ВАКУУМНЫЕ КОММУТАЦИОННЫЕ ПРИБОРЫ И ВАКУУМНЫЕ КОНДЕНСАТОРЫ
 Буц Виктор Петрович, д.т.н., профессор.
После окончания Таганрогского радиотехнического института в 1975 г. трудился в нем ассистентом кафедры «Радиотехническая электроника».
Буц Виктор Петрович, д.т.н., профессор.
После окончания Таганрогского радиотехнического института в 1975 г. трудился в нем ассистентом кафедры «Радиотехническая электроника».
С 1960 г. работает в Пензенском ФГУП «НИИ электронно-механических приборов» старшим, ведущим инженером, начальником лаборатории, отдела по разработке и исследованию вакуумных конденсаторов и коммутирующих устройств. С 1981г. — заместитель директора по научной работе, главный инженер, с 1992 г. — директор, с 2005 г. — заместитель генерального директора по научной работе и качеству.
Создал научную школу вакуумного конденсаторостроения. Под его руководством разработаны и внедрены на заводы страны вакуумные конденсаторы в номенклатуре, удовлетворявшей подотрасль мощного радиоаппарато-строения.
Автор 65 печатных работ, в том числе книги «Вакуумные конденсаторы», 35 изобретений.
Награжден орденами и медалями СССР.
13.1. Введение
Высоковольтные высокочастотные вакуумные конденсаторы нашли широкое применение в мощной электро- и радиоаппаратуре. Использование вакуума в качестве диэлектрика позволяет создать конденсаторы, которые в определенной области рабочих частот при небольших весах и габаритах обладают лучшей совокупностью электрических и эксплуатационных характеристик по сравнению с воздушными и керамическими конденсаторами.
Высокая электрическая прочность вакуума по сравнению с воздухом дает возможность близкого расположения друг к другу емкостных электродов конденсатора, за счет чего вакуумные конденсаторы имеют значительно большие удельные емкости по сравнению с воздушными при напряжениях от единиц до десятков киловольт. Малые потери и особенности конструкций вакуумных конденсаторов позволяют пропускать через них токи до ста и выше ампер при частотах в десятки мегагерц.
Характеристики вакуумных конденсаторов стабильны и мало зависят от изменения условий окружающей среды. Вакуумный диэлектрик является самовосстанавливающимся после единичных пробоев при перегрузках по напряжению.
Вакуумные конденсаторы переменной емкости имеют низкую величину момента вращения перестройки емкости, а вес и габариты их на порядок ниже по сравнению с воздушными конденсаторами переменной емкости на аналогичные параметры. Коэффициент перекрытия по емкости вакуумных конденсаторов переменной емкости может достигать 100 и выше.
Вакуумные конденсаторы просты в эксплуатации. Первой конструкцией отечественного вакуумного конденсатора постоянной емкости следует считать конструкцию, запатентованную в 1927 г. советским инженером, впоследствии академиком С.А. Векшинским [I]. Начало отечественному вакуумному конденсаторостроению положили работы А. И. Романова и его группы. Разработанные ими конденсаторы постоянной емкости выпускались на ленинградской «Светлане», а затем были освоены в серийном производстве на ташкентском заводе «Миконд» (емкости до 300 пФ, токи до 25 А и напряжения до 25 кВ).
Бурно развивающаяся в начале 60-х годов подотрасль мощного радио-аппаратостроения, занятая созданием оборудования для радиовещания, радиосвязи, ускорителей заряженных частиц и установок ядерного синтеза — циклотронов, линейных ускорителей и синхрофазотронов, требовала разработки и производства более мощных конденсаторов постоянной емкости на токи до 100 А и напряжения до 45 кВ, а также серий мощных конденсаторов переменной емкости, которые в стране не выпускались.
В 1958 году в Пензе был основан научно-исследовательский институт электронно-механических приборов (НИИЭМП), одной из задач которого и были разработка и организация производства вакуумных конденсаторов. Коллектив разработчиков Васильев В. Г., Деревянко И. А., Загребель-ный В. В., Коновченко М.А., Кузьминов Н.С., Кулаков М.М., Курин В. А., Ловков В. А., Радаев Н.С., Смирнов Э.Н., Шокоров В.А., Юринов М.М. и др. под руководством автора как начальника отдела института и Главного конструктора Министерства электронной промышленности СССР по этому направлению справился с поставленной задачей. В период 1960—1992 гг. были разработаны основы конструирования и технологии изготовления конденсаторов, проведены экспериментальные работы по исследованию вакуумного пробоя в них, создана серии конденсаторов постоянной и переменной емкости на токи до 400 А и напряжения до 100 кВ. Конденсаторы были освоены в серийном производстве на львовском заводе электронных приборов и ташкентском заводе «Миконд».
К началу разработок конденсаторов в НИИЭМП- на мировом рынке лидером по вакуумному конденсаторостроению была американская фирма «Jennings Radio» (она остается таковой и сейчас), разработавшая к началу 60-х годов прошлого столетия гамму вакуумных конденсаторов постоянной и переменной емкости до 4000 пФ, на напряжения 75 кВ и токи до 400 А.
Отечественным разработчикам радиоаппаратуры нужны были конденсаторы с такими же параметрами. Без разработки конденсаторов и освоения их в производстве было невозможно дальнейшее развитие отечественного мощного радиоаппаратостроения.
Электрическая прочность вакуумного промежутка определяет выбор расстояния между электродами, от которого зависят габаритные размеры пакета емкостных электродов и всего конденсатора. Сама же электрическая прочность зависит от многих факторов — материала, формы емкостных электродов, технологий их изготовления, технологических приемов обработки элементов внутренней арматуры конденсатора и др. Выбор оптимального размера промежутка между емкостными электродами — одна из основных задач при разработке конденсатора. Конденсатор должен иметь минимальные размеры при заданных значениях емкости и напряжения и обеспечивать работоспособность в течение многих лет.
13.2. Расчет и конструирование вакуумных конденсаторов
13.2.1. Общие положения
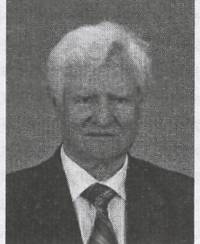
По конструкции вакуумные конденсаторы разделяют на конденсаторы постоянной и переменной емкости (рис. 13.1).
Общими элементами конструкций вакуумных конденсаторов как постоянных, так и переменных являются емкостные электроды 3, основания 2, на которых они монтируются, выводы 1, предназначенные для крепления пакетов электродов внутри конденсатора и для подсоединения конденсатора в схему, выкуумноплотная изоляционная оболочка 4, жестко соединяющая между собой выводы конденсатора, ряд переходных деталей, например, стаканы 6. Для переменного конденсатора характерно наличие узла перестройки емкости 5, позволяющего производить без нарушения вакуума изменение емкости за счет изменения площади поверхности емкостных электродов или расстояния между ними.
Они используются в контурах усилителей мощности, в фильтрах, в качестве разделительных и проходных конденсаторов. Разработаны вакуумные высоковольтные (до 100 кВ) конденсаторы, используемые как высоковольтные плечи делителей напряжений, вакуумные конденсаторы, выполняющие специальные функции — конденсаторы с быстрой перестройкой емкости, конденсаторы с большим количеством циклов перестройки емкости, конденсаторы с низким значением момента вращения регулировочного винта, конденсаторы для работы в сверхвысокочастотных цепях, конденсаторы переменной емкости с электрическим приводом (электродвигателем), расположенным внутри его, конденсаторы с токовым шунтированием сильфонов (малоиндуктивные) и др.
Вопросы расчета и конструирования электрических конденсаторов рассмотрены в монографии «Электрические конденсаторы» Владимира Тихоновича Ренне, главного конденсаторщика страны, ныне покойного [2]. Конденсаторы с различными диэлектриками имеют свое, специфическое построение расчета и конструирования. Основными данными для расчета и конструирования вакуумного конденсатора являются: емкость или пределы изменения емкости для переменных конденсаторов, рабочее и испытательное напряжение, величина тока на заданной частоте или в диапазоне частот, количество циклов перестройки емкости для переменных конденсаторов, условия работы.
Конструктивные размеры вакуумного конденсатора обусловливаются:
• расстоянием между емкостными электродами, количеством электродов или их площадью, которые должны обеспечивать расчетные напряжения и емкость;
• длиной внешней части изоляционной оболочки, которая должна выдерживать заданное напряжение при заданных климатических условиях;
формой изоляционной оболочки и ее размерами, которые не должны допускать электрического пробоя между выводами при испытательном напряжении и теплового пробоя- при длительной работе конденсатора на высокой частоте;
• конструкцией и размерами выводов, которые должны обеспечивать пропускание заданного тока без опасного для конденсатора перегрева места спая с изоляционной оболочкой;
конструкцией и размерами узла перестройки емкости (для переменных конденсаторов), определяющих пропускание заданного высокочастотного тока и количество циклов перестройки емкости;
• специальными требованиями.
Расчет и конструирование вакуумного конденсатора сводятся к нахождению оптимальных размеров и выбору элементов конструкции, обеспечивающих получение заданных характеристик конденсатора.
13.2.2. Выбор междуэлектродных зазоров и толщины емкостных электродов
Электрическая прочность междуэлектродного вакуумного промежутка определяется многими факторами. Одним из основных факторов, влияю-
щих на электрическую прочность вакуумного конденсатора, является величина расстояния (зазора) между емкостными электродами. Конструкция емкостных электродов бывает цилиндрической, спиральной и плоской. Наибольшее применение нашли цилиндрические емкостные электроды.
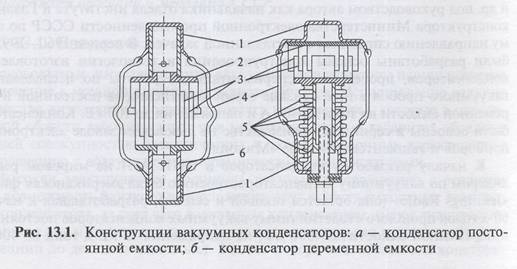
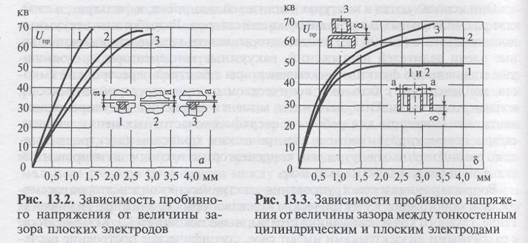
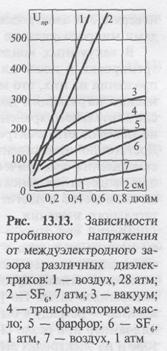
На рис. 13.2 и 13.3 представлены зависимости пробивного напряжения от радиального расстояния между двумя медными тонкостенными (0,5 мм) коаксиальными цилиндрическими медными электродами и зависимости пробивного напряжения от расстояния между плоскими параллельными электродами. Выбираемый междуэлектродный зазор должен обеспечивать нормальную работу конденсатора в течение длительного срока при номинальном напряжении, которое в 2—3 раза ниже пробивного.
С увеличением площади электродов и количества их электрическая прочность междуэлектродного вакуумного промежутка уменьшается для конденсаторов с одинаковыми междуэлектродными зазорами, но с большими емкостями, что необходимо учитывать при выборе междуэлектродного зазора. Кроме того, при конструировании конденсаторов большой емкости (с большим количеством емкостных электродов) необходимо также дополнительно учитывать то, что за счет конструктивных и технологических допусков на изготовление деталей, узлов и технологических оправок фактически получающийся в конденсаторе зазор между какими-либо смежными емкостными электродами будет всегда меньше величины зазора, выбираемой конструктивно.
В связи со сложными зависимостями пробивного напряжения внутри конденсатора от емкости, толщины емкостных электродов t и др. выбор междуэлектродного зазора d по заданному номинальному напряжению для конденсаторов емкостью 500—1000 пФ ориентировочно производят в случае цилиндрических медных электродов, исходя из следующих соотношений:

Необходимо отметить, что в переменных конденсаторах ввиду люфта в узле перестройки и большой консоли подвижного пакета относительно вывода необходимо выбирать больший, чем в постоянных конденсаторах, между электродный зазор при одинаковых значениях емкости и напряжения.
Соотношения между испытательным и номинальным напряжениями вакуумных конденсаторов определяются многими факторами. Это отношение выбирают в пределах 1,2—1,6. В отдельных случаях оно может быть больше. Расстояние 5 между торцами емкостных цилиндрических электродов одного пакета и основанием другого зависит от радиального междуэлектродного зазора d, наличия или отсутствия отбортовки электродов или выступов на основании, запаса на технологический допуск при заварке конденсатора и выбирается, исходя из соотношения S — (3x4)d.
Толщина электродов выбирается в зависимости от конструкции проектируемого конденсатора, величин его напряжения, емкости, тока и др. Чем больше толщина электродов при одном и том же между электродном зазоре, тем меньше напряженность поля в зоне торцов электродов и соответственно выше электрическая прочность зазора. Влияние толщины, вернее, радиуса закругления торцов электродов хорошо иллюстрируется на рис. 13.3 (зависимости 1 и 2 получены для плоских электродов с радиусами закругления торцов, равным 5 и 0,25 мм, соответственно). Однако увеличение толщины электродов ведет к увеличению веса конденсатора при одной и той же емкости и сложности изготовления. Имеющие место при изготовлении конденсаторов погрешности могут ликвидировать выигрыш в увеличении электрической прочности за счет утолщения электродов. Обычно толщина емкостных электродов в конденсаторе с большим количеством их не превышает 1,0 мм при напряжениях выше 25 кВ.
Минимальная толщина электродов ограничивается {трудностью получения электродов, сборки пакетов из тонкостенных электродов и возможностью оплавления тонких электродов при тренировке конденсатора в процессе его изготовления или при небольших перегрузках по напряжению в сфере эксплуатации. Обычно минимальной толщиной электродов считают 0,3—0,35 мм и не используют такие электроды в конденсаторах с напряжением свыше 5 кВ.
На ранней стадии разработки и производства конденсаторов в качестве материала емкостных электродов использовались никель и алюминий. В настоящее время емкостные электроды выполняются из бескислородной меди, нашедшей широкое применение в электронной промышленности.
При конструировании конденсаторов обращают внимание на необходимость придания торцам емкостных электродов закругленной формы, дающей минимальную напряженность электрического поля.
При конструировании конденсаторов с цилиндрическими электродами необходимо предусматривать отбортовки цилиндров или в основаниях пакетов электродов базовые отверстия или выступы, относительно которых можно было бы соосно выставлять емкостные электроды при пайке и центрировать пакеты электродов при заварке конденсатора.
13.2.3. Расчет емкости и размеров пакетов емкостных электродов
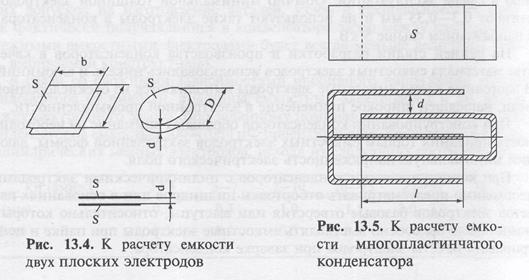
Емкость двух плоских параллельных электродов (рис. 13.4), находящихся в вакууме, может быть определена по формуле:
С = 0,0885![]() , (13.1)
, (13.1)
где С — емкость, пФ; S — активная площадь электродов, см2; d — расстояние между электродами, см.
Емкость пакета из п плоских электродов, соединенных электрически через один (рис. 13.5):
С = 0,0885![]() . (13.2)
. (13.2)
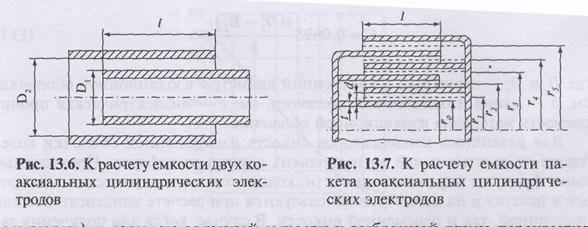
Емкость между двумя цилиндрическими коаксиальными электродами (рис. 13.6) в вакууме определяется как
С = 0,241![]() (13.3)
(13.3)
Где l — длина перекрытия электродов, см; D2 и D1 — соответственно внутренний диаметр наружного электрода и наружный диаметр внутреннего электрода, см, емкость в пФ.
В вакуумных конденсаторах с цилиндрическими электродами обычно используется не одна пара электродов, а несколько. Их число может достигать несколько десятков. Общая емкость системы электродов определяется суммой емкостей емкостных пар. При расчете многоэлектродных пакетов проводится расчет емкости ряда цилиндрических электродов на единицу длины (междуэлектродный зазор и толщина электродов выбираются пред-
варительно), а затем по заданной емкости и выбранной длине перекрытия электродов производится подбор количества цилиндрических электродов в пакете и диаметров внутреннего и наружного электродов.
При расчете емкости пакета цилиндрических коаксиальных электродов при большом их числе п (рис. 13.7) целесообразно воспользоваться следующей формулой [3]:
 (13.4)
(13.4)
где r0 — наружный радиус внутреннего цилиндра.
Решая (13.4) относительно (n — 1), определяем количество электродов в пакете по заданной емкости и выбранным r0, l, d и t:
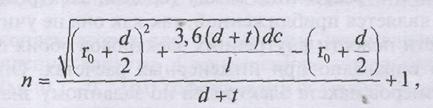
где размеры в см, а емкость в пФ.
Определив количество цилиндрических емкостных электродов в двух пакетах, легко найти внешний диаметр наружного цилиндра пакета
DH = 2[rQ + (d + t)(n - 1)]. (13.6)
Во всех приведенных формулах не учитывалась емкость рассеяния у краев электродов. Это допустимо для тех случаев, когда отношение длины электродов к между электродному зазору достаточно велико. Для конденсаторов малой емкости необходимо учитывать возрастание емкости, обусловленное рассеянием у краев емкостных электродов. При расчете емкости пакетов цилиндрических электродов можно приближенно учесть возрастание емкости за счет замены длины перекрытия электродов 1 членом (1 + d).
В вакуумных конденсаторах в подавляющем большинстве конструкций изоляционная оболочка имеет трубчатую форму, поэтому вторая слагаемая емкости конденсатора — емкость изоляционной оболочки, соединяющей выводы, определяется формулой
 (13.7)
(13.7)
где D2 и D1 — наружный и внутренний диаметры изоляционной оболочки, см; b — длина изоляционной оболочки, см; ε — диэлектрическая проницаемость материала изоляционной оболочки.
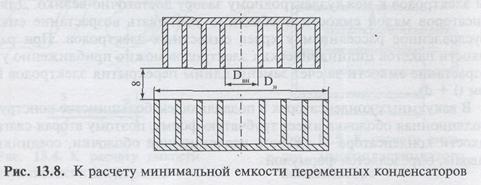
Для различных конденсаторов емкость изоляционной оболочки колеблется от десятых долей до нескольких единиц пикофарад. Приведенные выше формулы для расчета емкости, количества цилиндрических электродов в пакетах и их диаметров используются при расчете конденсаторов как постоянной, так и переменной емкости. В случае, когда для получения заданной минимальной емкости конденсаторов с пакетами цилиндрических электродов необходимо удаление пакетов на определенное расстояние друг от друга (рис. 13.8), значение минимальных емкостей может быть определено по формуле плоского конденсатора.
