1. Логистика (logistics) — наука о планировании, контроле и управлении транспортировкой, складированием и другими материальными и нематериальными операциями, совершаемыми в процессе доведения сырья и материалов до производственного предприятия, внутризаводской переработки сырья, материалов и полуфабрикатов, доведения готовой продукции до потpeбumeля в соответствии с интересами и требованиями последнего, а также передачи, хранения и обработки соответствующей информации.
При определении предмета логистики "неправильно отождествлять логистику только с транспортировкой грузов и их хранением. Задачи, стоящие перед логистикой, охватывают всю жизнь товара (продукта): от момента закупки сырья и производства до продажи готовой продукции конкретному покупателю."
2. С конца прошлого века термин "логистика" стал широко использоваться в экономике. С этого момента понятие "логистики" довольно известно. Но данный термин появился намного раньше. Он использовался еще в Древней Греции, где "логистикой называлось искусство проведения расчетов в греческом языке logistice — искусство вычислять...". Древние римляне пользовались этим понятием при распределении продуктов.
С течением времени значение термина "логистика" несколько изменилось. Логистика стала военной наукой. В IX в. н. э. в Византии логистика использовалась в значении "тыл, снабжение войск". Это значение термина "логистика" сохранилось с некоторыми изменениями вплоть до середины ХХ в. Сама наука первоначально широко применялась в военном деле, ведь качественное, продуманное и математически обоснованное снабжение войск является залогом успеха. Без этого невозможно не только выиграть войну, но и провести сколько-нибудь качественно даже мелкую военную операцию. Логистике придавалось большое значение в армии Наполеона в начале XIX в., в России — с его середины. Наиболее широко военная логистика использовалась во время Второй мировой войны, особенно в американской армии.
После Второй мировой войны наступила новая эра в развития логистики. Методы военной логистика стали использоваться в экономике для регулирования материальных потоков.
3. В настоящее время выделяют при этапа развития логистики как экономической дисциплины:
на первом этапе развития логистики, проходившим в 60-е гг. XX в., происходит интеграция работы склада с транспортом. Если раньше они были связаны только операцией погрузки разгрузки, то теперь эту деятельность начинают координировать. Например, тару, используемую для данного груза, выбирают исходя из используемого транспорта, а при выборе транспорта учитывают перевозимый груз. Склад и транспорт начинают работать согласованно, по одному графику, и их работа направлена на один и тот же экономический эффект;
на втором этапе — 80-е гг. ХХ в. — к складированию и транспортировке добавляется новое звено — планирование производства. С этого момента цех, склад и транспорт работают как один механизм, что позволяет сократить время выполнения заказов, т. е. улучшить обслуживание потребителей за счет своевременности, увеличить коэффициент использования оборудования — сократить издержки;
третий этап развития логистики начался в конце 80-х гг. XX в. и продолжается по сей день. Он характеризуется интеграцией всех звеньев материалопроводящей сети. Современные технологии позволяют осуществлять мониторинг движения продукта от источника сырья до потребителя. Важность логистики начинают понимать и участники цепи снабжения, производства и распределения. Процесс производства и продажи изделия становится целостным. Появляются компании, которые оказывают услуги в области логистики.
С каждым этапом увеличивается интеграция участников логистического процесса — планируется весь жизненный цикл изделия от добычи сырья, транспортировки его на склад производства до транспортировки готовой продукции потребителю.
4. Предпосылки развития логистики:
развитие конкуренции, вызванное переходом от рынка продавца к рынку покупателя. До начала 60-х гг. в странах с развитой рыночной экономикой производители и потребители продукции не придавали серьезного значения созданию специальных систем, позволяющих оптимизировать управление материальными потоками. Производство, оптовая и розничная торговля работали без тесной увязки друг с другом. Система управления процессами товародвижения была слабой. Такое невнимание к сфере управления материальными потоками объяснялось тем, что основной потенциал конкурентоспособности создавался в тот период за счет расширения и совершенствования производства. Но к началу 60-х гг. резервы повышения конкурентоспособности непосредственно в производстве были существенно исчерпаны, что привело к необходимости поиска новых путей создания конкурентных преимуществ;
энергетический кризис 70-х гг. Повышение стоимости энергоносителей вынудило предпринимателей искать методы повышения экономичности перевозок не только за счет рациональной организации транспорта, но за счет согласования действий всех участников логистического процесса;
научно-технический прогресс. Ключевое значение для развития логистики имеет компьютеризация управления логистическими процессами. Создание и массовое использование средств вычислительной техники, появление стандартов для передачи информации обеспечили мощное развитие информационных систем как на уровне отдельных предприятий, так и на территориальном уровне. Стало технически возможным осуществление мониторинга (сопоставление запланированного и фактического положения дел) всех фаз движения продукта — от первичного источника сырья через промежуточные производственные, складские и транспортные процессы до конечного потребителя.
Главные причины резкого возрастания интереса к логистике:
- превращение рынка продавца в рынок покупателя;
- возможность снижения себестоимости продукции;
- возможность повышения качества поставок;
- энергетический кризис;
- НТП, и в первую очередь компьютеризация управления.
- В основе концепции логистики лежат несколько исходных положений:
реализация принципа системного подхода. Максимальный эффект можно получить только в случае, когда материальный поток оптимизируется на всем протяжении от первичного источника сырья вплоть до конечного потребителя, а не в рамках отдельного предприятия или подразделения. Поэтому необходимо рассматривать все звенья логистической цепи как целостную систему, чтобы согласовать экономические интересы отдельных ее элементов, технические вопросы, технологические процессы и т. д.;
учет логистических издержек на протяжении всей логистической цепи. Необходимым условием эффективного управления затратами является возможность их точного измерения. Поэтому необходимо отдельно выделять и анализировать затраты на реализацию логистических операций, определять наиболее значимые затраты, выявлять их взаимообусловленность и т. д.;
отказ от выпуска универсального технологического и подъемно транспортного оборудования. Оптимизация потоковых процессов за счет использования специализированного оборудования возможна только в условиях массового выпуска и высокого уровня научно-технического развития общества;
создание современных условий труда. Для привлечения дисциплинированного, квалифицированного персонала в область управления материальными потоками необходимы современные условия труда, перспективы карьерного роста, повышение престижа подобной работы;
развитие логистического сервиса. По сравнению с повышением качества товара или выпуском нового товара существует гораздо менее затратный путь повышения конкурентоспособности предприятия, а именно повышение уровня логистического сервиса (своевременная доставка, удобная тара, приемлемые партии, подобранный ассортимент и т. п.);
способность логистических систем к адаптации в условиях неопределенности окружающей среды (появление большого количества разнообразных товаров и услуг, колебания спроса, цен на сырье, транспортные услуги и т. д.).
2. Существуют "шесть правил логистики”, которые описывают конечную цель логистического управления.
- груз — только нужный товар;
- качество — высокого уровня;
- количество — необходимое;
- время доставки — точное;
- место — четко определенное;
- затраты — минимальные.
3.Выделяют три основные функции логистики:
- интегрирующую — формирование процесса товародвижения как единой целостной системы;
- организующую — обеспечение взаимодействия и согласование стадий и действий участников товародвижения;
- управляющую — поддержание параметров материалопроводящей системы в заданных пределах.
Вопрос 3. Потоки в логистике

Поток — "это один или множество объектов (река, лава, конвейер, деньги и др.), воспринимаемое как единое целое, существующее как процесс на определенном временном интервале и измеряемое в абсолютных единицах". Поток является одним из основных терминов логистики. Основные параметры характеризующие поток:
- его начальный пункт;
- конечный пункт;
- траектория пути;
- длина;
параметры движения:
- скорость;
- время;
- интенсивность
Для работы с потоками разработана их классификация по различным признакам:
по степени непрерывности:
• непрерывные — образуются объектами, которые перемещаются по траектории в каждый момент времени в определенном количестве;
• дискретные — составляющие потока перемещаются с интервалами;
Регулярности:
• детерминированные — параметры потока определены в каждый момент времени;
• стохастические — параметры потока изменяются случайным, образом и принимают свои значения с определенной степенью вероятности;
стабильности
• стабильные — параметры потока постоянны в течение некоторого промежутка времени;
• нестабильные — поток изменяется флуктуарно;
изменчивости:
• стационарные — интенсивность потока — постоянная величина, сам поток — установившийся;
• нестационарные — поток неустановившийся, а его интенсивность изменяется с течением времени;
характеру перемещения элементов потока:
• равномерные — скорость перемещения объектов потока постоянна;
• неравномерные — скорость перемещения объектов может изменяться, т. е. поток может ускоряться, замедляться, возможны остановки в пути, изменение интервалов времени отправления и прибытия;
степени периодичности:
• периодические — параметры потока постоянны или имеют постоянный характер изменения;
• непериодические — параметры потока изменяются случайным образом без какой-либо закономерности;
сложности:
• простые (дифференцированные) — поток состоит из однотипных объектов;
• сложные (интегрированные) — поток состоит из разнородных объектов;
управляемости:
• управляемые — поток адекватно реагирует на влияющее воздействие со стороны управляющей системы;
• неуправляемые — поток характеризуется отсутствием реакции на влияющее воздействие со стороны управляющей системы;
управляемости элементов потока:
• ламинарные — поток изменяется лишь под влиянием влияющих воздействий или изменений внешних условий. При этом изменения носят целенаправленный, регулярный характер;
• турбулентные — процесс управления потоком затруднен хаотическим изменением положения элементов потока относительно друг друга, что вызывает флуктуарные изменения всех параметров потока.
2. Материальным потоком называются грузы, детали, товарно-материальные ценности, рассматриваемые в процессе приложения к ним различных логистических операций и отнесенные к временному интервалу. Управление материальными потоками и является главной задачей логистики.
Материальные потоки классифицируются по следующим признакам:
по отношению к логистическои системе:
• внешние — потоки, протекающие вне предприятия. При этом данное предприятие причастно к их организации. Внешние потоки классифицируются по своему направлению:
— входные — потоки, поступающие в логистическую систему;
— выходные — потоки, которые покидают пределы данной системы;
• внутренние — материальные потоки, которые циркулируют внутри системы и образуются в результате проведения логистических операций на предприятии;
количественному признаку
• массовые — потоки, в которых грузы перевозятся группой транспортных средств (колонной автомашин, караваном судов, железнодорожным составом);
• крупные — грузы транспортируются несколькими единицами транспорта (несколько вагонов, автомашин, судов);
• средние — грузы перевозятся одиночным транспортом (одним железнодорожным вагоном, автомашиной). Данный тип материального потока занимает нишу между крупными и мелкими потоками;
• мелкие — потоки образуются грузами, которые не могут полностью использовать грузоподъемность транспортного средства и совмещаются с другими попутными грузами;
натурально-вещественному составу (классификация материальных потоков по данному признаку аналогична классификации потоков по сложности):
• одноассортиментные — поток состоит из однотипных объектов;
• многоассортиментные — поток состоит из разнородных объектов;
удельному весу образующих поток грузов:
• тяжеловесные — данные потоки позволяют полностью использовать грузоподъемность транспортного средства. Примером грузов, образующих тяжеловесный поток, могут служить металлы. Тяжеловесные потоки требуют меньше складского объема для хранения;
• легковесные — грузы таких потоков не используют грузоподъемность транспортного средства полностью, требуют большого количества складского объема для хранения. Примером таких грузов служат табачные изделия;
степени совместимости образующих поток грузов:
• совместимые;
• несовместимые;
консистенции грузов:
• насыпные грузы — обладают сыпучестью, перевозятся без тары, перевозка возможна в специализированных транспортных средствах: вагонах бункерного типа, на платформах и в контейнерах. Примером может служить зерно;
• навалочные грузы — также обладают сыпучестью и, аналогично предыдущей группе, перевозятся без тары. Это грузы минерального происхождения (соль, руда, песок). В процессе транспортировки могут слеживаться, смерзаться;
• тарно-штучные — данные грузы имеют разнообразные физико-химические свойства и перевозятся в контейнерах, мешках;
• наливные — грузы, требующие специального оборудования для погрузки, разгрузки, хранения и использующие цистерны и наливные суда для транспортировки.
3. На данном этапе в логистике также используется несколько других видов потоков:
информационный — "совокупность циркулирующих внутри логистической системы, между нею и внешней средой сообщений, необходимых для управления и контроля логистических операций";
финансовый — движение финансовых средств внутри логистической системы и между логистической системой и внешней средой, направленное на достижение эффективного движения определенного материального потока;
поток услуг — "особый вид деятельности, удовлетворяющий общественные и личные потребности (транспортные услуги, оптоворозничные, консультативные, информационные и т. п.)".
Вопрос 4. Логистическая операция и функция

1. Логистическая операция (в узком смысле) — это любое действие, не подлежащее дальнейшему разделению на более мелкие действия и направленное на преобразование материального и (или) информационного потока.
Логистические операции (в широком смысле) — это все операции, которые совершаются в процессе производства с ресурсами и предметами производства материальных благ, а также операции по обработке, передаче и хранению сопутствующей производству информации.
2. Логистические операции объединяются в функциональные группы, которые образуют логистические функции.
Логистическая функция — это укрупненная группа (совокупность) логистических операций, которые однородны с точки зрения их цели и направлены на реализацию целей логистической системы.
