптимуму.
Методом «ветвей и границ» удачно решались задачи, где было число деталей а число станков. Необходимо отметить также, что, во-первых, рассуждения велись при упрощающей гипотезе о достаточности выбора порядка только на первом станке, а во-вторых, что даже если реальная структура задания укладывается в схему задачи Джонсона, то число станков п и число деталей т, подлежащих обработке в рамках задания, представляющего практический интерес, обычно существенно превышают указанные числа (п > 10). Поэтому прикладные возможности метода «ветвей и границ», равно как и других точных методов, для решения задач составления оптимальных расписаний весьма ограничены, что и приводит к необходимости рассмотрения эвристических процедур и использования эвристических экономико-математических методов.
Вообще говоря, установив некоторые свойства оптимального варианта, можно значительно сузить множество допустимых решений, вплоть до получения конечного множества, где часто оказывается возможным применить метод перебора.
Однако методы решения типа «полного перебора» очень трудоемки и практически малоприемлемы, в связи с чем возникает ряд новых задач, связанных с условиями, ограничивающими перебор и приводящими к сведению индивидуальных задач, характеризующихся конкретными значениями параметров, к массовой проблеме, характеризующейся бесконечным множеством значений параметров; возникают задачи в наложении ограничений, естественных для этого класса задач, на средства решения и т. п. Постановка такого рода вопросов и разработка методик осуществляется на конкретных моделях, доставляемых различными разделами математики. К их числу относятся, например, модели минимизации булевых функций и синтеза управляющих систем из теории кибернетики.
И все же отдадим должное методу перебора: его полезно использовать в ряде случаев, во-первых, для решения сравнительно простых задач, во-вторых, хотя бы для оценки того, насколько тот или иной предложенный экономико-математический метод решения задачи лучше (эффективнее) других или лучше метода пере-. бора — такое сравнение делается довольно часто. В-третьих, многие эффективные экономико-математические методы решения дискретных задач оптимизации (т. е. задач с конечным множеством вариантов) «изобретаются» вроде бы как некоторое «улучшение» метода перебора.
На практике предложены и используются и так называемые случайные ветвления (при построении дерева решений), когда очередь подач деталей в обработку выбирается для ветвления случайно, в соответствии с некоторой заданной или вычисляемой вероятностью выбора очередности запуска. Такие схемы ветвления являются естественным применением идей случайного поиска решений к отысканию оптимума.
При случайных ветвлениях всегда есть положительная вероятность получения оптимума, для одних способов задания (вычисления) вероятностей выбора очередности запуска деталей для ветвления большая, для других — меньшая.
Разработаны методы, в которых вероятность получения оптимума увеличивается по мере решения задачи, — такие методы получили название методов адаптации.
Показано, что лучшая адаптация достигается при так называемом человеко-машинном решении задач в режиме диалога.
Перспективны, по-видимому, попытки продвинуться вперед в решении задач составления расписаний созданием эвристических экономико-математических методов и экспертных систем на основе использования систем поддержки принятия управленческих решений и современных компьютерных информационных технологий и систем.
Б. Задача определения очередности запуска партий деталей в обработку для параллельно-последовательного вида движения предметов труда
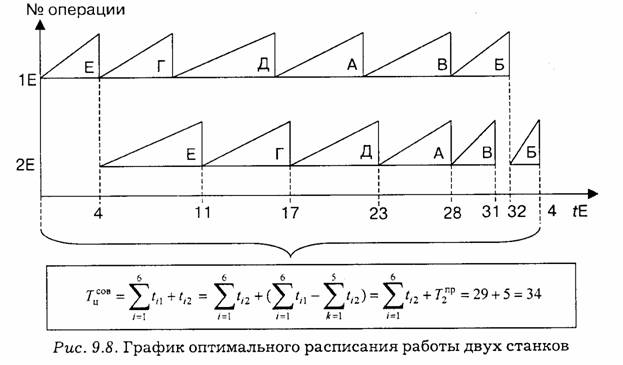
В табл. 9.7 представлены исходные данные для решения задачи определения очередности запуска партий деталей в обработку и формирования расписания работы технологической линии.
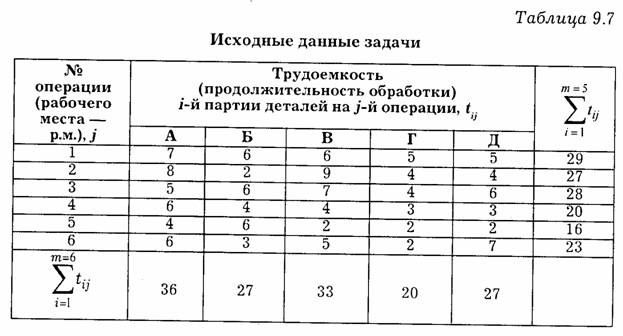
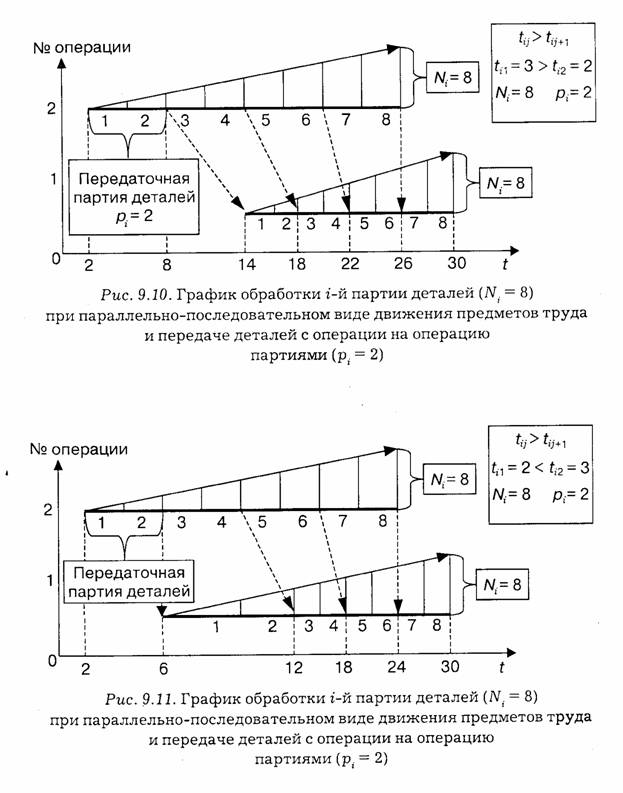
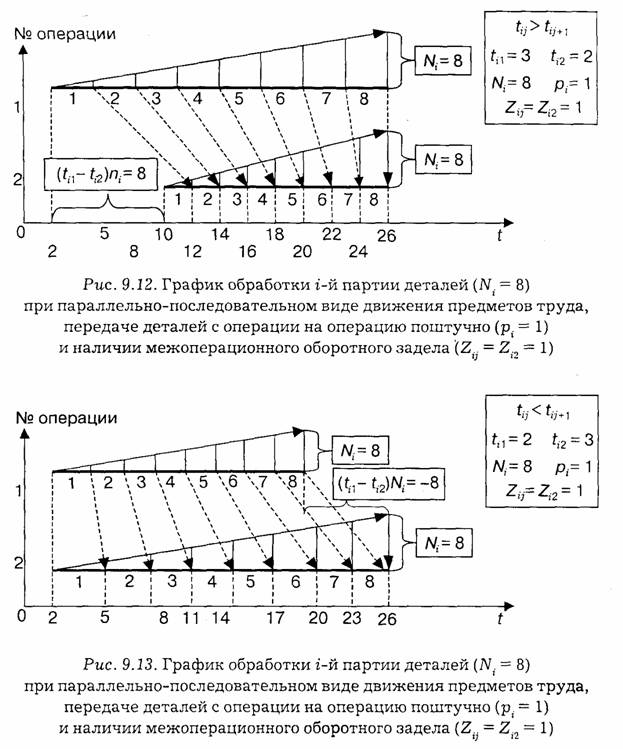
На рис. 9.10 и 9.11 представлены примеры построения
графиков обработки i-й партии деталей (Ni = 8) при параллельно-последовательном виде движения предметов
труда и передаче деталей i-й партии с j-й операции
на (j + 1)-ю операцию
передаточными партиями (рi = 2) для двух возможных случаев соотношения штучной
трудоемкости (продолжительности обработки детали на смежных операциях) ![]()
Если передаточная партия будет равна одной детали (рi = 1), т. е. детали с операции на операцию передаются поштучно, и на второй операции (j = 2) имеется межоперационный оборотный задел данного вида (шифра) детали, равный одной штуке (Zij = Z i2 = 1), то графики 9.10 и 9.11 преобразуются в графики 9.12 и 9.13.
Для общего случая (i = 1, 2,..., п, j = 1, 2,..., m) при параллельно-последовательном виде движения предметов труда это условие можно сформулировать следующим образом: передаточная партия каждого вида (шифра) детали будет равна одной штуке (р = 1, J = 1,
2,..., п), т. е. детали с операции на операцию передаются поштучно, и на каждой j-й операции, начиная со второй, имеется межоперационный оборотный задел каждого вида (шифра) детали, равный одной штуке (Zij = 1, i = 1, 2,..., п, j = 2, 3, ..., т).
На рис. 9.14, для рассматриваемого примера (см. табл. 9.7) представлены графики обработки каждой i -й партии деталей (n = 5) при параллельно-последовательном виде движения предметов труда, передаче деталей с j-й операции на (j + 1)-ю операцию (j = 1, 2,..., m) поштучно (рi = 1,I=1,2,..., п) и наличии межоперационного оборотного задела (Zij.= 1, i = 1, 2, ..., n, j = 2, 3, ..., m). Обработка каждой i -й партии деталей на каждой j-й операции (т = 6) технологической линии осуществляется непрерывно, а между смежными (последовательно запускаемыми) партиями деталей допускаются перерывы (простои оборудования).

Процесс решения рассматриваемой задачи в математически формализованном виде может быть представлен как комплекс взаимосвязанных процедур решения.
Установление очередности обработки партий деталей, определение моментов их запуска в обработку и составление графика Движения партий деталей по рабочим местам технологической (поточной) линии включают выполнение ряда шагов алгоритма метода смещений.
Шаг 1. Расчет исходных смещений для каждой i -й партии деталей по всем j-м парам связанных рабочих мест по формуле (1).
Шаг 2. Формирование группы № 1 из партий деталей, у которых хотя бы одна из величин исходных смещений меньше нуля.
Шаг 3. Формирование группы № 2 из оставшихся партий деталей, у которых исходное смещение по каждой j-й паре связанных рабочих мест неотрицательно.
Шаг 4. Расчет общей величины смещения для каждой i -й партии деталей из группы № 1 по формуле (2).
Шаг 5. Выбор i -й партии деталей, у которой общая величина смещения минимальна (формулы (4) и (11)), для включения ее под номером к в формируемый ряд очередности обработки (для первой итерации — выбора детали первой очереди запуска — k= 1). Если несколько партий деталей имеют общую величину смещения, равную, то в формируемый ряд очередности обработки партий деталей включается та из них, у которой суммарная величина отрицательных смещений (см. формулы (2) и (9)) максимальна по модулю. Если эти величины равны для двух и более партий деталей, то в ряд очередности включается первая по записи партия деталей.
Шаг 6. Проверка наличия в группе № 1 партий деталей, не включенных в формируемый ряд очередности. Если, идти к шагу 7, иначе — к шагу 8 (г — число невключенных партий деталей из группы № 1).
Шаг 7. Проверка наличия в группе № 2 партий деталей, не включенных в формируемый ряд очередности. Если, идти к шагу 9, иначе — к шагу 8 (l — число невключенных партий деталей из группы № 2).
Шаг 8. Расчет для каждой партии деталей, не включенной в ряд очередности из рассматриваемой группы откомпенсированных величин смещений по всем парам связанных рабочих мест по соответствующей формуле (6), (7) или (8), а также расчет общей величины смещения (см. формулу (9)). Идти к шагу 5.
Шаг 9. Расчет величины совокупного производственного цикла (формулы (12)—(20)).
В таблицах 9.8 и 9.9 представлены результаты расчетов, выполненных в соответствии с алгоритмом метода смещений, для рассматриваемого примера (см. табл. 9.7).
Расчет исходных смещений для разделения партий деталей на две группы и определения партии деталей первой очереди запуска выполняется по формуле

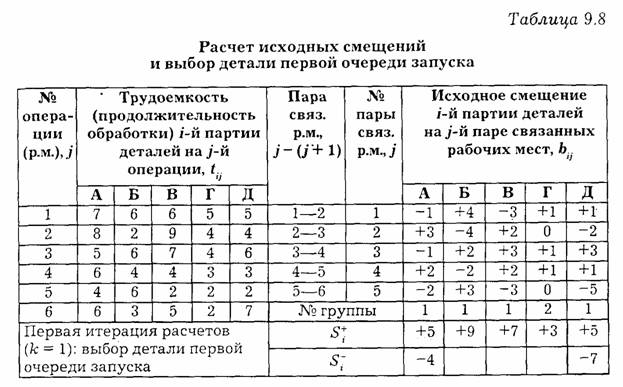
Расчеты сумм положительных и отрицательных исходных смещений для определения партии деталей первой очереди запуска выполняются по следующим формулам:

