Глава 4. Строительство волоконно-оптических
линий связи
4.1. Прокладка волоконно-оптических линий связи
4.1.1. Организация строительства ВОЛС
Строительство линейных сооружений ВОЛС начинается с проектирования и завершается приемо-сдаточными испытаниями. После этого сеть или линию сдают в эксплуатацию. В дальнейшем сеть может изменяться или расширяться.
План строительных работ составляют на основании изучения проектно-сметной документации, исследования на местности трасс и условий работ, районов размещения узловых и оконечных пунктов (ОП), обслуживаемых и необслуживаемых регенерационных пунктов (ОРП, НРП), а также расположения и состояния дорог, складов линейных и строительных материалов, выбора способа строительства на сложных участках трассы (горы, болота, водные преграды и т.д.). Должны быть подготовлены необходимые строительные механизмы, автотранспорт, измерительное оборудование, решены вопросы размещения строительно-монтажных подразделений и организации служебной связи.
На подготовительном этапе к строительству выполняют входной контроль ОК и группирование строительных длин. Входной контроль заключается в общем осмотре всех барабанов с ОК, простейшем просвечивании ОВ и измерении их оптических параметров. Осмотр ведется на кабельной площадке, а измерения - в сухих отапливаемых помещениях, имеющих достаточное освещение и возможность подключения приборов. При входном контроле проверяют соответствие строительных длин и параметров передачи паспортным данным.
Группирование строительных длин проводится из соображений прокладки на одном регенерационном участке ОК одной конструкции с одним типом ОВ и защитного покрытия, изготовленных одним заводом. Исключение - случаи соединения ОК разных типов для подводных и воздушных переходов. При группировании строительных длин одномодовых ОК дополнительно учитываются параметры передачи: затухания отдельных строительных длин складываются арифметически, а дисперсии - алгебраически, т.е. с учетом знака. Законы сложения параметров передачи строительных длин многомодовых ОВ имеют сложный характер, что вызывает значительные трудности при их практической реализации.
По результатам группирования строительных длин ОК по всем регенерационным участкам составляют укладочную ведомость. Кабель развозят по трассе и приступают к его прокладке.
Методы прокладки ОК. Общие требования
Специфические особенности ОК привели к тому, что их прокладку могут выполнять не только традиционными методами и оборудованием, которые применяют для электрических кабелей аналогичного назначения, но и принципиально новыми методами, которые уже сейчас или в ближайшей перспективе способны резко сократить сроки строительно-монтажных работ и снизить их стоимость.
Нечувствительность ОК к электромагнитным влияниям и ударам молний позволяет прокладывать их в таких местах и условиях, где использование электрических кабелей невозможно, например, совместно с линиями электропередачи (ЛЭП) или силовыми электрическими кабелями.
Малые габариты, масса и большая гибкость позволяют разместить на одном барабане непрерывный ОК большой длины. Значительное увеличение строительной длины особенно важно потому, что малое затухание ОВ делает неразъемные соединители ОВ основным источником потерь линейного тракта.
При строительстве линейных сооружений ВОЛС применяют следующие методы прокладки ОК:
- непосредственно в грунте;
- в специальных защитных пластмассовых трубках;
- в кабельной канализации;
- под водой;
- воздушная подвеска.
Выбор метода прокладки зависит от многих факторов. В некоторых случаях выбор достаточно очевиден, например, когда кабели прокладывают непосредственно в грунте или внутри помещений. Иногда экономичнее прокладывать ОК по мосту, чем под водой.
Выбор между воздушной и подземной прокладками зависит от рельефа местности, категории грунта и даже плотности населения. При выборе подземного варианта необходимо решать вопрос, прокладывать ли ОК непосредственно в грунте или в защитных пластмассовых трубках и т.д.
Очень важно, чтобы при любом методе прокладки предусматривалась дополнительная длина ОК на обоих концах участка, на котором проводят измерения и сращивание. Запас по длине должен быть достаточным для того, чтобы можно было выполнять повторные соединения в муфтах.