Основные логистические функции:
→ формирование хозяйственных связей по поставкам товаров или оказанию услуг, их развитие, корректировка и рационализация;
→ определение объемов и направлений материальных потоков;
→ прогнозные оценки потребности в перевозках;
→ определение последовательности продвижения товаров через: места складирования, определение оптимального коэффициента складской звенности при организации товародвижения;
→ развитие, размещение и организация складского хозяйства;
→ управление запасами в сфере обращения;
→ осуществление перевозки, а также всех необходимых операций в пути следования грузов к пунктам назначения;
→ выполнение операций, непосредственно предшествующих завершающих перевозку товаров, т. е. упаковка, маркировка подготовка к погрузке, погрузочно-разгрузочные работы и т. п.;
→ управление складскими операциями, которые включают в себя сдачу и приемку грузов по количеству и качеству, хранение, подсортировку и подготовку необходимого покупателю ассортимента, организацию доставки мелкими партиями и т. д.
Вопрос 5. Логистическая система

1. "Логистическая система — это адаптивная система с обратной связью, выполняющая те или иные логистические функции Она, как правило, состоит из нескольких подсистем и имеет развитые связи с внешней средой".
Логистические системы делятся на микро- и макрологистические.
"Макрологистическая система — это система управления мате реальными потоками, охватывающая предприятия и организации промышленности, посреднические, торговые и транспортные организации различных ведомств, расположенные в разных регионах страны или в разных странах. Макрологистическая система представляет собой инфраструктуру экономики региона, страны или группы стран".
Макролоистические системы можно разделить на три группы:
→ логистические системы с прямыми связями. В таких система) материальный поток доходит от производителей продукции до потребителей без посредников, с использованием прямых связей;
→ эшелонированные логистические системы, т. е. системы, в которых материальный поток при движении от производителя к потребителю проходит хотя бы одного посредника;
→ гибкие логистические системы. Являются гибридом систем с прямыми связями и эшелонированных систем. Материальный поток от производителя продукции к ее потребителю движется как через посредников, так и напрямую, минуя их.
Микрологистические системы образуют класс более мелких внутрипроизводственных логистических систем и являются составляющими макрологистических систем. К таким системам можно отнести технологически связанные производства, которые объединены одной инфраструктурой, например производственные и торговые предприятия.
2. Каждая логистическая система обладает следиюшим набором свойств:
→ целостностью — логистическая система представляет собой целостную совокупность элементов, которые взаимодействуют друг с другом;
→ членимостью — можно осуществить декомпозицию логистической системы на элементы. При этом можно разработать несколько вариантов декомпозиции. На макроуровне элементами логистической системы могут быть предприятия, между которыми осуществляется движение материального потока, и транспорт, который их связывает. На микроуровне логистическую систему можно разделить на подсистемы закупок, управления производством и сбыта. Подсистема закупок обеспечивает поступление материального потока в систему. Подсистема управления производством занимается приемом материального потока от подсистемы закупок и управлением этим материальным потоком во время технологического процесса. Наконец, задача подсистемы сбыта — выведение материального потока из логистической системы;
→ сложностью — в логистической системе существует большое количество элементов со сложным взаимодействием между собой, сложной системой управления, которая необходима из-за воздействия на логистическую систему большого числа стохастических влияющих факторов, как возникающих внутри системы, так и действующих извне;
→ изменчивостью — параметры элементов логистической системы могут менять свои значения под действием внешней среды и изменений внутри самой системы;
→ связностью — между элементами логистической системы существуют связи, которые обеспечивают выполнение системой поставленных перед ней задач. В макрологистических система основой этих связей являются договоры, а в микрологистических — внутрипроизводственные отношения;
→ организацией — элементы логистической системы и связи между ними упорядочены определенным образом;
→ стохастичностью поведения — невозможностью предсказать по ведение логистической системы в конкретных условиях и под влиянием внешней среды из-за большого числа случайностей в поведении системы;
→ адаптивностью — способностью логистической системы изменяться структурно и менять свое поведение под воздействием внешней среды;
→ интегративностью — логистическая система обладает качествами, не свойственными ни одному из ее элементов в отдельности;
→ оптимальностью — логистическая система способна выполнять все свои функции в заданные сроки с минимальными экономическими затратами.
3. "Элемент логистической системы — функционально обособленный объект, не подлежащий дальнейшей декомпозиции в рам как решаемой задачи анализа и синтеза логистической системы, выполняющий локальную целевую функцию". Для макрологистической системы элементами будут выступать предприятия организации, а для микрологистической — подсистемы закупки, планирования и управления, сбыта.
Элементы логистической системы можно объединить в несколько множеств, которые разделяются в зависимости от того, насколько упорядочены элементы в этих множествах:
→ логистические каналы;
→ логистические сети;
→ логистические цепи.
Логистической канал — это наименее упорядоченная структура. которая представляет собой частично упорядоченное множество элементов логистической системы, которое осуществлял доставку материального потока от производителя к потребителю.
Логистическая цепь — это линейно упорядоченное множества предприятий и организаций, которые связывают потребителя с производителем и осуществляют логистические операции по доставке внешнего материального потока от одной микрологистической системы (производителя) к другой (потребителю).
Звенья логистической цепи:
→ поставщики материалов, сырья и полуфабрикатов;
→ склады;
→ транспортные предприятия;
→ производители товаров;
→ потребители продукции;
→ распределительные центры;
→ финансовые учреждения (банки, биржи);
→ предприятия информационно-компьютерного сервиса и связи.
Элементы логистической системы также можно объединить в логистическую сеть, т. е. связать между собой на основе материальных, финансовых и информационных потоков.
Вопрос 6. Анализ логистических систем
I
1. Анализ логистических систем — это процесс разработки, принятия и обоснования решений при исследовании и создании логистических систем.
В процессе анализа необходимо сложную логистическую проблему разбить на гpynny мелких задач с известными методами решения и найти средства управления сложными логистическими объектами. Анализ логистических систем необходим:
→ при создании новых логистических систем;
→ учете факторов неопределенности и риска;
→ планировании деятельности по улучшению бизнеса;
→ принятии решений, направленных на отдаленную (15 - 20-летнюю) перспективу;
→ разработке критериев оптимальности работы логистической системы;
→ решении логистических задач.
Основные задачи, решаемые при анализе логистических систем:
→ правильно и четко описать логистическую систему;
→ собрать данные о конкретной логистической системе;
→ выявить назначение элемента, решающего логистическую задачу, с тем чтобы определить его состав, методы, формы и способы взаимодействия с другими элементами логистической системы;
→ сформулировать основные цели создания и развития логистической системы;
→ установить степень взаимосвязи целей логистической системы со средствами их достижения;
→ разработать несколько вариантов развития логистической системы при воздействии различных факторов внутренней и внешней среды;
→ выбрать оптимальный курс развития логистической системы;
→ проверить эффективность взаимодействия элементов логистической системы, выявить и устранить узкие места;
→ выявить эффективность организации управления предприятием, функции и структуру органов управления;
→ разработать конкретные показатели функционирования логистической системы.
2. Выделяют 12 основных этапов анализа логистической системы:
→ анализ логистической проблемы:
• обнаружение логистической проблемы;
• точное формулирование логистической проблемы;
• анализ логической структуры проблемы;
• анализ развития проблемы (в прошлом и будущем);
• определение внешних связей проблемы с другими проблемами;
• выявление возможности принципиальной разрешимости проблемы;
→ определение логистической системы:
• спецификация задачи исследования;
• определение позиции эксперта;
• определение объекта;
• выделение элементов (определение границ разбиения логистической системы);
• определение элементов системы;
• определение внешней среды;
→ анализ структуры логистической системы:
• определение уровней иерархии;
• определение процессов и функций;
• определение и спецификация процессов управления и каналов информации;
• спецификация элементов логистической системы;
• спецификация процессов, функций операционной деятельности и развития (целевых функций);
→ формулирование глобальной цели и критерия оценки эффективности функционирования логистической системы:
• определение глобальной цели и требований глобальной системы;
• определение целей и ограничений внешней среды;
• формулирование общей цели;
• определение критерия;
• декомпозиция целей и критериев по подсистемам;
• композиция общего критерия из критериев подсистем;
→ декомпозиция цели, выявление потребностей в ресурсах и процессах:
• формулирование целей верхнего ранга;
• формулирование целей текущих процессов;
• формулирование целей эффективности;
• формулирование целей развития;
• формулирование внешних целей и ограничений;
• выявление потребностей в ресурсах и процессах;
→ выявление ресурсов и процессов, композиция целей:
• оценка существующих технологий и мощностей;
• оценка современного состояния ресурсов;
• оценка реализуемых и запланированных проектов;
• оценка возможностей взаимодействия с другими системами;
• оценка социальных факторов;
• композиция целей;
→ прогноз и анализ будущих условий:
• анализ устойчивых тенденций развития системы;
• прогноз развития и изменения факторов внешней среды;
• предсказание появления новых факторов, оказывающих сильное влияние на развитие логистической системы;
• анализ ресурсов будущего;
• системный анализ взаимодействия факторов будущего развития;
• анализ возможных трендов целей и критериев;
→ оценка целей и средств:
• вычисление оценок по критерию;
• оценка взаимосвязи целей;
• оценка относительной важности целей;
• оценка дефицитности и стоимости ресурсов;
• оценка влияния факторов внешней среды;
• вычисление комплексных расчетных оценок;
→ отбор вариантов:
• анализ целей на совместимость;
• проверка целей на полноту;
• отсечение избыточных целей;
• планирование вариантов достижения отдельных целей;
• оценка и сравнение вариантов;
• совмещение комплекса взаимосвязанных вариантов;
→ анализ существующей логистической системы:
• моделирование логистических процессов (материального, и формационного и финансового потоков);
• расчет потенциальной и фактической мощностей;
• анализ потерь мощности;
• выявление недостатков организации и управления логист ческой системой;
• определение и анализ мероприятий по совершенствован логистической организации;
→ формирование программы развития:
• формирование мероприятий, проектов и программ;
• определение очередности целей и мероприятий по них достижению;
• распределение сфер деятельности;
• распределение сфер компетентности;
• разработка комплексного плана мероприятий в рамках ограничений по ресурсам и во времени;
• распределение мероприятий по ответственным организациям, руководителям и исполнителям функциональных подразделений;
→ разработка логистической организации для достижения целей логистической системы:
• назначение целей логистической организации;
• формулирование функций логистической организации;
• проектирование логистической организационной структуры
• проектирование механизмов информационного обеспечения логистики;
• проектирование режимов работы;
• проектирование механизмов стимулирования логистического персонала.
Вопрос 7. Функциональные области логистики
1. Логистику можно разделить на пять основных областей:
→ закупочная логистика — это процесс обеспечения предприятий материальными ресурсами, размещения ресурсов на складах предприятия, их хранения и выдачи в производство;
→ производственная логистика — управление материальным потоком в процессе его прохождения производственных звеньев при движении от первичного источника сырья до конечного потребителя;
→ распределительная логистика — "это комплекс взаимосвязанных функций, реализуемых в процессе распределения материального потока между различными оптовыми покупателями, т. е. в процессе оптовой продажи товаров". Распределительная логистика охватывает всю цепь системы распределения: маркетинг, транспортировку, складирование и др.;
→ транспортная логистика — это управление транспортировкой грузов, т. е. изменением местоположения материальных ценностей с использованием транспортных средств;
→ информационная логистика — это часть логистики, которая является связующим звеном между снабжением, производством и сбытом предприятия и занимается организацией потока данных, который сопровождает материальный поток в процессе его перемещения.
2. Области логистики имеют свои особенности:
→ информационная логистика. Эта область логистики, в отличие от четырех других, занимается управлением информационным потоком, а не материальным. Соответственно для нее неприменимы методики, которые используются в других областях логистики. К тому же с развитием в последнее десятилетие информационных технологий появилась возможность оперировать мощными информационными потоками и тем самым обеспечивать сквозное управление материальным потоком. Это и послужило толчком к созданию информационной логистики;
→ транспортная логистика. Ее методы используются при организации любых перевозок, при которых решаются специфические задачи транспортной логистики. При этом используют два вида транспорта: транспорт общего пользования, т.е. транспорт специальных транспортных организаций, и собственный транспорт нетранспортных предприятий. В основном транспортная логистика занимается транспортом общего пользования;
→ закупочная логистика. Занимается обеспечением предприятий сырьем и другими необходимыми материалами. Решение этих задач имеет также свою специфику, которая и учитывается закупочной логистикой. Она решает задачи выбора поставщиков, заключения договоров с ними и контроля исполнения этих договоров. Также задачей закупочной логистики является принятие мер при нарушении условий поставок;
→ распределительная логистика. Занимается сбытом произведенной продукции. Этот круг задач решается как непосредственно предприятиями-производителями, так и предприятиями-посредниками. При этом следует учитывать, что к решению этих задач имеют непосредственное отношение структуры власти, которые заинтересованы в удачном их решении, так как от этого зависит экономическое состояние в регионе. Задачи распределительной логистики должны решаться еще на уровне планирования производства, поскольку эта область логистики определяет такие параметры материального потока, как размер изготовляемой партии, вопросы тары, упаковки и времени выпуска партии, ведь они имеют непосредственное отношение проблеме реализации;
→ производственная логистика. Ее главная особенность в том, что управление материальным потоком на данном этапе его существования выполняется на территории одного предприятия, движение потока происходит на основе решений системы управления предприятием, а участники логистического процесса не вступают в товарно-денежные отношения.