для рассматриваемого примера (см. табл. 9.8):
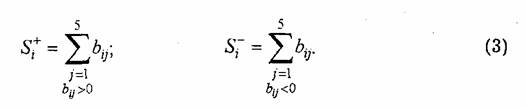
Часть (величина приращения) длительности совокупного производственного цикла, обусловленная запуском партии деталей 1-й очереди запуска, определяется по формуле
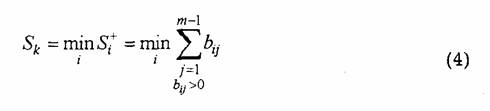
Для рассматриваемого примера (см. табл. 9.8) эта величина, обусловленная запуском партии деталей 1-ой очереди запуска (Д), определяется по формуле
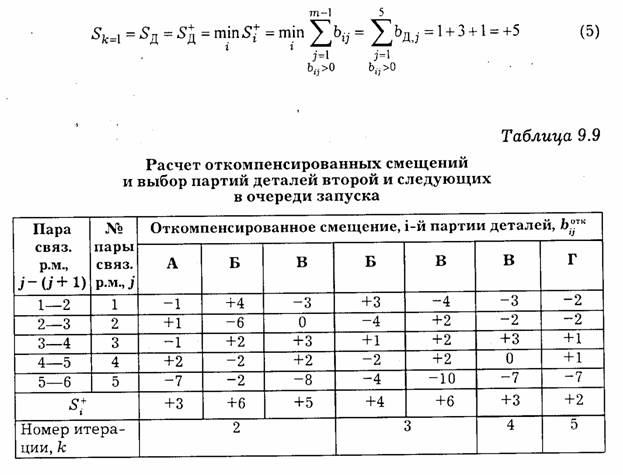
Расчет откомпенсированных смещений (вторая итерация, к = 2) для определения партии деталей второй очереди запуска выполняется по формуле

где k — номер партии деталей первой очереди запуска.
Расчет откомпенсированных смещений (на третьей и последующих итерациях, k = 3, 4, ..., n) для определения партий деталей третьей и следующих в очереди запуска выполняется по формуле
![]()
где k — номер партии деталей соответственно второй, третьей ... или предпоследней очереди запуска (к соответствует номеру предыдущей итерации расчета).
Расчет откомпенсированных смещений партии деталей k-й очереди запуска (на третьей и последующих итерациях) выполняется по формуле

где k — номер партии деталей, соответствующий k-ой очереди запуска.
Расчеты сумм положительных и отрицательных откомпенсированных смещений (на второй и последующих итерациях) для определения партий деталей второй и следующих в очереди запуска выполняются по следующим формулам:

Часть (величина приращения) длительности совокупного производственного цикла, обусловленная запуском партии деталей k-ой очереди запуска (k > 1), определяется по формуле

Следовательно, для рассматриваемого примера (см. табл. 9.8 и 9.9) очередность запуска партий деталей: Д→А→Б→В→Г.
Варианты расчета длительности совокупного производственного цикла: Вариант 1
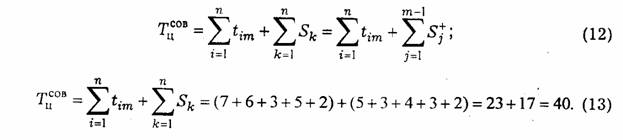
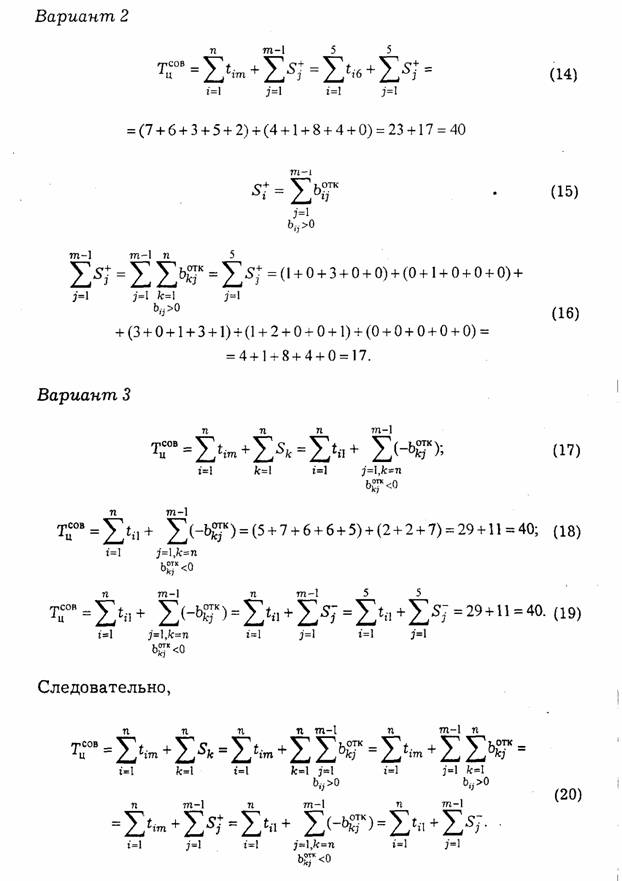
На рис. 9.15, для рассматриваемого примера (см. табл. 9.7—9.9), представлен график обработки пяти партий (п = 5) деталей (Д→А→Б→В→Г) при параллельно-последовательном виде движения предметов труда, непрерывной работе станков на каждой j-n операции (т = 6) технологической линии по обработке каждой i -й партии деталей и непрерывной обработке всей совокупности партий, при передаче деталей с операции на операцию поштучно (р i = 1,I=1,2,..., n) и наличии межоперационного оборотного задела (Z ij=1,I=1,2, ..., п, j = 2, 3, ..., т). Таким образом, на рис. 6 представлено расписание работы технологической линии.
Очередность запуска: Д→А→Б→В→Г
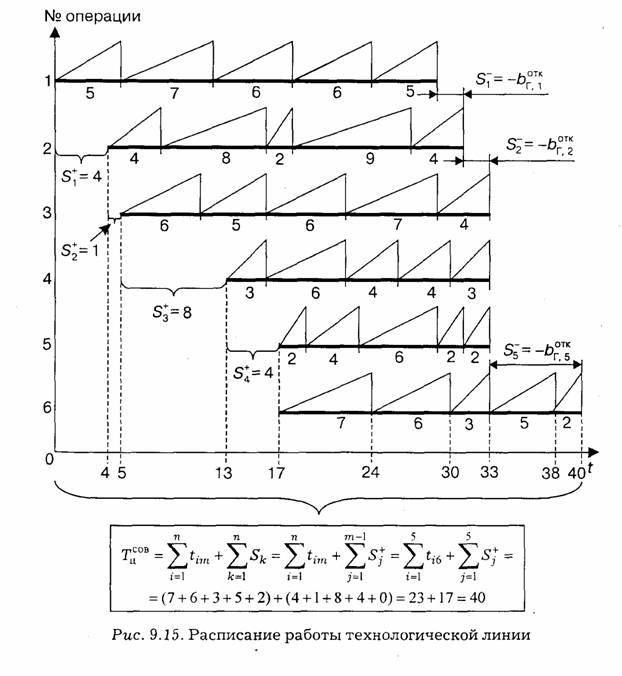
Варианты исходных данных для домашнего задания № 2
Задание А
Используя исходные данные, представленные в табл. 9.10, выполнить следующие виды работ:
1. Изобразить графически процесс обработки деталей на двух станках для следующей произвольно выбранной очередности запуска деталей в обработку: А→Б→В→Г→Д→E. Определить длительность совокупного производственного цикла, время простоя станков и время пролеживания деталей
2. Решить задачу Джонсона для частного варианта ее постановки, когда число станков п = 2.
3. Изобразить графически расписание работы технологической линии для найденной оптимальной очередности запуска деталей в обработку. Определить суммарное время простоя каждого станка и суммарное время пролеживания деталей перед каждым станком.
4. Рассчитать длительность совокупного производственного цикла для найденной оптимальной очередности запуска деталей в обработку и сравнить ее с величиной, полученной графическим способом.
5. Доказать оптимальность полученного решения.
6. Оценить эффективность полученного решения.
7. Сформировать экономико-математические модели задачи Джонсона для ее частной и общей постановки.



Задание Б
Используя исходные данные, представленные в табл. 9.11, выполнить следующие виды работ.
1. Изобразить графически процесс обработки партий деталей на поточной линии для следующей произвольно выбранной очередности запуска партий деталей в обработку: А→Б→В→Г→Д. Определить длительность совокупного производственного цикла, время простоя станков и время пролеживания деталей.
2. Сформировать экономико-математическую модель задачи определения очередности запуска партий деталей в обработку для параллельно-последовательного вида движения предметов труда.
3. Выбрать экономико-математический метод решения рассматриваемой задачи.
4. Решить задачу, используя алгоритм выбранного экономико-математического метода.
5. Изобразить графически расписание работы технологической линии для найденной очередности запуска партий деталей в обработку. Определить суммарное время простоя каждого станка и суммарное время пролеживания партий деталей перед каждым станком.
6. Рассчитать длительность совокупного производственного цикла тремя способами для найденной очередности запуска партий деталей в обработку и сравнить ее с величиной, полученной графическим способом.
7. Проанализировать полученное решение на оптимальность.
8. Оценить эффективность полученного решения.