Для конденсаторов с цилиндрическими электродами при расстоянии между пакетами 5, большем в 1,5 раза зазора между соседними электродами одного пакета, можно считать емкость по формуле
 (13.8)
(13.8)
где DH и DBH — диаметр наружного и внутреннего емкостных электродов конденсатора, см; 5 — расстояние между торцами электродов пакетов, см.
Формула (8) является приближенной, так как она не учитывает боковой емкости и емкости полости внутренних электродов обоих пакетов, однако пользование ею оправдано при инженерных расчетах. Определение геометрических размеров пакета электродов по заданному значению емкости и выбранным значениям междуэлектродного зазора и толщины электродов сводится к оптимальному выбору перекрытия электродов, количества электродов в пакетах, конфигурации плоских электродов или диаметров внутреннего и наружного электродов при цилиндрической их форме. При расчете переменных конденсаторов с цилиндрическими электродами следует исходить из того, что сумма величин торцового зазора между пакетами при минимальной емкости и длины перекрытия электродов должна равняться ходу подвижного пакета, определяемому выбором сильфона.
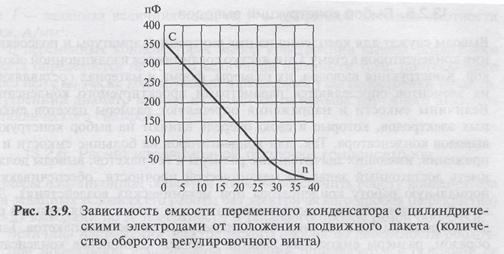
При выдвижении подвижного пакета от положения максимальной емкости зависимость емкости конденсатора от длины перекрытия носит линейный характер примерно до положения, когда торцы электродов пакетов окажутся в одной плоскости. При дальнейшем удалении подвижного пакета от неподвижного емкость изменяется по нелинейному закону, определяемому междуэлектродным радиальным зазором и геометрией пакетов.
На рис. 13.9 показана типичная зависимость емкости переменного цилиндрического конденсатора от числа оборотов п регулировочного винта.
13.2.4. Выбор сильфона для переменных конденсаторов
В переменных конденсаторах для обеспечения перемещения подвижного пакета без нарушения вакуума в конденсаторе используется металлическая тонкостенная (0,1—0,2 мм) гофрированная трубка — сильфон. В зарубежных конденсаторах используются в качестве материала сильфона медные сплавы, в отечественных — дисперсионно твердеющий сплав ЭИ-702, обеспечивающий сильфону большой ход (до 40 мм) и большую циклическую прочность (не менее 10 тыс. полных циклов). Наружная поверхность сильфона меднится. Для конденсаторов, рассчитываемых на токи до 25 А используется сильфон с наружным диаметром 20 мм, на токи до 50 А — диаметром 35 мм, на токи до 75 А — диаметром 50 мм и на токи до 100 А — диаметром 100 мм. Выбор сильфона определяется также общей компоновкой конденсатора.
Для конденсаторов, рассчитываемых на токи свыше 75 А, используется принудительное охлаждение внутренней поверхности сильфона, воздушное или жидкостное. Для увеличения токопропускания в отечественных конденсаторах используется шунтирование сильфона гибкими лентами, соединяющими дно подвижного пакета емкостных электродов и токовыводящий вывод. Это в несколько раз снижает индуктивность переменных конденсаторов. Индуктивность постоянных конденсаторов составляет 2—6 нГ, переменных — до 20 нГ.
13.2.5. Выбор конструкции выводов
Выводы служат для крепления на них внутренней арматуры и подсоединения конденсаторов в схему. Они жестко соединяются изоляционной оболочкой. Конструкция выводов, их размеры, форма и материал составляющих их элементов определяются параметрами проектируемого конденсатора. Величины емкости и напряжения определяют размеры пакетов емкостных электродов, которые в свою очередь влияют на выбор конструкции выводов конденсатора. Так, для конденсаторов на большие емкости и напряжения, имеющих значительные размеры и вес пакетов, выводы должны иметь достаточный запас по механической прочности, обеспечивающий нормальную работу конденсатора при механических воздействиях. Диаметры выводов или переходных элементов для спая с изоляционной оболочкой должны быть соизмеримы с диаметрами емкостных пакетов. Таким образом, размеры емкостных пакетов в общей компоновке конденсатора в определенной степени уже предопределяют выбор конструкции и размеров выводов.
Разогрев места спая вывода или переходного элемента с изоляционной оболочкой до определенной температуры лимитирует величину пропускаемого через конденсатор высокочастотного тока. Нагрев места спая определяется мощностью, выделяемой в металле на этом и близлежащих элементах вывода в изоляционной оболочке, теплоотводом от них и, следовательно, зависит от геометрии вывода, электрических и тепловых констант материала вывода и оболочки. Наиболее подходящим материалом вывода является медь. Использование медного вывода оптимально в сочетании с керамической изоляционной оболочкой, так как спаи меди со стеклом вызывают необходимость изготовления тонкостенного лезвенного вывода, не выдерживающего повышенных механических воздействий и трудного в изготовлении. Следует отметить, что в настоящее время металлостеклянные корпуса в вакуумном конденсаторостроении почти не используются.
Диаметр спая вывода с изоляционной оболочкой определяется величиной расчетного тока. Установлено, что для обеспечения нормальной работы конденсатора при естественном охлаждении плотность высокочастотного тока, проходящего через вывод в месте керамики с металлом, должна быть не более j = 40 -е- 50 а/мм2. Эффективная глубина проникновения электромагнитной энергии в металл определяется соотношением
мм,
![]() мм, (13.9)
мм, (13.9)
где ρ — удельное сопротивление, ом·мм2/м; f — частота, Гц; µ — магнитная проницаемость металла.
Диаметр вывода в месте спая изоляционной оболочки с металлом определяется как
![]() (13.10)
(13.10)
где I — заданная величина тока, A; j — выбранное значение плотности тока, А/мм2.
В переменных конденсаторах выбор конструкции вывода подвижного пакета определяется не только величиной плотности тока, протекающего через него, но также конструкцией и размерами узла перестройки емкости. Внутренний диаметр вывода не может быть меньше наружного диаметра металлического сильфона.
13.2.6. Расчет изоляционной оболочки конденсаторов
Размеры изоляционной оболочки должны обеспечить работу конденсатора при заданных условиях его работы без электрического пробоя (перекрытия) между выводами по ее поверхности и теплового пробоя самой оболочки.
Величина напряжения электрического пробоя по поверхности оболочки при нормальном атмосферном давлении определяется в основном ее длиной, а в случае пониженного атмосферного давления — произведением длины оболочки на плотность воздуха. При ориентировочном выборе минимально допустимой длины изоляционной оболочки конденсатора исходят из величины испытательного напряжения при давлении 400 мм рт. ст. в расчете 4—5 кВ на сантиметр. Диаметр изоляционной оболочки конденсатора определяется диаметром вывода или переходного кольца и радиальным расстоянием между внешним емкостным электродом и поверхностью оболочки. Выбор этого расстояния, а также длины оболочки должен производиться, исходя из недопустимости теплового пробоя оболочки при работе конденсатора в заданных режимах.
Вычисление напряжения теплового пробоя изоляционной оболочки связано с решением дифференциального уравнения
div(KgradT) =-Q, (13.11)
где К — коэффициент теплопроводности; Т — температура; Q — удельное тепловыделение в оболочке.
Для случая высокочастотного теплового пробоя
 Вт/см3 (13.12)
Вт/см3 (13.12)
где е — диэлектрическая проницаемость изолятора; tgδ — тангенс угла диэлектрических потерь; f— частота переменного поля, Гц; E — напряженность электрического поля, кВ/см.
В связи с большими трудностями аналитического решения уравнения (13.11) в [4] был предложен графоаналитический метод расчета напряжения теплового пробоя высокочастотных изоляторов. Этот метод может быть использован и для расчета изоляционных оболочек вакуумных конденсаторов. Зная напряженность поля в изоляционной оболочке Епр, при которой на рабочей частоте происходит пробой, задавшись коэффициентом «безопасной работы» к, можно определить длину изоляционной оболочки по заданному номинальному напряжению:
 (13.13)
(13.13)
Так как для изоляционных оболочек вакуумных конденсаторов отношение толщины к диаметру обычно мало, для определения напряженности теплового пробоя можно воспользоваться формулой
 ,
(13.14)
,
(13.14)
где λ — коэффициент внешней теплоотдачи; t — толщина стенки оболочки, см; ТА — температура окружающей среды, 0С; Т* — температура точки касания прямой, проведенной из точки ТА, лежащей на оси абсцисс, к кривой,
изображающей зависимость ![]() от температуры (рис.
13.10).
от температуры (рис.
13.10).
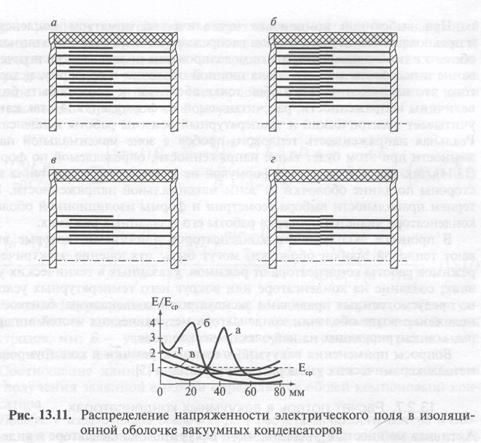
Расчет по формулам (13.13) и (13.14) производят при равномерном (или близком к нему) распределении электрического поля вдоль изоляционной оболочки. В практике конструирования конденсаторов часто компоновка пакетов емкостных электродов и выводов бывает такой, что распределение электрического поля по длине изоляционной оболочки неравномерно. Распределение поля вдоль оболочки зависит от диаметра внешнего электрода, его конфигурации и длины, соотношения диаметров внешнего электрода и выводов и т.д. На рис. 13.11 показаны примеры распределения поля в оболочке, полученные с помощью электролитической ванны для конденсаторов одинаковой длины и диаметра, но с различными длинами и диаметрами наружных емкостных электродов (а—г).
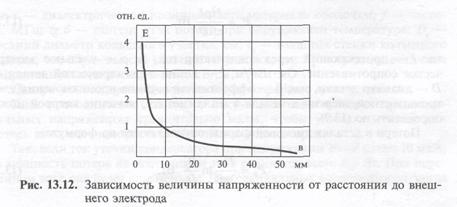
Величина максимальной напряженности в оболочке определяется расстоянием ее от наружного электрода. На рис. 13.12 показана зависимость величины напряженности (в относительных единицах) от расстояния до внешнего электрода в плоскости, перпендикулярной оси и проходящей через торцы внешнего электрода.
Таким образом, для достижения максимальной величины напряжения теплового пробоя при конструировании вакуумного конденсатора необходимо добиваться такой компоновки его арматуры, которая при приемлемых габаритных размерах обеспечивала бы равномерное (или близкое к нему) распределение электрического поля изоляционной оболочки. В этом случае правомерно использование графоаналитического метода расчета напряженности теплового пробоя.
При выбранной компоновке металлической арматуры конденсатора и предполагаемом неравномерном распределении поля в зоне изоляционной оболочки необходимо произвести моделирование поля в электролитической ванне и подобрать диаметр изоляционной оболочки и ее форму, исходя из того, что напряженность в любой точке оболочки не должна быть больше величины напряженности, рассчитываемой по формуле (13.14), так как она учитывает электрический и температурный режимы работы конденсатора. Реальная напряженность теплового пробоя в зоне максимальной напряженности при этом будет выше напряженности, определяемой по формуле (13.14), так как в этом случае формулой не учитывается отвод тепла в обе стороны по длине оболочки от зоны максимальной напряженности. Критерием правильности выбора геометрии и формы изоляционной оболочки конденсатора является проверка работы его в заданных режимах.
В процессе эксплуатации конденсаторов причинами, которые вызывают тепловой пробой оболочки, могут быть: отклонение электрических режимов работы конденсатора от режимов, указанных в технических условиях; создание на конденсаторе или вокруг него температурных условий, не предусмотренных правилами эксплуатации конденсатора; близкое расположение возле оболочки конденсатора металлических частей аппаратуры, концентрирующих на ней электрическое поле.
Вопросы применения вакуумно-плотной керамики и конструирования металлокерамических узлов рассматриваются в [5].
13.2.7. Расчет потерь в вакуумных конденсаторах
Активная мощность Ра, выделяемая в вакуумном конденсаторе в виде тепла, определяется потерями в металлической арматуре Рм, в изоляционной оболочке Риз, а также потерями Риз за счет проводимости междуэлектродного вакуумного промежутка.
Разберем отдельно каждый из видов потерь.
Потери в металлической арматуре. Они складываются из потерь в емкостных электродах, соединительных деталях и выводах. Потери в деталях цилиндрической формы определяются как
 (13.15)
(13.15)
где I — протекающий через конденсатор ток, А; ρ — удельное электрическое сопротивление, Ом · мм2/м; l — длина цилиндрической детали, м; D — диаметр детали, мм; β — эффективная глубина проникновения электромагнитной энергии в металл в миллиметрах, значение которой можно определить по (13.9).
Потери в деталях дисковой формы определяются по формуле
![]() Вт, (13.16)
Вт, (13.16)
где ρ — удельное электрическое сопротивление, ом·мм; D2 — наружный диаметр диска, мм; D1 — внутренний диаметр диска, мм. Потери в пакете цилиндрических коаксиальных электродах, образующих емкость конденсатора (рис. 13.12), с учетом изменения величины высокочастотного тока по длине электродов, а также с учетом потерь в закраинах и в донной части пакетов можно определить по формуле:
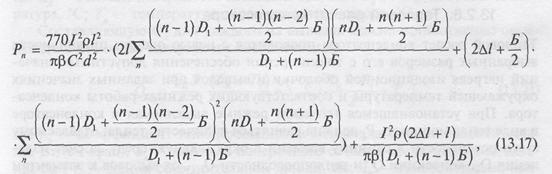
где l — длина перекрытия электродов, м; ∆l - длина закраин, м; С — суммарная емкость конденсатора, пФ; D1 — средний диаметр первой пары электродов, мм; Б — удвоенное значение суммы толщины и радиального зазора, м. Вывод формулы приведен в [3].
Соотношение длины цилиндрических электродов и их количества для получения заданной емкости определяется общей компоновкой конденсатора.
Потери в изоляционной оболочке. Для расчета мощности потерь в оболочке при ее аксиально-симметричной конструкции необходимо знать распределение электрического поля по длине оболочки. Длина оболочки должна быть разделена на кольцевые участки, высота и количество которых определяют точность подсчета. На каждом участке определяется выделяемая мощность. Потери по всему объему изоляционной оболочки определяются как сумма потерь в каждом из участков
![]() Вт, (13.18)
Вт, (13.18)
где ε — диэлектрическая проницаемость материала оболочки; f — частота, МГц; tg б - тангенс угла потерь при окружающей температуре; Dn — средний диаметр кольцевого участка, см; tn - толщина стенки кольцевого участка, см; ∆hn — высота кольцевого участка, см.; Еп — средняя величина напряженности на n-ом участке, кВ/см.
Потери за счет проводимости междуэлектродного промежутка:
Токи проводимости (утечки) в вакуумных конденсаторах при номинальных напряжениях сравнительно малы, чтобы учитывать мощности потерь за их счет при расчете обычных конденсаторов.
Так, если ток утечки конденсатора при напряжении 20 кВ равен 10 мкА, то мощность потерь на постоянном токе равняется всего 0,2 Вт. При переменном токе она будет еще меньше. Для специальных конденсаторов, когда все-таки требуется ее учет, расчет ее проводится по методике, разработанной в [3].
При проведении расчетов вакуумных конденсаторов с принудительным (воздушным и жидкостным) охлаждением следует пользоваться опытом расчетов мощных электровакуумных приборов, широко представленным в литературе [6].
13.2.8. Тепловой расчет конденсатора
Тепловой расчет конденсатора проводится с целью оценки правильности выбранных размеров его с точки зрения обеспечения допустимых значений нагрева изоляционной оболочки и выводов при заданных значениях окружающей температуры и соответствующих режимах работы конденсатора. При установившемся тепловом режиме выделяемая в конденсаторе в виде тепла мощность Ра должна равняться количеству тепла, отдаваемому с его поверхности в единицу времени в окружающую среду за счет излучения QИ, конвекции QK и теплопроводности Q П1,2 от выводов к элементам схемы, крепящим конденсатор:
Pa=Qu+QK+QП1,2 (13-19)
При расчете конденсаторов со стеклянной оболочкой обычно задаются максимальной температурой выводов, которая определяется в основном допустимым нагревом спая изоляционной оболочки с металлом и обычно не должна превышать 120 °С, исключая случаи специального назначения, когда требуется работа конденсатора при повышенной окружающей температуре. При работе конденсатора основная доля тепла выделяется в металлической внутренней арматуре, соединенной с выводами, и поэтому в большинстве случаев последние нагреваются значительно больше, чем изоляционная оболочка в средней части.
В связи с неравномерным распределением температуры по оболочке в высоковольтных конденсаторах определение тепла за счет конвекции и излучения необходимо производить по участкам, имеющим по длине небольшой перепад температуры в случае наличия данных по распределению температуры вдоль оболочки конденсаторов аналогичного типа. При отсутствии таких данных для упрощения расчета можно принять температуру поверхности изоляционной оболочки и выводов одинаковой, что справедливо для малогабаритных низковольтных конденсаторов. При расчете конденсаторов одной базовой конструкции тепловой расчет необходимо проводить для типономинала, имеющего наименьшие габаритные размеры.
В работе [7] указывается, что при значениях площади боковой поверхности конденсаторов порядка 100—200 см2 и выше величина коэффициента теплоотдачи за счет конвекции и излучения \ близка значению 1х10 -3 Вт/(см2 ·град).
При тепловом расчете вакуумных конденсаторов с боковыми поверхностями, близкими по величине к указанным, следует пользоваться этим приближенным значением при реальных нагревах поверхности конденсаторов. Таким образом, две составляющих теплоотдачи конденсатора (за счет конвекции и излучения) можно определить как
0Т=0И+0к=λТSσ(Тк-Тσ), (13.20)
где Sσ - боковая поверхность конденсатора, см2; T0 — окружающая температура, °С; Тк — температура оболочки конденсатора, °С.
Составляющую Qn для каждого из выводов можно приближенно определить с помощью следующего соотношения:
![]() (13.21)
(13.21)
где λП - коэффициент теплопроводности материала соединительной детали, Вт/(см-град); Sn — площадь поперечного сечения соединительной детали, см2; lс — длина соединительной детали, см; Ts — температура на конце соединительной детали, 0 C; λт — коэффициент теплоотдачи, принятый ориентировочно равным 1х10 -3 Вт/(см2 град); Sσ — боковая поверхность соединительной детали, см2.
При проведении расчета невозможно предугадать конструкции деталей, соединяющих выводы конденсатора с элементами схемы. Соединительные детали могут быть цилиндрическими или плоскими. Один из выводов конденсатора может крепиться непосредственно к корпусу устройства или к массивным металлическим элементам схемы, которые в свою очередь могут иметь при работе устройства температуру окружающего конденсатор воздуха или же ниже ее. В случае непосредственного крепления вывода к корпусу или массивным элементам схемы (наилучший вариант) вывод конденсатора принимает их температуру, вследствие чего он будет незначительно перегреваться, однако необходимо учитывать реальную возможность использования конденсатора с соединительными деталями.