Несмотря на то, что все области логистики имеют свои специфические методы, не следует забывать, что они взаимосвязаны, а общая концепция логистики осуществляет управление сквозным материальным и информационным потоком. Удачное решение логистических задач возможно только при тесно взаимодействии всех участников логистического процесса,
Вопрос 8. Закупочная логистика. Задачи и функции

1. Закупочная логистика — это процесс обеспечения предприятий материальными ресурсами, размещения ресурсов на складах предприятия, их хранения и выдачи в производство. Она определяет, что, сколько, у кого и на каких условиях закупить и как реализовать принцип системности, т. е. синхронизировать закупки с производством и сбытом, а также деятельность предприятия с поставщиками.
Цель закупочной логистики — обеспечение предприятия материальными ресурсами с максимальной экономической эффективностью. Эта цель может быть рассмотрена в трех случаях в зависимости от того, на каком уровне детализации рассматривать отдел закупок:
→ в первом случае отдел закупок обеспечивает интеграцию предприятия в макрологистическую систему посредством работы с поставщиками;
→ во втором — отдел закупок, являясь элементом логистической системы предприятия, должен согласованно действовать в цепи снабжение — производство — сбыт;
→ в третьем случае отдел закупок — самостоятельная система.
Следовательно, для успешной деятельности он должен удовлетворять принципам логистики. Эффективная деятельность отдела во многом зависит от соответствия его принципу системности, грамотной системной организации.
Рассмотрим два подхода к организации службы снабжения на предприятии: традиционный (характерен для предприятий отечественной промышленности) и логистической.
При традиционном подходе затруднена реализация принципа системности при обеспечении предприятия ресурсами. Задачи закупочной логистики решаются различными подразделениями предприятия. Задачи, что закупить и сколько закупить, возложены на управление по материальным ресурсам и решаются дирекцией по производству. Они же занимаются выполнением работ по организации складирования приобретенных ресурсов.
Задачи же, у кого закупить и на каких условиях, решают управлением по закупкам. Это управление по закупкам занимается заключением договоров, контролем за их исполнением и организацией доставки закупленных ресурсов. Такое разделение между различными службами сильно усложняет эффективную реализацию функций закупочной логистики.
Данный недостаток устранен при логистическом подходе к организации службы снабжения. Все задачи логистики закуп возложены на дирекцию по материально-техническому снабжению. Она управляет тремя подразделениями, которые занимаются: управлением запасами (решение задач, что и сколько закупить), закупками (решение задач, у кого и на каких условиях закупить, заключение и контроль за исполнением договоров, организация доставки закупленных ресурсов) и складированием (организация складирования закупленных ресурсов). Такая структура позволяет использовать методы логистики для оптимизации движения материального потока в процессе обеспечения предприятия материальными ресурсами.
2. Цели закупочной логистики достигаются путем выполнения ряде задач, которые можно разделить на две части: информационные задачи и задачи реализации. Эти группы задач состоят следующих подзадач:
→ информационных:
• определение продуктов и услуг, которые лучше приобрести на стороне, — задача "сделать или купить";
• поиск, оценка и выявление лучших поставщиков, цен, способов доставки продуктов и услуг — задача выбора поставщика;
→ задач реализации:
• соблюдение обоснованных сроков закупки сырья и комплектующих;
• обеспечение точного соответствия между количеством поставок и потребностями в них;
• соблюдение требований производства по качеству сырья комплектующих.
Общей проблемой для большинства компаний является определение порядка осуществления производственной программы: путь прочного, но не всегда экономически эффективного обеспечения материалами либо задержки выпуска продукции в связи затратами дополнительного времени на закупку экономичен выгодных материалов.
3. Закусочная логистика выполняет следующие функции.
→ формирование стратегии приобретения материальных ресурсов и прогнозирование потребности в них;
→ получение и оценка предложений от потенциальных поставщиков;
→ выбор поставщиков;
→ определение потребностей в материальных ресурсах и расчет количества заказываемых материалов и изделий;
→ согласование цены заказываемых ресурсов и заключение договоров на поставку;
→ контроль за сроками поставки материалов;
( входной контроль качества материальных ресурсов и их размещение на складе;
→ доведение материальных ресурсов до производственных подразделений;
→ поддержание на нормативном уровне запасов материальных ресурсов на складах.
Приведенные функции реализуются отделом закупок, взаимодействующим с другими отделами предприятия.
Вопрос 9. Основные стадии приобретения материалов
1. Заявки на приобретение материалов составляются сотрудниками соответствующих отделов предприятия. В них содержится информация:
• о виде;
• количестве;
• времени получения материалов;
• подразделении, выдвинувшем заявку, ее авторе.
Заявки составляются с опережением, т. е. учитывают время, которое проходит между размещением заявки и поступление материала на предприятие. Увеличение этого времени позволяет уменьшить отрицательный эффект от форс-мажорных обстоятельств, которые могут повлиять на своевременное поступления поставок. С другой стороны, увеличение этого время приводит к росту запасов на предприятии и увеличивает расходы на хранение материальных ресурсов. Из этого следует, что заявки должны устанавливать минимальное время опережения, учитывающее возможности поставщиков и потребности предприятия. Таким образом, достигается максимальная экономическая эффективность.
2. Размещенные заявки анализируются в отделе снабжения. В этом анализе принимают участие также сотрудники подразделений выдвинувших эти заявки. Для анализа обычно используются методы функционально-стоимостного анализа и метод конструирования стоимости. Также для потребляемых ресурсов может решаться задача "сделать или купить" (см. вопрос 12). Его целю, является минимизация издержек по каждому виду закупаем материалов.
Анализ заявок должен дать ответы на вопросы:
→ оправданны ли запрашиваемые материалы;
→ можно ли использовать материалы с меньшей стоимостью;
→ возможно ли использование других видов материалов;
→ можно ли упростить конструкцию выпускаемого изделия;
→ присутствует ли вероятность снижения цены на запрашиваемые материалы поставщиком в случае его участия в разработке изделия.
При этом отдел материально-технического снабжения не им права самолично изменять конструкцию изделия и замен запрашиваемые ресурсы более дешевыми. Задачей отдела является лишь выработка рекомендаций, которые могут уменьшить стоимость заказа. Решение об использовании этих рекомендаций принимается на уровне функциональных подразделений предприятия.
Совместная работа отдела снабжения, конструкторского и технологического отделов позволяет вырабатывать технически и экономически выгодные решения, которые могут привести к совершенствованию конструкции изделия и технологии его изготовления на основе применения более качественных материалов с меньшей стоимостью.
3. Следующий этап в процессе приобретения материалов — выбор поставщиков. Основные критерии при выборе поставщиков:
→ его надежность;
→ качество поставляемых материалов;
→ сроки поставок;
→ удаленность от предприятия;
→ наличие у поставщика собственных производственных мощностей.
Информацию о поставщиках отдел материально-технического : снабжения получает из разных источников, таких как:
→ личные контакты;
→ рекламные издания;
→ каталоги;
→ выставки и многие другие.
На основе этих источников составляется список наиболее надежных поставщиков, из которого выбирается вариант с наиболее выгодными условиями, исходя из затрат и сроков поставок. При размещении заказов на крупные партии целесообразно разделить их между несколькими поставщиками, что позволяет избежать форс-мажорных обстоятельств и проверить конкурентоспособность основного поставщика.
Более подробно задача выбора поставщиков рассматривается далее в вопросе 14.
4. После выбора поставщиков непосредственно осуществляются закупки. На этом этапе производится выбор метода закупок (приобретение материалов одной партией, мелкими регулярными партиями, ежедневными или ежемесячными партиями, по мере необходимости, единичными закупками). Выбор метода закупок рассмотрен в вопросе 13. Во время этого этапа проводятся переговоры с поставщиками, разрабатываются условия поставок, оплаты и организации транспортировки материальных ресурсов. На основе выработанных решений заключается договор о поставках. При этом составляются графики поставок, в случае необходимости осуществляются таможенные процедуры, организовывается приемный контроль.
5. Не менее важная функция отдела снабжения — контроль качества поставки. Отделом контролируется само качество получаемых материалов, отслеживается брак, проверяются сроки поставок, и производится при необходимости корректировка графиков поставок при изменении экономических и производственных условий.
6. Сделка завершается после поступления заказанных материалов в соответствии с условиями контракта. На этом этапе отдел снабжения осуществляет приемку материальных ресурсов, подтверждающую, что заказанная продукция необходимого качества поступила в нужном количестве в оговоренное время условленную цену. Составляется документ о купле-продаже.
Вопрос 10. Определение потребности в материалах
1. Потребность в материалах — это то количество материи сырья и комплектующих, которое необходимо для выполнения данной программы выпуска продукции, имеющихся заказов.
Потребность в материалах бывает:
→ первичной — потребность в готовых изделиях, узлах и деталях на продажу и в покупаемых запасных частях. Эта потребность определяется рыночным спросом. Для ее расчета используют методы прогнозирования и математической статистики.
точности этих методов компенсируются увеличением страхового запаса. Данная потребность — основная для предприятия занимающихся торговлей;
→ вторичной — потребность в комплектующих, деталях и сыр используемых для производства изделий, составляющих первичную потребность, т. е. готовой продукции предприятия. Для расчета используются детерминированные методы расчета. Исходными данными выступают первичные потребности, спецификации, данные о наличии ресурсов на складах предприятия. Расчеты вторичных потребностей используются на промышленных предприятиях;
→ третичной — потребность во вспомогательных материальных ресурсах производственного назначения. Примером таких термальных ресурсов могут служить изнашивающиеся инструменты. Третичная потребность определяется детерминированными методами расчета, стохастическими методами, экспертными оценками исходя из вторичных потребностей на основе расхода имеющихся материалов. Третичная потребность та характерна для промышленных предприятий.
В зависимости от учета наличных запасов материалов потребность в материалах классифицируется:
→ на брутто-потребность — потребность в материальных ресурсах на выполнение производственной программы без учета наличия готовой продукции и материалов на складе. Брутто потребность определяется суммой первичной, вторичной и третичной потребностей;
→ нетто-потребность — потребность в материальных ресурсах на ' выполнение производственной программы с учетом наличия
готовой продукции и материалов на складе. Нетто-потребность определяется разностью между брутто-потребностями и складскими запасами.
Практически суммарная потребность отличается от брутто-потребности из-за брака в производстве, а также по причине проведения ремонта, технического обслуживания и профилактических работ на оборудовании.
2. Пример расчета брутто и нетто-потребностей исходя из первичной, вторичной потребностей и наличного запаса.
Пусть по одной из позиций материалов имеет место как первичная, так и вторичная потребность. В данном случае речь может идти о сборочных единицах, которые используются как комплектующие при изготовлении изделия (вторичная потребность) и поставляются на рынок в виде запасных частей (первичная потребность).
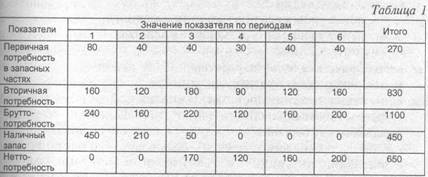
Из табл. 1 видно, что брутто-потребность определяется из первичной и вторичной потребности. На складе имеется 450 ед. материала. Нетто-потребность составляет 650 ед. (1100 — 450).
Для определения нетто-потребности на определенный период из складских запасов всякий раз вычитаем объем, не превышающий объема, необходимого для ее удовлетворения. Так, периодам: 1 — нетто-потребность отсутствует, так как складские запасы превышают брутто-потребность; период 2 — нетто-потребность отсутствует, складские запасы на начало периода равны 210 ед. (450 — 240); период 3 — величина наличных запасов составляет 50 ед. (210 — 160) и нетто-потребность — 170 ед. (220 — 50).
Вопрос 11. Методы определения потребностей в материалах
1. Для эффективной работы необходимо прогнозировать потребности. Для этого можно использовать ряд методов, которые можно разделить на три группы:
→ детерминированные методы расчета:
• аналитические методы:
— метод уровневого построения изделия;
— метод уровневого размещения запасов;
•синтетический метод;
→стохастические методы расчета:
• аппроксимация средних значений;
• метод экспоненциального сглаживания;
• регрессионный анализ;
→эвристические методы:
• оценка по аналогии;
• оценка по интуиции.
2. Детерминированные методы расчета используются при расчетах вторичных потребностей, если известны первичные. В свою очередь, в группе детерминированных методов можно выделить аналитические методы и синтетический метод. К аналитическим методам расчета относятся такие методы, как:
→ метод уровневого построения изделия (используется при производстве простых изделий единичного применения);
→ метод уровневого размещения запасов (при использовании этого метода на каждой иерархической ступени уровневого построения изделий собираются одинаковые потребности);
→ синтетический метод:
• расчет проводится исходя из расхода материальных ресурсов на изделие;
• исходными данными для расчета является не изделие, как в аналитических методах, а материальные ресурсы.
Детерминированные методы дают приблизительные оценки потребностей. При их использовании необходимо опираться на возможности дополнительных поставок.
3.К стохастическим методам расчета относятся такие методы, как метод экспоненциального сглаживания, аппроксимация средних значений, регрессионный анализ. Данные методы опираются на статистические данные об использовании материальных ресурсов за прошлые периоды, а в качестве инструментария выступает математическая статистика.