9.3. Примеры тестовых вопросов
по дисциплине «ЭКОНОМИКО-МАТЕМАТИЧЕСКИЕ
МЕТОДЫ И МОДЕЛИ В ЛОГИСТИКЕ»
Проанализируйте ответы на следующие вопросы, выберите наиболее корректные, дайте обоснование выбора.
1. Предметом учебной дисциплины «Экономико-математические методы и модели в логистике» является:
а) способы нахождения оптимальных решений логистических задач;
б) постановка экономико-математических задач;
в) совокупность экономико-математических моделей и методов, используемых в логистике;
г) все ответы верны.
2. Основные требования, предъявляемые к задачам линейного программирования, можно сформулировать следующим образом:
а) задача должна быть представлена в математически формализованном виде и сформулирован критерий оптимальности;
б) все переменные, включенные в задачу, должны быть неотрицательными величинами;
в) система линейных управлений должна быть неопределенной;
г) все ответы верны.
3. Допустимое решение задачи — это:
а) любая совокупность, Xj ≥ 0, j = 1, 2, .... п, удовлетворяющая ограничениям задачи;
б) любая совокупность, Xj ≥ 0, j = 1, 2, .... п, максимизирующая целевую функцию;
в) линейная функция;
г) все ответы верны.
4. Оптимальное решение задачи — это:
а) допустимое решение, максимизирующее (минимизирующее) целевую функцию;
б) линейная функция;
в) любая совокупность, Xj ≥ 0, j = 1, 2, .... п, удовлетворяющая ограничениям задачи;
г) все ответы верны.
5. Информационное обеспечение транспортной задачи включает:
а) только условные обозначения и ограничения;
б) только условные обозначения и целевую функцию;
в) условные обозначения, ограничения и целевую функцию;
г) правильного ответа нет.
6. Алгоритм построения начального (опорного) плана (решения) для модели оптимизации транспортных издержек в логистических системах базируется на методе:
а) «северо-западного угла»;
б) наименьшего элемента матрицы издержек;
в) Фогеля;
г) все ответы верны.
7. Две оптовые базы А и В снабжают комплектующими три предприятия.
Суточная потребность в комплектующих для каждого предприятия составляет соответственно 4, 5 и 4 тыс. шт. Базы могут поставить (располагают ресурсами) соответственно 8 и 5 тыс. шт. комплектующих. Расходы на перевозку 1 тыс. шт. от соответствующей базы до каждого предприятия (в условных денежных единицах) приведены в следующей таблице.
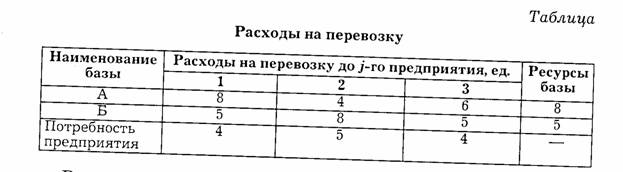
Рассчитать план перевозок комплектующих, обеспечивающий минимальные транспортные расходы.
а) 76 ед.;
б) 64 ед.;
в) 72 ед.;
г) правильного ответа нет.
8. Минимизировать суммарные транспортные издержки при перевозке однородного груза из трех пунктов отправления с запасами:
А1 = 100 ед. тов., А2= 150 ед. тов., А3 = 200 ед. тов. — в четыре пункта назначения с потребностями:
B1 = 120 ед. тов., В2 = 200 ед. тов., В3 = 100 ед. тов.,
В4= 30 ед. тов. —
при действующих тарифах на перевозку грузов, заданных матрицей:
0,7 0,5 0,6 0,9
Сij =0,4 0,5 0,8 1,0
0,3 0,2 0,5 0,4
а) 172 ед.;
б) 178ед.;
в) 186 ед.;
г) правильного ответа нет.
9. Моделирование микрологистических систем включает построение модели:
а) «just in time»;
б) «KANBAN»;
в) межотраслевого баланса;
г) все ответы верны.
10. Задачи учебной дисциплины «Экономико-математические методы и модели в логистике» включают:
а) правильную постановку целей и экономико-математических задач;
б) выделение наиболее существенных количественных связей моделируемых объектов логистики;
в) овладение приемами математической формулировки отдельных связей и явлений логистики;
г) все ответы верны.
11. Цель учебной дисциплины «Экономико-математические методы и модели в логистике» состоит:
а) в овладении теоретическими и методическими принципами постановки, решения и анализа задач логистики на основе экономико-математических методов и моделей;
б) в овладении математическими методами построения макро-и микрологистических систем;
в) в овладении методами математической формализации логистических явлений и процессов;
г) все ответы верны.
12. Системный анализ в логистике предполагает использование методов:
а) сетевого моделирования;
б) «дерева целей»;
в) экспертных оценок;
г) все ответы верны.
13. Метод «дерево целей» предполагает:
а) дезагрегирование проблемы на составляющие элементы;
б) использование экспертных оценок;
в) прогнозирование технико-экономических показателей;
г) правильных ответов нет.
14. Оптимизация опорного плана (решения) в транспортной задаче и задаче о назначениях предполагает использование:
а) метода потенциалов;
б) распределительного метода;
в) венгерского метода;
г) все ответы верны.
10. МЕЖДУНАРОДНАЯ ЛОГИСТИКА
Международная логистика — это особая область теоретических и практических знаний, деловых навыков, действий профессиональных специалистов, ориентированных на организацию, технологию и технику инициирования, управления и контроля взаимосвязанных потоков, обслуживающих международный обмен материальными ценностями, интеллектуальными продуктами, инновациями и услугами во времени и пространстве.
Целью практикума по дисциплине «Международная логистика» является изучение подходов, методов, техники, технологий, инструментария международной логистики в объеме и аспектах теории и практики развития этого направления в менеджменте, организационно-экономической деятельности, инженерных, логистических коммуникациях в зарубежных странах и в России.
Роль и значение практикума по дисциплине «Международная логистика» в подготовке специалистов по логистике определяется характером, особенностями и тенденциями современного этапа развития международной, национальных экономик, включая и российскую, а также необходимостью организации и управления качественно и количественно возросшими и усложнившимися логистическими технологиями, потоками, процессов и операциями, ориентированными на удовлетворение разнообразных потребностей международных, национальных и региональных рынков.
Задачи практикума по данной дисциплины определяются:
— необходимостью профессиональной логистической организации внешнеэкономической деятельности;
— освоением методологии анализа и проектирования внешнеторговых операций и их логистическим обеспечением;
— приобретением теоретических знаний и практических навыков в области формирования логистической инфраструктуры в сфере внешнеэкономической деятельности;
— освоением специфики внешнеторговых операций, правового, таможенного, страхового, сервисного и коммерческого обеспечения международных перевозок на любые расстояния;
— получением специальных знаний и навыков по современным логистическим технологиям внешнеторговых перевозок в свете эволюционной экономики;
— развитием профессиональных практических навыков международного логистического менеджмента;
— развитием практических навыков проведения логистических внешнеторговых операций на базе логистических принципов и правил.
Международную логистику следует понимать как необходимый и эффективный инструмент, обеспечивающий подготовку, обеспечение, проведение, сопровождение и завершение международных коммерческих операций (внешнеторговых сделок купли-продажи).
10.1. Практические задачи, примеры решения, варианты для самостоятельной работы
Задание 1. Выбор вариантов покупок комплектующих в фирмах разных государств
В фирму по оказанию логистических консалтинговых услуг обратился менеджер по логистике финской фирмы с вопросом: где его компании выгоднее покупать комплектующие для производимого оборудования: в Европе или в Юго-Восточной Азии (ЮВА)?
Эксперт-консультант по логистике собрал исходные данные по нескольким вариантам, произвел варианты расчетов, получил варианты ответов и привел их в табл. 1. Требуется обосновать выбор варианта закупок.
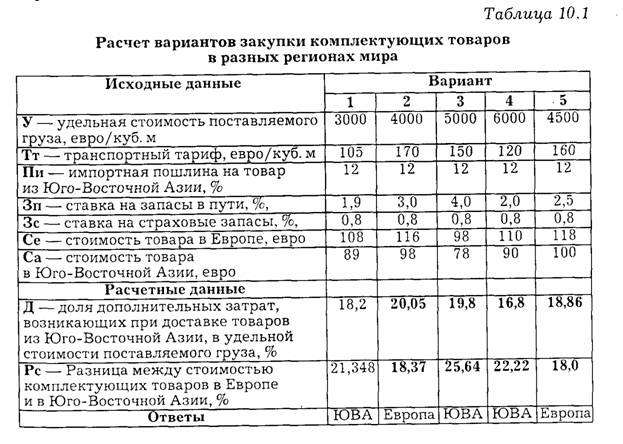
По первому варианту эксперт-консультант привел следующий вариант решения.
1. Расчет доли дополнительных затрат, возникающих при доставке товаров из Юго-Восточной Азии, в удельной стоимости поставляемого груза осуществляется по следующей формуле:
Д=100хТт/У + Пи + Зп + Зс(%). (1)
Подставив в формулу (1) исходные данные первого варианта из табл. 1, получаем
Д = 100 х 105 /3000 + 12 + 1,9 + 0,8 = 18,2%.
2. Определение разницы между стоимостью комплектующих товаров в Европе и в Юго-Восточной Азии, приняв за 100% наименьшую стоимость товара Са, осуществляется по следующей формуле:
Рс = (Се-Са)хЮ0/Са(%). (2)
Подставив в формулу (2) исходные данные первого варианта из табл. 1, получаем
Рс = (108-89) х 100/89 = 21, 348%.
3. Сравнение полученных значений Д и Рс
Д = 18,2% Z Рс = 21,3485%.
4. Ответ. Поскольку доля дополнительных затрат, возникающих при доставке из Юго-Восточной Азии, в удельной стоимости поставляемого груза меньше, чем разница между стоимостью комплектующих в Европе и Юго-Восточной Азии, то именно в странах этого региона выгоднее покупать комплектующие.
Рассчитайте величины Д и Рс для остальных вариантов (2, 3, 4, 5,) из табл. 1 и сравните с ответами табл. 1.
Задание 2. Таможенно-тарифное регулирование внешнеэкономической деятельности
Таможенно-тарифное регулирование — это совокупность таможенных и тарифных мер, используемых в качестве национального торгово-политического инструментария для регулирования внешней торговли.
Таможенный тариф — свод ставок таможенных пошлин, применяемых к товарам, перемещаемым через таможенную границу данной страны. Порядок формирования и применения таможенного тарифа в России и правила обложения перемещаемых товаров пошлинами установлен законом Российской Федерации «О таможенном тарифе» (1993 г.), действующим на единой таможенной территории РФ.
Таможенные платежи — различные виды таможенных пошлин, налогов, таможенных сборов, выплат и другие платежи, взимаемые в установленном порядке таможенными органами Российской Федерации, при перемещении товарной продукции через таможенную границу России и в других случаях, установленных таможенным кодексом РФ, уплачиваются следующие Таможенные платежи в соответствии со схемой рис. 1.
Таможенная пошлина — обязательный взнос (платеж), взимаемый таможенными органами данной страны при ввозе товара на ее таможенную территорию или ее вывозе с этой территории и являющийся неотъемлемым условием такого ввоза или вывоза.
Таможенная пошлина адвалорная — вид ставки пошлин, начисляемых в процентах к таможенной стоимости облагаемых товаров. Основой для начисления таможенной пошлины является таможенная стоимость товара.
Требуется определить адвалорную таможенную пошлину для ряда товаров (А, Б, В, Г, Д), ввозимых на территорию России и имеющих разные ставки таможенной пошлины в соответствии с табл. 10.2.
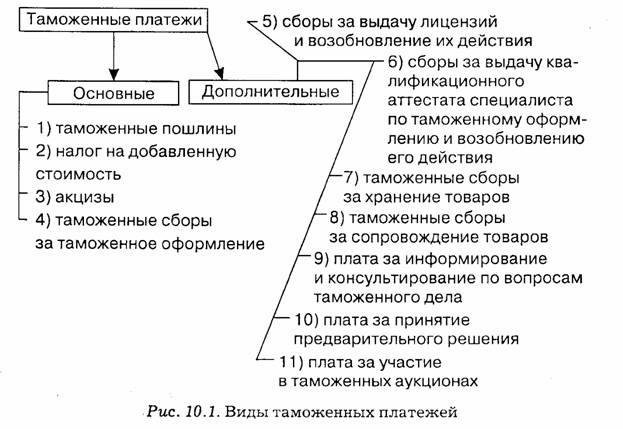

Расчет осуществляем по формуле
Тпа = Ст х Стпа : 100. (3)
Для товара А адвалорная таможенная пошлина составит Тпа = 5 000 000 х 20 : 100 = 1 000 000 руб.
В этом задании требуется определить адвалорную таможенную пошлину для товаров Б, В, Г, Д.
Таможенная пошлина специфическая — вид ставок пошлин, начисляемых в установленном размере за единицу облагаемых товаров. Основой для начисления таможенной пошлины является количество товарной продукции.
Требуется определить специфическую таможенную пошлину для ряда товаров (А, Б, В, Г, Д), ввозимых на территорию России и имеющих разные ставки таможенной пошлины в соответствии с табл. 10.3.