По результатам расчета отводимого от конденсатора тепла делается вывод о корректности выбора элементов конденсатора и их компоновке. В случае если теплоотдача меньше выделяемой в конденсаторе мощности, необходимо увеличить площадь поверхности конденсатора, отдающую тепло.
Тепловой расчет является оценочным. В процессе разработки конденсатора обязательно проведение испытаний его макетов на пропускание номинального высокочастотного тока при номинальном напряжении для отработки оптимальных размеров конденсатора. В случае необходимости разработки конденсаторов на большие значений токов при высокой частоте, когда увеличение диаметров и длин выводов и изоляционной оболочки резко снижает механическую прочность конденсатора, делает его дорогим и трудным, а иногда невозможным в изготовлении, применяется принудительное охлаждение выводов конденсатора.
Искусственное воздушное охлаждение увеличивает токопропускание конденсатора в 1,5—2 раза, а жидкостное — в 5—10 раз. Для переменных конденсаторов, у которых в сильфонном узле выделяется около 2/3 всей выделяемой конденсатором мощности, принимаются в первую очередь меры по принудительному охлаждению сильфонного узла. Поэтому целесообразным является смешанное охлаждение, скажем, естественное охлаждение вывода неподвижного пакета и принудительное воздушное охлаждение сильфонного узла или принудительное воздушное охлаждение вывода неподвижного пакета и жидкостное — сильфонного узла.
13.3. Изоляционные свойства вакуума и меры по
увеличению электрической прочности вакуумных конденсаторов
13.3.1. Предпробойные явления и вакуумный пробой
Использование вакуума в качестве среды, разделяющей емкостные электроды конденсаторов, определяется рядом преимуществ вакуума как диэлектрика по сравнению с другими диэлектрическими материалами. К преимуществам вакуума как диэлектрика относятся: а) стабильность диэлектрической постоянной при изменении окружающих условий; б) чрезвычайно малые потери в широком диапазоне частот; в) высокая электрическая прочность.
Сравнение электрической прочности вакуума и других диэлектриков показано на рис. 13.13 [1]. Наибольшую пробивную напряженность вакуум имеет при небольших междуэлектродных зазорах и соответственно небольших напряжениях. Именно в этой зоне напряжений и работают вакуумные конденсаторы. Исследованию изоляционных свойств вакуума посвящено большое количество работ. Наиболее полные систематизация и обобщение материалов по вакуумной изоляции даны в книгах И.Н. Сливкова [9, 10], в монографии Р. Латама «Вакуумная изоляция установок высокого напряжения» [11]. Изоляционные свойства вакуума применительно к практике использования его в электрических вакуумных конденсаторах приведены в [3].
 При понижении давления газа в
приборе до значения, когда средняя длина свободного пробега молекул, электронов
и ионов становится больше междуэлектродного расстояния, ионизация в газе не
вызывает газового разряда между электродами, к которым приложена разность
потенциалов. Хотя в этом случае нет условий для развития лавинных процессов,
необходимых для образования газового разряда, вакуум не является идеальным
изолятором и при определенных условиях имеет конечное значение пробивного
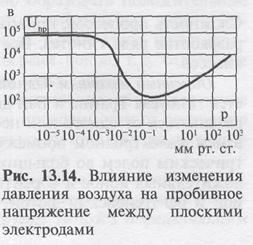
напряжения. На рис. 13.14 показана зависимость пробивного напряжения между
плоскими электродами при изменении давления воздуха и постоянном расстоянии
между электродами, равном 6 мм. При давлении от атмосферного до (1—5)х10 -3
мм рт. ст. зависимость соответствует закону Пашена. Дальнейшее снижение
давления не изменяет величину пробивного напряжения. Это зона вакуумного
пробоя. При напряженности электрического поля порядка 5х10 -3 В/мм
между электродами начинает протекать ток. Различают три вида токов:
предпробойный (темновой), ток микроразрядов и ток вакуумного пробоя.
При понижении давления газа в
приборе до значения, когда средняя длина свободного пробега молекул, электронов
и ионов становится больше междуэлектродного расстояния, ионизация в газе не
вызывает газового разряда между электродами, к которым приложена разность
потенциалов. Хотя в этом случае нет условий для развития лавинных процессов,
необходимых для образования газового разряда, вакуум не является идеальным
изолятором и при определенных условиях имеет конечное значение пробивного
напряжения. На рис. 13.14 показана зависимость пробивного напряжения между
плоскими электродами при изменении давления воздуха и постоянном расстоянии
между электродами, равном 6 мм. При давлении от атмосферного до (1—5)х10 -3
мм рт. ст. зависимость соответствует закону Пашена. Дальнейшее снижение
давления не изменяет величину пробивного напряжения. Это зона вакуумного
пробоя. При напряженности электрического поля порядка 5х10 -3 В/мм
между электродами начинает протекать ток. Различают три вида токов:
предпробойный (темновой), ток микроразрядов и ток вакуумного пробоя.
Исследования, проведенные рядом авторов по определению электронной и ионной составляющей предпробойного тока, показали, что он определяется в основном электронами.
Под действием электрического поля электроны выходят из металла электродов, проникая через потенциальный барьер. Величина тока зависит от прикладываемого напряжения, напряженности поля на поверхности катода, площади электродов, характеристик металла и состояния поверхности электродов. Величина тока подчиняется закону Фаулера — Нордхейма:
I = AE2 e-B/E (13.22)
где Е — напряженность поля у катода; А и В — константы, определяемые эмпирически для каждого отдельного случая.
Предпробойный ток относительно устойчив. В значительной степени он определяется состоянием поверхности электродов. Зависимость тока от напряжения для вакуумных конденсаторов подчиняется уравнению (13.22). Величина тока для них составляет от единиц при номинальном напряжении до сотен микроампер при испытательном напряжении.
При определенных значениях тока на фоне устойчивого тока появляются кратковременные самозатухающие импульсы тока. Такие вспышки тока называют микроразрядами. Амплитуда токов при микроразрядах обычно не превышает единиц миллиампер, а длительность цх прохождения составляет 10 -5—10 -3 сек [12].
 На основании разбора физических
представлений о микроразряде, установленных рядом исследователей, в работе [13]
представляется следующая картина развития микроразряда. В какой-то момент
времени случайная частица выбивает из поверхностных загрязнений катода
отрицательные ионы. Ионы ускоряются электрическим полем и, попадая на анод,
выбивают из поверхностных загрязнений его различные частицы, в том числе положительные
ионы. Последние, ускоряясь полем, выбивают из загрязнений на катоде
отрицательные ионы и т. д. Процесс развивается лавинообразно, распространяясь
в стороны от точки зарождения. Самогашение микроразряда происходит в
результате уменьшения плотности поверхностного загрязнения. Для развития
микроразряда необходимы соответствующие условия на
На основании разбора физических
представлений о микроразряде, установленных рядом исследователей, в работе [13]
представляется следующая картина развития микроразряда. В какой-то момент
времени случайная частица выбивает из поверхностных загрязнений катода
отрицательные ионы. Ионы ускоряются электрическим полем и, попадая на анод,
выбивают из поверхностных загрязнений его различные частицы, в том числе положительные
ионы. Последние, ускоряясь полем, выбивают из загрязнений на катоде
отрицательные ионы и т. д. Процесс развивается лавинообразно, распространяясь
в стороны от точки зарождения. Самогашение микроразряда происходит в
результате уменьшения плотности поверхностного загрязнения. Для развития
микроразряда необходимы соответствующие условия на
В вакуумных конденсаторах микроразряды имеют место в процессе тренировки и после длительного (более месяца) хранения без подачи напряжения на них, это может быть объяснено тем, что во время тренировки пленки загрязнений удаляются с рабочих поверхностей электродов, но после длительного хранения конденсаторов в связи с миграцией загрязнений по поверхности электродов последние заново появляются в рабочей зоне. Достаточно прохождения нескольких десятков микроразрядов для восстановления электрической прочности конденсатора. Разумеется, условия производства конденсаторов влияют на порог появления микроразрядов, их количество и частоту прохождения при подъеме напряжения до испытательного значения.
Третий вид тока — ток вакуумного пробоя. Под вакуумным пробоем понимают разряд с резко падающей вольт-амперной характеристикой с последующим переходом при достаточной мощности источника питания к низковольтному дуговому разряду в парах материала электродов и выделившихся газах. По [9] пробой вакуумного промежутка приводит к искрению — разряду с быстроменяющимся током, доходящим до нескольких килоампер при резко снижающемся напряжении. В междуэлектродном зазоре и на электродах выделяется энергия, запасенная ранее в емкости электродов и непосредственно подключенных к ним элементов схемы. «Подпитка» разряда от источника питания, отдаленного от электродов, обычно незначительна ввиду кратковременности процесса. После разрядки через вакуумный промежуток емкости электродов напряжение на зазоре падает до нескольких десятков вольт и разряд переходит в вакуумную дугу, если питающая цепь может обеспечить протекание через вакуумный зазор тока в несколько килоампер. Если же мощность источников питания мала, то разряд прекращается или становится нестабильным, прерывистым. Визуально возникновение пробоя отмечается как появление между электродами светящегося канала или облака. Возникновение дуги между электродами вакуумных конденсаторов недопустимо, так как она приводит к их разрушению и выходу конденсатора из строя.
13.3.2. Гипотезы вакуумного пробоя
Сложность процессов, приводящих к вакуумному пробою, способствовала разработке ряда гипотез. Все они могут быть подразделены на несколько классов.
Обменный механизм. Одной из первых гипотез вакуумного пробоя является гипотеза Трампа и Ван-де-Граафа [8], согласно которой пробой может развиваться от одного или нескольких электронов, случайно оказавшихся в междуэлектродном промежутке. Первичный электрон, разгоняясь электрическим полем до больших скоростей у анода, выбивает из него А положительных ионов и С рентгеновских фотонов. Каждый положительный ион и рентгеновский фотон, попадая на катод, вызывает эмиссию соответственно В и D вторичных электронов. Процесс повторяется, и условием пробоя является следующее соотношение:
АВ + CD ≥ 1. (13.23)
В связи с затруднениями экспериментально доказать возможность выполнения этого соотношения рядом исследователей были сделаны попытки дополнить эту гипотезу введением в обменный механизм отрицательных ионов. При этом полагалось, что положительные ионы выбивают из катода не только электроны, но и отрицательные ионы, так как коэффициент вторичной эмиссии положительных ионов из анода под воздействием бомбардировки отрицательными ионами больше, чем при бомбардировке электронами. Уточненная гипотеза более вероятна.
Н.И. Ионовым [14] высказана гипотеза, согласно которой инициирование начальной проводимости междуэлектродного промежутка вызвано термоионной эмиссией в электрическом поле положительных ионов с анода и отрицательных с катода. На поверхности электродов всегда имеется адсорбированная пленка посторонних веществ, а сами электроды содержат в виде примесей значительное количество других элементов и сорбированных газов. При достаточной напряженности поля Е может возникнуть эмиссия электронов и отрицательных ионов примесных элементов с катода. Эта эмиссия начнется раньше всего в тех точках поверхности катода, где локальная работа выхода будет иметь минимальное значение. Эмиссия положительных ионов с анода будет иметь место в тех точках поверхности, где работа выхода будет максимальной. По Н. И. Ионову, заметная ионная эмиссия возникает при Е = 105х 106 В/см, а так как он полагает, что невозможно выбивание положительных ионов электронами, то начало проводимости промежутка обязано только эмиссии отрицательных ионов с катода и положительных ионов с анода. Ускоренные разностью потенциалов ионы, ударяясь о противоположные электроды, вызовут локальные разогревы электродов и все виды вто1ричной эмиссии с них. Места локальных нагревов явятся источниками повышенной термоэмиссии в электрическом поле положительных ионов на аноде и отрицательных ионов и электронов на катоде и источниками нейтральных частиц за счет катодного и анодного распыления. Электроны у катода за счет взаимодействия с нейтральными вторичными частицами могут дополнительно образовать положительные и отрицательные ионы. Ионизация вторичных нейтральных частиц быстрыми электронами может иметь место у анода. Кроме этого, на электродах или вблизи их может иметь место конверсия ионов, т. е. отражение первичных ионов от электродов с изменением знака заряда.
На основе своей гипотезы Н.И. Ионов качественно объясняет такие аспекты вакуумного пробоя, как зависимости проводимости от состояния поверхности электродов и электрической прочности промежутка от температуры и давления.
Гипотезы, объясняющие вакуумный пробой автоэлектронным током. В ряде гипотез основную роль в возникновении вакуумного пробоя отводят автоэлектронной эмиссии. В одной группе гипотез определяющим считают разогрев анода, в другой — катода. Количественное согласование зависимости тока от напряженности поля с формулой Фаулера — Нордгейма может быть получено при предположении, что на поверхности катода имеются неоднородности, локальная напряженность у которых значительно отличается от значения среднего градиента напряжения в пространстве между электродами.
В 1929 г. академик Н. Н. Семенов с сотрудниками предложил следующий механизм вакуумного пробоя. Уже при небольшой силе поля из катода вырывается небольшое количество электронов. Ударяясь об анод, эти электроны испаряют часть газа, содержащегося в металле. В газовом облачке образуется несколько положительных ионов, которые, в свою очередь, ударяясь о катод, вызывают еще большую электронную эмиссию. Эти электроны вызывают свечение газа. Искра пропадает довольно быстро, так как место электрода, на котором начался разряд, быстро обезгажива-ется и нужно некоторое время, пока новые порции газа придут на поверхность из внутренних частей. Если же вторичная электронная эмиссия настолько велика, что анод в некотором месте раскалится и, кроме того, если в данном месте анод содержит какие-либо загрязнения, то разряд может принять до некоторой степени постоянный характер [15].
Позднее эта гипотеза была поддержана в работах Шмидта, Вийкера, Бойля и развита в том направлении, что эмиттируемые с микровыступов катода электроны вызывают локальный нагрев анода и его испарение, и разряд развивается не только в газах, но и в парах металла электродов.
Мейтланд, изучая теоретически и экспериментально вакуумный пробой, постулировал подобный механизм. Он показал, что каждый большой пучок электронов состоит из большого количества малых пучков. Исследуя следы пробоев на поверхности анода, он нашел, что каждое большое пятно от пробоя состоит из большого количества (порядка 105) мелких кратеров. Он заключил, что каждый кратер был вызван единственным пучком и пробой происходит тогда, когда энергия, выделяемая в любом кратере, превосходит критическую величину.
И.Н. Сливков [16], разбирая случай электрического пробоя в вакууме, вызываемого испарением на аноде, рассмотрел вопрос возникновения газового разряда в парах, выделяющихся из анода. В связи с особенностью газового разряда в парах металла анода возникновение его наиболее вероятно в сравнительно небольшом объеме непосредственно вблизи мест испарения на аноде. Однако плотность ионизованных частиц в нем будет высока. Расчет показывает, что ионный ток, отсасываемый с границы газоразрядной плазмы, может привести в месте попадания его на катод к разогреву последнего свыше 5000 °С, т. е. значительно выше температуры плавления обычных электродных материалов. «Закорачивание» части междуэлектродного зазора газоразрядной плазмой и объемный заряд потока ионов из нее на катод увеличивают напряженность на катоде, что вместе с повышением его температуры приводит к пробою между электродами.
Другой род гипотез связывает вакуумный пробой с автоэмиссионным током за счет процессов, связанных с нагревом на катоде. Ахерном [17] при проведении экспериментов по изучению вакуумной изоляции между тонкой нитью и коаксиальным с ней цилиндром было установлено, что возникновение вакуумного пробоя зависит от величины сопротивления в цепи питания с напряжением 26 кВ. При сопротивлении, большем 100 МОм, пробой не возникал. Пробой не был связан с явлениями на аноде и определялся процессами на катоде — разрушением поверхности катода и образованием на нем новых выступов из-за местного разогрева, вызванного ионной бомбардировкой, джоулевым нагревом или же действием больших электростатических сил.
В работе Дайка и Тролана [18], изучавших процессы, приводящие к пробою на острийных эмиттерах, представляется следующий механизм пробоя. Автоэлектронные токи, достигающие больших плотностей, разогревают тонкое острие катода. Возникающая термоэмиссия приводит к возрастанию тока. Рост тока приводит к дальнейшему нагреву острия до его испарения и развитию пробоя между электродами в парах металла.
В. А. Горьковым и др. [19] рассмотрен вопрос температурного изменения электрического сопротивления острия и влияние этого процесса на возникновение пробоя. В работе [9] проведен расчет нагрева эмиттирующего выступа на поверхности массивного электрода и выведено выражение, определяющее возможность расплавления этого выступа джоулевым теплом.
Г.Н. Фурсей с сотрудниками, анализируя работы Дайка и др., отмечали в ряде работ, что предполагаемый лавинообразный процесс нагрева эмиттера не может объяснить резкий взрывообразный переход к пробою, наблюдаемый экспериментально. Осциллографируя предпробойные токи, им удалось показать, что при очень осторожном приближении к критическому состоянию можно получить участки, на которых самопроизвольный рост тока почти отсутствует, однако дальнейшее пропускание тока во времени приводит к пробою. В работе [20] дается модель возникновения пробоя. В связи с тем, что всякая реальная поверхность содержит микронеоднородности, имеющие форму острий, элементарным актом возбуждения пробоя является взрывное разрушение микронеоднородности, аналогичное электрическому взрыву тонких проволочек при пропускании через них токов. Процесс разрушения микронеоднородности сопровождается созданием плотной плазмы в окрестности разрушения и образованием положительного пространственного заряда, обеспечивающего наличие сильного поля на данном участке катода, которое вытягивает новые острия из жидкой фазы катода. Возникшие острия разрушаются при прохождении через них критических токов. Вытягивание и разрушение острия является актом, обеспечивающим эмиссионный процесс и возбуждение нового цикла.
Вакуумный пробой, вызываемый частицей в междуэлектродном промежутке. В 1952 г. Кренбергом [21] была выдвинута гипотеза, согласно которой пробой между электродами в вакууме происходит благодаря отделению частиц с поверхности одного из электродов. При приложении напряжения к электродам на них возникают поверхностные заряды, плотность которых пропорциональна полю. Частица, плотно прилипающая к электроду любой полярности, приобретает заряд и может быть оторвана от электрода силами электростатического отталкивания. Оторванные частицы разгоняются
полем и бомбардируют противоположный электрод. Обладая большой кинетической энергией, они могут вызвать локальный разогрев бомбардируемого электрода и пробой вакуумного промежутка. Критерием пробоя по Кренбергу является соотношение:
UE ≥ С, (13.24)
где Е — напряженность поля у электрода до отрыва частицы; U — напряжение между электродами; С — константа для данной пары электродов.
И. Н. Сливков [22] считает, что определяющим в возникновении пробоя является не локальный разогрев электрода при бомбардировке его частицей, а испарение самой частицы, возникновение разряда в образовавшемся газовом пузыре и распространение его между электродами. И.Н. Сливков дает критерий вакуумного пробоя, отличный от критерия Кренберга.