При использовании метода экспоненциального сглаживании прогноз осуществляется на основе ряда потребностей. При этом вес элементов ряда уменьшается с удалением их от момента прогноза. Для этого вводят коэффициент сглаживания. При аппроксимации средних значений рассчитываемая потребность определяется усреднением значений потребностей в материалах, известных заранее. Метод используется при колебании потребности в материалах по периодам вокруг известного среднего.
Регрессионный анализ предполагает решение двух задач:
→ первая задача заключается в выборе независимых переменных, существенно влияющих на зависимую величину, и определении формы уравнения регрессии (обычно этот этап в разработке регрессии называют спецификацией). Данная задача решается путем анализа изучаемой взаимосвязи по существу. Формальные средства могут служить здесь лишь некоторыми ориентирами;
→ вторая задача — оценивание параметров — решается с помощью того или иного статистического метода обработки данных наблюдения.
Наиболее часто оценивание параметров регрессий достигается с помощью метода наименьших квадратов (МНК).
4. В третью группу методов расчета потребности входят эвристические методы расчета. Они применяются, когда отсутствие начальных данных или нехватка времени не позволяют использовать другие методы расчета, и основываются на опыте специалистов.
Вопрос 12. Обеспечение производства материалами
1.Методы материального обеспечения производства можно разделить на три группы:
→ показный метод. Используется при единичном и мелкосерийном производстве. Он целесообразен при приобретении высококачественных материалов и деталей с большими габаритными размерами, т. е. деталей, складирование которых связано с большими затратами или затруднено. При данном методе приобретения материальных ресурсов запасы не создаются, они приобретаются только в случае возникновения потребностей. Заказы подразделяются на единичные заказы и заказы по нескольким позициям (такие заказы осуществляются через определенные промежутки времени);
→ материальное обеспечение на основе плановых заданий. Основано на детерминированном методе расчета потребностей. Исходными данными являются первичная потребность и спецификации. На их основе определяется вторичная и дополнительная потребность, если она возникает. Общая брутто-потребность рассчитывается как сумма первичной, вторичной и дополнительной потребностей. Далее рассчитывается наличный запас равный сумме складского запаса и планируемого поступления за вычетом намеченного запаса и нетто-потребность. В процессе применения данного метода используются следующие понятия:
• складской запас — это количество материалов, предназначенных для производственного потребления и имеющихся в наличии по данным бухгалтерского учета. В целях определения реальной потребности в материалах складской запас делят на две части: материалы, которые выделены в распоряжение под намеченную программу выпуска, но еще не востребованы цехом, и материалы, которые еще можно получить (наличный запас);
• намеченный запас — это количество материалов, предназначенных для реализации и поэтому не рассматриваемых как имеющиеся в распоряжении;
• цеховой запас — это материалы, полученные со склада и находящиеся в цехе с целью дальнейшей переработки;
→ материальное обеспечение на основе осуществляемого потребления. Данный метод основан на создании дополнительного запаса материальных ресурсов на складах предприятия с целью покрытия любой возникающей потребности до прибытия новой поставки материалов. Он предполагает своевременное пополнение запасов. В процессе использования метода основная задача — определение времени поступления дополнительного заказа. Данный метод можно разделить на два подметода. Особенность первого — метода обеспечения своевременных заказов — фиксированный размер заказа. Второй — метод необходимой ритмичности — выделяется регулированием запасов с фиксированной периодичностью.
→ При планировании закупок после определения потребности и расчета количества часто возникает необходимость принять решение (ПР) о том, закупать ли те или иные материалы, комплектующие изделия, детали или производить самому. Принятие решения по проблеме "сделать или купить" (МОВ — Make-or-Виу Problem) базируется на учете внешних и внутренних факторов.
Преимущество самостоятельного производства: снижение зависимости предприятия от колебаний рыночной конъюнктуры, т. е. повышение устойчивости функционирования предприятия.
Преимущество внешних закупок: высокое качество и низкая себестоимость комплектующих (вследствие специализации производителя).
К внешним факторам ПР относится степень развития логистических отношений в данной экономической системе. Чем более развиты логистические связи, тем выше надежность поставок и тем ниже риск потерь.
К внутренним факторам ПР относятся условия на самом предприятии. Решение о выгодности закупок может быть принято в случае, если:
→ потребность в комплектующих невелика;
→ отсутствуют необходимые для производства мощности;
→ отсутствуют кадры необходимой квалификации.
Решение о выгодности собственного производства может быть принято в случае, если:
→ потребность в комплектующих стабильна и достаточно велика;
→ комплектующее изделие может быть изготовлено на имеющемся оборудовании.
Помимо качественного анализа перечисленных факторов, принятия такого решения необходимо сопоставить затраты на закупку и на собственное производство.
Затраты на закупку определяются ценой поставщика, но этом включают затраты.
→ на оформление заказа;
→транспортировку;
→ страхование;
→ упаковку;
→ складирование;
→ обработку (переработку, сортировку и т. п.);
→ оплату персонала, связанного с закупками.
Затраты на собственное производство состоят:
→ из затрат на производство — стоимости:
• сырья;
• энергии;
• рабочей силы;
• хранения;
• накладных расходов;
→ возможных капитальных затрат на организацию требуемого производства:
• покупку, доставку, монтаж оборудования;
• обучение рабочих.
Сравнив затраты на собственное производство по каждому материалу (детали, изделию) с учетом необходимых капиталовложений, которые должны будут окупиться, и затраты на закупку можно принимать окончательное решение.
1.Выбор метода закупок зависит:
→ от сложности конечного продукта;
→ состава комплектующих изделий и материалов.
→ Основные методы закупок:
→ оптовые закупки (закупка товара одной партией);
→ регулярные закупки мелкими партиями;
→ закупки по мере необходимости;
→ ежедневная (ежемесячная)
→ закупка товаров по котировочным ведомостям;
→ закупка товаров с немедленной сдачей;
→ различные комбинации перечисленных методов.
2.У каждого метода есть свои преимущества и недостатки, которые необходимо учитывать, чтобы сберечь время и сократить издержки. Указанные методы имеют следующие особенности:
→ закупка товара одной партией. Метод предполагает поставку товаров большой партией за один раз (оптовые закупки). Таким способом могут закупаться товары, потребность в которых возникает непредвиденно и которые не требуют длительного хранения. Они закупаются, как правило, в сроки, близкие к их потреблению. Преимущества этого способа закупки: простота оформления документов, гарантия поставки всей партии, повышенные торговые скидки. Недостатки — большая потребность в складских помещениях, замедление оборачиваемости капитала;
→ регулярные поставки мелкими партиями. В этом случае покупатель заказывает необходимое количество товаров, которое поставляется ему партиями в течение определенного периода в соответствии с графиком потребности в них производства на тот или иной период. Преимущества данного метода таковы: ускоряется оборачиваемость капитала, так как товары оплачиваются по мере поступления отдельных партий; достигается экономия площади складских помещений; сокращаются затрат ты на документирование поставки, поскольку оформляется только заказ на всю поставку. Его недостатки: вероятность заказа избыточного количества товаров; необходимость оплаты всего количества товаров, определенного в заказе. В целях упрощения процедуры оформления заказов и снижения накладных расходов применяются групповые поставки нескольких видов родственных товаров, приобретаемых и мелкими партиям В этих же целях фирмы стали использовать автоматизированную систему компьютерной связи;
→ ежедневные (ежемесячные) закупки по котировочным ведомостям. Такой метод закупки широко используется там, где . купаются дешевые и быстро потребляемые товары. Котировочные ведомости составляются ежедневно (ежемесячно) включают следующие сведения: полный перечень товаров; количество товаров, имеющихся на складе; требуемое количество товаров. Преимущества данного метода: ускорение оборачиваемости капитала, снижение затрат на складирование и хранение своевременность поставок;
→ получение товара по мере необходимости. Этот метод похож на регулярную поставку товаров, но характеризуется следующий особенностями: количество поставляемых товаров не устанавливается, а определяется приблизительно, поставщики перед выполнением каждого заказа связываются с покупателем, оплачивается только поставленное количество товара, по истечении срока контракта заказчик не обязан принимать и оплачивать товары, которые еще только должны быть поставлены. Преимущества данного метода: отсутствие твердых обязательств по покупке определенного количества товаров, ускорение оборота капитала, минимум работы по оформлению документов;
→ закупка товара с немедленной сдачей. Сфера применения. этого метода — покупка нечасто используемых товаров, когда невозможно получать их по мере необходимости. Товар заказывается, когда он требуется, и вывозится со складов поставщиков. Недостаток данного метода — в увеличении издержек, связанных с необходимостью детального оформления документации при каждом заказе, мелкими размерами заказов и множеством поставщиков.
Вопрос 14. Задача выбора поставщика
1. Важной функцией служб снабжения различных фирм является выбор поставщика для компании. Он осуществляется в тои этапа:
→ поиск потенциальных поставщиков:
• объявление конкурса;
• изучение рекламных материалов;
• посещение выставок и ярмарок;
• переписка и личные контакты с возможными поставщиками;
→ анализ потенциальных поставщиков по таким критериям. как:
• цена;
• качество продукции;
• надежность поставок (соблюдение договоров по срокам поставки, по ассортименту, комплектности, качеству и количеству продукции);
• удаленность поставщика от потребителя;
• сроки выполнения текущих и экстренных заказов;
• наличие резервных мощностей;
• организация управления качеством у поставщика;
• психологический климат у поставщика;
• способность обеспечить поставку запасных частей в течение всего срока службы поставляемого оборудования;
• финансовое положение поставщика;
→ оценка результатов работы с поставщиками на основе:
• критериев выбора поставщика;
• анализа значимости товара для производственного или торгового процесса;
• значимости (важности) каждого критерия;
• оценок по каждому критерию.
2.Существует два основных метода организации выбора поставщика:
→ через торгового агента фирмы, осуществляющей закупки;
→ посредническую организацию.
Торговые агенты, посреднические фирмы могут осуществлять указанную деятельность по поиску поставщика как за фиксированное вознаграждение, так и за процент от сделки.
3. Процедура получения и оценки предложений от потенциальных поставщиков может быть организована с помощью:
→ объявления конкурсных торгов;
→ изучения рекламных материалов;
→ посещения выставок и ярмарок;
→ переписки и личных контактов с возможными поставщиками.
При этом наиболее распространенными и эффективными являются:
→ конкурсные торги;
→ письменные переговоры между поставщиком и потребителем.
4. Имеется три основных критерия выбора поставщика.
→стоимость приобретения продукции или услуг;
→ качество продукции или услуг;
→ надежность обслуживания.
Один из ключевых вопросов материально-технического снабжения — качество поставляемого сырья и комплектующих изделий. Несмотря на конкуренцию среди потенциальных поставщиков на внутреннем и международном рынке, проблема качества материальных ресурсов стоит достаточно остро. Наиболее солидные западноевропейские, американские и японские компании разрабатывают специальные программы по поддержан и повышению качества своей продукции. Значительное в мание в них уделяется качеству поставляемых материальных ресурсов.
Характерным примером в этом деле может являться опыт копании "ИТТ Кэннон Норт Америка" (США). В структуре управления компанией создана так называемая "группа по бору поставщика", в которую входят представители системы материально-технического снабжения компании, финансовой службы, производственного отдела и пр. Группа отбирает в качестве поставщиков лишь тех, кто проявил или может проявить способность удовлетворить уровень запросов, предъявляемых компанией. Группа выдвигает технические требования к предметам закупок, основанные на технических требованиях к конечной продукции, которые передаются поставщику.
При рассмотрении возможностей поставщика на первое место выдвигаются следующие требования:
→ наличие оборудования для производства продукции необходимого качества;
→ возможность проводить испытания качества по заданной программе и с помощью необходимых приборов;
→ контроль и аттестация входящих материалов и сырья;
→ наличие необходимых документов и инструкций, определяющих количество рабочих операций и их контроль;
→ наличие маршрутных документов, подтверждающих проведение всех необходимых операций по производству и контролю.
Программы поддержания качества закупаемых комплектующих и сырья тщательно продумываются, в расчет берется даже организация учебы персонала поставщиков-смежников. Задачей обучения, как правило, является повышение уровня знаний персонала, который информируют о новейших технологиях и процессах, чтобы сделать обслуживание станков и приборов квалифицированным и эффективным.
В практике материально-технического снабжения встречаются случаи поставок товаров посредственного и низкого качества. В связи с этим принимаются различные экономические меры, направленные на снижение объема поставок низкокачественных товаров. В большинстве случаев некондиционные товары возвращаются компании-виновнику, оплата их не производится, возможны и штрафные санкции.
Надежность обслуживания — это гарантированность обслуживания заказчика необходимыми материальными ресурсами в течение заданного промежутка времени и вне зависимости от недопоставок, которые могут возникнуть, нарушений сроков доставки и других факторов. Надежность можно оценить вероятностью отсутствия отказа в удовлетворении заявки потребителя. В отдельных случаях качество обслуживания, а также отдельные условия поставки не отражаются на цене приобретения.
Кроме основных критериев выбора поставщика существуют и прочие критерии, количество которых может доходить до нескольких десятков.
5.Для сбора информации, необходимой для применения перечисленных критериев, используются следующие источники:
→ собственное расследование;
→ местные источники;
→ банки и финансовые институты;
→ конкуренты потенциального поставщика;
→ торговые ассоциации, например Торгово-промышленная плата РФ;
→ информационные агентства;
→ государственные органы. такие. как:
• регистрационные палаты;
• налоговая, лицензионные службы и пр., обладающие открытой для ознакомления информацией.