Расчет осуществляем по формуле
Тпс = Кт х Стпс. (4)
Для товара А специфическая таможенная пошлина составит
Тпс = 2 000 х 20 = 40 000 (евро).
Определить специфическую таможенную пошлину для группы товаров: Б, В, Г, Д.
Таможенная пошлина комбинированная — вид ставок пошлин, сочетающий два вида таможенного обложения (два вида ставок пошлин) — адвалорной и специфической. Основой для начисления комбинированной таможенной пошлины является либо таможенная стоимость товара, либо его количество, в зависимости от того, какая из составляющих комбинированной ставки (адвалорная или специфическая) подлежит применению.
Требуется определить комбинированную таможенную пошлину для ряда товаров (А, Б, В, Г, Д), ввозимых на территорию России и имеющих разную таможенную стоимость, разный вес и разные ставки таможенной пошлины в соответствии с численными данными табл. 10.4.
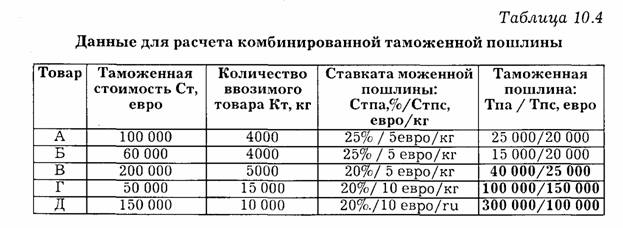
Определим размер взимания таможенной пошлины, например, для товара А. Вначале рассчитывается величина таможенной пошлины по адвалорной составляющей (формула 3):
100 000 х 25 : 100 = 25 000 (евро).
Затем рассчитывается величина таможенной пошлины по специфической составляющей (формула 4):
4000x5 = 20 000 (евро).
Поскольку величина таможенной пошлины, рассчитанной по адвалорной составляющей, больше величины таможенной пошлины, рассчитанной по специфической составляющей, сумма таможенной пошлины, подлежащей взиманию, определяется по адвалорной составляющей.
Определим размер взимания таможенной пошлины, например, для товара Б. Вначале рассчитывается величина таможенной пошлины по адвалорной составляющей (формула 3):
60 000 х 25 : 100 = 15 000 (евро).
Затем рассчитывается величина таможенной пошлины по специфической составляющей (формула 4):
4000x5 = 20 000 (евро).
Поскольку величина таможенной пошлины, рассчитанной по адвалорной составляющей, меньше величины таможенной пошлины, рассчитанной по специфической составляющей, сумма таможенной пошлины, подлежащей взиманию, определяется по специфической составляющей.
Определите размер взимаемой пошлины для товаров В, Г, Д, пользуясь данными табл. 4.
Правило адвалорной доли — изменение стоимости товара, когда процентная доля стоимости использованных материалов или добавленной стоимости достигает фиксированной цены поставляемого товара.
Например, российская сторона поставила по договору в Германию технологическое оборудование стоимостью 250 000 евро, в Германии произошла доработка этого товара в виде дополнительного оснащения, в результате которой стоимость данного товара составила 1 000 000 евро. Товар возвращается в Россию. Адвалорная доля России составляет:
250 000 / 1 000 000 х 100 = 25%.
Адвалорная доля Германии составляет:
(1 000 000 — 250 000) / 1 000 000 х 100 = 75%.
Следовательно, страной происхождения товара будет считаться Германия, поскольку ее адвалорная доля составляет больше 50% В случае равенства адвалорных долей (50%/50%) принимают первое правило (изменение товарной позиции по ТН ВЭД на уровне первых четырех знаков).
Применение данного правила особенно актуально, когда к ввозимому товару применяется преференциальный режим (особый льготный экономический режим, предоставленный одним государством другому без распространения на третьи страны, применяется в виде преференций — скидок, льгот или отмены таможенных пошлин специального валютного режима, льготного кредитования и т. д.).
Задание 3. Организация доставки товаров от зарубежных поставщиков: доставка ватных изделий из Бельгии
Рассмотрим основные этапы организации поставок в Российскую Федерацию от зарубежных компаний. Пример — доставка из Бельгии ватных изделий.
Код ТН ВЭД ввозимого товара
Товар, изготовленный на основе ваты, относится к группе 56: Вата, войлок или фетр и нетканые материалы; специальная пряжа; бечевки; веревки; канаты, тросы и изделия из них.
Подгруппа 5601: Вата из текстильных материалов и изделия из нее; текстильные волокна, не превышающие по длине 5 мм (пух), текстильная пыль и узелки.
Код ТН ВЭД 5601219000 — вата, прочие изделия из ваты и хлопковых волокон.
Ставка ввозной таможенной пошлины — 5%.
Особенности транспортировки товаров от зарубежных поставщиков автомобильным транспортом
Импортируемый товар — ватные изделия (ватные палочки, диски, шарики и т. д.) — является достаточно легким товаром, но имеет относительно большой объем. Поэтому для перевозки товара весом до 10 000 кг необходимо транспортное средство довольно большого объема.
Упаковка ватных изделий представляет собой картонные коробки весом по 2 кг. При перевозке и хранении недопустима влажность и повреждение упаковки.
Поэтому для транспортировки этого товара необходимо использовать тентованный автопоезд вместимостью 120 куб. м.
На данный товар требуется сертификат происхождения при пересечении таможенной границы Российской Федерации.
Сроки поставок
Товар по договору должен поставляться 1 раз в неделю.
День загрузки — каждый четверг.
День прихода машины на таможенный терминал — каждая еда.
День разгрузки — каждый четверг.
Следовательно, срок поставки товара по логистической системе «от двери до двери» равен 1 неделе.
Этапы доставки груза до Москвы (Россия)
1. Загрузка товара со склада в «GILS COS», Industriepark 4, В-2300 Turnhout, Belgium (Бельгия).
2. Прохождение таможенного оформления товара в «KOLEDIN SPEDITION», Robert Bosch Strasse 5, 38112 Braunschweig, Deutschand. Открытие TIR CARNET (книжка МДП) и CMR. Если необходимо, осуществляется переоформление отгрузочных документов (invoice, packing list).
3. Прохождение таможенной границы Российской Федерации в г. Себеж.
4. Прохождение таможенной очистки товара на Одинцовской таможне.
5. Выгрузка товара на складе получателя.
Транспортные тарифы
Для данного маршрута транспортировки наиболее выгодно пользоваться европейской компанией-перевозчиком. На данном этапе экономических отношений в Европе относительно выгодные ставки по транспортным тарифам предлагают литовские компании-перевозчики, которые на данном маршруте составляют 3700—3800 долл. США за один автопоезд.
Расчет таможенных платежей
По данному коду ТН ВЭД 5601219000 ставка таможенного тарифа составляет 5% от таможенной стоимости товара.
Фактурная стоимость товарных ватных, изделий (вес брутто 8489,23 кг, вес нетто 6791,38 кг) составляет 5841,84 долл. США. Для расчета таможенной стоимости в национальной валюте принимается курс доллара США по отношению к рублю равным 28,7709 руб. за один доллар США на день прохождения таможенной очистки товара (например, данный курс на 02.11.2004 г.).
Таможенный сбор составляет 0,15% от таможенной стоимости.
Налог на добавленную стоимость (НДС) на данный товар составляет 18% от таможенной стоимости.
Таможенная стоимость в национальной валюте России составит:
5841,84 х 28,7709 = 168 075 (руб.).
Таможенный сбор (0,15%):
168 075 х 0,15 / 100 = 252,11 (руб.).
Таможенная пошлина (5%):
168 075 х 5 / 100 = 8403,75 (руб.).
НДС (18%):
(168 075 + 8403,75) х 18 / 100 = 31 766,18 (руб.).
Сумма таможенных платежей:
252,11 + 8403,75 + 31 766,18 = 40 422,04 (руб.).
Задание 4. Организация поставок мелкогабаритной бытовой техники из Китайской Народной Республики (КНР)
Требуется рассмотреть поэтапно логистические процессы во внешнеэкономической деятельности на примере организации поставок мелкогабаритной техники из Китая в Россию.
1. Выбор поставщика
A. В современных условиях в качестве основного критерия выбора поставщика следует ориентироваться на качество продукции, которое относится к:
а) способности поставщика обеспечивать товары и услуги в соответствии со спецификациями и договорными условиями;
б) возможностям удовлетворения требований потребителя.
Б. Надежность поставщика — комплексный критерий, включающий следующие параметры: коммерческая честность, четкость, отзывчивость, обязательность, заинтересованность в ведении бизнеса с фирмой, финансовая стабильность, деловая репутация в своей сфере, соблюдение поставщиком ранее установленных контрактами объемов и сроков поставки мелкогабаритной бытовой техники и т. п.
B. Цена, в которой должны учитываться все совокупные затраты на закупку конкретного прибора мелкогабаритной бытовой техники, включающие транспортировку, трансакционные расходы, корректировку изменения курсов валют, таможенные пошлины и сборы.
Г. Качество обслуживания. Оценка по данному критерию требует сбора информации у достаточно широкого круга лиц из различных подразделений компании и сторонних источников о качестве технической помощи, уровне сервиса, об отношениях поставщика к скорости реакции на изменяющиеся требования и условия поставок, к просьбам о технической помощи, о профессиональной квалификации обслуживающего персонала и т. д.
Д. Условия платежа и возможность внеплановых поставок. Поскольку в рыночной действительности часто случаются ситуации, требующие внеплановых поставок или отсрочки платежа, например в так называемый «высокий сезон» (конец октября — середина декабря), когда существенно повышается спрос на все приборы мелкогабаритной бытовой техники, то поставщики, предлагающие выгодные условия платежа (например, с возможностью получения отсрочки, кредита) и гарантирующие возможность получения внеплановых поставок, являются наиболее приемлемыми для делового сотрудничества.
Процедура выбора поставщика заключается в ранжировании пяти вышеуказанных критериев с указанием удельного веса каждого критерия, с выставлением оценки по каждому критерию для каждой рассматриваемой компании, торгующей мелкогабаритной бытовой техникой (например, Nigbo Changer Electron Co., LTD; Midea; Haier). Затем рассчитывается рейтинг данных поставщиков и сравнивается между собой в соответствии с информационными данными табл. 5.
Допустим, что поставщики оцениваются по трехбалльной шкале (в принципе, шкала может быть выбрана любая, но слишком большая существенно затрудняет расчеты, хотя дает более точные результаты) со следующими условными обозначениями:
3 — полностью удовлетворяют требованиям;
2 — частично удовлетворяют;
1 — не соответствуют требованиям.
Вычисление рейтинга каждого поставщика осуществляется по каждому критерию с учетом удельного веса значимости факторов. В результате расчета получим суммарный рейтинг каждого поставщика (табл. 10.5).
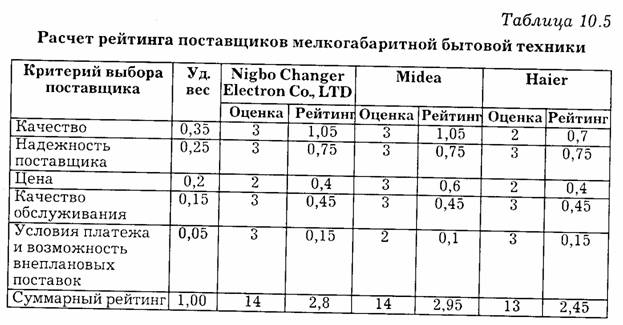
Анализируя данные, полученные в табл. 5, следует сделать вывод, что, несмотря на то что наивысшая оценка по баллам получилась одинаковой (по 14 баллов) у двух компаний — поставщиков мелкогабаритной бытовой техники Nigbo Changer Electron Co., LTD и Midea, выбор останавливаем на компании Midea, поскольку рейтинговая оценка с учетом всех факторов у нее оказалась выше.
Китайские заводы, производящие бытовую технику, в том числе и компания Midea, работают круглый год. Срок производства одной партии товара из каталога составляет не более 20 суток. Если товар эксклюзивный со специфическими характеристиками, тре-
бующий инженерных, технологических решений, то срок его производства может составить 30—35 суток.
2. Определение кода товарной номенклатуры внешнеэкономической деятельности (ТН ВЭД)
По классификатору ТН ВЭД приборы мелкогабаритной бытовой техники относятся к разделу XVI, группам 84 и 85.
Раздел XVI Машины, оборудование и механизмы; электротехническое оборудование, их части; звукозаписывающая и звуковоспроизводящая аппаратура; аппаратура для записи и воспроизведения телевизионного изображения и звука, их части и принадлежности.
Группа 84. Реакторы ядерные, котлы, оборудование и механические устройства, их части
8423100000 весы для взвешивания людей;
8423101000 весы бытовые.
Группа 85. Электрические машины и оборудование, их части; звукозаписывающая и звуковоспроизводящая аппаратура; аппаратура для записи и воспроизведения телевизионного изображения и звука, их части и принадлежности.
8510000000 электробритвы, машинки для стрижки волос и приспособления для удаления волос со встроенным двигателем;
8516210000 радиаторы теплоаккумулирующие для обогрева пространства и грунта;
8516401000 электроутюги с паровым увлажнением;
8516500000 микроволновые печи;
8516798000 приборы электронагревательные прочие (чайники, пароварки, кашеварки);
8509400000 измельчители пищевых продуктов и миксеры; соковыжималки для фруктов и овощей.
Код страны: Китай — 86.
Код валюты: USD (долл.) — 840; CNY (юань) — 156.
3. Условия поставки мелкогабаритной бытовой техники от компании Midea из Китая и условия ее оплаты
А. Поскольку мелкогабаритная бытовая техника из КНР в основном доставляется судами по морским маршрутам, то возможными условиями поставки являются FOB — порт отгрузки (Nigbo, Shun-de, Yantian, Hong Kong, Shanghai, Chiwan) и CIF — порт назначения (Kotka).
Условия оплаты мелкогабаритной техники договорные, например 30% составляет предоплата, остальные 70% оплачиваются в течение 15 дней после отплытия товара из порта отгрузки.
Б. Перечень обязательных логистических данных.
а) Минимальная партия покупки — 1 контейнер, в табл. 10.6 и 10.7 соответственно представлено количество и вес приборов мелкогабаритной бытовой техники, вмещающихся в разные типы контейнеров при достаточно плотной загрузке.
б) Упаковка и маркировка: мелкогабаритная бытовая техника располагается на стандартных европалетах 120 х 80, обтянутая полиэтиленом.
в) Сопроводительные документы: коносамент, инвойс, упаковочный лист, сертификат соответствия.
г) Способ доставки: из порта в Китайской Народной Республике морским транспортом до финского порта Котка, затем автомобильным транспортом до одной из московских таможен.
Количество мелкогабаритной бытовой техники в контейнере (шт.) и вес полезного груза мелкогабаритной бытовой техники в контейнере (кг) приведены соответственно в табл. 10.6 и табл. 10.7.
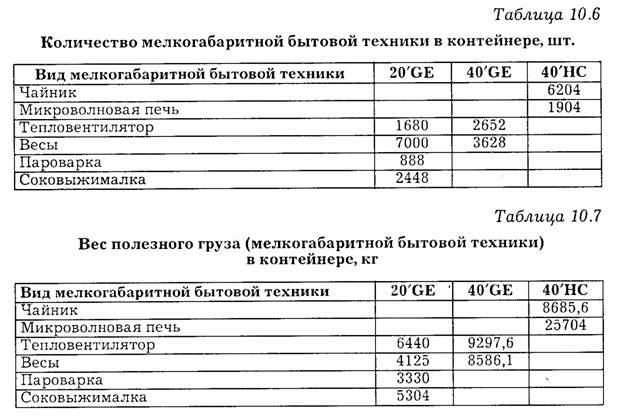
4. Типичные проблемы с поставщиками мелкогабаритной бытовой техники из КНР и основные методы их преодоления
На данный момент времени существуют следующие основные негативные аспекты в работе с китайскими заводами — поставщиками мелкогабаритной бытовой техники:
а) недействительность сертификатов соответствия Китайской Народной Республики в Российской Федерации;
б) относительно плохое качество полиэтиленовой упаковки (завод экономит на качественной упаковке, товар упаковывается в тонкий полиэтилен, что приводит к порче товара, потере товарного вида и т. д.);
в) неполное соответствие выпускаемой техники заданным параметрам (заводы в целях экономии предпочитают использовать низкосортную пластмассу, полученную из вторичного сырья, что приводит к отравлению людей при использовании данного прибора, некачественные металлические сплавы, что вызывает возгорание, чаще всего это чайники);
г) гонясь за низкими ценами на китайскую мелкогабаритную бытовую технику и личной прибылью, отечественные бизнесмены часто не обращают своего внимания на указанные негативные моменты. В настоящее время возможно рекомендовать следующие пути решения перечисленных выше негативных аспектов:
а) сертифицировать товар на территории РФ с получением долгосрочного сертификата на весь модельный ряд;
б) отслеживать качество упаковки через закрепление свойств упаковки в контракте, при нарушениях своевременно предъявлять претензии, требовать возмещения ущерба и осуществлять подробный инструктаж менеджеров по продажам мелкогабаритной бытовой техники о качестве и прочности упаковки;
в) составлять подробную спецификацию на каждый вид товара в отдельности с указанием качества потребляемых в процессе производства ресурсов, материалов, полуфабрикатов, высылать своего представителя на китайский завод для отслеживания проведения тестовых работ на каждую новую модель;
г) выявлять и лишать недобросовестных предпринимателей лицензии заниматься внешнеэкономической деятельностью.
5. Выбор вида транспорта, транспортных средств и перевозчиков при доставке мелкогабаритной бытовой техники из Китая
А. Особенности транспортировки мелкогабаритной бытовой техники из Китая в Россию.
Мелкогабаритная бытовая техника, произведенная в КНР, является продуктом относительно низкой ценовой категории, направленной на покупателя с небольшим уровнем достатка и соответственно платежеспособного спроса. Для того чтобы привезти такую технику в Россию по относительно низким ценам, существует несколько путей транспортировки:
а) перевозку осуществлять морским транспортом из Китая до финского порта Котка или до Калининграда, далее грузовым автомобильным транспортом осуществлять доставку до Москвы или до Санкт-Петербурга (в зависимости от того, где у компании находятся консолидационные склады), а дальше автомобильным или железнодорожным транспортом осуществлять развоз по регионам;
б) перевозку осуществлять по морю до таможенного терминала порта Восточный в Приморском крае, по регионам производить развоз либо автомобильным, либо железнодорожным транспортом;
в) перевозку осуществлять по международному транспортному коридору Север — Юг, который состоит из морского участка до портов Персидского залива, сухопутного отрезка по территории Ирана, далее Каспийским морем до Астрахани и, наконец, по реке Волга. Этот маршрут примерно в 2,5 раза короче, чем путь через Суэцкий канал, Средиземное море с перегрузкой на автомобильный транспорт в Финляндии или Санкт-Петербурге;
г) перевозку осуществлять железнодорожным транспортом по Китайской Народной Республике до Владивостока, таможенную очистку товара производить в таможенном терминале порта Восточный, а затем железнодорожным транспортом доставлять товар до Москвы;
д) перевозку осуществлять по Северному морскому пути (СМП), географическим преимуществом которого является более короткий маршрут по сравнению с южным маршрутом (через Суэцкий канал с его существенными ограничениями по размерам и осадкам морских судов), что может обеспечить конкурентоспособные перевозки грузов между Европейским и Азиатско-Тихоокеанским экономическими регионами (табл. 10.8).