Н.Б. Розанова [23], проводя эксперименты по изучению вакуумного пробоя промежутка, в который вносились металлические частицы, показала, что гипотеза Кренберга не состоятельна в области инициирования пробоя частицами, слабо связанными с электродом. Полученные ею значения пробивного напряжения между электродами, когда на них были специально внесены макрочастицы с размерами 5—40 мкм, были почти в 10 раз меньше пробивного напряжения в случае отсутствия частиц на электродах. Она считает, что высокие значения напряжения для пробоя нужны не для придания кинетической энергии частице, за счет которой она инициирует пробой (по Кренбергу), а для создания свободных частиц в промежутке за счет отрыва их от электродов.
В работе [24] при помощи микрокиносъемки показано, что поверхность электродов изменяет микрорельеф как при пробоях, так и в предпробойной фазе. Под действием электрического поля на поверхности электродов возникают металлические острия и имеет место их отрыв, который сопровождается пробоем вакуумного промежутка.
Десорбционный механизм электрического пробоя в вакууме. Поверхности электродов и изоляционной оболочки вакуумных приборов при техническом вакууме (10-4—10 -7 мм рт. ст.) покрыты поли молекулярным слоем адсорбированных веществ. Количество адсорбированных веществ может быть таким, что при их десорбции при приложении высокого напряжения в отдельных зонах прибора могут возникнуть условия для зажигания газового разряда. Напряжение зажигания разряда соответствует кривой Пашена. Возникший разряд вызывает дальнейшую десорбцию, нагрев, а в отдельных случаях — плавление металла электродов или материала изоляционной оболочки. Вакуумный прибор выходит из строя.
В литературе по вакуумному пробою десорбция газов с электродов объясняется по-разному. В работе [25] причиной газоотделения считается бомбардировка электродов заряженными частицами. Причинами десорбции газа с электродов могут быть микроразряды и нагрев элементов вакуумного прибора. Л. В. Тарасова [26], анализируя результаты проведенных ею опытов, вводит предположение о поверхностном газоотделении при действии электрического поля величиной 104—106 В/см. Состав адсорбированных газов и паров весьма сложен и зависит от способа откачки. Значительная часть адсорбированного слоя состоит из полярных молекул (продукты разложения вакуумных масел, СО, Н2О). Если направление электрического поля противоположно направлению дипольного момента или проекции его на направление поля, то теплота адсорбции понижается, уменьшается время адсорбции и происходит отделение полярных молекул с поверхностей. Десорбция может усиливаться за счет вторичных эффектов, обусловленных движением диполей в неоднородном электрическом поле вблизи микронеровностей металла и столкновениями с поверхностью. Л. В. Тарасова считает, что при коротких импульсах и при постоянном напряжении де-сорбционный механизм маловероятен. При коротких импульсах молекулы, отделившиеся от электродов, не успевают распространиться на достаточное расстояние. При постоянном напряжении газоотделение распределено во времени, и в связи с уходом десорбированных частиц в междуэлектродном промежутке не создается достаточно плотной среды для развития пробоя.
Следует отметить, что практика разработок вакуумных конденсаторов показала случаи возможности десорбционного механизма вакуумного пробоя при высокочастотном напряжении. Отмечена зависимость величины напряжения разряда от частоты. Возникновение разряда в отпаянных макетах конденсаторов наблюдалось при давлении в них порядка 10 -6 мм рт. ст. Десорбционный пробой в приборах не имеет места при приложении постоянного или переменного напряжения с частотой ниже критической. Анализ, проведенный для приборов с определенным расположением электродов, исключает возможность резонансного высокочастотного разряда, описываемого в работе [27]. Отмечена зависимость возникновения десорбционного пробоя от условий изготовления и откачки приборов.
В работе [28] отмечается, что в условиях технического вакуума десорбционный механизм пробоя является решающим, относительная роль которого уменьшается по мере удаления остаточных газов и паров масел из экспериментальной установки. Показано, что пробивное напряжение междуэлектродного промежутка зависит от конфигурации и расположения электродов. При подборе оптимальной конструкции электродов необходимо стремиться к тому, чтобы десорбированный газ в междуэлектродном промежутке не создавал бы достаточно плотной материальной среды для развития пробоя.
13.3.3. Зависимость пробивного напряжения вакуумного промежутка от различных факторов
Многочисленные экспериментальные данные об электрическом пробое вакуумного промежутка и гипотезы, объясняющие его возникновение, показывают зависимость пробивного напряжения от многих факторов. Рассмотрим основные из них.
Расстояние между электродами, конфигурация и площадь электродов. Одним из основных факторов, определяющих напряжение пробоя, является расстояние между электродами. К настоящему времени проведено большое число работ, в которых определялись зависимости пробивного напряжения от междуэлектродного зазора при различных условиях проведения экспериментов. С увеличением расстояния d между электродами растет величина пробивного напряжения. Андерсоном [28] для плоских электродов небольшой поверхности в широком диапазоне напряжений выведена следующая эмпирическая зависимость;
![]() , (13.25)
, (13.25)
где U в киловольтах; d в сантиметрах.
Для зазора 0,1 см пробивное напряжение составит 67,8 кВ, а для 0,15 см - 96 кВ.
Нами установлено, что пробивное напряжение между двумя медными электродами при различных величинах промежутков и толщины электродов соответствует практически постоянное значение величины напряженности на кромках тонкостенных электродов, равное около 80 кВ/мм.
Ю. Н. Николаевым [29] при исследовании зависимости пробивного высокочастотного напряжения от конфигурации электродов и расстояния между ними установлено в широком интервале напряжений, что величина пробивной напряженности не зависит от расстояния между электродами. В ряде работ отмечается, что с увеличением площади электродов пробивное напряжение уменьшается. Денхольмом [30] показано, что электроды площадью в 20 см2 при зазоре 1 мм выдерживают напряжение 40 кВ, в то время как при площади 2000 см2 — 20 кВ. Считается, что с увеличением площади электродов растет количество инициаторов пробоя и, следовательно, снижается величина пробивного напряжения. Снижение пробивного напряжения при одинаковом зазоре, но при большей емкости имеет место в вакуумных конденсаторах.
Материал электродов и состояние их поверхности. Так как возникновение электрического пробоя между электродами в вакууме обусловлено процессами, происходящими на поверхности электродов, материал электродов и состояние их поверхности не могут не влиять на величину пробивного напряжения. Одной из первых работ по определению величин пробивного напряжения в вакууме между электродами из различных материалов является работа Андерсона [28]. Ниже приведены полученные им значения пробивного напряжения при междуэлектродном расстоянии, равном 1 мм, при приблизительно равномерных полях.
|
Материал электродов |
Пробивное напряжение, кВ |
|
Сталь |
122 |
|
Нержавеющая сталь |
120 |
|
Никель |
96 |
|
Монельметалл |
60 |
|
Алюминий |
41 |
|
Медь |
37 |
|
|
|
В последующих многочисленных работах определялось пробивное напряжение для электродов из различных материалов. Полученные результаты в отдельных случаях резко отличаются, что может быть объяснено разными условиями подготовки и проведения экспериментов, а также различной методикой определения пробивного напряжения.
В соответствии со всеми гипотезами вакуумного пробоя состояние поверхности должно значительно влиять на величину напряжения пробоя. Чем ровнее и чище будет поверхность электродов, тем выше должно быть пробивное напряжение при прочих равных условиях. Наличие свободных (прилипших) частиц на электродах, как показали эксперименты Н.Б. Розановой [23], значительно снижает пробивное напряжение вакуумного промежутка. Одиночные микровыступы на поверхности катода являются источниками автоэмиссионных токов и ограничивают возможность повышения электрической прочности промежутка. Они могут испытывать в результате локального усиления поля значительные силы притяжения к противоположному электроду и отрываться от поверхности электродов, что может привести к пробою. Литературные данные по влиянию обработки поверхности электродов на пробивное напряжение разноречивы. Различные загрязнения на электродах могут служить источниками значительной электронно-ионной эмиссии, снижающей величину пробивного напряжения. Загрязнения могут отрываться от электродов под действием электростатических сил, что также снижает электрическую прочность промежутка. В работе [24] показано значительное снижение электрической прочности промежутка при загрязнении поверхности электродов маслом. Денхольм [30] отмечает, что откачка прибора диффузионным насосом без вымораживающих ловушек снижает величину пробивного напряжения на 8% по сравнению с пробивным напряжением при использовании ловушек.
Состояние поверхности электродов в приборе не остается постоянным. Оно изменяется под действием электрической напряженности, температуры и других факторов во времени.
Тренировка поверхности электродов. Существенное влияние на величину и стабильность электрической прочности вакуумного промежутка оказывает тренировка (кондиционирование) поверхности электродов. Различают 3 наиболее эффективных вида тренировки: 1) высоковольтная тренировка пробоями; 2) бомбардировка поверхности электродов ионами водорода или других газов; 3) пропускание в течение определенного времени предпро-бойных автоэмиссионных токов.
Высоковольтная тренировка пробоями заключается в постепенном (по мере прекращения микроразрядов и пробоев) подъеме напряжения до достижения уровня насыщения. Во время подъема напряжения от электродов отрываются слабо прилипшие частицы материала электродов и загрязнений, оплавляются или сгорают микровыступы и др. Многими исследователями отмечено, что после прохождения пробоев между электродами на их поверхности остаются следы — на аноде в виде кратеров, на катоде в виде комочков. Проходящие микроразряды и пробои не только уничтожают источники их инициирования, но и создают новые. Очевидно, равновесный процесс их уничтожения и создания характеризует уровень насыщения зависимости пробивного напряжения от числа пробоев. При неправильном проведении высоковольтной тренировки можно не только не улучшить электрическую прочность тренируемого прибора, но и необратимо ухудшить ее. Пропускание большой величины тока при пробоях, частые пробои и соответствующее этому обильное газовыделение приводят к выходу приборов из строя. Поэтому при тренировке прибора в его цепь ставят ограничительное сопротивление. Экспериментально найдено [31], что величина ограничительных сопротивлений должна быть порядка 1 Ом на 1 В напряжения для приборов, работающих в диапазоне 30—200 кВ.
Эффективным способом повышения электрической прочности вакуумного промежутка является ионная бомбардировка поверхности электродов в тлеющем разряде водорода или инертных газов. Ионная бомбардировка очищает поверхность электродов от пленок неметаллического характера, удаляет микронеровности, возникающие при механической обработке поверхности, а также слой металла, недостаточно сильно связанный с кристаллической решеткой электрода [32]. Режимы обработки в тлеющем разряде определяются материалом электродов и их конфигурацией.
Наконец, третьим способом тренировки электродов является длительное пропускание предпробойных токов. По мере тренировки величина предпробойного тока уменьшается за счет разрушения центров автоэмиссии, что позволяет повышать прикладываемое напряжение. Обычно совмещают первый и третий способы тренировки электродов.
Параметры цепи и форма напряжения. В работе [9] обращается особое внимание на зависимость пробивного напряжения от параметров электрической цепи: мощности генератора, сопротивления в цепи разряда, емкости электродов и непосредственно подключенных к ним элементов или конструкций. От соотношения этих параметров в сильной степени зависит изменение пробивного напряжения во время тренировки электродов пробоями. При маломощном источнике литания или большом ограничительном сопротивлении в цепи ток при пробое может быть настолько мал, что не сможет оплавить неоднородности на поверхности электродов, возникшие во время протекания предпробойных токов или при предыдущих пробоях. Отмечено, что тренировка поверхности электродов пробоями при большом значении ограничительного сопротивления приводит к увеличению предпробойных токов.
Зависимость пробивного напряжения от емкости электродов и величины ограничительного сопротивления объясняется тем, что емкость определяет в значительной мере ток через промежуток в начальных стадиях тренировки (пробоя), а сопротивление, так же как мощность источника, определяет ток и его продолжительность в заключительной стадии тренировки. Выделяемая на электродах при пробоях мощность влияет на состояние поверхности электродов. При большой мощности электроды деформируются, распыляются и, в конечном счете, могут расплавиться. Нарушение поверхности электродов зависит от материала их, конфигурации, первоначального состояния поверхности и т. д. Оптимальные соотношения емкости электродов и ограничительного сопротивления при разных условиях могут быть различными. Разумеется, параметры цепи влияют не только и сохранения в приборах высокого вакуума при их работе и хранении в течение длительного времени налагает определенные требования к применяемым материалам, технологическим приемам и операциям, оборудованию и др. Электронная промышленность накопила громадный опыт производства электровакуумных приборов, который использован при разработке и производстве конденсаторов.
В связи с параметрическими и конструктивными отличиями вакуумных конденсаторов, необходимостью повышения удельной емкости при заданном рабочем напряжении и надежности конденсаторов были исследованы и разработаны специальные технологические операции.
В настольной книге вакуумщиков «Сорбционные явления в вакуумной технике» Н. В. Черепнина [11] представление гипотез вакуумного пробоя завершается рассмотрением мер по уменьшению интенсивности пробоев и искрений в высоковольтных вакуумных приборах. Поступим также и рассмотрим меры по увеличению электрической прочности вакуумных конденсаторов с учетом их конструктивных особенностей.
Вакуум. На рис. 13.14 показана зависимость пробивного напряжения от давления в вакуумном конденсаторе, прошедшем принятый технологический цикл отжига при температуре 500 °С при непрерывной откачке. Условием длительной работы конденсатора является сохранение высокого вакуума в нем в течение срока его сохраняемости (15—20 лет).
В процессе сохраняемости конденсаторов в течение 20 лет выявлено повышение давления в них. Анализ спектра остаточных газов показал, что основными составляющими, за счет которых происходит увеличение давления, являются водород, углеводороды и гелий. В вакуумных конденсаторах с целью снижения и сохранения давления применяются нерас-пыляемые газопоглотители, а в мощных высоковольтных конденсаторах, рассчитанных на токи 400—600 А, используются гетерные насосы. Откачка конденсаторов производится ионно-гетерными насосами, что исключает загрязнения, которые имеют место при использовании масляных насосов. С этой же целью в конденсаторах используется весь арсенал технологических приемов электровакуумного производства — тщательная очистка деталей внутренней арматуры, обезгаживание их, пайка и сварка в защитной среде, высокотемпературный отжиг при непрерывной откачке, меры по предотвращению натекания в процессе гальванической обработки (серебрение) через металлические детали и др. Реализация этих мер исключает развитие в конденсаторе пробоев, обязанных десорбционным процессам. Переход от металлостеклянных корпусов на металлокерамические снижает натекание по гелию, а отказ от использования коваровых деталей и замена их медными снижает натекание по водороду.
Материал емкостных электродов и способы их обработки.
Материалом емкостных электродов конденсаторов выбирают бескислородную медь, имеющую высокую электропроводимость, хорошие вакуумные свойства, способность хорошо паяться и свариваться, достаточную механическую прочность.
Долговечность и стабильность работы вакуумных конденсаторов зависят от чистоты деталей внутренней арматуры. Поверхностные загрязнения деталей (особенно жировые и поверхностные окислы) вредны, так как являются источниками обильного газовыделения и центрами микроразрядов и пробоев в конденсаторе. После механической обработки (штамповки, точения, фрезерования) детали подвергаются тщательной химической очистке. Было найдено, что электрополировка емкостных электродов дает наилучшие результаты по повышению электрической прочности конденсаторов.
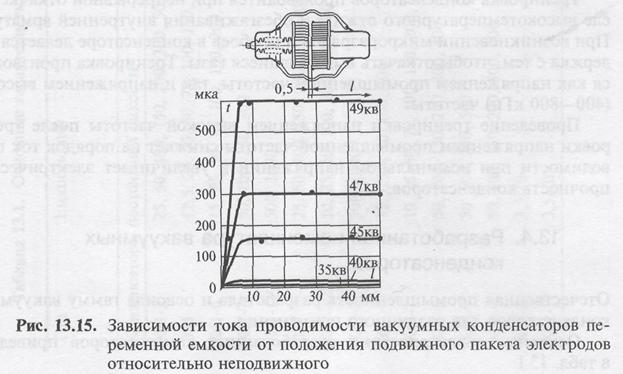
Независимость тока проводимости переменных конденсаторов от положения подвижного пакета относительно неподвижного (рис. 13.15), а стало быть, от площади электродов (емкости), иллюстрирует, что именно зона тор-цев электродов является основным источником проводимости конденсаторов. Скругление, сглаживание торцев электродов снижает напряженность электрического ноля и, следовательно, повышает электрическую прочность.
Обработка внутренней арматуры тлеющим разрядом в водороде повышает электрическую прочность и введена в технологию изготовления конденсаторов. С целью извлечения заусенцев, образовавшихся при операции обрезки и скругления электродов и прикатанных к торцам электродов, целесообразно проведение предварительной тренировки в вакууме торцев электродов в пакетах подачей напряжения между пакетом электродов и плоским электродом, расположенным параллельно плоскости торцев.
Разумеется, сборка конденсаторов должна производиться в помещениях, отвечающих требованиям вакуумной гигиены. Наличие свободных частиц, как и гласят гипотезы, резко снижает электрическую прочность конденсаторов.
Конструктивно-технологические меры увеличения электрической прочности конденсаторов.
Точность изготовления деталей и сборки их в соответствии с конструкторской документацией оказывает определяющее влияние на получение оптимального междуэлектродного зазора и, соответственно, максимальной электрической прочности. Одной из основных, задач при изготовлении
конденсатора является получение соосности цилиндрических аксиальных тонкостенных электродов в пакетах и в конденсаторе. Поэтому сборка, пайка (сварка) и заварка узлов и самого конденсатора производятся с использованием оправок, позволяющих сохранить концентричность емкостных электродов.
Использование откачки по схеме «вакуум в вакууме» позволяет избежать деформации выводов конденсатора при высокой температуре, тем самым сохранить полученный при заварке оптимальный междуэлектродный зазор, а также исключает необходимость травления металлических выводов, что исключает ухудшение вакуума на этой операции.
Важное значение имеет выбор оптимальной толщины переходного металлического кольца, соединяющего керамический корпус и арматуру конденсатора, с точки зрения возможности его деформации при изготовлении и эксплуатации конденсатора.
Было отмечено, что при нагревании медных электродов в процессе высокотемпературной пайки (около 800 °С) на их исходной гладкой поверхности появлялась шероховатость в виде множества микровыступов высотой 10—50 мкм. Для исключения появления микровыступов при пайке пакетов, снижающих электрическую прочность вакуумного промежутка, предложен метод защиты за счет использования никелевых улавливателей, хорошо поглощающих пары меди и серебра (пайка производится в водороде медно-серебряной эвтектикой).
13.3.5. Высоковольтная тренировка конденсаторов пробоями
В технологическом процессе изготовления вакуумных конденсаторов высоковольтная тренировка их, заключающаяся в последовательном повышении напряжения на конденсаторе по мере прекращения пробоев в нём, является одной из важнейших операций, определяющих качество готовых изделий.
Тренировка конденсаторов производится при непрерывной откачке после высокотемпературного отжига и обезгаживания внутренней арматуры. При возникновении микроразрядов и пробоев в конденсаторе делается выдержка с тем, чтобы откачать выделившиеся газы. Тренировка производится как напряжением промышленной частоты, так и напряжением высокой (400—800 кГц) частоты.
Проведение тренировки напряжением высокой частоты после тренировки напряжением промышленной частоты снижает на порядок ток проводимости при номинальном напряжении и увеличивает электрическую прочность конденсаторов.