В отборе источников информации следует руководствоваться следующими правилами:
→ нельзя ограничиваться одним источником информации, вне зависимости от объема и глубины предоставляемой им информации;
→ как минимум один из используемых источников должен быть независимым,
т. е. не быть заинтересованным в возможных последствиях использования предоставленной им информации. Окончательный выбор поставщика производится лицом, принимающим решение, и не может быть полностью формализован.
Вопрос 15. Виды закупок

1. Закупки в логистике снабжения можно классифицировать следующим образом:
→ по типу потребности:
• сырье;
• особые товары;
• комплектующие;
• энергоресурсы;
• вспомогательные материалы;
• инструмент;
• запасные части;
• упаковка;
• услуги;
→ частоте закупок:
• разовые;
• повторяемые;
• редкие (эксклюзивные);
→ назначению,
• замещение запаса;
• обеспечение потребности;
→ природе товарно-материальных ценностей:
• физические;
• химические;
→ виду транспортировки:
• автомобильные перевозки;
• авиаперевозки;
• железнодорожные перевозки;
• речные и морские перевозки;
предназначению товара:
• для внутреннего потребления;
• конечного пользователя;
→ принципу Парето
• товары класса А;
• товары класса В;
• товары класса С.
Данная классификация приведена для закупок производственных организаций. Кроме этой классификации, можно еще выделить международные и государственные закупки как отдельные виды. К этим видам закупок применяются традиционные методы закупочной логистики, они усложняются в силу специфики закупок:
• международных;
• государственных.
2. Международные закупки, как правило, имеют место по причине более низкой цены товара по сравнению с ценой внутренних поставщиков. Также международным закупкам способствуют такие факторы. как:
• выгодный курс обмена валют;
• высокое качество;
• отсутствие товара на внутреннем рынке;
• высокое качество обслуживания;
•наличие дочерних предприятий за рубежом и др.
В процессе принятия решения о закупке товаров за границей следует учитывать ряд факторов. Необходимо не только оценить товар у поставщика, но и учесть увеличение цикла поставки в связи с оформлением таможенных документов, транспортными задержками. Вследствие этого увеличиваются общие расходы на закупку.
3. Государственные закупки также имеют в своей основе методы закупочной логистики производственных организаций, но добавляют свою специфику. Государственные закупки направлены на гарантированное снабжение, повышение качества закупаемой продукции.
Основной особенностью государственных закупок является то, что они осуществляются в строгих законодательных и бюджетных рамках. Это усложняет внесение изменений в процесс закупок и уменьшает их гибкость при изменении экономической ситуации. Еще одной особенностью государственных закупок является отсутствие конфиденциальности. Очень часто решение о выборе поставщика принимается на основе государственных целевых программ, направленных на поддержку предприятий в слаборазвитых районах, а не исходя из экономической выгоды. Контроль качества приобретаемой продукции является формальностью, а потребности удовлетворяются с опозданием. В это усложняет грамотное решение логистическихэ задач.
1. Грамотное ведение закупочных операций требует их четко правового оформления.
Документом, на основании которого осуществляется закупка, иные логистические операции, является контракт.
Контракт должен содержать следующие основные элементы:
преамбулу, в которой должны быть указаны:
• полное наименование юридических лиц (или предпринимателей), заключающих контракт;
• фамилии лиц, уполномоченных подписывать контракт;
• основание, в силу которого данные лица имеют право подписывать контракт (например, устав, доверенность);
→ существенные условия контракта, включающие:
• предмет контракта (то, по поводу чего заключается контракт);
• наименование, количество, качество товара;
• условия поставки;
• цену;
• сроки поставки и оплаты;
• срок действия контракта;
• форс-мажор;
• ответственность сторон, штрафные санкции, порядок разрешения споров, арбитраж;
→ юридические адреса и банковские реквизиты;
→ подписи сторон (уполномоченных лиц).
2. В условиях рыночной экономики использование большинством фирм в хозяйственном обороте документов, введенных в прежние годы (заказ-наряд, различного рода накладные и т. п.), во многих случаях уже не удовлетворяет современным требованиям.
В последнее время все большее распространение получает новая система оформления заказов.
Зарубежные фирмы (кроме самых мелких) используют, как правило, четыре экземпляра заказа (для облегчения работы они обычно окрашены в различные цвета):
→ экземпляр 1 (белый) — отправляется поставщику. Это заказ на поставку. Он обязывает поставщика поставлять товары согласно оговоренным условиям, а заказчика принимать и оплачивать товар;
→ экземпляр 2 (розовый) — отправляется в финансовый отдел, подтверждает передачу заказа и является основанием для оплаты счета;
→ экземпляр 3 (голубой) — отправляется в отдел материально- технического снабжения. По нему отдел проверяет соответствие количества и качества товаров, означенных в бланке заказа и транспортной накладной, и уведомляет отдел закупок и финансовый отдел о совершившейся поставке;
→ экземпляр 4 (зеленый) — хранится для контроля и используется при необходимости разрешения конфликтных ситуаций с поставщиками. После того как отдел материально-технического снабжения подтвердил получение товаров, зеленый экземпляр сдается в архив.
В зависимости от особенностей фирмы количество, цвета и варианты использования экземпляров могут варьировать. Важно облегчить работу и избежать возможных чисто технических ошибок.
3.Важное значение в реализации плана закупок имеют:
→ приемка продукции;
→ документальное оформление поставок.
Цель приемки — удостовериться. что получен товар;
→ нужного качества;
→ в нужном количестве;
→ от своего поставщика;
→ в обусловленное время;
→ в обусловленном месте;
→ за оговоренную цену.
Основное внимание при приемке уделяется проверке соответствия контракту количества и качества товара (товаров).
Меры по обеспечению качества принимаемых товаров делятся на сплошной и выборочный контроль. Сплошной контроль характеризуется 100%-й эффективностью, но при этом требует огромных затрат ресурсов (времени, кадров, техники, финансов). Существующие статистические методы контроля качество позволяют с заданной вероятностью гарантировать качество проверенной продукции при контроле только части получаемой продукции. При выборочных методах контролируется только часть партии товара. Это снижает надежность контроля, но приемка осуществляется быстрее и стоит дешевле. В реальной жизни чаще используются методы выборочного контроля.
В целях экономии времени, усилий и финансовых средств следует позаботиться о том, чтобы складские помещения, места разгрузки, приемки товара были расположены как можно ближе друг к другу и недалеко от производственных помещений. Во избежание скопления транспорта на территории предприятия или у ворот склада, для экономии затрат труда на погрузочно-разгрузочных работах необходимо составить график поставок, согласовании со всеми поставщиками. Такие меры позволят, кроме того, не отрывать рабочих основного производства для разгрузки неожиданно прибывшего транспорта.
Документальное оформление поставок требуется для правильного выполнения операций, связанных с поставками товаров.
Чаще всего для документального оформления поставок используются следующие документы:
→ уведомление об отгрузке. Направляется поставщику после подготовки продукции к отправке. В этом документе указывается номер заказа и время поставки;
→ сопроводительное письмо. Обязательно сопровождает поставленную партию товара и подтверждает, что эти товары предназначены для определенной фирмы;
→ копия заказов. Направляется получателю для проверки на соответствие уведомлениям о поставке фактически поступившего товара;
→ спецификации (описание товара);
→ подтверждение получения поставки. Используется для информирования подразделений-потребителей о фактической доставке товаров и для контроля в бухгалтерии соответствия уведомления об отгрузке товара и копий заказа и счета. В книге регистрации товаров указывается:
• номер сопроводительного письма;
• дата поставки;
• отправитель;
• способ транспортировки;
• краткое описание поступивших товаров.
Некоторые фирмы не используют приведенные виды уведомления о получении товара, а закладывают информацию в компьютер. Однако на случай недобросовестности поставщика необходимо проявить предусмотрительность и сохранить письменные документы.
Вопрос 17. Производственная логистика.
Задачи и функции. 
1. Производственная логистика занимается управлением материальным потоком в процессе его прохождения производственных звеньев при движении от первичного источника сырья до конечного потребителя. Целью производственной логистикой является снижение затрат и повышение качества продукции в процессе преобразования материального потока в технологических процессах производства готовой продукции.
Основная особенность производственной логистики — отсутствие товарно-денежных отношений между участниками логистического процесса. Отношения между ними принято называть внутрипроизводственными.
Аналогично отношениям логистические системы, с которыми работает производственная логистика, называются внутрипроизводственными. Их можно рассматривать:
→ на макроуровне. Внутрипроизводственные логистические системы состоят из набора подсистем, целостно связанных между собой. Примерами таких систем служат закупка, склады, транспорт. Логистика должна обеспечивать согласованную работу звеньев, которые занимаются поставками, производством сбытом продукции;
→ макроуровне. Внутрипроизводственные логистические системы являются элементами макрологистической системы, а точнее источниками материальных потоков. Из этого следует, внутрипроизводственные системы должны иметь возможно быстро адаптироваться к экономической ситуации, измен номенклатуру производства, количество выпускаемой продукции. В противном случае макрологистическая система, в которую входит данная внутрипроизводственная система, не сможет эффективно функционировать.
Логистическая концепция организации производства включает в себя следующие основные положения.
→ отказ от избыточных запасов;
→ отказ от завышенного времени на выполнение основных транспортно-складских операций;
→ отказ от изготовления серий деталей, на которые нет заказа покупателей;
→ устранение простоев оборудования;
→ обязательное устранение брака;
→ устранение нерациональных внутризаводских перевозок;
→ превращение поставщиков из противостоящей стороны в доброжелательных партнеров.
Традиционная концепция организации производства требует:
→ никогда не останавливать основное оборудование и поддерживать во что бы то ни стало высокий коэффициент его использования;
→ изготавливать продукцию как можно более крупными партиями;
→ иметь максимально большой запас материальных ресурсов" на всякий случай".
Традиционная концепция характерна для «рынка продавца», т. е. для экономической ситуации, когда спрос превышает предложение. В этом случае приоритетным фактором при организации производства становится максимальная загрузка оборудования. Также важно увеличить размер партии, уменьшив тем самым себестоимость. При этом задача реализации уходит на второй план.
Как только предложение начинает превышать спрос, возникает ( так называемый "рынок покупателя". С этого момента логистическая концепция организации становится более выгодной. Задача реализации становится приоритетной. В условиях конкуренции и постоянно меняющегося спроса производственное предприятие не может упустить ни одного заказа. Качество производимой продукции выходит на первое место, становится нецелесообразным создавать большие запасы. Не менее важна гибкость производственной системы.
Гибкость производственной системы можно подразделить на качественную и количественную. Качественную гибкость можно обеспечить созданием гибкого производства, т. е. использованием станков с ЧПУ (числовым программным управлением), наличием универсального персонала. Количественная гибкость обеспечивается наличием резерва оборудования и рабочей силы.
2.Для достижения своих целей производственная логистика решает следившие задачи:
→ планирование и диспетчирование производства на основе прогноза потребностей в готовой продукции и заказов потребителей;
→ разработка планов-графиков производственных заданий цехам и другим производственным подразделениям;
→ разработка графиков запуска-выпуска продукции, согласованных со службами снабжения и сбыта;
→ установление нормативов незавершенного производства и контроль за их соблюдением;
→ оперативное управление производством и организация выполнения производственных заданий;
→ контроль за количеством и качеством готовой продукции;
→ участие в разработке и реализации производственных нововведений;
→ контроль за себестоимостью производства готовой продукции.
3.Для эффективной деятельности производственной системы производственная логистика должна выполнять набор функций:
→ координация действий участников логистического процесса, т. е. формирование и доведение целей и задач до участников логистического процесса, координирование этих целей с общими целями всей производственной системы, обеспечение согласованности действий всех элементов логистической цепи;
→ организация движения материальных потоков в производства, т. е. создание системы управления материальными потоками на предприятии, формирование этих материальных потоков;
→ планирование:
• прогнозирование (подразделяется на научно-технической экономическое):
– технического развития — прогнозирование создания новых видов продукции, материалов, технологии производства;
– изменения спроса — прогнозирование с целью изменения номенклатуры или количества выпускаемой продукций;
– изменения цен на материалы — прогнозирование с целью создания запасов материалов, подорожание которых ожидается;
– размеров запасов — прогнозирование необходимых размеров запасов, учитывающих возможное изменение менклатуры и количества выпускаемой продукции;
• разработка программы действий — определение календарного графика выполнения работ;
• детализация планов — конкретизация разработанной программы действий, например распределение ресурсов между функциональными подразделениями предприятия;
→ контроль движения материального потока — наблюдение за товародвижением на предприятии, сбор и обработка информации о движении материального потока, определение отклонений от планов, степени решения поставленных задач;
→ регулирование хода выполняемых работ — анализ отклонений, выявленных при контроле, определение причин, вызвавших эти отклонения, разработка мер по устранению этих отклонений, осуществление этих мер.
Вопрос 18. Организация систем управления материальными
и в производственной логистике
1. При прохождении заказов через звенья логистической цепи возникает вопрос,
в какой последовательности обрабатываются поступающие заказы каждым звеном. Этот вопрос решается посредством приоритетных правил.