В табл. 10.9 приведены основные преимущества и недостатки различных вариантов контейнерной перевозки морским и железнодорожным транспортом.
Как видно из информационных данных табл. 10.9, оба варианта имеют свои преимущества и недостатки. Чтобы осуществить окончательный выбор и принять решение, необходимо дополнительно упомянуть о следующих особенностях:
1) таможенный терминал порта Восточный является достаточно загруженным (например, в конце и начале календарного года), поэтому груз, подлежащий таможенной очистке, может задержаться на терминале на одну—две недели, что весьма существенно повлияет на транзитное время перевозки.

Причем следует отметить, что время задержки на терминале не поддается планированию, поэтому ни одна транспортно-экспедиторская компания не сможет гарантировать доставку товаров в срок, обозначенный в договоре на перевозку.
Учитывая этот факт, транзитное время при перевозке оказывается нелегко прогнозируемым;
2) существенным недостатком железнодорожных перевозок .является ограниченность компаний-перевозчиков.
Российская железная дорога (РЖД) является монополистом на российском рынке, поэтому компаниям — импортерам мелкогабаритной бытовой техники приходится считаться с относительно жесткими условиями перевозок, предоставленных ею.
Эти условия, как показала практика, не всегда являются выгодными компаниям-импортерам;
3) по указанию Правительства РФ разработан проект «Комплексное развитие СМП и его использование на коммерческой основе». Базовая идея проекта состоит в том, что в процессе неизбежного оживления экономики Арктической зоны, роста локальных и транзитных грузопотоков, комплексного развития СМП и обеспечивающей инфраструктуры может быть создана устойчиво самоокупаемая арктическая транспортная система под надежным государственным контролем в области безопасности мореплавания и экологии.
Реализация указанного проекта по Северному морскому пути в настоящее время еще не завершена.
Принимая во внимание три вышеизложенных факта и комментарии к ним, компании — импортеры мелкогабаритной бытовой техники из Китая, такие как, например, «Мир», «М-Видео», «Эльдорадо» и др., пользуются услугами контейнерных перевозчиков морским транспортом до финского порта Котка, а затем автомобильным транспортом до Москвы.
Б. Главные факторы, влияющие на выбор перевозчиков для фирмы, перечислены в схеме на рис. 10.2.

Основными перевозчиками, предоставляющими услуги по перевозке морским транспортом, хорошо представленными в Китае, являются судоходные компании CMA-CGM, Nedlloyd, Hapag-Lloyd, Kkline, OOCL, Panalpina. Все эти компании, за исключением последней, имеют свои суда и места в разных портах.
Компания Panalpina не имеет собственного парка морских судов, она фрахтует места на судах всех вышеперечисленных судоходных компаний и при этом предлагает достаточно конкурентоспособные цены за фрахт (например, приведенные в табл. 10.10 тарифные ставки были несколько ниже ставок CMA-CGM, действительны только на 4 квартал 2004 г.).
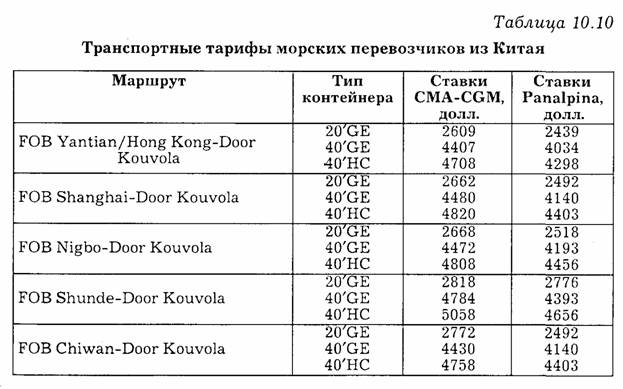
Для организации процедуры выбора перевозчика необходимо выбрать основные критерии, допустим, это будут следующие: сроки доставки, сохранность груза, размер тарифа, возможность контроля процесса, размер страхового возмещения.
Процедура выбора перевозчика заключается в ранжировании пяти вышеуказанных критериев с указанием удельного веса каждого критерия, с выставлением оценки по каждому критерию для каждой рассматриваемой судоходной компании, осуществляющей морские перевозки из Китая (например, CMA-CGM, Nedlloyd, Panalpina). Затем рассчитывается рейтинг данных поставщиков и сравнивается между собой в соответствии с данными табл. 10.11.
Допустим, что поставщики оцениваются по трехбалльной шкале (хотя, напоминаем, что шкала может быть любая, хотя слишком большая затрудняет расчеты, но дает более точные результаты): 3 — полностью удовлетворяют логистическим требованиям; 2 — частично удовлетворяют; 1 — не соответствуют требованиям.

Вычисление рейтинга каждого поставщика осуществляется по каждому критерию с учетом удельного веса значимости факторов. В результате расчета получим суммарный рейтинг каждого морского перевозчика (табл. 10.11).
Анализируя данные, полученные в табл. 10.8, следует сделать вывод, что, несмотря на то что наивысшая оценка по баллам получилась у двух судоходных компаний — перевозчиков мелкогабаритной бытовой техники CMA-CGM и Panalpina одинаковой (по 14 баллов), выбор останавливаем на компании Panalpina, поскольку рейтинговая оценка с учетом всех факторов у нее оказалась выше.
Этапы доставки груза до Москвы. Пример выбранного маршрута доставки мелкогабаритной бытовой техники из китайского порта Шанхай в Москву представлен на рис. 10.3.
Сроки поставок. Минимальное транзитное время в пути контейнера с мелкогабаритной бытовой техникой из Китая в Москву составляет 45—50 суток:
30 суток контейнер идет на судне из Китая (морской порт Шанхай) до порта Котка, Финляндия;
1—2 дня уходит на разгрузку судна и определение контейнера на контейнерную площадку;
2—5 дней тратится на получение релиза контейнера на транзитный склад в Финляндии (все это время контейнер стоит в порту);
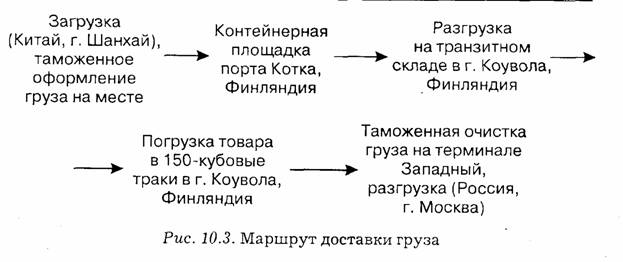
около 5 дней контейнер доставляется на транзитный склад в Финляндии, где перегружается в траки, на него оформляется новая транспортно-сопроводительная документация (CMR и книжка МДП для международных дорожных перевозок);
3—4 дня контейнер автомобильным транспортом (обычно компании «Евроконт») доставляется в Москву.
Проблемы взаимодействия с перевозчиками и пути их решения. Рассмотрим на примере деятельности автотранспортной компании. При организации перевозки груза клиент и транспортная компания (перевозчик) заключают договор, который предусматривает следующие основные пункты: предмет договора, права и обязанности, порядок расчетов, ответственность сторон, технология осуществления перевозки, сроки действия договора, форс-мажорные обстоятельства, арбитраж и прочие условия. В ходе перевозки могут возникнуть следующие проблемы:
— опоздание автомобиля на погрузку/разгрузку;
— поломка (авария)автомобиля в пути;
— полная или частичная порча товарного груза;
— возникновение дополнительных расходов на этапах доставки груза от пункта отправления до пункта назначения и т. п.
Данные проблемы требуют оперативного вмешательства и решения в кратчайшие сроки. Для этого транспортная компания, предоставляющая услуги по перевозке груза, должна постоянно поддерживать из диспетчерской мобильную или спутниковую связь с водителем предоставляемого для перевозки товарного груза подвижного состава, следить за ходом осуществления перевозки, контролировать время прихода грузового автомобиля на загрузку/выгрузку, оперативно выявлять причины незапланированных остановок в пути следования, своевременно информировать клиента о прохождении машиной этапов доставки.
6. Таможенные платежи при ввозе мелкогабаритной бытовой техники в РФ от китайских поставщиков
А. Порядок определения таможенной стоимости товара
Таможенная стоимость товара необходима для определения таможенных платежей или иных таможенных целей.
Порядок определения таможенной стоимости товаров, ввозимых на территорию РФ юридическими или лицами, утвержден постановлением Правительства РФ от 5 ноября 1992 г. № 856 «Об утверждении Порядка определения таможенной стоимости товаров, ввозимых на территорию РФ».
Определение таможенной стоимости товаров происходит с помощью одного из методов, представленных на схеме рис. 10.4.