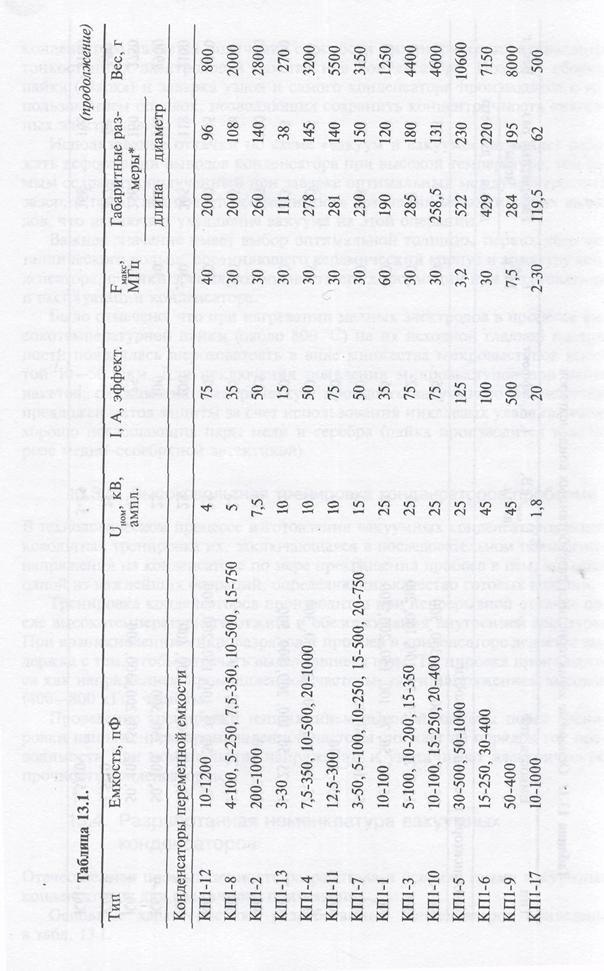
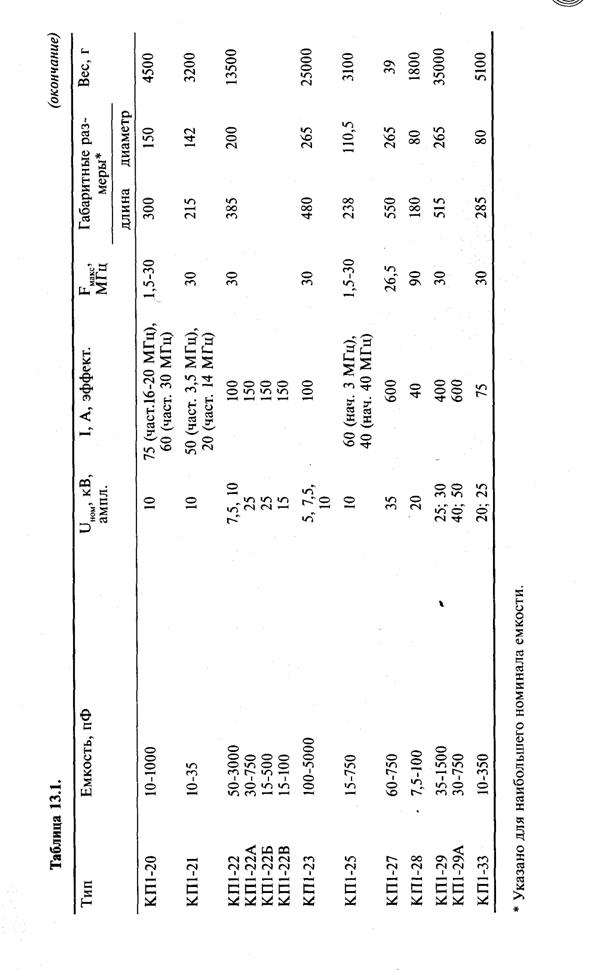
13.4. Разработанная номенклатура вакуумных конденсаторов
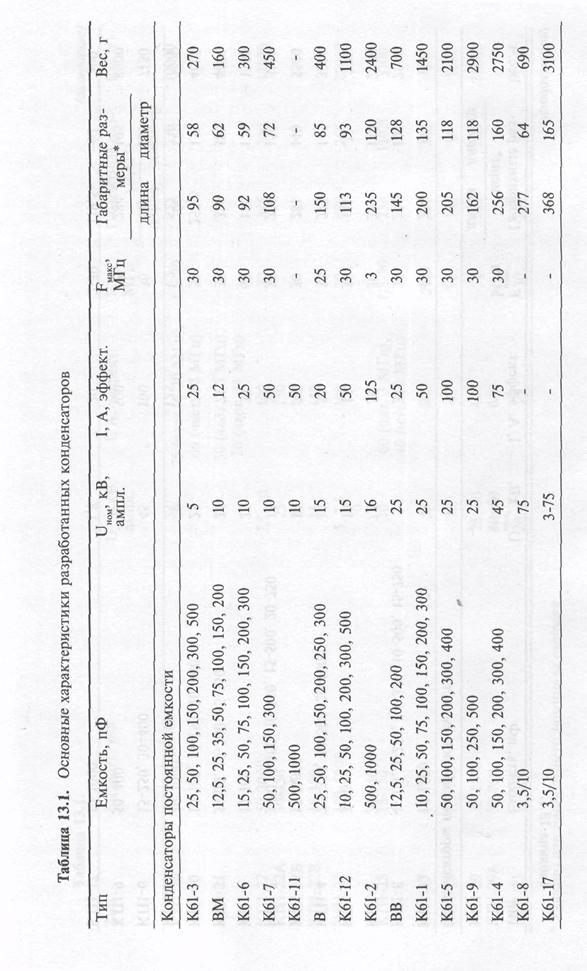
Отечественная промышленность разработала и освоила гамму вакуумных конденсаторов для различного применения.
Основные характеристики разработанных конденсаторов приведены в табл. 13.1.
Литература
[1] С. А. Векшинский. Электрический конденсатор постоянной емкости. Патент СССР, № 15878, 13 августа 1927.
[2] В. Т. Рене. Электрические конденсаторы. Госэнергоиздат, 1959.
[3] В. П. Буц, М.Т. Железнов, М.М. Юринов. Вакуумные конденсаторы. Л.: Энергия, 1971.
[4] Н. П. Богородицкий и др. Графоаналитический метод расчета напряжения теплового пробоя высокочастотных изоляторов//Электричество. № 12. 1961.
[5] В.Н. Батыгин, И. И. Метелкин, A.M. Решетников. Баку умно-плотная керамика и ее спаи с металлами. М: Энергия, 1973.
[6] Б. М. Царев. Расчет и конструирование электронных ламп. М.: Госэнергоиздат, 1961.
[7] Н. П. Богородицкий, В. В. Пасынков, Б. Н. Тареев. Электротехнические материалы. М.: Госэнергоиздат, 1955.
[8] J. G. Trump and R.J. Van de Graaff. The insulation of high voltage in vacuum. J. Appl. Phys., 1947.
[9] И.Н. Сливков и др. Электрический пробой и разряд в вакууме. М.: Атомиздат, 1966.
[10] И.Н, Сливков. Процессы при высоком напряжении в вакууме. М.: Энергоатомиздат, 1986.
[II] Н.В. Черепнин. Сорбционные явления в вакуумной технике. М: Сов. радио, 1973.
[12] Р. Латам. Вакуумная изоляция установок высокого напряжения. М.: Энергоатомиздат, 1985.
[13] Л. И. Пивовар, В. И. Гордиенко. Микроразряды и предразрядные токи между металлическими электродами в высоком вакууме//ЖТФ. 1958.
[14] В. И. Герасименко. К теории микроразрядов в межэлектродных промежутках//ЖТФ. 1968.
[15] Н.И. Ионов. К вопросу о механизме предпробойной проводимости междуэлектродных промежутков в вакууме//ЖТФ. I960.
[16] СМ. Брагин, А.В. Вальтер, Н.Н. Семенов. Теория и практика пробоя диэлектриков. М.: ГИЗ. 1929.
[17] И. Н. Сливков. Электрический пробой в вакууме, вызываемый испарением на аноде//ЖТФ. 1968.
[18] A.J. Ahearn. The effect of temperature, degree of thoriation and Breakdown on field currents from tungsten and thoriated tungsten. Phys. Rev., 1936.
[19] W.P. Dyke and J.K. Trolan. Field emission: large current densities, space charge, and the vacuum arc. Phys. Rev,, 1953.
[20] B.A. Горьков и др. Теоретическое и экспериментальное исследование преддуговых явлений при автоэлектронной эмиссии//Радиотехника и электроника. 1962.
[21] Г.Н. Фурсей, П.Н. Воронцов-Вельяминов. Качественная модель инициирования вакуумной дуги//ЖТФ. 1967.
[22] L. Cranberg. The initiation of electrical breakdown in vacuum. J. Appl. Phys., 1952.
[23] И. Н. Сливков. О механизме электрического пробоя в вакууме//ЖТФ. 1957.
[24] Н.Б. Розанова. Пробой вакуума, инициируемый макрочастицами/ Изв. АН СССР. Сер. «Физика». 1962.
[25] А. А. Разин и др. Микрокиносъемка поверхностей электродов в пред-пробойной фазе и при электрическом пробое в высоком вакууме// Радиотехника и электроника. 1960.
[26] F. L. Jones, W. D. Owen. Initiatory electron emission and vacuum breakdown. Proc. Phys. Soc, 1964.
[27] Л. В. Тарасова. Десорбционный механизм электрического пробоя в высоком вакууме/ДАН СССР. 1966.
[28] H.W. Anderson. Effect of total voltage on breakdown in vacuum. Electr. Engng, 1935.
[29] Ю. Н. Николаев. Исследование высоковольтного разряда в вакууме на частоте 25 МГц//ЖТФ. 1963.
[30] Denholm A. S. et al. The variable capacitance vacuum insulated generator — a progress report. Proc. of the Symp. on Electrostatic Energy Conversion, PIC-ELE 209/1. 1963.
[31] В.И. Раков. Электронные рентгеновские трубки. М.: Госэнергоиздат, 1952.
[32] П. И. Чистяков, Н.В. Татаринова. Повышение электрической прочности вакуумного промежутка обработкой электродов сильноточным тлеющим разрядом/Физическая электроника, 3. МИФИ, Атомиздат. 1966.
[33] Л. В. Тарасова, В. Г. Калинин. Исследование электрического пробоя в высоком вакууме. — ЖТФ. 1964.
[34] R. Hawley. Vacuum as an insulator. Vacuum. 1960.
РЕЗИСТОРЫ И ИХ КЛАССИФИКАЦИЯ. КОНСТРУКЦИИ. ТЕХНОЛОГИИ
 Ледорезов Валерий Григорьевич, д.т.н., профессор,
генеральный директор ФГУП «НИИЭМП». После
окончания в 1974 г. Сибирского металлургического института работал в НИИЭМП в
качестве инженера старшего инженера, начальника лаборатории, начальника отдела.
Ледорезов Валерий Григорьевич, д.т.н., профессор,
генеральный директор ФГУП «НИИЭМП». После
окончания в 1974 г. Сибирского металлургического института работал в НИИЭМП в
качестве инженера старшего инженера, начальника лаборатории, начальника отдела.
С 2000 по 2004 г. — заместитель генерального директора по научной работе, главный инженер.
С 2005 г. по настоящее время — генеральный директор ФГУП «НИИЭМП».
Под его руководством разработаны концепция развития ФГУП «НИИЭМП» на период до 2010 г.; комплексный план, предусматривающий реструктуризацию и техническое перевооружение предприятия.
Имеет 65 публикаций, 4 монографии, 4 авторских свидетельства на изобретения.
Область научных интересов: материалы для пассивной электроники, пассивные электронные компоненты, нанотехнологии.
Несмотря на то что основными функциональными электронными компонентами в составе современной электронной аппаратуры являются полупроводниковые интегральные схемы различного назначения и исполнения, ни одно электронное устройство сегодня не обходится без резисторов — элементов, предназначенных для обеспечения требуемого распределения токов и напряжений между отдельными участками электрической цепи.
Резисторы имеют историю, уходящую ко времени появления гальванических элементов. Сегодня объемы мирового выпуска резисторов достигает более 500 млрд шт. в год. В последние годы существования в СССР выпускалось около 12 млрд шт. резисторов, разработкой их конструкций, технологий, средств производства и выпуском занималось 2 НИИ, 14 ОКБ, всего 50 предприятий, в производстве резисторов было занято около 100 тыс. человек.
В настоящее время в РФ в сфере разработок и производства резисторов занято 12 предприятий. Определились сферы их специализации:
- ОАО «Резистор-НН», ОАО «ОКБ Икар», г. Нижний Новгород — постоянные непроволочные резисторы;
- Богородицкий завод резисторов — постоянные непроволочные резисторы;
- Арзамаский завод резисторов, Йошкар-Олинское ОАО «Контакт», Алагирский завод сопротивлений, Владикавказский завод «Бином» — переменные резисторы, наборы резисторов; НИИ «Гирконд», г. С.-Петербург — переменные резисторы на проводящей пластмассе и керметные резисторы;
- Пензенский ФГУП «НИИЭМП» — разработчик и изготовитель проволочных, керметных, металлофольговых и тонкопленочных резисторов.
В рамках одной лекции невозможно полно охватить состояние дел в науке о резисторах и их производстве. Вопросы конструирования и технологии изготовления резисторов освещены в работах отечественных разработчиков [1—9]
В связи с появлением в последнее время многих типов резисторов дается классификация резисторов и элементы технологии их изготовления.
14.1. Классификация резисторов
Использование резисторов в каждом конкретном случае зависит от типа электронной схемы и применяемых пассивных и активных изделий электронной техники. Ниже приведены некоторые схемные электронные варианты и использование в них постоянных, переменных резисторов и наборов резисторов.
14.1.1. Резисторы, ограничивающие ток
Схема на рис. 14.1 представляет классический источник питания. Здесь резистор используется для ограничения тока в цепи. В мощных выпрямительных источниках питания этот резистор должен выдерживать значительные токи.
14.1.2. Резисторы, обеспечивающие цепь разряда
В данном случае резистор (рис. 14.2) необходим для обеспечения должной степени безопасности. Посредством резистора и емкости объединяется земля первичной и вторичной цепей. Это необходимо для устранения остаточных зарядов посредством создания дополнительной цепи разряда. Сопротивление резистора не должно превышать 12 МОм. Другая функция
этого резистора — ограничение тока поверхностной утечки, который не должен превысить 0,5 мА. Кроме того, этот резистор должен выдержать напряжение 1000 В в течение 1 мин.
14.1.3. Резисторы для устранения влияния выбросов высокого напряжения
Контакт между интегральной схемой видеоусилителя, соединенной с катодом лучевой трубки, может иногда обрываться. Резистор (рис. 14.3), добавленный между катодом и схемой усилителя, должен предотвратить поломку, поглощая энергию при разряде высокого напряжения. Также он используется для защиты схемы, с которой подаются управляющие напряжения на электроды G1 и G2.
14.1.4. Терморезистор для температурной компенсации
В данной схеме (рис. 14.4) резистор необходим для обеспечения требуемого наклона передаточной характеристики и для компенсации температурных воздействий усилителей высокой частоты.
14.1.5. Резисторы осциллятора,
управляемого напряжением
В данной схеме (рис. 14.5) резистор, стоящий перед варикапом, обеспечивает требуемый ток и задает постоянную времени. Резисторы, входящие в состав эмиттерного повторителя, обеспечивают требуемый режим работы рабочего тока базы, а один из них выполняет роль нагрузки эмиттерной цепи для улучшения стабильности характеристик усилительного каскада.
14.1.6. Резистор — датчик тока
В измерительных схемах резисторы могут играть роль токовых датчиков. На рис. 14.6 представлен фрагмент схемы для измерения активных сопротивлений. Здесь падение напряжения на резисторе будет прямо пропорционально значению тока, протекающего в измерительной цепи.
14.1.7. Наборы резисторов для построения ЦАП и АЦП
На рис. 14.7 представлен вариант построения ЦАП подсхеме параллельно-взвешенного включения.
Схема содержит источник опорных напряжений Ug, набор ключей (ко-доуправляемый коммутатор) и набор двоичновзвешенных резисторов.
Каждый разряд входного двоичного цифрового кода управляет своим ключом и формирует ток, пропорциональный весу разряда. Токи суммируются сумматором, построенным на операционном усилителе.
Пример 4-разрядного ЦАП, построенного на резистивной сетке типа R-2R, приведен на рис. 14.8.
Эта сетка очень технологична в изготовлении, поскольку содержит резисторы только двух номинальных значений сопротивления. Выходное сопротивление данной схемы всегда постоянно, а выходное напряжение пропорционально сумме напряжений соответствующих разрядов.
Наборы резисторов также применяются для построения АЦП параллельного преобразования, образуя многоуровневый делитель напряжения, выходные напряжения которого пропорциональны соответствующим разрядам (рис. 14.9).
Пример использования переменного резистора для регулировки коэффициента усиления приведен на рис. 14.10.
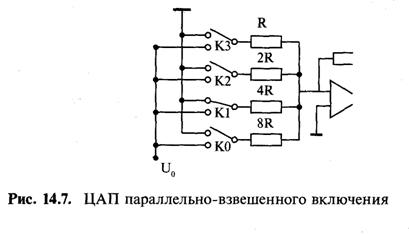
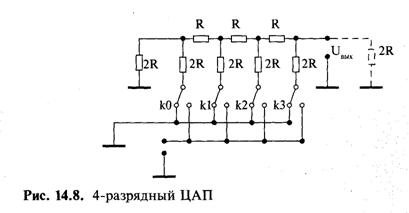
Классификация резисторов может осуществляться по ряду признаков, присущих многим изделиям электронной техники: назначению, способу монтажа, способу защиты и т. п. Здесь приводится подход автора, основы которого предложены в статьях [10—12].
Первым классификационным признаком должен быть технологический принцип формирования резистивного элемента, представляющего собой структуру резистивного материала и проводящих контактов. Такими основополагающими технологическими принципами формирования резистивного элемента являются тонкопленочная, толстопленочная, проволочная и металлофольговая базовые технологии. В свою очередь, каждая из перечисленных технологий подразделяется в соответствии с существующими нюансами на подтехнологии. Например, тонкопленочная технология формирования резистивного элемента подразделяется на технологии вакуумного термического, магнетронного или ионно-плазменного напыления, осаждения тонких слоев из газовой фазы (пиролитическое осаждение) и др. Тонкопленочные резисторы изготавливаются на основе металлодиэлектрических, металлоокисных и металлизированных рфистивных материалов в виде микрокомпозиционного слоя из диэлектрика и металла, или тонкой
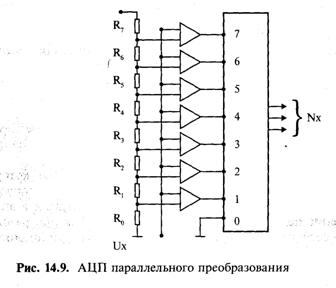
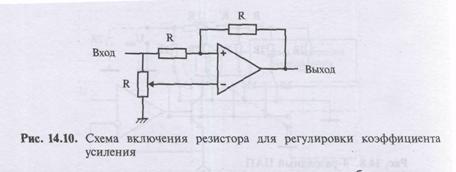
пленки металла, окиси металла, или сплава углеродистых и бороуглеродистых проводящих материалов.