Приоритетное правило — это некоторое выражение, которое позволяет каждой заявке (заказу) поставить в соответствие количественную величину, называемую приоритетом. Используются следующие приоритетные правила:
→ элементарные (простые) — для назначения приоритета заявки используют одну ее характеристику:
• FIFO (first in first out): "первый пришел — первый ушел", т. е. заявки обслуживаются в порядке поступления в систему;
• LIFO (last in first out): "последний пришел — первый ушел", первой обслуживается заявка, которая поступила в систему последней. Данное правило часто используется в системах складирования. Это объясняется тем, что иногда материалы можно достать только сверху, т. е. доступны материалы, поступившие на склад последними;
• DDATE: правило плановых сроков, первой выбирается заявка, у которой плановое время изготовления наименьшее, т. е. которая должна быть готова раньше всех;
• SPT: правило кратчайшей операции, первой обслуживается заявка, имеющая минимальную длительность обслуживания заявки;
• NET: минимальный резерв времени, первой обслуживается заявка с минимальным резервным временем. Резервное время — это разность между сроком выполнения заказа и временем выполнения этого заказа без учета времени ожидания обслуживания;
• RANDOM: порядок обслуживания может быть случайным, случайная величина выбирается по равномерному закону, т. е. заявки выбираются с равной вероятностью;
→ комбинированные (сложные) — для назначения приоритета заявки используют несколько ее характеристик с некоторыми коэффициентами:
• аддитивные — при формировании формулы для вычисления приоритета используются операции умножения;
• мультипликативные — при формировании формулы для вычисления приоритета используется операция возведения в степень;
• альтернативные.
2. "Тянущая" система — это такая организации производства, при которой детали и полуфабрикаты подаются на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график отсутствует.
Размещение заказов на пополнение запасов материальных ресурсов или готовой продукции происходит, когда их количество достигает критического уровня (рис. 1').
Система предполагает сокращение разницы между временем поступления материалов на очередную стадию производства, минуя стадии промежуточного складирования, и времени их потребления. Цели "тянущей "системы следующие:
→ предотвращение распространения возрастающего колебания спроса или объема продукции от последующего процесса к предшествующему;
→ сведение к минимуму колебании размера запаса деталей между операциями для упрощения управления материальными запасами;
→ повышение уровня цехового управления путем децентрализации управления.
"Тянущая" система предусматривает сохранение определенного, уровня материального запаса на каждом этапе производства. Для практической реализации системы необходимо установить момент возобновления заказа и стандартный размер партии заказываемых деталей. "Тянувшая" система организации производства предполагает:
→ ориентацию производства на изменение спроса, т. е. осуществление концепции "гибкого" производства;
→ использование универсального оборудования, которое размещено по линейному или кольцевому принципу;
→ использование высококвалифицированных рабочих-многостаночников;
→ децентрализованное оперативное управление производством;
→ начало планирования со стадии сборки;
→ минимум операционного задела; практическое отсутствие запах готовой продукции.
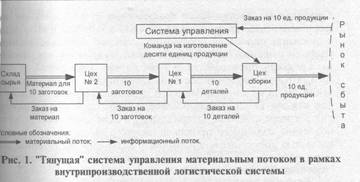
Пример механизма функционирования тянущей системы управления материальными потоками1. Предприятие получило заказ на изготовление 10 ед. изделий. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 10 заготовок. В свою очередь цех № 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления такого же количества заготовок также с целью восстановления запаса. Таким образом, материальный поток "вытягивается" с каждым последующим звеном.
3.Для "толкающей" системы характерно изготовление деталей в соответствии с производственным графиком, детали поступают по мере готовности с предшествующей стадии производственного процесса на последующую. Материальные ресурсы "выталкиваются" с одного звена производственной логистической системы на другое
(рис. 22). Чем больше разрастается "толкающая" система, тем характернее для нее становятся проблемы — в случае изменения спроса или сбоев в производственном процессе практически невозможно перепланировать производство для каждой его стадии. Эти затруднения ведут к созданию избыточных внутрипроизводственных запасов между различными технологическими стадиями, которые называются буферными запасами.
Они служат для повышения управленческой гибкости на тех участках производства, где возможно возникновение срывов поставок или работа малыми партиями неэкономична.
Стандартное планирование производства — это основной момент организационного проектирования, в котором информация о динамике спроса на продукцию "стыкует" производствен графики решения о снабженческом обслуживании производства. Гибкость производства в этом случае повышается за того, что производственное планирование объединяет предсказания сбыта на данный период и производственное расписание для каждой стадии. Возникновение буферных запасов приводит к замораживанию материальных и денежных средств, установлению излишнего производственного оборудования и влечению дополнительной рабочей силы при увеличении мера заказа. Это препятствует повышению эффективности "толкающей" системы.
"Толкающая" система характеризуется.
→ ориентацией на значительное число поставщиков, нерегулярными поставками, в основном большими партиями;
→ ориентацией производства на максимальную загрузку производственных мощностей и реализацией концепции «непрерывного» производства;
→ планированием, которое начинается с заготовительного производства;
→ централизованным оперативным управлением производством; составлением производственных графиков для всех этапов производства;
→ запасами в виде излишних материальных ресурсов; отсутствием буферных запасов, что может привести к сбою производя не всегда минимальным операционным заделом; существованием запасов готовой продукции;
→ применением специализированного оборудования, размещены по участкам, и универсального — по линейному принципу;
→ использованием узкоспециализированных рабочих-многостаночиков;
→ сплошным (выборочным) контролем на всех стадиях производства, что удлиняет его продолжительность.
Недостатки "толкающей " системы.'
→ недостаточное отслеживание спроса;
→ обязательное создание страховых запасов, которые предотвращают сбои в производстве в результате изменения спроса;
→ замедление оборачиваемости оборотных средств в результате хранения запасов;
→ увеличение себестоимости готовой продукции.
Преимущества "толкающей " системы: устойчивость системы при резких колебаниях спроса и при низкой надежности поставщиков.

Вопрос 19. Системы управления материальными
потоками
1. Система управления материальными потоками в производстве- это организационный механизм, формирующий и регулирующий движение материальных потоков внутри производственной системы.
На Данном этапе используются несколько систем управления материальными потоками:
→"тянущие" системы:
• система ЛТ (just-in-time) — управление материальными и информационными потоками по принципу "точно в срок";
• система KANBAN — информационное обеспечение управления материальными потоками по принципу "точно в срок";
• система ОРТ — компьютеризированный вариант системы KANBAN, оптимизирующий технологию производства;
→"Толкающие" системы:
• система MRP (materials requirements planning) — планирование потребности в материалах;
• система DRP (distribution resource planning) — планирования распределения ресурсов.
2. Логистическая концепция "точно в срок"( just- iп-time, JIT) появилась к концу 50-х гг. и сейчас наиболее распространена в мире. Идея концепции "точно в срок" — синхронизация процессов доставки материальных ресурсов и готовой продукции в необходимых количествах именно к тому моменту, когда звенья логистической цепи нуждаются в них для выполнения заказа, заданного подразделением-потребителем.
Цель концепции "точно в срок" — минимизация затрат, связанных с созданием запасов.
Характерные черты концепции "точно в срок".
→ минимальные (нулевые запасы) материальных ресурсов, незавершенного производства, готовой продукции;
→ короткие производственные циклы;
→ небольшие объемы производства готовой продукции;
→ взаимоотношения по закупкам материальных ресурсов с небольшим числом надежных поставщиков и перевозчиков;
→ эффективная информационная поддержка, которая позволяет синхронизировать все процессы поставки материальных ресурсов, производства и сборки, поставки готовой продукции;
→ высокое качество готовой продукции и логистического сервиса;
→ отсутствие страховых запасов.
Необходимые условия реализации концепции "точно в срок".
→ наличие в экономической системе надежных поставщиков.
Так, американские и европейские производители смогли внедрить эту концепцию на 10 — 15 лет позже японцев из-за низкой надежности поставок ;
→ наличие точной информации о текущем состоянии производства, точных прогнозов на ближайшее будущее. Для этого при организации и оперативном управлении производственных процессов должны использоваться надежные телекоммуникационные системы и информационно-компьютерная поддержка.
3. Одной из первых попыток практически внедрить концепцию "точно в срок" явилась микрологистическая система KANBAN (в пер. с яп. "карта' ), разработанная корпорацией Toyota Motor (1972 г.) Средством передачи информации в системе является специальная карточка KANBAN в пластиковом конверте. Используются два вида карточек: отбора и производственного заказа. В карточке отбора указывается количество деталей (компонентов, полуфабрикатов), которое должно быть взято на предшествующем участке обработки. В карточке производственного заказа указывается количество деталей, которое должно быть изготовлено на предшествующем производственном участке. Эти карточки циркулируют внутри предприятия-производителя, его филиалов и между многочисленными фирмами-поставщиками.
Практическое применение системы KANBAN позволило сократить логистический цикл, повысить оборачиваемость оборотного капитала, снизить производственные запасы до 50%, товарные — до 8%, исключить страховые запасы, уменьшить объем незавершенного производства, снизить себестоимость.
4. Одной из наиболее популярных в мире логистических концепций, на основе которой разработано множество микрологистических систем, является концепция "планирование потребностей/ресурсов" (requirement/rеsоurсе planning, RP). Эта концепция противопоставляется концепции JIT, так как на ней базируются системы "толкающего" типа.
Идея концепции "планирования потребностей/ресурсов" — сначала определяется, сколько и в какие сроки необходимо произвести готовой продукции. Затем определяется время и необходимые количества материальных ресурсов для выполнения производственного расписания.
Основная цель концепции — обеспечение потока плановых количеств материальных ресурсов и запасов продукции на горизонте планирования.
В середине 50-х гг. в США в рамках данной концепции была разработана система "планирования потребности в материалах" MRP-I (materials resource planning). Широкое распространение она получила в США и Европе только в 70-е гг., что было обусловлено развитием вычислительной техники. Подобные системы также были разработаны в СССР и первоначально широко применялись в военно-промышленном комплексе. Системы MRP были усовершенствованы в начале 80-х гг. в виде второго поколения — MRP-П, в которых более эффективно решались задачи прогнозирования потребностей в материальных ресурсах, контроля и управления запасами; управления технологическими процессами. Системы MRP-И получили распространение в Западной Европе и США.
Основные задачи микрологистических систем МИР.
→повышение эффективности прогнозирования спроса и планирования потребностей в ресурсах;
→ планирование производственного процесса, графика доставки, закупок;
→ совершенствование контроля за уровнем запасов;
→ снижение уровня запасов MP, незавершенного производства и ГП. Недостатки MRP-систем:
→ значительный объем вычислений, подготовки и предварительной обработки большого количества исходной информации, что увеличивает длительность логистического цикла;
→ значительное число сбоев в системе из-за ее большой размерности и перегруженности.
Необходимые условия реализации концепции "планирование потребностей/ресурсов".
→ использование эффективных математических методов прогнозирования, планирования, организации производственных процессов;
→ наличие средств вычислительной техники, позволяющей автоматизировать решение оптимизационных задач, планирование и управление производством, оперативное управление технологическими процессами.
5. В последние годы в ряде западных стран применяется система управления и планирования распределения продукции DRP, позволяющая не только учитывать конъюнктуру, но и воздействовать на нее. Эта система обеспечивает устойчивые связи снабжения, производства и сбыта, используя элементы MRP. При управлении производством на первом уровне осуществляется агрегированное планирование с использованием прогнозов и данных о фактически поступивших заказах. На втором уровне осуществляется формирование графика производства, дезагрегирование плана производства, составление специализированного плана с указанием конкретных дат, количества комплектующих и готовой продукции.
Система DRP, являясь базой для интегрального планирования логистических функций и их увязки, позволяет
→ прогнозировать рыночную конъюнктуру;
→ оптимизировать логистические издержки за счет снижения транспортных расходов и затрат на товародвижение;
→ планировать поставки и запасы на различных уровнях цепи распределения (центральный, периферийный склады);
→ осуществлять информационное обеспечение различных уровней цепи распределения по вопросам рыночной конъюнктуры;
→ планировать транспортные перевозки
→ обрабатывать заявки на транспортное обслуживание;
→ составлять и корректировать в реальном масштабе времени графики перевозок.
Долгосрочные планы работы складов служат основой для расчета потребности в транспортных средствах, и корректировки потребности осуществляются с учетом оперативной обстановки. Основной базой данных системы DRP является информация о перевозимой и складируемой продукции, получаемая от завода-изготовителя, и информация, вводимая на складах.
6. С 80-х гг. широко используется метод ОРТ (в русской транскрипции — ОПТ). В нем получили развитие идеи систем KANBAN и МРП.
Основным принципом системы ОПТ является выявление в производстве «узких» мест или критических ресурсов (запасы сырья и материалов, машины и оборудование, технологические процессы, персонал). От эффективности использования критических ресурсов зависят темпы развития производственной системы, в то время как повышение эффективности использования некритических ресурсов на развитии системы практически не сказывается. Потери критических ресурсов крайне негативно отражаются на производстве в целом.
Фирмы, использующие систему ОПТ, не стремятся обеспечить 100%-ю загрузку рабочих, занятых на практических операциях, поскольку интенсификация труда этих рабочих приведет к росту незавершенного производства и другим нежелательным последствиям; они поощряют использование рабочего времени (при наличии его ресурсов) для повышения квалификации и общественной деятельности.