Рис. 10.4. Методы определения таможенной стоимости товаров
Основным методом определения таможенной стоимости является оценка по цене сделки с ввозимыми товарами (1-й метод). В данной работе определим таможенную стоимость 1-го контейнера 40'НС объемом 66,795 куб. м, загруженного микроволновыми печами, с помощью основного метода.
Цена микроволновой печи у китайского производителя составляет 28,70 USD.
В контейнер загружено 1904 упаковки микроволновых печей.
Общая стоимость партии товара в контейнере, следовательно, составляет:
1904 х 28,70 = 54 644,80 долл.
Стоимость морского фрахта из Кингдао (QINGDAO) до порта Котка (Финляндия) обходится в 5600,00 долл.
На момент совершения сделки курс валют (например, на 15.10.2004 г.) составляет 1 долл. = 0,7507 евро.
Транспортные расходы на перевозку контейнера из порта Котка на консолидационный склад в г. Коувола — 441 евро, или 441 : 0,7507 = 587, 452 долл.
Расходы на транспортировку контейнера из г. Коувола до места таможенного оформления в г. Москва — 325 евро, или 325 : 0,7507 = = 432, 93 долл.
Стоимость погрузки контейнера на транспортное средство — 4,15 евро/куб, м.
Стоимость выгрузки контейнера с транспортного средства — 4,15 евро/куб, м.
Стоимость хранения контейнера на складе — 4,15 евро/куб, м в месяц.
Следовательно, расходы по погрузке/выгрузке товара составят
66,795 х 4,15 х 2 = 554,4 евро, или 554,4 : 0,7507 = 587,452 долл.;
расходы по складированию товара равняются
66,795 х 4,15 = 277,2 евро, или 272,2 : 0,7507 = 369,25 долл.
Расходы на страхование составляют 240,40 долл.
Итого таможенная стоимость товара в контейнере составляет:
54 644,80 + 5600,00 + 587,452 + 432,93 + 587,452 + 369,25 + 240,40 = = 62 462,284 долл.
Б. Расчет таможенных платежей при адвалорной ставке таможенной пошлины
В отношении приборов мелкогабаритной бытовой техники установлены адвалорные ставки таможенных пошлин, начисляемые в процентах к таможенной стоимости облагаемых товаров. Поэтому в данной работе приведем расчет таможенных платежей только при адвалорной ставке.
Следует отметить, что приборы мелкогабаритной бытовой техники не облагаются акцизами. Для приборов мелкогабаритной бытовой техники установлена ставка ввозной пошлины в размере Ст(П) = 15%; ставка налога на добавленную стоимость Ст(НДС) = 18%.
Расчет ввозной таможенной пошлины осуществляется по следующей формуле:
Сп = Ст(П) х Стов, (5)
где Стов — таможенная стоимость ввозимого товара (долл. США).
Сп = (15 х 62462,284) : 100 = 9 369,34 долл.
Расчет НДС осуществляется по формуле
Сндс = Ст(НДС) х (Стов + Сп) = 18 х (62 462,284 + 9369,34) : 100 =
= 12 929,69 долл.
Расчет общей суммы таможенных платежей осуществляется по формуле
С = Сп + Сндс = 9 369,34 + 12 929,69 = 22 299,03 долл. (7)
В. Особенности условий поставок товаров в Российскую Федерацию
Термины, определяющие условия поставки товаров, подробно излагаются в Международных правилах толкования торговых терминов — Инкотермс 1990 и 2000. Применение некоторых условий поставки товаров по Инкотермс в Россию имеет свою специфику.
Поставка товаров на условиях DDP в РФ по контракту является в настоящее время условием с повышенным риском для продавца. Данный риск вызван следующими аспектами:
а) относительно сложным с точки зрения иностранных компаний процессом прохождения таможенных процедур в Российской Федерации;
б) относительно трудно точно определить размер таможенных платежей заранее, до заключения контракта или до момента прохождения таможенной очистки ввиду частых изменений в ставках ввозных таможенных пошлин;
в) коды ТН ВЭД и соответственно ставки ввозной пошлины для высокотехнологичного оборудования могут быть окончательно подтверждены только при прохождении импортной таможенной очистки.
Г. Возможные проблемы при прохождении таможенных формальностей и основные пути их решения
Таможенная стоимость на ввозимый товар. Таможенные органы вправе потребовать подтверждения стоимости товара. Под нормальной стоимостью понимается цена аналогичного или непосредственно конкурирующего товара в стране производителя или экспортера при обычном ходе торговли таким товаром. Стоимость товара по контракту, паспорту сделки и банковское подтверждение о валютном переводе по контракту могут оказаться недостаточными аргументами для подтверждения таможенной стоимости товара.
На самом деле существует множество естественных рыночных факторов, обусловливающих цену товара ниже мировых среднестатистических цен или цен в стране производителя или экспортера.
Такими факторами могут быть низкая конкурентная цена от производителя, предоставляемые скидки торговой фирмой-продавцом, производителем или субконтрактором, конкретной специфической конфигурацией технологической системы и многие другие.
Тем не менее указанные аргументы могут быть недостаточными, и в этом случае можно предположить следующие варианты действий в разрешении спора по поводу цены товара:
— подтвердить цену можно копией экспортной декларации от продавца, присланной по факсу;
— предоставить от продавца и покупателя письма, подтверждающие данную стоимость товара;
— направить письмо-запрос в таможенный отдел валютного контроля для подтверждения соответствия цены среднемировым ценам на данный товар.
Скидки. Часто продавец-нерезидент желает зафиксировать скидку, предоставляемую покупателю до подписания контракта в ходе переговоров, в этом контракте или приложениях, дополнениях к контракту и в отгрузочных документах. Указываемые таким образом скидки могут быть восприняты таможенными органами как «занижение» инвойсной стоимости.
В этой ситуации можно предложить следующее мероприятие: скидки следует зафиксировать в отдельном от контракта соглашении или протоколе между двумя сторонами.
Задание 5. Организация процесса доставки музыкального оборудования из Южной Кореи
Требуется рассмотреть поэтапно логистические процессы во внешнеэкономической деятельности на примере организации поставок музыкального оборудования от поставщика из Южной Кореи в Россию.
1. Общая характеристика
Поскольку в качестве иностранного поставщика выбрана компания из Южной Кореи, то необходимо привести общую характеристику страны на начало 2004 г.
Полное название государства: Республика Корея, с площадью 99 373 кв. км, населением 48 млн человек, состоящим из корейцев и иммигрантов (преимущественно американцев); язык корейский; религия: христианство, буддизм, конфуцианство, шаманизм; государственное устройство: республика, президент Ким Даэ-джунг, премьер-министр Ли Ханг Донг; произвела в 2003 г. валового внутреннего продукта (ВВП) на 475 млрд долл., имела годовой экономический рост 2% и инфляцию 4%.
Основные отрасли народного хозяйства: кораблестроение, машиностроение, электроника, химическая промышленность, текстильная промышленность. Главные партнеры: США, Япония, Германия. Код валюты— Вон, KRW. Курс валюты на 15.11.2004 г.: 1251 KRW = 1 долл.
В качестве импортируемого товара — музыкального оборудования — будут заказываться колонки, усилители, электрогитары и т. д. у фирмы INVASK, являющейся лидером российского рынка по продаже музыкального оборудования.
2. Факторы, влияющие на выбор поставщика
Торговый оборот между Российской Федерацией и Южной Кореей составил 3,5 млрд долл. США в 2003 г. ( в 2000 г. — 2,2 млрд долл.), в связи с этим Россия и Республика Корея имеют активный потенциал для активного экономического сотрудничества.
Южная Корея для России является одним из немногих поставщиков дорогого музыкального оборудования, которое по своему качеству ненамного отличается от качества музыкального оборудования европейских производителей, но существует огромная разница в ценовых аспектах корейских и европейских производителей при относительном сравнении.
Вследствие этого можно выделить два основных аспекта, влияющих на выбор именно южнокорейского производителя музыкального оборудования: цена и качество поставляемой товарной продукции, затем следует выделить:
— надежность (гарантия обеспечения со стороны поставщика товарной продукцией обусловленного контрактом количества, качества, в определенные промежутки времени, вне зависимости от возможных недопоставок);
— условия поставки (поскольку потребности клиентов музыкального оборудования постоянно растут и изменяются во времени и пространстве, а их запросы могут иметь непредсказуемый характер, то для фирмы-покупателя очень важным становятся непрерывность поставок и возможность изменять условия поставок, опираясь на потребительский спрос).
3. Определение кода ТН ВЭД музыкального оборудования
Товарная номенклатура внешнеэкономической деятельности (ТН ВЭД) Российской Федерации — систематизированный перечень товаров, классифицированных по признаку происхождения, материалу изготовления, назначению, химическому составу, степени обработки и представленный в виде товарных позиций, субпозиций, подсубпозиций и соответствующих им цифровых кодов. Классификационное решение принимается таможенными органами по заявлению лица, заключившего внешнеторговую сделку и/ или являющегося грузополучателем товара.
Порядок определения кода ТН ВЭД:
1) Указанное лицо заблаговременно, до начала таможенного оформления, направляет в соответствующий таможенный орган письменный запрос, который должен содержать все сведения, необходимые для принятия классификационного решения. К запросу должны прилагаться пробы и образцы товаров, их описание, фотографии, рисунки, чертежи, коммерческие и иные документы, а также любые другие необходимые сведения в зависимости от характера запрашиваемого классификационного решения.
2) Общий срок рассмотрения заявления на принятие классификационного решения не должен превышать трех месяцев.
3) Классификационное решение выдается на товар одного наименования или группу товаров, классифицируемых в одной 9-знач-ной товарной подсубпозиций ТН ВЭД.
4) Срок действия классификационного решения составляет 1 год с момента его выдачи.
5) Классификационное решение оформляется в двух экземплярах. Первый экземпляр направляется или выдается заявителю, второй экземпляр хранится в таможенном органе, его выдавшем.
Музыкальное оборудование относится к 85 группе «Электрические машины и оборудование, их части; звукозаписывающая и звуковоспроизводящая аппаратура, аппаратура для записи и воспроизведения телевизионного изображения и звука, их части и принадлежности».
Таможенная очистка будет производиться на Балтийской таможне.
Стоимость таможенного оформления составляет, например, 8450 USD на 31 октября 2004 г.
4. Сроки производства
Производство музыкального оборудования в южнокорейской компании осуществляется на поточной линии. Продолжительность изготовления определенного контрактом заказа составляет 1 месяц.
5. Условия поставки и условия оплаты музыкального оборудования
Условия поставки музыкального оборудования формируются при проектировании процесса его доставки от производителя до конечного покупателя, вносятся в контракт и включают в себя:
— определение маршрута (выбор схемы доставки музыкального оборудования);
— перечень обязательных логистических данных, определяющих специфику музыкального оборудования;
— выбор вида подвижного состава;
— оформление сопроводительной документации от пункта загрузки до конечного пункта выгрузки музыкального оборудования;
— расчет срока доставки;