По толстопленочной технологии изготавливаются керметные, лакосажевые резисторы и изделия на основе проводящих пластмасс. Толстопленочные резистивные материалы представляют собой гетерогенную систему (композицию), состоящую из нескольких фаз. Резистивные композиции получают механическим смешиванием проводящего компонента (например, графита, металла или оксида, борида, карбида металлов и т. д.) с органическими или неорганическими связующими (смолы, стекла и стеклоэмали), наполнителем, пластификатором и отвердителем. После соответствующей термообработки образуется монолитный гетерогенный слой с необходимым комплексом параметров.
По толстопленочной технологии изготавливаются и объемные резисторы, которые могут быть с органическим и неорганическим связующим диэлектриком. В объемных резисторах в качестве связующего компонента используют органические смолы или стеклоэмали. Проводящей фазой является сажа.
Подобные нюансы существуют и в других технологиях.
В общем случае с использованием базовых технологий изготавливаются резисторы и резисторные компоненты различного конструктивного исполнения: постоянные и переменные резисторы, терморезисторы, наборы резисторов, комбинированные резистивные компоненты как на основе резисторов различных конструкций (например, постоянных и переменных резисторов), так и на основе других классов изделий элек
тронной техники (например, R-C наборы) или резистивные компоненты, сформированные на поверхности полупроводниковых материалов (рис. 14.11).
По характеру изменения сопротивления все резисторы подразделяются на постоянные и переменные. Последние, в свою очередь, делятся на подстроечные, регулировочные резисторы и потенциометры.
Постоянные резисторы имеют фиксированное сопротивление, которое в процессе эксплуатации не регулируется. Переменные резисторы допускают изменение сопротивления в процессе их функционирования в аппаратуре. Сопротивление подстроенных резисторов изменяется при разовой или периодической регулировке и не изменяется в процессе функционирования аппаратуры.
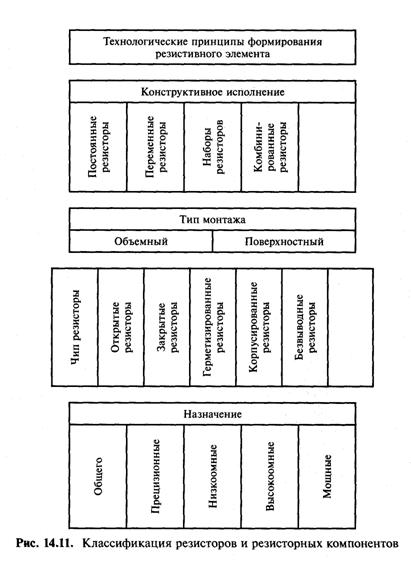
Перемещение контактной пружины по резистивному элементу может обеспечиваться за счет различных кинематических схем, которые, например, для керметных резисторов приведены в [11].
Переменные резисторы по конструкции могут быть выполнены:
одноэлементными и многоэлементными (сдвоенные, строенные и счетверенные);
• с круговым и прямолинейным перемещением подвижного контакта; однооборотными и многооборотными;
• с выключателем и без выключателя; *
• с упором и без упора;
• с фиксацией и без фиксации положения подвижной системы;
• с дополнительными отводами и без них.
При выбранном конструктивном исполнении резисторов или резисторных компонентов следующим классификационным признаком является тип монтажа изделия на печатной плате: объемный или поверхностный. Тип монтажа зачастую определяет форму и конфигурацию резистора или набора резисторов, вид и расположение выводов или их отсутствие (чип резисторы) и т. д.
Основная доля выпускаемых в настоящее время резисторов и резисторных компонентов выпускается для автоматизированного поверхностного монтажа. Самыми массовыми поверхностно монтируемыми резисторами являются дискретные чип резисторы. При этом доля потребления миниатюрных и суперминиатюрных чип резисторов с каждым годом постоянно увеличивается, если 4—5 лет тому назад основными чип резисторами являлись резисторы серии 0603 и 0805 серии, то сегодня это чип резисторы серии 0402 и 0201. В ближайшее время следует ожидать массовое применение чип резисторов серии 1005 (размеры 0,4x0,2 мм).
В чип исполнении изготавливаются и наборы резисторов, при этом для чип наборов резисторов, в основном, используются керамические корпуса типа SON. Контактные площадки в этих корпусах могут располагаться как на плоских участках боковой поверхности, так называемые convex — контакты, так и в скругленных углублениях concave — контакты. За счет использования таких корпусов происходит самоориентация набора резисторов на печатной плате при пайке.
Корпусированные наборы резисторов также выпускаются для поверхностного монтажа, для этих целей используют корпуса типов SOIC, QSOIC и др.
Подстроечные резисторы открытого и закрытого типов практически все в настоящее время являются поверхностно монтируемыми.
Резисторы или резисторные компоненты для навесного монтажа могут иметь жесткие или мягкие выводы, аксиальные, пленарные или радиальные из проволоки круглого сечения или ленты, в виде лепестков и т. п.
В зависимости от способа защиты от внешних воздействующих факторов резисторы конструктивно выполняются изолированными, неизолированными, герметизированными.
Неизолированные резисторы (с покрытием или без покрытия) не допускают касания своим корпусом печатной платы или шасси аппаратуры. Напротив, изолированные резисторы имеют достаточно хорошее изоляционное покрытие (лаки, компаунды, пластмассы и т. п.) и допускают касания корпусом печатной платы или токоведущих частей аппаратуры.
Герметизированные резисторы имеют герметичную конструкцию корпуса, которая исключает возможность сообщения окружающей среды с его внутренним пространством. Герметизация осуществляется за счет использования металлостеклянных или металлокерамических корпусов, а также с помощью опрессовки специальными компаундами.
Резисторы могут изготавливаться в защищенном и незащищенном вариантах. Защищенные допускают эксплуатацию в условиях повышенной влажности в аппаратуре любого конструктивного исполнения, незащищенные — только в составе герметизированной аппаратуры или в корпусах микросхем.
Заключительным классификационным признаком являются назначение и область применения резисторов и резисторных компонентов. Именно область применения и назначение данного класса изделий электронной техники определяют всю широчайшую гамму номенклатурно-параметрических рядов резисторов и резисторных компонентов.
В зависимости от назначения резисторы делятся на резисторы общего назначения и специальные (прецизионные и суперпрецизионные, высокочастотные, высоковольтные, высокомегаомные, низкоомные, мощные и др.).
Резисторы общего назначения используются в качестве различных нагрузок, поглотителей и делителей в цепях питания, элементов фильтров, в цепях формирования импульсов и т. п. Диапазон номинальных сопротивлений таких резисторов 1 Ом... 10 МОм, номинальные мощности рассеяния 0,062...100 Вт. Допускаемые отклонения сопротивления от номинального значения ±1; +2; ±5; ±10; ±20%.
Прецизионные и суперпрецизионные резисторы отличаются высокой стабильностью параметров при эксплуатации и большой точностью изготовления (от ±0,0005 до 0,5%). Они применяются в измерительных приборах, вычислительной технике и системах автоматики. Диапазон их номинальных сопротивлений в ряде случаев шире, чем резисторов общего назначения. Например, в качестве шунтов используют резисторы с номинальным сопротивлением менее 1 Ом, а в эталонных катушках и магазинах сопротивлений применяют резисторы с номинальным сопротивлением до сотен гигаом. Мощности рассеяния их сравнительно небольшие и, как правило, не превышают 2 Вт. Объясняется это высокими требованиями к стабильности, которые трудно выполнить при больших мощностях рассеяния.
Высокочастотные резисторы отличаются малыми значениями индуктивности и емкости, предназначены для работы в высокочастотных цепях, кабелях и волноводах радиоэлектронной аппаратуры в качестве согласующих нагрузок, аттенюаторов, направленных ответвителей, эквивалентов антенн и т. п. Непроволочные высокочастотные резисторы способны работать на частотах до сотен МГц и более, а высокочастотные проволочные — до сотен кГц.
Высоковольтные резисторы рассчитаны на большие рабочие напряжения (от единиц до десятков киловольт). Они используются в качестве высоковольтных делителей напряжения, искрогасителей, поглотителей, в зарядных и разрядных высоковольтных цепях и т. п.
Высокомегаомные резисторы имеют диапазон номинальных сопротивлений от десятков мегаом до единиц тераом и рассчитаны на небольшие рабочие напряжения (100...400 В), поэтому они работают в ненагруженном режиме, и мощности рассеяния их малы (менее 0,5 Вт). Высокомегаомные резисторы применяют в электрических цепях с малыми токами, в приборах ночного видения, дозиметрах и измерительной аппаратуре.
Представленный на рис. 14.11 подход к классификации резисторов и резисторных компонентов имеет квазилинейный характер и выражает только алгоритм решения данной проблемы. В реальных условиях клас-сификация имеет характер «цепной реакции», и каждый высший элемент классификационной схемы дает от 2 до десятка элементов классификации более низкого уровня.
Перед разработчиками и производителями электронной аппаратуры практически всегда стоит дилемма, какую электронную комплектации заложить в аппаратуру. Каждый из разработчиков решает эту задачу по-своему.
Наиболее старой технологией изготовления резисторов является проволочная технология. В настоящее время проволочные резисторы имеют ограниченное использование, что связано с особенностями технологии их изготовления и низким уровнем частотных характеристик. Традиционная проволочная технология имеет дискретный характер и достаточно сложно поддается автоматизации. Однако данное технологическое ограничение изготовления проволочных резисторов было устранено фирмой «Yageo» при производстве негорючих нагрузочных проволочных резисторов типа SQP в case — керамических корпусах. Данное технологическое ограничение устранено за счет намотки резистивной проволоки на стеклонить, что обеспечивает непрерывность технологического процесса изготовления данных резисторов. Проволочным прецизионным резисторам практически нет замены при производстве прецизионной аппаратуры.
Пожалуй, самыми массовыми резисторами являются керметные толстопленочные. Преимущество керметных толстопленочных резисторов перед другими обеспечивается спецификой технологии их изготовления, которая базируется на принципах порошковой металлургии нанодисперсных порошков; основывается на элементах планарной полупроводниковой технологии и методе трафаретной печати, заимствованной из полиграфии. Симбиоз этих технологий обеспечивает массовый, практически непрерывный и безотходный технологический процесс изготовления резисторов, отличающийся незначительными энергетическими- затратами. В том случае, когда требуются резисторы общего или полупрецизионного класса, данные резисторы имеют наиболее предпочтительное применение из-за оптимального соотношения «цена — качество». С использованием данной технологии изготавливается широчайшая гамма резисторов и ре-зисторных компонентов, охватывающая практически все существующие номенклатурно-параметрические ряды резисторов и резисторных компонентов.
По толстопленочной керметной технологии изготавливаются изделия различного конструктивного исполнения: постоянные, переменные и наборы резисторов. При этом основная масса постоянных и переменных керметных резисторов и наборов резисторов выпускается в чип исполнении для автоматизированного поверхностного монтажа. Анализ рынка керметных резисторов и основные сведения о данных пассивных компонентах приведены в статьях автора [10—12].
Толстопленочные лакосажевые резисторы и резисторы на основе проводящих пластмасс используются, в основном, для изготовления переменных резисторов. Однако, учитывая, то, что в современной электронной аппаратуре используются сенсорные методы плавного регулирования энергетическими потоками, использование, и, соответственно, производство таких резисторов в настоящее время уменьшается из-за их ограниченного применения.
Технический уровень и основные тенденции развития производства резисторов и резисторных компонентов, в первую очередь, определяются изделиями, имеющими уникальные параметры по временной и температурной стабильности сопротивления, по величине токовых шумов, по точности обеспечения номинального сопротивления и т. д. Такими уникальными характеристиками обладают прецизионные и суперпрецизионные резисторы, изготавливаемые по металлофольговой технологии. Точностные параметры и стабильность электрических и эксплуатационных характеристик металлофольговых резисторов находятся на уровне вторичных эталонов сопротивления. Именно в этих резисторах достигаются в настоящее время рекордные характеристики, которые невозможно достичь за счет применения других технологий.
Разработка металлофольговых резисторов стала возможной благодаря глубокой научной проработке, использованию прогрессивных групповых технологий и специальных конструкторских и материаловедческих решений.
Прецизионные и суперпрецизионные металлофольговые резисторы определяют научно-технический прогресс в смежных областях, использующих эти изделия, и способствуют созданию прецизионной радиоэлектронной аппаратуры, приборов и комплексов для общепромышленного и военного назначения, отличающихся высокой точностью, стабильностью, надежностью и качеством.
Тонкопленочная технология также, как и толстопленочная, обеспечивает разработку и производство широчайшей номенклатуры изделий, начиная от изделий общего применения и заканчивая изделиями специального назначения, включая полупрецизионные и прецизионные резисторы. Но, пожалуй, наибольшее применение данная технология находит при производстве наборов резисторов как простых, так и специальных, в том числе и заказных.
Незаменимым является использование тонкопленочной технологии при производстве резистивных сеток типа R-2R, которые являются основным элементом любой цифро-аналоговой и аналогово-цифровой схемы (ЦАП и АЦП). Замены тонкопленочной технологии сегодня не существует, когда речь идет о прецизионных гибридных ЦАП и АЦП, которые имеют самые высокие метрологические характеристики для данного класса изделий. Если говорить о точности и прецизионности тонкопленочных резисторов и резисторных компонентов, то в настоящее время изделия, изготавливаемые по данной технологии приближаются по уровню параметров к изделиям на основе металлофольговой технологии.
Пензенским НИИЭМП за время его существования разработано более 250 типов резисторов и резисторных компонентов (рис. 14.12), производство которых осуществляется нашим институтом. Он сегодня представляет собой по сути производственно-научную фирму. Российские предприятия резисторостроения также выпускают резисторы, разработанные НИИЭМП.

В настоящее время НИИЭМП располагает практически всеми резистивными технологиями и занимается разработкой и производством резисторов и резисторных компонентов различного назначения для использования в различных отраслях народного хозяйства и в интересах министерства обороны.
Таким образом, резисторы и резистивные компоненты имеют широчайшую гамму номенклатурно-параметрических рядов, удовлетворяющие жестким требования современного рынка радио-, теле-, аудиоаппаратуры.
Практически вся выпускаемая в настоящее время резистивная компонентная база выпускается в блистер-упаковке, в специальных тарах, что позволяет осуществлять автоматизированный поверхностный и навесной монтаж данных компонентов на печатную плату.
14.2. Конструкции и технологии изготовления резисторов
14.2.1. Проволочные резисторы
14.2.1.1. Постоянные проволочные резисторы
На рис. 14.13 представлена конструкция сверхпрецизионного резистора. Ее особенность в корпусе и металлостеклянном изоляторе, через которые пропущены вывода резистора. Изоляторы привариваются лазерной сваркой к кожуху.
В зависимости от типа резистора и условий его эксплуатации используют проволоки из различных сплавов: фехраля, константана, манганина, нихрома, сплавов на никелевой основе и др. Применение проволок из первых трех сплавов в прецизионных резисторах нежелательно — они имеют низкую коррозионную стойкость и низкое удельное сопротивление, манганин имеет узкий интервал температур, в котором сохраняется малая величина ТКС.
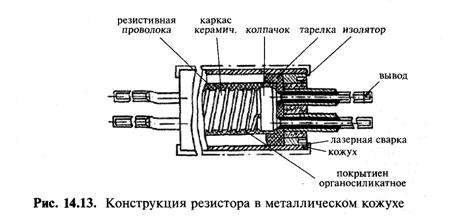
Разработанный в 60-х годах ИПС ЦНИИЧМ сплав на никелевой основе типа Н80ХЮД является до сих пор не превзойденным для использования в прецизионных резисторах.
Основной операцией при изготовлении проволочных резисторов является намотка проволоки на каркас. Производится она на типовых или специально изготовленных намоточных станках с обеспечением необходимого натяжения проволоки. Для прецизионных резисторов намотку нужно вести при минимально возможном усилии натяжения проволоки. Известно, что чем больше диаметр каркаса, тем выше стабильность резисторов.
Важное значение для обеспечения высокой стабильности имеет герметизация резисторов. Резисторы герметизируют с помощью металлических цилиндров, в которые помещаются резистивные элементы, имеющие по обе стороны чашки с герметизированными выводами. Чашки припаивают или привариваются к торцам цилиндров. Стабильность герметизированных резисторов в несколько раз выше стабильности негерметизированных за счет исключения (уменьшения) поверхностного окисления резистивной проволоки. Важное значение для повышения стабильности резисторов имеет их тренировка — старение при повышенной температуре. Режимы старения для разных резисторов подбираются экспериментально в зависимости от конструкции и технологии изготовления. Оптимальный выбор конструкции и технологии позволяет получить стабильность, вернее нестабильность резисторов до 0,001%. Показана возможность получения резисторов с нестабильностью 0,0005%.
Одной из важнейших операций является присоединение резистивной проволоки к колпачку. Из многих видов соединений — холодной сварки, ультразвуковой, лазерной, электроннолучевой, пайки, склеивания токопроводящими клеями предпочтение отдается контактной сварке, экономически выгодной, позволяющей автоматизировать процесс и обеспечивающей приемлемое контактное сопротивление (2—8)х 10~4 Ом при различных диаметрах проволоки — от 0,01 до 0,4 мм и его стабильность в процессе эксплуатации. Подготовка поверхности перед сваркой включает ряд операций: удаление масла, жировых пленок и других загрязнений, пассивирование поверхности, промывку, сушку.
В технологическом цикле изготовления резисторов важное значение имеют операции, направленные на получение минимального ТКС. Прежде всего это старение проволоки при повышенных температурах. Для этого проволока наматывается на металлические катушки и подвергается нагреву в течение определенного времени. ТКС проволок меняется с увеличением температуры старения. Так, ТКС после старения проволоки Н80ХЮД при температуре 430 °С в течение 3 ч уменьшается в 1,5—2 раза, а при температуре 560 °С — в 3—10 раз. Меняется и знак ТКС в зависимости от режимов. Режимы старения для получения минимального ТКС подбираются экспериментально, так как велико влияние первоначальных условий обработки проволоки у поставщика.
Усилие натяжения при намотке значительно влияет на ТКС резистивного элемента. ТКС после намотки на керамический каркас меняется в 15—20 раз. Мерой получения минимального ТКС может быть использование демпфирующего подслоя на основе каучука. Использование подслоя дает возможность снизить усилие натяжения проволоки при намотке, защищает резистивный элемент от влияния усадочного давления заливочного компаунда.
Отмечено влияние термоударов и скорости изменения температур на изменение ТКС. Изменение ТКС имеет место после заливки резистора.
Выбором средств уменьшения влияния на изменение
ТКС в процессе изготовления удается получить резисторы с ТКС, равным ±1х10 -6
![]() с
с
14.2.1.2. Переменные проволочные резисторы
Переменные проволочные резисторы разделяют на подстроечные и регулировочные. Если у подстроечных количество циклов перестройки составляет несколько сотен, то у регулировочных оно достигает единиц миллионов и больше.
Конструкции переменных проволочных резисторов и технологии их изготовления описаны в [16—18]
На рис. 14.14 представлена конструкция многооборотного проволочного резистора.
Резистивный плоский элемент 9 расположен в корпусе 5 и закрыт крышкой 1, винт 7 перемещается вдоль резистивного элемента 9, изменяя сопротивление плеч резистора.