В системе ОПТ в автоматизированном режиме решается ряд задач оперативного и краткосрочного управления производством,
в том числе формирование графика производства на один день, неделю и т. д. При формировании близкого к OllmLIJlfQRbHONV графика производства применяют кпитерии:
→обеспеченности заказов сырьем и материалами;
→ эффективности использования ресурсов;
→минимума оборотных средств в запасах;
→ гибкости.
Вопрос 20. Система управления производством на примере фирмы
"Тойота"
1. Система управления производством, разработанная и усовершенствованная для фирмы Тойота ", стала новой революционной системой управления производством. Она основана на системе Ф. Тейлора (научное управление производством) и cиcтeме
Г. Форда (поточное конвейерное производство). После 1973 г. была принята многими другими японскими компаниями. Основная цель системы — снижение издержек. Эта система позволяет:
→ снизить издержки;
→ увеличить норму оборота капитала (отношение общего объема продаж к общей стоимости основных производственных фондов);
→ повысить эффективность работы фирмы в целом;
→ обеспечить прибыль даже в периоды медленного роста посредством уменьшения цен (с помощью ликвидации излишних материальных запасов или рабочей силы).
Система управления производством Тойоты привлекательна тем, что, ставя целью снижение издержек производства, она устраняет из производства ненужные элементы.
Снижение издержек производства в данной системе может быть достигнута только совместно с решением трех промежуточных подзадач:
→ оперативного регулирования объема и номенклатуры производства, что помогает системе приспосабливаться к ежедневным и ежемесячным изменениям в количестве и номенклатуре спроса;
→ обеспечения качества, что позволяет организовать снабжение каждой последующей операции деталями высшего качества со стороны смежников;
→ активизации работников как способа использования трудовых ресурсов на пути к главной цели.
К основным поинципам системы Тойоты относятся.
→"точно в срок";
→ автономизация;
→ гибкое использование рабочей силы;
→ развитие творческого мышления и внедрение конструктивных идей.
Непрерывность потока продукции, адаптация к изменениям спроса по количеству и номенклатуре продукции достигаются с помощью первых двух принципов, являющихся столпами системы Тойоты. "Точно в срок" в целом означает производство нужного вида изделий в нужном количестве и в нужное время. Автономизация может быть упрощенно обозначена как самостоятельный контроль работника за браком. Она поддерживает точную поставку продукции тем, что исключает возможность поступления дефектных деталей предшествующего производственного процесса на последующий и предотвращает сбои. Гибкость использования рабочей силы означает изменение численности рабочих в зависимости от колебаний спроса. Развитие творческого мышления и внедрение конструктивных идей служащих дают значительную экономию.
Для реализации этих четырех принципов Тойота разработала следившие методы:
→ использование системы KANBAN для обеспечения производства по принципу "точно в срок";
→ применение метода бесперебойного производства для приспособления к изменениям спроса;
→ сокращение времени переналадки оборудования для сокращения общего времени производства;
→ нормирование работ для обеспечения сбалансированности производственных операций;
→ специальное размещение производственного оборудования и использования рабочих, владеющих несколькими профессиями, для проведения принципа гибкости;
→ рационализаторская деятельность кружков качества и система поощрения предложений для сокращения численности рабочей силы и повышения трудовой морали;
→ визуальный контроль для обеспечения принципа автоматического контроля качества продукции на рабочем месте;
→ применение системы "функционального управления" для обеим печения управления качеством в рамках всей компании и др.
2. Принцип производства необходимых деталей в необходимых количествах в нужное время означает, например, что в процессе сборки автомобиля необходимые для этого детали, производящиеся в ходе других процессов, должны поступать к конвейерной линии в необходимое время и в необходимом количестве. Если система "точно в срок" действует на всей фирме, она позволяет:, устранить с предприятия склады. становящиеся ненужными:
→ в системе Тойоты, как в любой "тянущей системе", рабочие, выполняющие определенный процесс, получают необходимые им детали с предшествующего процесса производства в нужное время и в нужном количестве. На предшествующем же процессе должно быть произведено только такое количество продукции, которое необходимо для замещения изъятого количества;
→ тип и количество требуемых изделий заносятся на карточку, называемую KANBAN, которая обычно представляет собой прямоугольную карточку в пластиковом конверте. Распространены два вида карточек:
• отбора. В карточке указывается количество деталей, которое должно быть взято на предшествующем участке обработки;
• производственного заказа, в которой указывается количество деталей, которое должно быть изготовлено на предшествующем участке производства.
Эти карточки циркулируют как внутри предприятий Тойоты, так и между корпорацией и сотрудничающими с ней компаниями, а также на предприятиях филиалов. Таким образом, карточки KANBAN несут информацию о расходуемых и производимых количествах продукции, что позволяет обеспечивать производство по принципу "точно в срок".
KANBAN адресуется рабочим предшествующего производственного участка. В результате многие участки на предприятии оказываются связаны друг с другом напрямую. Эти связи позволяют лучше контролировать необходимое количество выпускаемой продукции. Система KANBAN является информационной системой, позволяющей оперативно регулировать количество продукции на различных стадиях производства. Таким образом, система KANBAN — лишь средство осуществления системы "точно в срок", т. е. частью системы управления производством Тойоты.
3. Выравнивание производства по общему является наиболее важным условием применения системы KANBAN и минимальной потери времени рабочих, сокращения простоев оборудования. На Тойоте разработан метод выравнивания производства по объему, известный как "точная настройка" производства с помощью системы KANBAN.
Во избежание больших отклонений в количестве нужных на всех этапах производства, а также получаемых от внешних поставщиков деталей необходимо свести к минимуму колебания выпуска продукции на конечной линии сборки. Поэтому со сборочного конвейера, который является конечным процессом на Тойоте, будут сходить минимальные пapтии каждой модели автомобиля, реализуя идеал штучного производства и доставки. Иными словами, различные типы автомобилей будут собираться один за другим в соответствии с дневным объемом производства каждого типа. Линия сборки будет также получать с предшествующих участков необходимые детали малыми партиями.
Реальное производство обнаруживает конфликт между необходимостью разнообразить продукцию и сбалансированностью производства. Если не требуется разнообразия продукции, то специализированное оборудование для массового производства обычно является мощным средством снижения издержек. Однако на Тойоте производятся автомобили с различными комбинациями кузовов, шин, дополнительных приспособлений в широкой цветовой гамме. Примером может служить выпуск. 3 или 4 тыс. видов модификаций и комплектаций модели "Корона". Чтобы обеспечить производство при таком разнообразии продукции, необходимо иметь универсальное, или гибкое, оборудование.
Сбалансированность производства сводит к минимуму различие в требуемом количестве деталей на всех этапах и операциях и таким образом позволяет производить детали на смежных линиях с постоянной скоростью или в заданном количестве в течение часа. Преимущество выровненного по объему разнообразной продукции производства заключается в безостановочном приспособлении к изменению спроса потребителей за счет постепенного изменения частоты выпуска партий продукции без изменения их размера. Для того чтобы наладить работу в таком режиме, необходимо сократить время производства. Сокращение же времени производства требует, в свою очередь, и сокращения времени на наладку и переналадку оборудования в целях создания минимальной партии готовых деталей и узлов.
4. Самой трудной проблемой в обеспечении выровненного производства являются наладки и переналадка оборудования. Например, в процессе штамповки снижение издержек производства может быть достигнуто за счет продолжительного использования одного вида штампа. В результате в штамповке количество продукции в партии оказывается максимальным, издержки на переналадку штампа снижаются. Однако в условиях, когда конечный процесс характеризуется большим разнообразием продукции и сокращены до минимума запасы между листоштамповочным прессом и последующей линией сборки кузова, на прессовом участке должны производиться частые и быстрые замены для изготовления широкой номенклатуры деталей.
На Тойоте время смены штампа с 1945 по 1954 г. составляло около 2 — 3 часов, в 1955 и 1964 гг. оно было сокращено до 0 25 часа, а затем, после 1970 г., упало до 3 минут.
Для сокращения времени смены штампа необходимо заранее тщательно подготовить необходимые зажимные приспособления инструментов, штамп и материалы, снять демонтируемый штамп и установить новый. Эта фаза установки штампа называется внешней наладкой. Кроме того, рабочий должен обратить внимание на те операции, которые происходят при остановленном прессе. Эта фаза установки штампа называется внутренней наладкой. Самое важное — максимально совместить во времени внутреннюю и внешнюю наладки.
5. В системе Тойоты существует следующий порядок проектирования и организации производственных процессов. Первоначально на заводе все пять токарных, фрезерных и сверлильных станков устанавливались рядом и каждый рабочий обслуживал один станок, например токарь — только токарный станок и т. д. Чтобы обеспечить непрерывность производственного потока на Тойоте, размещение оборудования пришлось изменить. В результате каждый рабочий должен был работать на трех разных станках. Например, рабочий мог обслуживать токарный, фрезерный и сверлильный станки, пресс. Такая система называется многофункциональной. Иными словами, станочник, который работал на одном станке, превратился в многостаночника.
На многофункциональной линии рабочий последовательно обслуживает несколько станков, и работа на каждом станке будет продолжаться до тех пор, пока рабочий не выполнит свое задание в данный временной цикл. В результате за каждой деталью, попадающей на линию, следует другая деталь, причем строго по окончании отработки предыдущей. Такой метод называется поштучным производством. Эти преобразования дают следующие преимущества:
→ устраняют ставшие ненужными материальные запасы между производственными операциями;
→ количество рабочих может быть сокращено за счет роста производительности;
→ рабочие-многостаночники могут работать на любом участке производственного процесса и их профессиональная самооценка повышается;
→ каждый многофункциональный рабочий может быть занят в бригаде и таким образом рабочие могут помогать друг другу.
6. Работы по нормированию операций на Тойоте определяют главным образом последовательность и режим различных операций, выполняемых многостаночником-универсалом. Производственные нормы указаны на двух картах — карте последовательности технологических операций, которая выглядит как обычная технологическая карта операций, выполняемых одновременно рабочими и машинами, и технологической карте, которая вывешивается на всеобщее обозрение. В ней указывается продолжительность цикла производства детали — штучное время, последовательность операций и нормативный производственный задел.
Штучное время представляет собой единую для всех линий норму времени в минутах и секундах, в течение которой на линии рабочие должны быть расставлены так, чтобы на каждой производственной стадии было занято минимальное число рабочих.
На технологической карте показана последовательность операций, которые должны выполняться многостаночником на его производственном участке. Она определяет порядок, согласно которому рабочий подбирает заготовку, устанавливает на станок и обрабатывает. Этот порядок операций — единый для различных типов станков, которые обслуживает рабочий. Синхронизация операций на линии может быть достигнута тогда, когда каждый рабочий будет внедрять все операции в соответствии со штучным временем.
Обычный объем незавершенного производства минимален, так как состоит только из изделий, которые находятся в каждый данный момент на станках. Без этого количества заготовок не может выполняться заранее определенная последовательность операций на линии.
7. Для безотказного функционирования системы "точно в срок" 100% изделий без брака должны доставляться на последующие участки производства, и этот поток должен быть непрерывным. Таким образом, контроль качества настолько важен, что он должен сосуществовать с системой "точно в срок" через систему KANBAN.
Автоматический контроль качества означает установку на линии таких устройств, которые могли бы предупредить массовое появление или выход из строя оборудования. Слово "автономизация" («дзидока» ) следует понимать как организация и автономный контроль за нарушением процесса обработки.
Автономным станком является такой станок, на котором установлено устройство автоматического останова. На заводах Тойоты почти все станки снабжены средствами автоматического останова, что позволяет предупреждать брак в массовом производстве и при поломке выключать оборудование. Так называемая "защита от неосторожного или неумелого обращения" является одним из таких устройств, которые предупреждают дефекты в работе.
Идея автономных устройств была распространена также и на производственные линии, где применяется ручной труд. Если на линии имеет место какое-либо отклонение от нормы, рабочий нажатием кнопки останавливает всю линию. Экспресс табло в системе Тойоты выполняет важную роль визуального контроля. Если рабочему необходима помощь для устранения задержки в работе, он включает желтый свет на табло. Если ему нужно остановить линию для ликвидации неполадок, он включает красный свет. В общем, автономизация представляет собой механизм, который позволяет автономно обнаруживать отклонения в производственном процессе.
8. Активизация рабочих делает систему Тойоты по-настоящему жизненной. Каждый рабочий имеет возможность предлагать усовершенствования на собраниях кружков качества. Подобный процесс выдвижения предложений ведет к усовершенствованию оперативного управления производством путем изменения последовательности операций при изменении продолжительности производственных циклов. Качество гарантируется за счет предотвращения повторения брака и неисправной работы станков и, наконец, активизации самих рабочих, вовлечения каждого в управление производственным процессом.
9. Главной задачей производственной системы Тойоты является увеличение прибыли за счет снижения издержек производства, т. е. путем ликвидации затрат на ненужные запасы и рабочую силу. Для того чтобы достичь сокращения издержек, производство должно быстро и гибко приспосабливаться к изменениям спроса на рынке. Такой идеал находит свое воплощение в системе "точно в срок", обеспечивающей производство в нужное время нужного количества необходимой продукции. На Тойоте система KANBAN возникла как средство оперативного управления производством в течение месяца и как механизм системы "точно в срок". В то же время для введения системы KANBAN производство должно быть приспособлено к изменениям объемов и номенклатуры деталей, поступающих с линии сборки. Такая организация требует сокращения цикла выполнения заказа, так как различные элементы должны производиться каждый день. Это достигается с помощью мелкосерийного производства, а также единичного (штучного) производства и доставки. Мелкосерийное производство может быть обеспечено сокращением времени переналадки, а единичное производство — использованием многофункциональных рабочих.