— установление формы и сроков оплаты;
— предоставление дополнительных услуг (страхование, сопровождение товарного груза, охрана и т. д.).
Определение маршрута. В настоящее время наиболее активно используются в основном две схемы доставки товарного груза в контейнерах между Европой и странами Азиатско-Тихоокеанского региона (АТР), например восток Китая, Южная Корея, Япония:
— океанская доставка;
— смешанная перевозка.
Океанская доставка составляет более 98% общего объема перевозок контейнеров между Европой и странами АТР. Основные океанские трассы лежат через Красное море и Суэцкий канал в Средиземное море. Здесь поток контейнеров разделяется на три части. Небольшая часть идет на Черное море. Основной поток направлен на южное (южное побережье Франции, восточная часть южного побережья Испании, север Италии и Адриатики) и северное (южная часть Великобритании, северное побережье Франции, Бельгия, Нидерланды, Германия) побережье Европы и далее по суше в европейские страны. Транзитное время доставки контейнеров от порта до порта составляет 35—40 суток.
Смешанная перевозка осуществляется из азиатских портов в порт Восточный (Россия) и далее по Транссибирской магистрали в Европу. Как вариант этой схемы — железнодорожная перевозка осуществляется из Пусана и Шанхая по Транссибу в Европу. Доставка из Пусана в Финляндию составляет 17—18 суток, из Шанхая — в пределах 20—22 суток.
Выбирается доставка музыкального оборудования в контейнерах по первому варианту схемы (океанская доставка) следующим образом: из порта Пусан (Южная Корея) до порта в Санкт-Петербурге (Россия).
Заключению договора морской перевозки груза обычно предшествует заключение внешнеторгового контракта между продавцом и покупателем, в котором определяются все основные условия перевозки (круг обязанностей, ответственности, рисков и расходов по морской перевозке груза, которые возлагаются на продавца либо на покупателя).
Выбраны следующие условия доставки контейнера с музыкальным оборудованием: FOB Pusan — DOOR Moscow.
FOB (FREE ON BORD) — СВОБОДНО НА БОРТУ (НАИМЕНОВАНИЕ ПОРТА ОТГРУЗКИ). Продавец доставляет груз в согласованный с покупателем порт отправления, обеспечивает оформление и погрузку груза на борт судна, оплачивает таможенные пошлины, налоги и сборы.
Стоимость доставки контейнера с музыкальным оборудованием составляет 6550 долл., не включая портовые сборы в Пусане 200 долл., которые оплачивает отправитель.
Перечень обязательных логистических данных, определяющих специфику перевозки музыкального оборудования:
1. Подробное описание ввозимого товара (Packing List, сертификаты на производителя и на покупателя), что необходимо для определения кода ТН ВЭД, и, следовательно, для определения таможенной стоимости.
2. Стоимость груза — 80 000 долл.
3. Страна происхождения — Южная Корея.
4. Вес нетто музыкального оборудования — 10 000 кг.
5. Объем груза — 60 куб. м.
6. Количество единиц груза — 1429 коробок.
7. Упаковка и маркировка ввозимого груза:
— музыкальное оборудование упаковано в картонные коробки (5—7 кг одна коробка);
— маркировка грузов является обязательным элементом внешнеторговых операций, она выполняет функции представления товаросопроводительной информации, содержит номер договора, номер транса, весогабаритные характеристики мест, номер места, число мест в партии или трансе и др., является указанием транспортным фирмам по обращению с грузом (например, «не кантовать», «беречь от огня», «беречь от влаги» и т. д.).
Выбор подвижного состава. Исходя из выбранной схемы доставки музыкального оборудования, определяется и тип подвижного состава. В нашем случае при:
— морской перевозке на грузовом судне выбирается контейнер 40f стандартный, имеющий следующие параметры:
1) собственный вес контейнера — 3750 кг;
2) максимальный вес груза — 28 750 кг;
3) максимальный вес брутто — 32 500 кг;
4) длина — 12 032 мм (12,032 м);
5) ширина —2352 мм (2,352 м);
6) высота —2393 мм (2,393 м);
7) дверной проем по ширине — 2340 мм (2,340 м);
8) дверной проем по высоте — 2280 мм (2,280 м);
9) объем — 67,7 куб.м;
—автомобильной перевозке, после того как морское судно прибывает в обозначенный контрактом порт и товарный груз проходит таможенную очистку, контейнер с музыкальным оборудованием перегружается на автомобильную платформу с тягачом и следует до склада покупателя.
Оформление сопроводительной документации от пункта загрузки до конечного пункта выгрузки. Исходя из условий перевозки, продавец доставляет груз в согласованный с покупателем порт отправления и обеспечивает оформление всей необходимой для этого документации: INVOICE (инвойс — счет фактура), Packing List (упаковочный лист), экспортная декларация — при отгрузке с завода-изготовителя. Оригиналы всех документов грузоотправитель высылает грузополучателю.
При погрузке музыкального оборудования на борт морского судна владельцу груза выдается коносамент в подтверждение того, что перевозчик принимает товарный груз на борт судна.
Коносамент — это основной документ, выдаваемый перевозчиком грузоотправителю в подтверждение факта принятия груза к морской перевозке и обязательства передать его грузополучателю в порту назначения. В коносаменте указываются следующие положения:
— наименование морского судна (если груз принят к перевозке определенным морским судном);
— наименование перевозчика, место приема груза к перевозке, наименование отправителя;
— место назначения или направления морского судна, наименование получателя груза (коносамент на предъявителя, именной коносамент, ордерный коносамент);
— наименование, маркировка, состояние, внешний вид и свойства груза;
— количество мест, и/или вес, и/или объем груза;
— данные о фрахте и других причитающихся перевозчику платежах;
— количество составленных экземпляров коносамента;
— подпись капитана морского судна или иного представителя перевозчика.
После прохождения таможенной очистки выдается грузовая таможенная декларация (ГТД), по необходимости перевозчик открывает TIR-cart (книжка МДП), которая позволяет грузовым автомобилям под таможенными печатями и пломбами, поставленными на месте отправления, пересекать все границы без проведения промежуточного контроля груза до прибытия его в пункт назначения.
Срок доставки из Южной Кореи (порт Пусан) до склада покупателя составляет 35—40 дней.
Форма и сроки оплаты. Наиболее приемлемой формой оплаты является безналичный расчет. Оплата производится на основании счета, счет-фактуры, акта выполненных работ и оригинала truck waybill — CMR (автомобильной транспортной накладной) в течение пяти банковских дней после получения пакета документов.
Дополнительные услуги. Здесь следует рассмотреть значимость услуг страхования, предоставляемых страховыми компаниями на этапах доставки товарного груза.
Процесс доставки груза от производителя до потребителя (покупателя) можно разбить на три основные этапа:
1) доставка производителем своими средствами от склада своего предприятия до порта отгрузки;
2) транспортировка морским путем;
3) перевозка от порта назначения до склада покупателя.
При транспортировке музыкального оборудования от склада производителя до порта погрузки ответственность за сохранность груза лежит на перевозчике (самого производителя). При транспортировке морским судном товарный груз автоматически страхуется морской линией.
После того как груз проходит таможенную очистку, ответственность за его сохранность переходит на экспедитора, который занимается организацией процесса доставки контейнеров с музыкальным оборудованием, при этом он не берет на себя ответственность и обязательства по страхованию груза. Страхуется только его ответственность как экспедитора. Поэтому покупателю целесообразно застраховать груз только на третьем этапе его доставки (от Балтийской таможни до склада покупателя в Москве).
Ставка страховой премии составляет 0,35% от заявленной стоимости перевозимого груза, следовательно, она равняется 280 USD.
6. Основные проблемы с южнокорейскими поставщиками и пути их решения
Одной из типичных проблем при работе с поставщиками из Южной Кореи является срыв графика постави. Для того чтобы избежать срыва графиков поставок, отечественным компаниям необходимо заказывать музыкальное оборудование у надежных производителей.
Второй наиболее распространенной проблемой является качество и точность оформления сопроводительной документации музыкального оборудования. Часто некорректно указываются грузополучатель и его адрес, фактический вес зачастую не соответствует реальному весу (перевес), первоначально в документах может быть указан неверный объем, и при загрузке возникают трудности с укладкой груза.
Для того чтобы предотвратить эти проблемы, необходимо постоянно осуществлять контроль при работе с документацией и вовремя вносить необходимые изменения.
7. Транспортные тарифы
Повышение эффективности работы всех видов транспорта в большей степени зависит от организации грузовых перевозок. Тариф является ценой услуг, предоставляемых транспортными организациями за перевозку грузов. Тариф включает в себя следующие положения:
— плата, взимаемая за перевозку товарных грузов;
— сборы за дополнительные операции, связанные с перевозкой грузов;
— правила исчисления платы и сборов.
1) На железнодорожном транспорте для определения стоимости перевозки используют следующие виды тарифов:
Общие тарифы — это основной вид тарифов, с помощью которых определяется стоимость перевозки основной массы грузов.
Исключительные тарифы устанавливаются с отклонением от общих тарифов в виде специальных надбавок или скидок (распространяются, как правило, на конкретные грузы, могут быть повышенными или пониженными).
Льготные тарифы распространяются, как правило, при перевозке грузов для определенных целей, а также грузов для самих железных дорог.
Местные тарифы устанавливают начальники отдельных железных дорог, они включают в себя размеры плат за перевозку грузов и ставки различных сборов, действуют в пределах данной железной дороги.
Кроме провозной платы, железная дорога взимает с грузополучателей и грузоотправителей плату за дополнительные услуги, называемые сборами, которые взимаются за выполнение силами железной дороги следующих операций: за хранение, за взвешивание или проверку веса груза и его объема, за подачу или уборку вагонов, их дезинфекцию, за экспедирование грузов, погрузочно-разгрузочные работы, а также ряд других операций.
В табл. 10.12 приведены основные факторы, от которых зависит размер платы при перевозке грузов в контейнере железной дорогой.
При перевозке музыкального оборудования по второй схеме (из портов Южной Кореи в порт «Восточный» (Россия) и далее по
Транссибирской магистрали в европейскую часть) ее стоимость составит 18 000 долл. (море + ж/д + таможенное оформление).
2) На автомобильном транспорте для определения стоимости перевозки грузов используются следующие виды тарифов: сдельные тарифы на перевозку грузов, тарифы на перевозку грузов на условиях платных автомобильных тонно-часов; тарифы за повременное пользование грузовыми автомобилями; тарифы из расчета километрового пробега; тарифы за перегон подвижного состава; договорные тарифы.
В табл. 10.13 приведены основные факторы, оказывающие влияние на размер тарифной платы при перевозке автомобильным транспортом.