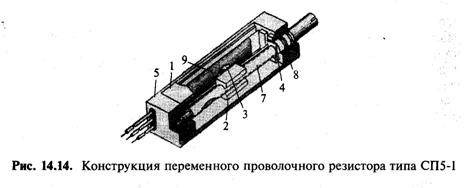
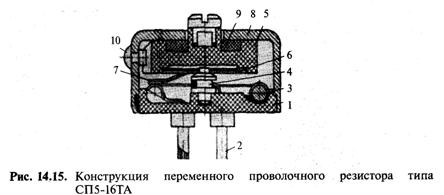
Конструкция резистора однооборотного представлена на рис. 14.15.
В основание 1, армированное выводами 2, вклеиваются резистивный элемент 3 и токосъемник 4, соединенные проводниками с выводами. Держатель 5, диск 6 и контактная пружина 7, жестко связанные между собой, составляют контактный узел. Направляющей для контактного узла внизу служит токосъемник, а вверху — корпус 8. Уплотнительное кольцо 9 служит для герметизации резистора. Упор 10 служит для ограничения поворота контактной пружины.
Технологический процесс изготовления резистивного элемента включает изготовление каркаса, намотку резистивного провода на каркас, пропитку обмотки лаком, термообработку обмотки, зачистку контактной дорожки.
Основным узлом проволочного переменного резистора является резистивный элемент, состоящий из проволоки, намотанной на изоляционный каркас. Скользящий контакт перемещается по предварительно зачищенным (при использовании изолированной проволоки) участкам элемента так, что он касается следующего витка прежде, чем сходит с предыдущего, чтобы не нарушилось контактирование. Требование к резистивной проволоке переменных резисторов аналогичны требованиям к проволоке постоянных, дополнительно проволока должна иметь малое и стабильное во времени контактное сопротивление в паре с материалом скользящего материала. Для низкоомных резисторов используются сплавы благородных металлов — палладия, серебра, золота; для высокоомных — сплавы никеля с хромом (Х15Н60, Х20Н80 и др.)
К регулировочным резисторам относятся резисторы РП, ППБ, ПП и ППЗ-40 — ППЗ-47. Эти резисторы изготавливаются заводом «Контакт» (г. Йошкар-Ола).
Основная ответственность за качество работы резистора ложится на контактную пару. К ней предъявляется ряд требований: малая величина и стабильность контактного сопротивления, высокая износоустойчивость, широкой диапазон удельных, сопротивлений для резистивной проволоки, малая величина термоэлектродвижущей силы между контактирующими элементами, малая величина ТКС для резистивной проволоки и др. Для подстроечных резисторов с сопротивлением до 100 Ом в качестве материала контактов выбирают сплавы палладия и серебра (Pd — 20%, Ag — 80%; Pd — 60%, Ag — 40%), имеющие удельное электрическое сопротивление в десятке доли Ома. Однако эти сплавы по износоустойчивости и стабильности контактного сопротивления хуже, чем контакты из сплава палладий-вольфрам, используемые для регулировочных резисторов. Контактное усиление играет большое значение для характеристик резистора. При контактном усилии 30 Г обеспечивается 10—30 тыс. циклов, при усилии 5—10 Г износостойкость увеличивается до сотен тысяч. Для увеличения износостойкости в резисторах используются смазки типа ЦИА-ТИМ-221 и др.
14.2.2. Керметные резисторы
14.2.2.1. Постоянные керметные резисторы
Керметный плоский резистор представляет собой керамическую пластинку прямоугольной формы с двумя нанесенными по торцам огибающими контактными площадками. Общий вид конструкции керметного чип-резистора для поверхностного монтажа приведен на рис. 14.16.
Размерный ряд чип-резисторов обычно включает следующие серии: 0201, 0402, 0603, 0805, 1206, 1210, 2010, 2512. Геометрические, электрические и эксплуатационные параметры чип-резисторов общего применения приведены в табл. 14.1.
Основной тенденцией развития изделий электронной техники является их миниатюризация, это в полной мере относится и к резисторам. При этом с течением времени спрос на резисторы с большими массо-габаритными характеристиками уменьшается и возрастает спрос на более миниатюрные изделия.
По чип-технологии изготавливаются не только чип-резисторы общего применения, но и резисторы специального назначения. К специальным чип-резисторам относятся прецизионные, низкоомные, сверхнизкоомные, высоковольтные, высокоомные и др.
Стабильность сопротивления прецизионных чип-резисторов находится на уровне 0,5%.
Низкоомные и сверхнизкоомные чип-резисторы обеспечивают сопротивление соответственно в диапазонах 0,05... 1 Ом и 1...5 мОм.
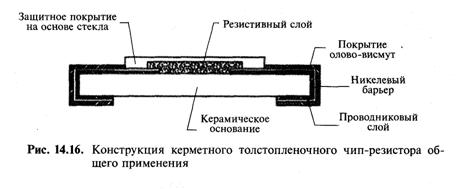
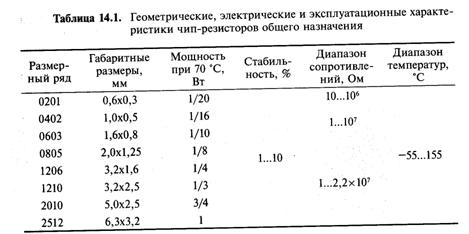
Высоковольтные чип-резисторы обычно перекрывают диапазон сопротивлений 10... 107 Ом, имеют рабочее напряжение до 400 В. Сопротивление высокоомных чип-резисторов достигает 50 ГОм, стабильность сопротивления на уровне 20%.
С использованием керметных резистивных материалов изготавливается широкая гамма дискретных резисторов для объемного монтажа различного назначения. Обычно это специальные изделия: высокоомные и высоковольтные, мощные и сверхмощные, малоиндуктивные и низкоомные устройства. Конструктивное исполнение их также отличается значительным многообразием: выпускаются изделия с радиальными и аксиальными выводами, безвыводные, плоские с механическим креплением
на плате и т. д.
Базовая конструкция цилиндрического дискретного резистора представлена на рис. 14.17. На керамическое основание цилиндрической формы методом трафаретной печати наносится резистивный слой. Заданное значение номинального сопротивления достигается использованием специальных ре-

 зистивных паст и за счет соответствующего рисунка
зистивных паст и за счет соответствующего рисунка
резистивного элемента, обычно имеющего форму
спирали. Спиралевидный вид резистивного элемента обеспечивается трафаретной печатью. Меняя ширину и шаг спирали, можно в широком диапазоне регулировать величину сопротивления резистора.
Электрический контакт резистивного слоя осуществляется с помощью вывода, который приваривается к металлическому колпачку. Колпачки плотно натягивают на торцы керамического основания. Для надежности электрического соединения на боковые края керамического основания в области контакта
с колпачком может быть нанесен дополнительный контактный слои.
Электрическое сопротивление резистивного элемента с выводами на армированных колпачках при необходимости подгоняют к заданной величине. Подгонка осуществляется лазерным или механическим способом.
Сформированный резистивный элемент с помощью защитных покрытий изолируют от воздействий окружающей среды. Применяют защитные покрытия на основе эпоксидных смол, органосиликатных покрытий, стеклянных защитных пленок и т. д.
Наиболее распространенными в настоящее время являются мощные пленарные резисторы с радиатором, обеспечивающие электрическую мощность до 100 Вт. Базовая конструкция такого резистора представлена на рис. 14.18
Этот резистор состоит из отпрессованного корпуса с керметным резистивным слоем внутри. Увеличенный теплоотвод от резистивного элемента обеспечивается металлическим радиатором и мощными выводами. Резистор через отверстие в радиаторе с помощью крепежной оснастки плотно прижимается к электрической плате, что также увеличивает теплоотвод.
Производством мощных резисторов занимаются фирмы Coddack, Ohm-ete и ТТ Electronics.
14.2.2.2. Подстроенные керметные резисторы
Резистивный элемент для подстроечных резисторов обычно имеет или прямоугольную, или подковообразную топологию. Величина номинального сопротивления резистивного элемента подстроечного керметного резистора обеспечивается за счет применения паст различного удельного поверхностного сопротивления. Для подстроечных резисторов используются специальные резистивные пасты, отличающиеся низким и стабильным переходным сопротивлением между резистивным слоем и контактной пружиной, имеющие диапазон удельных поверхностных сопротивлений от 1 до 5х106 Ом/. Внешний вид подстроечного резистора может быть самым разнообразным: от простых прямоугольных и квадратных до цилиндрических и более сложных форм.
По кинематической схеме перемещения контактной пружины относительно резистивного элемента подстроенные керметные резисторы также отличаются большим разнообразием:
• однооборотные с круговым перемещением (рис. 14.19);
• многооборотные с круговым перемещением;
• многооборотные с линейным перемещением.
Реализация данных кинематических схем достигается за счет различных технических решений.
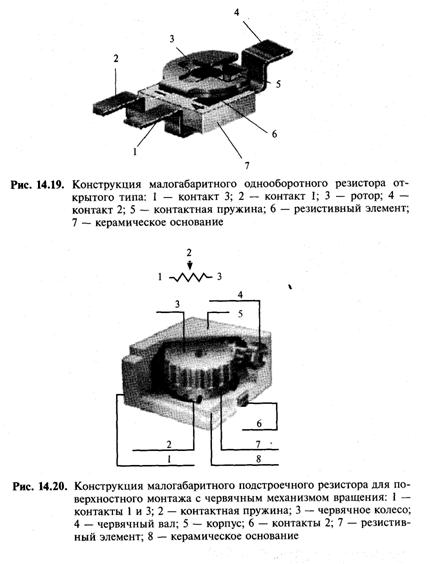
Для обеспечения плавной регулировки в настоящее время используются многооборотные резисторы с различными кинематическими вариантами исполнения.
Таких кинематических схем можно выделить три: >
1) подстроечный резистор кругового вращения с червячным механизмом (рис. 14.20, 14.21);
2) подстроечный резистор кругового вращения с шестеренчатым механизмом (рис. 14.22);
3) подстроечный резистор с прямолинейным перемещением с использованием пары «винт — гайка» (рис. 14.23).
Основные тенденции современного развития подстроечных керметных резисторов, как и других электронных компонентов, состоят в миниатюризации и создании изделий для автоматизированного поверхностного монтажа. Изделия, выпускаемые передовыми зарубежными фирмами, в полной мере удовлетворяют этим требованиям.
Качество контактной пружины определяет эксплуатационные характеристики керметных миниатюрных подстроечных резисторов. В 70—80-е гг. XX века контактные пружины изготавливались с помощью вырубных штампов. Данная технология формообразования контактных пружин не позволяет изготавливать контактные пружины современных резисторов, так как ширина «лапок» контактирования, получаемая с использованием традиционной штамповки, сегодня соизмерима с шириной контактной пружины. В связи с этим для увеличения точек контактирования в миниатюрных резисторах стали использоваться многолапковые пружины, изготавливаемые из проволок на основе контактных сплавов. Диаметр ис-
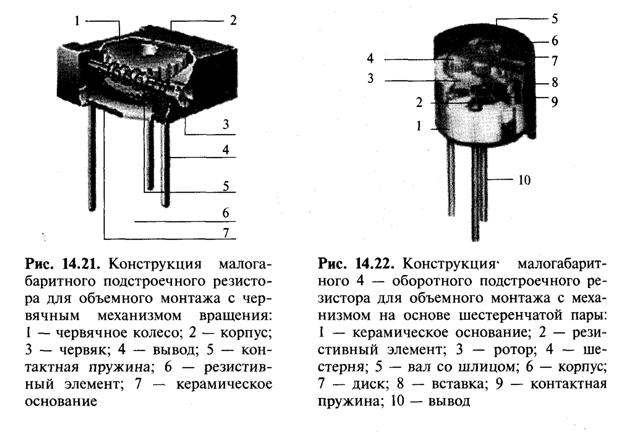
пользуемых проволок составляет 100...200 мкм, что позволяет на базе 1 мм получить 5... 10 независимо перемещающихся контактных «лапок».
Упрощенная конструкция контактной пружины приведена на рис. 14.23,а. Для обеспечения механической целостности контактной пружины используются пластинки жесткости (одна или две), которые с помощью контактной сварки соединяются с пакетом набранных проволок. Данные пластинки — перемычки привариваются к проволокам при формировании полотна, после формообразования контактной пружины на ней остается одна или две пластинки жесткости.
Для изготовления таких многолапковых проволочных пружин используются специальные автоматы. Эти автоматы формируют полотно из контактных проволок и разваривают пластины — перемычки на изготовленное полотно. Формообразование контактных пружин осуществляется с помощью гибочных прецизионных штампов. Технологические пластинки — перемычки в процессе гибки или после ее удаляются. Технология получения проволочных контактных пружин дискретная, что является ее недостатком.
В современных конструкциях переменных резисторов используется так называемая беззазорная контактная пружина на основе тонкой ленты из контактных сплавов (рис. 14.23,5). Технология изготовления беззазорных контактных пружин лишена недостатков технологии многопроволочных контактов. Принципиально данная технология является непрерывной. Лента с изготовленными контактными пружинами может являться технологическим носителем и использоваться в процессе автоматизированной сборки подстроечных резисторов. Конструктивная целостность такой пружины обеспечивается самой пружиной и не требуется дополнительных соединительных элементов и узлов жесткости. Изготовление данных контактных пружин основано на использовании уникального прецизионного оборудования и оснастки, а сама технология является «ноу-хау» фирм изготовителей.
В НИИЭМП, начиная с начала 80-х годов XX века, разработана широкая гамма подстроечных резисторов на основе толстопленочной технологии:
• резисторы открытого типа для поверхностного монтажа типа РШ-75 (SMD серия) с габаритными размерами 4,7x3,9 мм; 5,5x4,8 мм;
• резисторы для объемного монтажа с роторным механизмом вращения, закрытого типа с верхним и торцевым расположением регулировочного винта типа РШ-60 с габаритными размерами 4,7x3,9 мм; 5,5x4,8 мм;
• резисторы для объемного монтажа с роторным механизмом вращения, закрытого типа с верхним расположением регулировочного винта типа СПЗ-44 с габаритными размерами диаметром 5,6 и высотой 4 мм;
• резисторы для объемного монтажа с роторным механизмом вращения открытого типа с верхним и торцевым расположением регулировочного винта типа РШ-61 с габаритными размерами 12,2x10 мм; резисторы для объемного монтажа с червячным механизмом вращения, закрытого типа с верхним и торцевым расположением регулировочного винта типа РШ-85 с габаритными размерами 11,4x10 мм;
• резисторы для объемного монтажа с червячным механизмом вращения, закрытого типа с верхним и торцевым расположением регулировочного винта типа РШ-85 с габаритными размерами 11,4x10 мм;
• резисторы для объемного монтажа с механизмом вращения «винт — гайка» типов РШ-48, РШ-53 с габаритными размерами 12x4 и 28x11 мм, соответственно;
• резисторы для поверхностного монтажа с червячным механизмом вращения, закрытого типа с верхним и торцевым расположением регулировочного винта типа РШ-131 с габаритными размерами х10 мм.
14.2.2.3. Наборы керметных резисторов
Использование наборов резисторов обеспечивает увеличение плотности монтажа по сравнению с дискретными резисторами. В одних и тех же габаритах на резистивной плате может быть сформирована увеличенная их плотность за счет уменьшения соединительных проводниковых и присоединительных элементов между ними и печатной платой. Элементы набора резисторов и их внутренние и наружные соединения формируются в едином технологическом цикле за счет толстопленочной керметной технологии, поэтому значительно повышается их надежность по сравнению с дискретными резисторами. Учитывая единый технологический цикл изготовления наборов резисторов, они имеют незначительный разброс параметров на плате, что особенно важно, когда данные наборы резисторов используются в качестве делителей напряжения или резистивных сеток типа R/2R. Уменьшается количество монтажных операций на печатной плате по сравнению с монтажом дискретных элементов. Не менее маловажным фактором является применение для изготовления наборов резисторов стандартных унифицированных корпусов, что позволяет использовать единое -сборочное и монтажное оборудование, которое применяется для монтажа наиболее массовых изделий электронной техники.
Стоимость наборов резисторов также значительно ниже в пересчете на один дискретный резистивный элемент, так как керметные резисторы
из готавливаются на основе элементов планарной полупроводниковой
технологии, что позволяет автоматизировать и механизировать их процесс
изготовления.
готавливаются на основе элементов планарной полупроводниковой
технологии, что позволяет автоматизировать и механизировать их процесс
изготовления.
Наборы резисторов для поверхностного монтажа отличаются большим разнообразием и делятся на корпусированные изделия и чип-наборы. Базовыми конструкциями корпусиро-ванных наборов резисторов для поверхностного монтажа являются изделия в SOT, SOMC, QSOIC корпусах (рис. 14.24). Отличие данных корпусов друг от друга состоит в некоторых конструктивных особенностях их выводных контактов
Как правило, эти корпуса имеют выводную рамку с 16 контактами. Размеры корпусов
и рассеяния (шаг) между контактами нормируются в соответствии с международными стандартами и типичный шаг между выводами составляет 1,27 мм.
Типичные характеристики наборов керметных резисторов следующие:
• стандартный диапазон сопротивлений — 10...106 Ом;
• диапазон рабочих температур — —55...+125 °С;
• температурный коэффициент сопротивления — ±100х 10-6 1/°С;
• максимальное напряжение — 50 В.
Соединения резисторов в наборах могут быть в виде отдельных резисторов (А), с общим выводом (Б), по схеме делителя напряжения (В) и других вариантов (рис. 14.25).
К поверхностно монтируемым наборам резисторов относятся резисторы с планарно расположенными выводами.
Самыми массовыми керметными наборами резисторов являются чип — наборы резисторов.
Чип-наборы резисторов изготавливаются на керамических платах размерных рядов 0201, 0402, 0603, 0805, 1206, 1210, 2010, 2512. В габаритах размерных рядов 0201, 0402, 0603, 0805 изготавливаются наборы с 2, 4 и 8 резисторами. Наборы больших габаритных размеров, начиная с 1206, обычно содержат 8 или 15 резисторов. Диапазон сопротивлений резисторов в наборе изменяется от 10 до 106 Ом, по специальным требованиям могут изготавливаться низкоомные наборы резисторов с сопротивлением до 10...20 мОм. Стандартная стабильность сопротивления резисторов в наборе 2...5%.
Традиционно наборы резисторов для объемного монтажа выпускаются в SIP или DIP корпусах.
Практически все резистивные компоненты выпускаются в блистерленте, что обеспечивает их автоматизированную сборку в процессе изготовления плат для электронных приборов.
14.2.3. Металлофольговые резисторы и наборы резисторов
Первые отечественные металлофольговые резисторы разработал Уман-цев B.C. [13, 14]. Назывались они печатными и сразу нашли широкое применение в измерительных приборах. Ф. Зандман запатентовал метод соединения металлической фольги и керамической подложки, разработал и организовал и производство большого количества металлофольговых резисторов по технологии, названной Bulk Ме1ал Foil (BMF), в своей всемирно известной фирме Vishay США. В рекламной статье [15] приводятся сравнительные данные параметров фольговых, тонко- и толстопленочных резисторов, по которым ТКС фольгофых резисторов достигает 0,05 х10 -6, что лучше ТКС тонкопленочных в 100 раз, а толстопленочных — в 2000 раз; временная стабильность сопротивления лучше в 50 и 800 раз, точность изготовления — в 50 и 1000 раз, соответственно.