Эти основополагающие идеи были определены рыночными ограничениями, характерными для японской автомобильной промышленности в первые послевоенные годы. Тойота с 50-х гг. последовательно придерживалась точки зрения, что было бы опасным слепо копировать систему Форда (которая могла понизить средние издержки посредством производства продукции большими партиями). Американские технологии массового производства были эффективными в период высоких темпов роста, которые продолжались до 1973 г. В эпоху низких темпов роста, после нефтяного кризиса, производственная система Тойоты привлекла внимание и была применена в различных отраслях в Японии с целью увеличения прибыли за счет снижения издержек и потерь.
10. Общая эксплуатационная система (ОЭС), широко применяемая в японской промышленности, может быть определена как эксплуатация оборудования всеми служащими через деятельность малых групп. Первой компанией, применившей ОЭС, была "Ниппонденсо", принадлежащая к автомобильной группе Тойоты и являющаяся крупнейшим в Японии производителем автомобильного электрооборудования. Компания завоевала хорошую репутацию благодаря высокой производительности и качеству продукции.
Развитие эксплуатационной системы в Японии началось в 1951 г., когда по примеру США было применено профилактическое обслуживание оборудования (ПОО). Затем она превратилась в систему эксплуатационного обслуживания (СЭО) американского типа. Суть ее заключается в том, что операторы занимаются непосредственно производством, а эксплуатационные бригады несут ответственность за обслуживание оборудования.
Активное внедрение автоматизации производства, как отдельных процессов, так и сборки, привело к тому, что обслуживание автоматического оборудования традиционными эксплуатационными бригадами стало затруднительным. По этой причине в 1969 г. была разработана и введена ОЭС. Первым шагом стало изменение задач операторов автоматического оборудования. На них была возложена ответственность за текущее обслуживание. Деятельность кружков качества позволила компании развить эксплуатационную систему, в которой через групповую деятельность участвовали все занятые в компании. С 1969 по 1971 г. план внедрения ОЭС был выполнен, и по его результатам в 1971 г. компания была удостоена премии "Образцовое предприятие". С 1971 по 1983 г. более 60 предприятий получили премии "Образцовое предприятие" за использование ОЭС. С середины 1980-х гг. ОЭС получила повсеместное распространение.
В большом количестве филиалов Тойоты обнаруживается тесная взаимосвязь между системой управления производством Тойоты и ОЭС. Система управления производством Тойоты, характеризующаяся автономностью подразделений и производством по принципу "точно в срок", направлена на исключение потерь путем минимизации запасов и исключение поступления некачественных деталей на последующие производственные процессы. ОЭС, нацеленная на минимизацию неполадок в работе оборудования, естественно дополняет эту систему управления производством.
ОЭС позволяет свести к нулю неполадки и дефекты. На предприятиях, внедривших ОЭС, количество непредусмотренных остановок оборудования уменьшилось с 1 тыс. до 20 случаев в месяц, эффективность использования оборудования возросла на 50%, доля некачественных деталей в общем объеме продукции упала с 1,0 до 0,1%, коэффициент рекламаций со стороны клиентов уменьшился на 25%, издержки на обслуживание оборудования сократились на 30%, наличный производственный запас был уменьшен наполовину, а производительность (измеренная чистой продукцией) увеличилась на 50%.
Вопрос 21. Распределительная логистика. Задачи и функции
1. Распределительная логистика — это комплекс взаимосвязанных функций, реализуемых в процессе распределения материального потока между различными оптовыми покупателями, т. е. в процессе оптовой продажи товаров.
Цель распределительной логистики — доставка товаров в нужное место в нужное время с минимальными затратами. Распределительная логистика занимается удовлетворением спроса, который определяется и стимулируется маркетингом.
2. Аналогично остальным областям логистики распределительную логистику можно рассматривать на микро и макроуровне.
На микроуровне распределительная логистика занимается отгрузкой готовой продукции со складов поставщика и еще задачи:
→ планирования процесса реализации;
→ организации получения и обработки заказа;
→ выбора вида упаковки, принятия решения о комплектации, а также организации выполнения других операций, непосредственно предшествующих отгрузке;
→ организации отгрузки продукции;
→ организации доставки и контроля за транспортированием;
→ организации послереализационного обслуживания.
На макроуровне спектр деятельности распределительной логистики более широкий. В сферу ее деятельности входит весь процесс движения материального потока от момента окончания производства до поступления на склад потребителя. К задачам распределительной логистики на макроуровне относятся.
→ выбор схемы распределения материального потока;
→ определение оптимального количества распределительных центров (складов) на обслуживаемой территории;
→ определение оптимального места расположения распределительного центра (склада) на обслуживаемой территории, а также ряд других задач, связанных с управлением процессом прохождения материального потока по территории района, области, страны, материка или всего земного шара.
3. Основные функции распределительной логистики2:
→ определение покупательского спроса и организация его удовлетворения;
→ установление хозяйственных связей по поставкам товаров, оказанию услуг потребителям;
→ построение организационной структуры распределительных каналов и сетей;
→ накопление, сортировка и размещение запасов готовой продукции;
→ транспортировка готовой продукции, возвратной тары и отходов;
→ управление запасами, консолидация и рассредоточение товаров;
→ выбор рациональных форм товародвижения и организация торговли; ,
→ поддержание стандартов качества готовой продукции и логистического сервиса;
→ мониторинг и информационная поддержка распределения.
4. При формировании и работе распределительной логистической системы следует реализовывать три золотых правила логистики враспределеции1.
→ правило 1. Для наиболее эффективного удовлетворения потребителей распределительная логистическая цепь должна обеспечивать максимальное приближение к точкам конечного сбыта, использовать возможно чаще и осуществлять транспортировку на возможно большее расстояние путем использования грузовых единиц продукции и грузовых транспортных единиц максимально возможной вместимости;
→ правило 2. Для наиболее эффективного решения задачи физического распределения в логистической цепи необходимо использовать минимальное количество учетно-договорных единиц измерения продукции и минимальное количество учтено договорных единиц транспорта (независимо от их вместимости). Учетно-договорная единица — логистическая единица с определенными и закрепленными за ней характеристиками (вес, габариты, прочность) в результате соглашения между партнерами. Определение учетно-договорной единицы вводится для упрощения последующих логистических операций над ней;
→ правило 3. Если нельзя избежать создания стационарного склада, то он должен располагаться в логистической цепи в центре консолидации, который размещается возможно ближе к конечным торговым точкам (если это касается физического распределения в плане транспортировки), и в центре консолидации, расположенном возможно ближе к исходному производственному процессу (если это касается сортировки). Центр консолидации — место группирования готовой продукции или разделения готовой продукции на части.
Вопрос 22. Логистические каналы и логистические сети
1. Логистический канал (или канал распределения) — это структура, которая представляет собой частично упорядоченное множество элементов логистической системы и осуществляет доставку материального потока от производителя к потребителю.
Основные характеристики логистического канала:
→ длина — это количество промежуточных звеньев, т. е. уровней логистического канала между производителем и потребителем;
→ ширина — это число промежуточных звеньев на каждом уровне распределения продукции.
В зависимости от длины логистического канала они подразделются на каналы:
→ нулевого уровня — между производителем и потребителем отсутствуют посредники;
→ первого уровня — между производителем и потребителем присутствует розничный посредник;
→ второго уровня — между производителем и потребителем присутствуют оптовый и розничный посредники;
→ третьего уровня — между производителем и потребителем присутствуют оптовый, мелкооптовый и розничный посредники.
Если посредники между производителем и потребителем отдельные предприятия, цель которых максимизировать свою прибыль, то канал называется горизонтальным. Такие каналы распределения продукции — традиционные. У данной организации есть один большой недостаток. Поскольку все участники являются отдельными независимыми предприятиями, они не могут контролировать работу других участников, а максимизация прибыли каждого из них может противоречить максимизации прибыли всей системы.
В противовес традиционной организации каналов распределения логистика предлагает свой подход. Такие каналы называются вертикальными. Их особенность заключается в том, что производитель и посредники действуют как единая система.
2. Участники канала пасппеделения должны выполнять набор следующих функций1 .
→ исследовательскую работу — сбор информации, необходимой для планирования и облегчения обмена;
→ стимулирование сбыта;
→ установление контактов — налаживание и поддержание связей с потенциальными покупателями;
→ приспособление товара — подгонка товара под требования покупателей (это касается таких видов деятельности, как производство, сортировка и упаковка товаров и др.);
→ проведение переговоров — согласование цен и прочих условий для последующей передачи права собственности или владения;
→ организацию товародвижения — транспортировку и складирование товара;
→ финансирование — изыскание и использование средств для по крытая издержек по функционированию канала;
→ принятие риска — принятие на себя ответственности по функционированию канала.
Все эти функции должны выполняться в процессе распределения готовой продукции. Не обязательно вводить нового участника логистического канала для каждой функции, но все они должны присутствовать, т. е. участники могут выполнять по несколько функций. В принципе, производитель может сам реализовывать часть из них. Однако это вызывает рост издержек производителя. С другой стороны, посредники увеличивают цену товара для покрытия своих издержек на движение материального потока, но в этом случае снижаются затраты производителя.
Выбор участников распределительного канала — важное решение производителя.
3. Логистическая сеть — это совокупность всех логистических каналов системы. Логистические сети можно подразделить на классы сложности.
Выделяют следующие классы сложности логистических цепей:
→ простая логистическая цепь:
складывается или внутри одного предприятия, или между двумя предприятиями, которые находятся в одном городе либо имеется договор на прямые поставки. Перевозка осуществляется самим продавцом или покупателем;
→средней сложности:
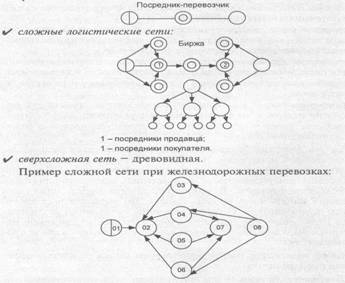
• 01 — продавец;
• 02 — посредник отделения железной дороги — перевозчик купленных товаров;
• 03 — орган железной дороги, сдающий в аренду участок железнодорожного пути на грузовой станции;
• 04 — погрузочно-разгрузочная организация, которая предоставляет на прокат технику для отгрузки;
• 05 — организация или фирма, предоставляющая бригаду грузчиков для разгрузки;
• 06 — экспертные организации;
• 07 — автотранспортные организации, перевозчик грузов со станции;
• 08 — покупатель.
Вопрос 23. Посредники в логистических каналах
1. При формировании логистического канала необходимо определиться, с какими типами посредников будет происходить работа. Основные типы посредников:
→ дилеры:
• эксклюзивные — единственные представители производителя в данном регионе;
• авторизованные — работают с производителем на условиях франшизы;
→ дистрибьюторы;
→ комиссионеры;
→ брокеры;
→ агенты:
• универсальные — имеют право совершать любые юридические действия от имени лица, которое они представляют;
• генеральные — имеют право заключать только сделки, указанные в доверенности.
Данные типы посредников различаются по нескольким признакам:
→ работают они от своего или от чужого имени;
→ за свой или за чужой счет проводятся операции;
→ имеют ли они право собственности;
→ распоряжаются ли продукцией.
В табл. 2 приведены значения этих признаков для каждого типа посредников.
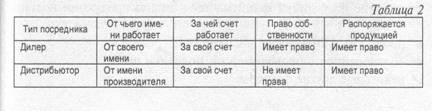
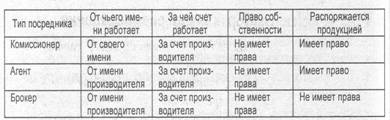
2. Следующий этап формирования канала распределения после выбора типа посредников — определение количества посредников. Существует три подхода к определению количества посредников в распределительном канале:
→ интенсивное распределение. Состоит в обеспечении запасами производимой предприятием продукции как можно большего числа торговых предприятий;
→ эксклюзивное распределение. Является прямой противоположностью интенсивного распределения и состоит в намеренном сокращении числа посредников, торгующих производимой предприятием продукцией в рамках данной сбытовой территории;
→ селективное распределение. Комбинация двух изложенных методов — интенсивного и эксклюзивного распределения. Селективное распределение позволяет производителю добиваться необходимого охвата рынка при более жестком контроле и с меньшими издержками, чем при организации интенсивного распределения.
Чтобы повысить эффективность сбыта продукции и в целях экономии средств часто используются многоканальные системы распределения продукции.
3. При выборе оптовых посреднических предприятий промышленные фирмы принимают во внимание целый ряд соображений. К основным из них относятся:
→ заинтересованность посредников в установлении взаимоотношений по сбыту товаров с производителем;
→ хорошее знание оптовиком товара поставщика;
→ степень надежности положения оптового предприятия в данной отрасли промышленности;
→ наличие у посредника складских емкостей;
→ желание посредника хранить у себя запасы продукции поставщика;
→ прочность финансового положения посредника;
→ обоснованность проводимой им политики цен;
→ некоторые другие факторы.