Стоимость перевозки музыкального оборудования из Санкт-Петербурга в Москву составит 900 долл.
3) На морском транспорте оплата за перевозку товарных грузов осуществляется либо по тарифу, либо по фрахтовой ставке. Если груз следует по направлению устойчивого грузового потока, то его перевозка осуществляется системой линейного судоходства, он движется по расписанию и оплачивается по объявленному тарифу.
Стоимость перевозки музыкального оборудования морским транспортом из порта Пусан до Санкт-Петербурга составит 6550 долл.
8. Особенности поставки музыкального оборудования из Южной Кореи
Поставка контейнера с музыкальным оборудованием из Южной Кореи осуществляется на условии FOB — свободно на борту (...указанный порт отгрузки). FOB — торговый термин, включенный в Инкотермс и означающий, что продавец выполняет свое обязательство по поставке, когда товар переходит через поручни судна в указанном порту отгрузки. Это означает, что с этого момента все расходы и риски гибели или повреждения товара должен нести покупатель. Условие FOB требует, чтобы продавец очистил товар от таможенной пошлины на экспорт. Условие FOB можно использовать только для морского или речного транспорта.
9. Проблемы взаимодействия с перевозчиками и пути их решения Неразвитость внутренних контейнерных перевозок в Российской Федерации является следствием нескольких факторов.
1) Основной из факторов — это нехватка контейнерных перегрузочных мощностей на железных дорогах. С наиболее распространенными в мировой практике 40-футовыми контейнерами в России на начало 2005 г. может работать пока только лишь 41 терминал, а с 20-футовыми — 174, да и то они сосредоточены в основном в морских портах. Для такой страны этого, конечно, недостаточно. Поэтому владельцу товарного груза проще использовать автомобили, хотя это и дороже, а раз речь идет о перевозке грузовыми автомобилями, то намного удобнее груз везти по России не в контейнерах, а в фурах.
2) В России наблюдается существенный дефицит логистических центров. Логистический центр координирует складское и транспортное обслуживание, предоставляет информационное обеспечение, диспетчирует и контролирует движение грузов. Он должен располагать развитой инфраструктурой, включающей в себя ряд складских терминалов класса «А» (современные специализированные здания с высотой потолков от десяти метров, с полами с антипылевым покрытием, оборудованные системы видеонаблюдения, кондиционирования воздуха и т. д.), погрузочно-разгрузочную технику, подъездные пути, таможенные пункты, офисные помещения и т. п.
В настоящее время во всех развитых государствах практически почти весь оборот внешней торговли (импорт и экспорт), а также большая часть внутреннего товарооборота осуществляются через логистические центры (грузовые перегрузочные комплексы). Собираемые с них налоги являются обычно весьма весомым вкладом в бюджеты всех уровней. Правительство любой страны и местные органы власти заинтересованы в успешной деятельности логистических центров и оказывают им постоянное внимание и весомую поддержку, которая чаще всего проявляется в виде финансовых льгот при строительстве и эксплуатации логистических центров.
10.2. Контрольные вопросы для оценки качества освоения дисциплины «МЕЖДУНАРОДНАЯ ЛОГИСТИКА»
1. Цели, задачи, предмет и метод международной логистики, ее место в общей теории логистического менеджмента.
2. Взаимодействие международной логистики с другими науками и сферами профессиональной деятельности.
3. Управленческая, организационная и технологическая международная логистика.
4. Понятие международной логистической системы, внешнеторговой сети, внешнеторгового звена, внешнеторгового канала, внешнеторговой процедуры, внешнеторговой операции.
5. Функции управления в международной логистике.
6. Технологии перемещения товарных потоков через границы государств.
7. Рационализация таможенных процедур с использованием основных принципов международной логистики.
8. Посредническая деятельность в международной, логистике: функции и виды, особенности, преимущества и недостатки.
9. Признаки классификации, основные виды, методы расчета логистических издержек при реализации внешнеторговых операций.
10. Экономические интересы в международной логистике и основные аспекты их защиты от коммерческих рисков.
11. Роль «Инкотермс 2000» в элиминировании логистических рисков.
12. Основные принципы функционирования интермодальных и мультимодальных систем перевозок внешнеторговых грузов.
13. Международные логистические программы, проекты и транспортные коридоры.
14. Правовое обеспечение международных перевозок товарных грузов.
15. Роль и значение транспортно-логистических центров при управлении международной транспортировкой в логистических цепях поставок.
16. Международные и региональные логистические транспорт-но-распределительные системы.
17. Методы оценки эффективности инвестиционных проектов в международной логистике.
18. Международные логистические системы в свете эволюционной экономики.
19. Основы экономической стратегии во внешнеторговой деятельности и международной логистике.
10.3. Примеры тестовых вопросов
по дисциплине «МЕЖДУНАРОДНАЯ ЛОГИСТИКА»
1. Что собой представляет международная логистика:
а) «это особая область теоретических и практических знаний, деловых навыков, связанных с методами организации и техникой управления потоками, обслуживающими международный обмен материальными ценностями и услугами»;
б) «это форма оптимизации рыночных связей, гармонизации интересов всех участников цепи товародвижения от первичного источника сырья до конечного потребителя готовой продукции»;
в) «это наука об управлении и оптимизации материальных и сопутствующих им потоков (информационных, финансовых, сервисных и др.) в микро-, мезо- или макроэкономических системах»;
г) «это направление научно-практической деятельности, целевой функцией которого является сквозная организационно-аналитическая оптимизация потоковых процессов в экономике».
2. При каких условиях договор (соглашение, контракт) осуществления коммерческих операций между двумя или несколькими сторонами не считается международным:
а) «если он заключен между сторонами разной государственной (национальной) принадлежности, коммерческие фирмы которых находятся на территории одного государства (филиалы, дочерние компании разных стран, находящиеся на территории одной страны)»;
б) «если он заключен между сторонами одной государственной (национальной) принадлежности, если их коммерческие предприятия находятся на территории разных государств»;
в) «если он заключен между двумя или несколькими сторонами, находящимися в разных странах, по поставке установленных количества и качества товарных единиц в договорные сроки, в соответствии с согласованными сторонами условиями»;
г) «если он заключен между двумя или несколькими сторонами, находящимися в разных государствах, по оказанию установленных количества и качества услуг в соответствии с согласованными сторонами условиями».
3. При каких условиях договор (соглашение, контракт) осуществления коммерческих операций между двумя или несколькими сторонами считается международным:
а) «если он заключен между сторонами разной государственной (национальной) принадлежности, коммерческие фирмы которых находятся на территории одного государства (филиалы, дочерние компании разных стран, находящиеся на территории одной страны)»;
б) «если он заключен между сторонами одной государственной (национальной) принадлежности, если их коммерческие предприятия находятся на территории разных государств»;
в) «если он заключен между двумя или несколькими сторонами, находящимися в разных странах, по поставке установленных количества и качества товарных единиц в договорные сроки, в соответствии с согласованными сторонами условиями»;
г) «если он заключен между двумя или несколькими сторонами, находящимися в разных государствах, по оказанию установленных количества и качества услуг в соответствии с согласованными сторонами условиями».
4. На чем основана товарная номенклатура внешнеэкономической деятельности (ТН ВЭД), используемая в РФ:
а) «на ТН ВЭД СССР, имеющая 12-значные кодовые обозначения и приведенной в соответствие с международной гармонизированной системой описания и кодирования товаров»;
б) «на ТН ВЭД СНГ, имеющая 12-значные кодовые обозначения и приведенной в соответствие с международной гармонизированной системой описания и кодирования товаров»;
в) «на ТН ВЭД СНГ, имеющая 10-значные кодовые обозначения и приведенной в соответствие с международной гармонизированной системой описания и кодирования товаров»;
г) «на ТН ВЭД СНГ, имеющая 16-значные кодовые обозначения и приведенной в соответствие с международной гармонизированной системой описания и кодирования товаров».
5. Когда обязанности продавца минимальны, а покупателя — максимальны при поставках во внешнеэкономической деятельности по Инкотермс:
а) при условии EXW Франко-завод;
б) при условии DDP Поставка с оплатой пошлины (... название места назначения);
в) при условии CIP Фрахт / перевозка и страхование оплачены до (... название места назначения);
г) при условии FOB Франко-борт (... название порта отгрузки).
6. Когда обязанности продавца максимальны, а покупателя — минимальны при поставках во внешнеэкономической деятельности по Инкотермс:
а) при условии EXW Франко-завод;
б) при условии DDP Поставка с оплатой пошлины (... название места назначения);
в) при условии CIP Фрахт / перевозка и страхование оплачены до (... название места назначения);
г) при условии FOB Франко-борт (... название порта отгрузки).
7. Какая формулировка в международном контракте обычно оговаривается между продавцом и покупателем о порядке и сроках приемки товаров:
а) «Товары считаются поставленными Продавцом и принятыми Покупателем в отношении количества — по количеству мест и весу, указанных в товаро-сопроводительных документах, а в отношении качества — по качеству, указанному в сертификате качества»;
б) «Оборудование считается поставленным Продавцом и принятым Покупателем на складе Грузополучателя в отношении количества согласно товаро-сопроводительным документам и технической спецификации контракта. Приемка оборудования по качеству осуществляется на месте монтажа оборудования по результатам проведения Покупателем пуско-наладочных работ и приемо-сдаточных испытаний. Оборудование считается принятым Покупателем в отношении качества с даты выдачи сертификата
приемки»;
в) «Оборудование считается поставленным Продавцом и принятым Покупателем на складе Грузополучателя в отношении количества согласно фактической поставке. Приемка оборудования по качеству осуществляется после полного монтажа оборудования»;
г) «Товары считаются поставленными Продавцом и принятыми Покупателем в отношении количества — по количеству мест и весу фактически соответствующей партии поставки, а в отношении качества — по качеству, удовлетворяющему Покупателя».
8. В каких случаях предоставляется сертификат происхождения:
а) «для товаров, происходящих из стран, которым РФ предоставляет преференции по таможенному тарифу»;
б) «для товаров, ввоз которых из данной страны регулируется количественными ограничениями (квотами) или иными мерами регулирования внешнеэкономической деятельности»;
в) «если это предусмотрено международными соглашениями, участником которых является Российская Федерация, а также законодательством РФ в области охраны окружающей среды, здоровья населения и т. п.»;
г) «в случаях, когда в предоставляемых для таможенного оформления документах сведения о происхождении товаров отсутствуют либо у таможенного органа РФ есть основания полагать, что декларируются недостоверные сведения о происхождении товаров».
9. Что представляет собой сертификация соответствия товаров, работ и услуг:
а) «является вынужденной и необходимой ограничительной мерой на данном этапе развития международной кооперации ввиду отличий в системах стандартизации в разных странах, технических требованиях, различных критериев безопасности и защиты прав потребителей»;
б) «необходима для подтверждения того, что изделие, работа, услуга соответствуют определенным стандартам, техническим условиям, нормативно-техническим документам»;
в) «подтверждается сертификатом соответствия или знаком соответствия, являющимися документом, выданным по правилам
системы сертификации и подтверждающим, что сертификационные изделия, продукция, товар или услуга соответствуют определенному стандарту, нормативно-техническим документам»;
г) «проводится Госстандартом РФ, которым осуществляется контроль и надзор за деятельностью по его поручению других организаций (аккредитованными центрами по сертификации, лабораториями, испытательными центрами и т. д.)»;
10. Какие условия с точки зрения покупателя, продавца (нерезидента) являются рекомендуемыми оптимальными условиями экспортной поставки им товара российским субподрядчиком (резидентом):
а) «FOB — российский порт отгрузки, CIF — порт назначения»;
б) «CIP или СРТ — пункт назначения, DAF — пункт поставки на границе»;
в) «EXW Франко-завод — название места поставки»;
г) «FCA — название порта отгрузки».
11. Какие существуют основные методы обеспечения логистических услуг участников ВЭД:
а) «методы государственного регулирования внешнеторговой деятельности (ВТД)»;
б) «Международные правила перевозки грузов»;
в) «методы доставки товаров под таможенным контролем»;
г) «методы расчета стоимости доставки».
12. В каких случаях Правительством РФ вводится нетарифное регулирование: количественное ограничение импорта (ввоза) и экспорта (вывоза):
а) «защита национальной безопасности РФ»;
б) «выполнение международных обязательств РФ с учетом состояния на внутреннем товарном рынке»;
в) «защита внутреннего рынка РФ»;
г) «условия государственной монополии на экспорт и импорт отдельных видов товаров на основе лицензирования».
13. Какие в международной деятельности существуют наиболее часто используемые условия некоммерческой поставки:
а) «когда отправитель — нерезидент РФ передает товар экспедитору, назначенному получателем — резидентом РФ, на условиях FCA, FOB»;
б) «когда отправитель безвозмездно передает товар, оплачивает стоимость перевозки до согласованного пункта назначения без импортных таможенных пошлин, сборов, НДС в стране получателя на условиях СРТ, CIP, DDU»;
в) «"от двери до двери" (door-to-door), когда отправитель безвозмездно передает товар, оплачивает его доставку до получателя и импортные таможенные пошлины, сборы, НДС в стране получателя на условиях DDP»;
г) «поставка товаров, продукции, оборудования, работ, услуг по контракту».
14. Что входит в состав основных отгрузочных документов, подтверждающих факт отгрузки, международной перевозки, страхования груза для каждой отгрузки (партии) оборудования:
а) «инвойс, упаковочный лист (packing list — P/L), транспортная накладная (waybill), страховой полис»;
б) «авианакладная (airwaybill — AWB) при авиационных перевозках, коносамент (Bill of Lading — B/L) при морских перевозках»;
в) «автомобильная транспортная накладная (truck waybill — CMR), железнодорожная накладная (railway bill — RWB)»;
г) «коммерческий (счет-фактура), отгрузочный инвойс».
15. Для чего необходимо определять таможенную стоимость товара (ТСТ):
а) «необходима для определения рыночной цены товара в стране Продавца»;
б) «необходима для определения таможенных платежей или иных таможенных целей»;
в) «необходима для определения рыночной цены товара в стране Покупателя»;
г) «необходима для определения величин акцизов, НДС и других налогов».
16. Что собой представляют смешанные (интермодальные) перевозки?
а) «перевозки разными смешанными видами транспорта на дальние и близкие расстояния»;
б) «перевозки несколькими видами транспорта по единому договору с единственным экспедитором — естественное следствие и ответная реакция логистических систем на изменившиеся условия в экономическом пространстве»;
в) «грузовые и пассажирские перевозки железнодорожным и автомобильным транспортом между государствами»;
г) «доставка контейнеров морским, железнодорожным, авиационным и автомобильным транспортом».
17. Что собой представляют Международные транспортные коридоры:
а) «это один из элементов международной логистической системы, представляет собой совокупность путей сообщения и средств различных видов транспорта, обеспечивающих перевозки значительных объемов грузов и пассажиров на направлениях их наибольшей концентрации»;
б) «мощные полимагистрали, соответствующие требованиям международных стандартов, работающие по единым технологическим, организационным, правовым нормам и условиям, позволяют добиться значительного снижения сроков и стоимости перевозок, повышения их качества и надежности»;
в) «элементы международной транспортной инфраструктуры с согласованными техническими параметрами и совместимыми технологиями перевозок как основа интеграции НТК в мировую транспортную систему»;
г) «железнодорожные и автомобильные коридоры, соединяющие крупные грузообразующие центры с основными морскими портами, что позволяет осуществлять по Европейской территории международные грузовые перевозки с гарантированным сроком доставки в течение 24—48 часов».
18. Какие основные условия для определения приоритетных транспортных коридоров приняты в международных документах и соглашениях ЕС:
а) «каждая страна Центральной или Восточной Европы, участвующая в программе, должна, по крайней мере, касаться хотя бы одного коридора»;
б) «коридоры должны быть жизнеспособны, рентабельны и иметь реальные перспективы финансирования, при этом параллельные коридоры, которые могли бы ослабить экономическую жизнеспособность и мощность основных, должны быть исключены»;
в) «отобранные для развития коридоры должны согласовываться с общей концепцией развития Европейской транспортной сети»;
г) «отобранные для развития коридоры должны согласовываться с общей концепцией развития Международной транспортной сети».
19. Какие евроазиатские наземные транспортные коридоры предполагает интеграция транспортных систем Западной Европы и Юго-Восточной Азии:
а) «Транссиб: Европа — РФ — Япония — с тремя ответвлениями из РФ на Казахстан — Китай; Корейский полуостров и Монголию — Китай»;
б) «Трасека (Transport Corridor Europe-Caucases-Asia): Восточная Европа — через Черное море — Кавказ через Каспийское море — Центральная Азия»;
в) «Южный: Юго-Восточная Европа — Турция — Исламская Республика Иран с двумя ответвлениями на: Центральную Азию — Китай и Южную Азию — Юго-Восточную Азию — Южный Китай»;
г) «Север-Юг: Северная Европа — РФ с тремя ответвлениями на: Кавказ — Персидский залив; Центральная Азия — Персидский залив и через Каспийское море — Республику Иран — Персидский залив».
20. Основные способы защиты экономических интересов:
а) «нормативно-правовая база внешнеэкономических сделок: международные акты Венской и Гаагской конвенций, Государственная Конституция Российской Федерации, Закон РФ о защите экономических интересов и т. д.»;
б) «для обеспечения своей коммерческой безопасности при осуществлении внешнеэкономической деятельности предприятие должно убедиться в полной надежности внешнеторгового партнера»;
в) «наиболее полно защитить свое предприятие при составлении внешнеторгового контракта»;
г) «повышение конкурентоспособности своих товаров и услуг на международных рынках».
21. На каких условиях страховые компании осуществляют страхование грузов, автомобильного, авиационного транспорта и судов при осуществлении экспортно-импортных операций:
а) «с ответственностью за все риски (возмещаются все убытки, кроме особо оговоренных случаев)»;
б) «с ответственностью за частную аварию (возмещаются убытки от повреждения или полной гибели всего или части груза вследствие стихийных бедствий, крушения транспортных средств...)»;
в) «без ответственности за повреждение, кроме случаев крушения (возмещаются убытки от полной гибели всего или части груза вследствие крушения транспортных средств)»;
г) «страховое покрытие может распространяться на логистическую систему в целом, включая транзитную транспортировку через третьи страны и хранение на транзитном складе».
22. Какие основные информационные технологии для международной логистики существуют в настоящее время:
а) «новейшие телекоммуникационные технологии, логистические базы данных, системы отслеживания (слежения, мониторинга) движения грузов (tracking systems, monitoring information systems), транспортных средств, интегрированные системы комплексной автоматизации»;
б) «интегрированные информационные системы управления процессами в закупочной, производственной, распределительной, транспортной логистике»;
в) «комплексные системы планирования ресурсов предприятия, имеющие подсистемы управления процессов в закупочной, производственной, распределительной, транспортной логистике»;
г) «стандартное программное обеспечение, адаптированное к конкретной предметной области логистики».
23. Какие могут быть варианты взаимодействия между клиентом и экспедитором в вариантах международных перевозок:
а) «продавец или покупатель (как клиент) — экспедитор»;
б) «экспедитор 1 (как клиент) — экспедитор 2»;
в) «домашний» экспедитор (как клиент) — экспедитор;
г) «продавец (ТНК) — «домашний» экспедитор — экспедитор-перевозчик».
24. Для чего используется книжка МДП (carnet TIR) в соответствии с Конвенцией о международной перевозке грузов:
а) «для обеспечения доставки грузов в смешанных (интермодальных) перевозках»;
б) «для осуществления контроля за доставкой грузов, перевозимых в контейнерах железнодорожным и водным транспортом между различными государствами»;
в) «одноразовый таможенный документ — международные дорожные перевозки, используемый только на одну грузовую поездку»;
г) «для осуществления контроля за доставкой грузов, перевозимых автомобильным транспортом и контейнерами от таможни т в стране продавца до таможни в стране покупателя».