В общем виде металлофольговый резистор представляет собой резистив-ный элемент — тонкую металлургическую фольгу толщиной 2—10 мкм,

приклеенную к диэлектрическому основанию (обычно это керамика). Методом фотолитографии формируется специальная топология резистивного элемента, обеспечивающая получение заданного значения номинального сопротивления. Резистивный элемент герметизируется в металлическом или опрессованном корпусе для исключения влияния внешнего воздействия на параметры резисторов. Подключение резисторов в схему осуществляется с помощью мощных электрических выводов, которые обеспечивают дополнительный теплоотвод. Для уменьшения механических воздействий на электрические характеристики резистивный элемент помещается в специальную демпфирующую силиконовую оболочку (рис. 14.26).
Достижение высоких эксплуатационных характеристик этих резисторов и, прежде всего, низкого температурного коэффициента сопротивления (ТКС), обеспечивается за счет принципа термокомпенсации, который связан с тензорезистивным эффектом, возникающим в системе резистивный материал — подложка из-за различия их температурных коэффициентов линейного расширения (ТКЛР).
Температурные зависимости металлофольговых резисторов фирмы Vi-shay на основе различных сплавов с различными значениями ТКС приведены на рис. 14.27 резистивная отечественная фольга из сплава НМ23ХЮ имеет ТКСр на уровне минус 2,5х10 -8 °С -2, что обеспечивает в отечественных резисторах, например, в резисторах типа Р2-67, минимальный ТКС ±2,5х10 -6 0С-1 в рабочем диапазоне температур —60...125 °С.
Обеспечение высокой временной стабильности при воздействии условий эксплуатации резистора достигается за счет использования прецизионных металлических резистивных сплавов в виде резистивной микронной фольги, так и за счет различных режимов старения и термоэлектротрени-ровки, которые приводят структуру резистивного материала и сложную гетерогенную конструкцию резистора в квазистабильное состояние.
Отличительной характерной особенностью металлофольговых резисторов является возможность сколь угодно точной подгонки номинального
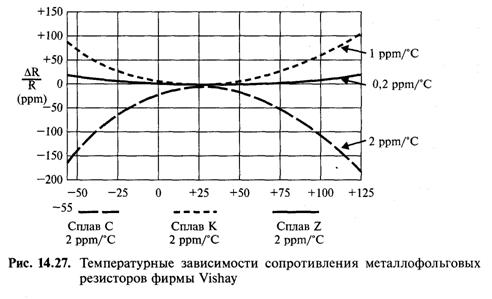
сопротивления. Точность подгонки номинального сопротивления метал-лофольговых резисторов практически определяется уровнем метрологического обеспечения.
Возможность получения заданной величины номинального сопротивления обеспечивается специфической топологической схемой резистивного элемента, которая содержит как основные, грубые подгоночные секции, так и дополнительные тонкие подгоночные секции, которые позволяют осуществлять подгонку резистора от нескольких процентов до тысячных долей процента. Подгонка осуществляется методом отсечения секций, в результате секция исключается из процесса проводимости. Такая топологическая схема позволяет осуществлять подгонку как в процессе изготовления резисторов, так и непосредственно на печатной плате при использовании чип-резисторов.
Металлофольговые резисторы имеют самый низкий уровень токовых шумов по сравнению с другими резисторами, низкое значение термоЭДС по отношению к меди и практические постоянное значение коэффициента напряжения.
Все перечисленные достоинства позволяют на основе данной технологии разрабатывать уникальные резисторы и резисторные компоненты, которые невозможно реализовать, используя другие технологии.
В России единственным предприятием, которое владеет технологией производства и выпускает металлофольговые резисторы, является НИИЭМП. По величине температурного коэффициента сопротивления отечественные резисторы находятся на уровне резисторов фирмы Vishay из сплава С и уступают резисторам из сплавов К и Z. По временной стабильности сопротивления отечественные резисторы типа Р2-67 находятся на уровне лучших резисторов фирмы Vishay. Достижение суперстабильности обеспечивается за счет специальных технологических приемов их изготовления.
14.2.3.1. Постоянные металлофольговые резисторы
С использованием металофольговой технологии изготавливаются постоянные суперпрецизионные резисторы различного конструктивного исполнения. Для автоматизированного поверхностного монтажа используются металлофольговые чип-резисторы, габаритные размеры которых соответствуют чип-резисторам серий 1206 и 1506.
Характеристики металлофольговых чип-резисторов серии 1206 и 1506 следующие:
- диапазон номинальных сопротивлений 10... 4х104 Ом;
- температурный коэффициент сопротивления ±(2...5)х 10 -6 0С-1 (максимальный) в диапазоне температур минус —55—+125 °С;
- стабильность сопротивления при номинальной электрической нагрузке ±(0,25...0,01)%.
К классу чип-резисторов относятся и металлофольговые датчики тока для автоматизированного монтажа.
Уровень параметров датчиков тока следующий:
• диапазон сопротивлений 2...200 мОм;
• температурный коэффициент сопротивления +15x10 -6 0С-1 в диапазоне температур минус —55—+125 "С;
• стабильность сопротивления при номинальной электрической нагрузке 0,1%.
Сопротивление суперпрецизионных резисторов обычно не превышает 150 кОм, а по особому заказу может достигать величины 300 кОм.
Для исключения влияния подводящих проводов и соединительных линий на величину сопротивления металлофольгового датчика тока, сопротивление которого обычно не превышает 100...500 Ом, в изделиях реализуется четырехвыводная схема: два токовых и два потенциальных вывода.
Мощность металлофольговых датчиков тока достигает 10 Вт при температурном коэффициенте сопротивления ±2х10 -6 0С-1 в температурном интервале —55—+125 0С и временной стабильности сопротивления до +0,01% при температуре 25 °С и номинальной электрической мощности.
14.2.3.2. Металлофольговые наборы резисторов
Элементы набора резисторов и их внутренние и наружные соединения формируются в едином технологическом цикле, они имеют исчезающий малый разброс параметров в наборе, это особенно важно, когда они используются в качестве делителей напряжения или резистивных сеток типа R/2R. Если абсолютное значение температурного коэффициента сопротивления резисторов обычно составляет ±(0,2...2)х10 -6 0С-1 , то температурный коэффициент отношения обычно при этом не превышает ±(0,05...0,1)х10 -6 0С-1 (т. е. изменения меньше одного ppm).
С использованием металофольговой технологии изготавливаются уникальные наборы резисторов с различными схемными решениями соединения резисторов в наборе, в частности делители напряжения для входных и выходных цепей, резистивные сетки типа R/2R в цифроаналоговых и аналогоцифровых гибридных интегральных микросхемах и т. д.
Наборы металлофольговых резисторов изготавливаются в различных конструктивных исполнениях. Это чип-резисторы и чип-наборы, в том числе и в корпусах типа SON, корпусированные наборы для поверхностного монтажа в корпусах типа SOT и другие. Для объемного монтажа выпускаются наборы резисторов в корпусах типа SIP, DIP и корпусах на «ножках», используемых при производстве полупроводниковых микросхем.
14.2.4. Тонкопленочные резисторы и наборы резисторов
Тонкопленочные резисторы (ТПР) прочно удерживают свою нишу рынка в производстве резисторов и в целом радиокомпонентов благодаря своим высоким электрическим и эксплуатационным характеристикам и совместимостью с конструктивным исполнением и технологией монтажа полупроводниковых микросхем. Они отвечают растущим требованиям рынка на пассивные компоненты с более жесткими техническими условиями эксплуатации, особенно в сфере цифровой техники, высокочастотной аппаратуры и цифро-аналогового преобразования сигналов.
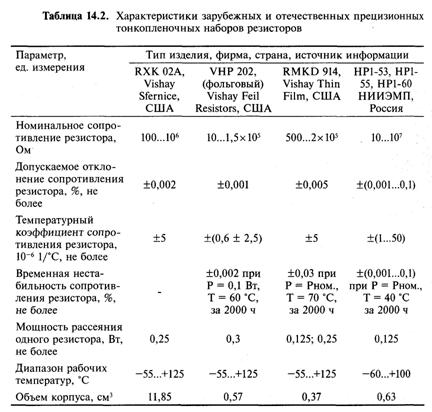
Тонкопленочные резисторы нельзя отнести к резисторам широкого применения из-за достаточно высокой стоимости, обусловленной высокими затратами в производстве и производство сосредоточенно в основном на ограниченном количестве высокооснащенных фирм, занимающих обычно ведущее место в производстве резистивных компонентов в целом. Среди зарубежных к ним следует отнести Vishay, Bourns Corporation, (США), Yageo, (Тайвань). На отечественном рынке доминирующее положение занимают ФГУП «НИИЭМП», г. Пенза по корпусным тонкопленочным резисторам и наборам резисторов и ОАО «ОКБ <<Икар» и ОАО «Резистор-НН», г. Н.-Новгород по дискретным и чип-резисторам.
В табл. 14.2 представлены лучшие параметры корпусных, а в табл. 14.3 бескорпусных ТПР и их наборов, выпускаемых зарубежными и отечественными фирмами.
Для сравнения приведены лучшие параметры зарубежных фольговых резисторов, которые обладают наиболее высокими из достигнутых в резисторостроении электрическими параметрами. Как можно заметить,
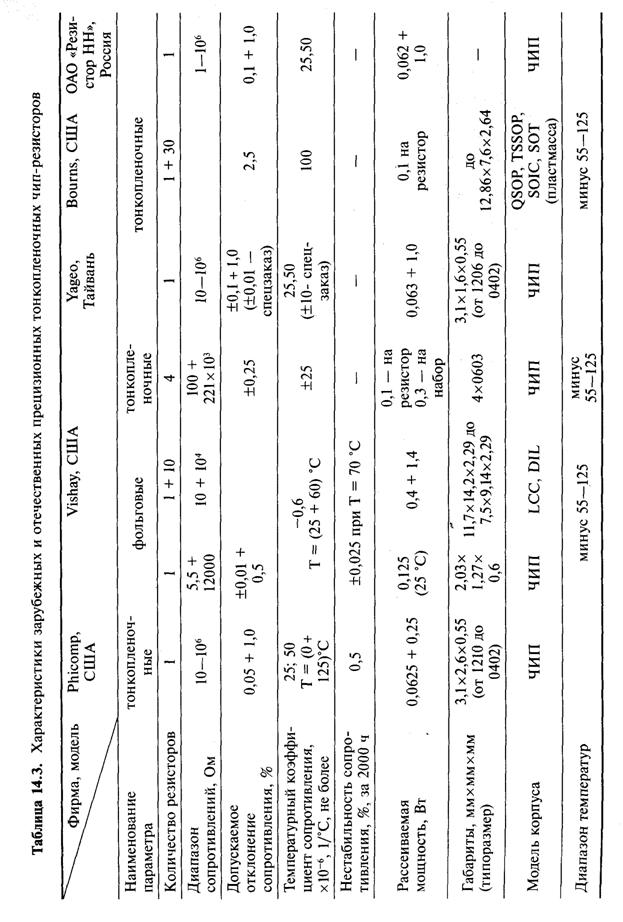
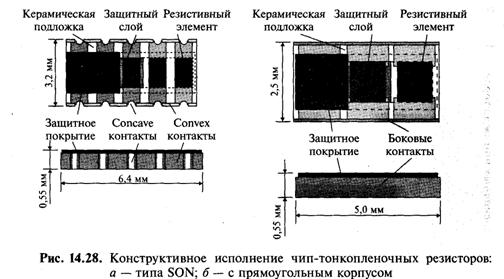
отечественная тонкопленочная технология корпусированных изделий показывает временную и температурную стабильность сопротивления, сравнимую со значениями зарубежных изделий. Следует отметить, что тонкопленочные резисторы обладают малыми токовыми шумами — 0,01— 0,05 мкВ/В, что приближает их по этому параметру к фольговым и проволочным резисторам.
Тонкопленочные резисторы изготавливаются методом вакуумного осаждения, термическим, ионно-плазменным или каким-либо другим способом резистивного и контактного материала на диэлектрическую подложку.
Конструктивно чип-тонкопленочные резисторы выполняются по подобию толстопленочных (рис. 14.28), в исполнении типа SON и в исполнении с прямоугольной подложкой и стандартными размерами — 0201, 0402, 0603, 0805, 1206, 1210, 2512. Корпусные ТПР выполняются в большинстве случаев в DIP, SIP, SOUC, SOT, LCC, QCC и других пластмассовых (рис. 14.29, а), металлостеклянных и металлокерамических корпусах (рис. 14.29, б, в, г) различного конструктивного исполнения, различным расположением выводов и их конструкций, шагом выводов. Следуя тенденции микроминиатюризации, тонкопленочные резисторы выполняются также в безвыводных корпусах, в корпусах с выводами в виде «крыла чайки», у-образными и другими формами выводов. Как правило, шаг выводов составляет 0,5; 0,625; 1,0; 1,25 мм. — для корпусов с пленарным расположением выводов и 2,5 мм. — для корпусов со штырьковым расположением выводов для отечественных и 0,5; 0,635; 1,27- и 2,54 мм для зарубежных изделий.
Для поверхностного монтажа для особостабильных ТПР в последнее время используются QLCC, DLCC, SLCC — безвыводные металлокерами-ческие корпуса с прогрессивными concave (скругленные углубления) контактами (рис. 14.29, г). ТПР особо высокой точности выполняются только в металлостеклянных или металлокерамических полых корпусах, обла-

дающих высокой герметичностью (рис. 14.29, б, в, г). Тип корпуса обычно выбирается в зависимости от требований к стойкости и внешним воздействующим факторам (ВВФ) и требованиям к электрическим параметрам. Пластмассовые корпуса обычно дешевы, но с их применением сложно обеспечить высокие требования по электрическим параметрам и стойкости, особенно к климатическим факторам. Металлостеклянные и особенно металл окерамические корпуса дороги, но они обеспечивают максимальную стойкость ко всем ВВФ и возможность получения наивысших результатов по электрическим характеристикам — точности, временной и температур-
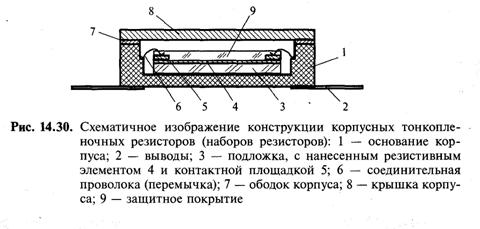
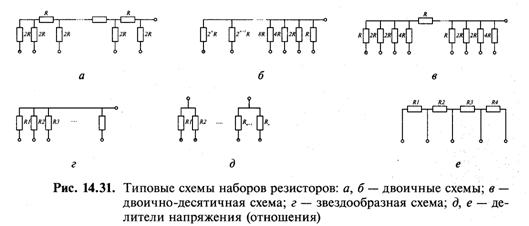
ной стабильности, наработке. Основные составляющие конструкции ТПР изображены схематично на (рис. 14.30).
Сопротивление выводов и токопроводящих перемычек, соединяющих вывода корпуса (или контактные площадки корпуса) с контактными площадками ТПР, имеют конечное сопротивление и ухудшают параметры самого резистора, особенно низкоомных. Для исключения их влияния обычно используют 4-выводную схему включения ТПР с двумя токовыми и двумя потенциальными выводами (резистор Кельвина).
Необходимо отметить, что в корпусном исполнении, как правило, изготавливается группа или набор резисторов. Схемотехнические исполнения резисторов в резисторных наборах могут быть самыми разнообразными: двоичные (рис. 14.31, а, б) и двоично-десятичные резистивные сетки (рис. 14.31, в), «звездообразные» схемы (рис. 14.31, г), делители напряжения или схемы отношения (рис. 14.31, д, ё). Для обеспечения выходных характеристик наборов резисторов требуется высокоточное взаимное согласование входящих в схему резисторов по ТКС и временной стабильности сопротивления.
Отличительной особенностью ТПР и схем на их основе является сочетание высоких электрических параметров с микроминиатюрным исполнением. Эти требования находятся в некотором противоречии, поскольку одним из основным параметров любого резистора является мощность рассеяния, приводящая к джоулевому нагреву, а микроминиатюризация увеличивает удельную мощность рассеяния и тем самым джоулевый нагрев. При этом из-за наличия температурного коэффициента сопротивления появляется дополнительное отклонение сопротивления ТПР.
В настоящее время только тонкопленочные резисторы обеспечивают возможность создания в малом объеме высокоточных интегрированных функциональных резистивных схем с большим количеством резисторов и широким диапазоном сопротивлений.
В заключение следует отметить задачи, стоящие перед резистивной отраслью промышленности. Они сводятся к разработке и освоению в производстве новых изделий с повышенными удельными характеристиками, с высокой точностью сопротивления, низким ТКС, высокой стабильностью, повышенной эксплуатационной надежностью, расширенным диапазоном сопротивлений, большим (150 тыс. ч и выше) сроком службы, резисторов и наборов резисторов со специальными характеристиками. Эти задачи могут быть выполнены при создании новых материалов — резистивных, проводящих и покровных паст, проволок и фолы микронных размеров, конструкционных материалов, керамических плат и корпусов и др.
Литература
[I] Бочкарев Б. А. Вопросы технологии изготовления тонкослойных непроволочных сопротивлений, изд. Московские дома научно-технической пропаганды им. Ф. Э. Дзержинского, М., 1958.
[2] Гальперин Б. С. Непроволочное сопротивление, М., Госэнергоиздат,
1958.
[3] Мартюшов К. И., Зайцев Ю.В. Резисторы. М., «Энергия», 1966 г. [4] Зайцев Ю.В. Переменные резисторы. М., «Энергия», 1974. [5] Гребенкина В. Г. и др. Объемные резисторы. Киев: Наукова думка,
1976. [6] Мартюшов К. И. и др. Прецизионные непроволочные резисторы. М.,
«Энергия», 1979. [7] Недорезов В. Г. Керметные толстопленочные резистивные материалы.
Пенза ГУ, Инф.-изд. Центр, 2002.
[8] Недорезов В. Г. Технология керметных резистивных структур и компоненты на их основе. Пенза, НИИ ПГУ, 2005.
[9] Искаков Б. М., Недорезов В. Г. Резистивные материалы: нихромы и керметы. Алматы, 2006. [10] Недорезов В. Г. Резисторы и резистивные компоненты // Электронные
компоненты. № 4. 2005. С. 29—31.
[11] Недорезов В. Г. Подстроечные керметные резисторы. Ч. 2 // Электронные компоненты. № 6. 2005. С. 132—134.
[12] Недорезов В. Г. Наборы керметных резисторов. Ч. 3 // Электронные компоненты. № 9. 2005. С. 118—121.
[13] Уманцев B.C. Печатное сопротивление. А.с. №201529. Бюл. изобр., 1967. № 18.
[14] Прецизионные печатные и тонкопленочные резисторы / Тез. докладов конференции по технологии приборостроения (май, 1972) Кишинев, 1972.
[15] Б. Ключников, К. Калаев // Электронные компоненты. № 2, 2007.
[16] Зайцев Ю. В. Переменные резисторы. М., Энергия. 1974.
[17] Мартюшов К.И., Зайцев Ю.В. Резисторы. М., «Энергия». 1966.
[18] Иванов Д. М., Стальбовский В. В., Четвертков И. И. Переменные резисторы. М., «Радио и связь», 1981.
[19] М.Т. Железное и др. Проволочные резисторы. М., «Энергия», 1970.