4.1.2. Прокладка оптических кабелей в канализации
Общие требования к прокладке ОК
В общих чертах технология прокладки ОК та же, что и для электрических кабелей связи. Специфика прокладки ОК определяется более низким уровнем допускаемой к ним механической нагрузки, поскольку от нес зависит затухание ОВ. Кроме того, нагрузка, превышающая допустимый уровень, может сразу привести либо к разрыву волокна, либо к дефектам ОВ (микротрещины и т. п.), которые позднее в процессе эксплуатации кабеля за счет действия механизма усталостного разрушения ОВ также приведут к его повреждению.
Особенно чувствительны ОВ к механическим нагрузкам при низких температурах.
Для сокращения числа соединений и соответственно потерь на сростках используются большие строительные длины ОК., что создает при их прокладке дополнительные нагрузки. Чтобы уровень нагрузки не превышал допустимый, необходимо принимать дополнительные меры и использовать специальное оборудование.
В частности, нормативно-технической документацией не допускается прокладка ОК при температуре ниже -10° С, предусматриваются непрерывный контроль продольных нагрузок на ОК, а также меры, ограничивающие механические нагрузки на ОК в процессе его прокладки и обеспечивающие защиту в процессе эксплуатации.
Прокладка ОК в кабельной канализации
Прокладка ОК в кабельной канализации ведется как традиционным методом протаскивания, который используется для электрических кабелей, так и методом задувки.
При протаскивании используются управляемые лебедки, тросы и направляющие устройства. Лебедки всегда оборудуются устройствами, которые ограничивают усилие протаскивания или даже останавливают работу, когда нагрузка, которой подвергается ОК, приближается к опасному уровню.
Направляющие устройства ограничивают изгиб ОК. Как правило, целесообразным считается минимальный радиус изгиба, примерно в 12 раз превышающий диаметр кабеля. Однако при прокладывании с натяжением рекомендуется удваивать это соотношение.
При подготовке кабельной канализации особое внимание уделяется смазке канала, поскольку трение оказывает очень вредное влияние на оболочку ОК.
При прокладке больших строительных длин, а также на сложных участках трассы со множеством поворотов применяют различные методы разделения продольной нагрузки.
Самый простой и наиболее распространенный из них известен как «метод восьмерки», когда прокладка ОК с одного барабана ведется в две стороны. При этом барабан устанавливается у колодца, находящегося примерно посередине участка. Сначала ОК протаскивается с барабана в одну сторону, а затем остаток ОК равномерно сматывается с барабана, укладывается на земле в виде восьмерки и протаскивается в противоположную сторону. Этот метод требует наличия необходимого места для размещения ОК и защиты его от загрязнения.
Более сложный метод разделения продольной нагрузки связан с использованием на промежуточных пунктах специальных кабельных лебедок. ОК прокладывают непосредственно с барабана в одну сторону, а максимальная нагрузка на кабель зависит от расстояния между промежуточными пунктами. Однако при проведении работ необходимо хорошее согласование концевой и промежуточных лебедок.
Прокладка ОК в кабельной канализации методом задувки может осуществляться как непосредственно в канале, так и в полиэтиленовых трубках, предварительно заложенных в канал. когда сначала вдуваются (или протаскиваются) полиэтиленовые трубки, а уже в них прокладывается ОК. Такой вариант обычно применяется в тех случаях, когда канал уже занят другим кабелем, и непосредственная прокладка может привести к заклиниванию ОК.
4.1.3. Прокладка ОК в специальных защитных пластмассовых трубках
Прокладка ОК в предварительно проложенных защитных пластмассовых трубках (ЗПТ) нашла широкое применение во всем мире. Этот способ наиболее полно использует преимущества ОК и весьма эффективен при прокладке магистральных и зоновых ВОЛС.
Предварительное создание междугородной кабельной канализации удлиняет строительный сезон и сокращает сроки строительства благодаря возможности прокладки трубок на трудных и стесненных участках трасс, в населенных пунктах, в зимний период Эффективно решаются многие вопросы эксплуатации, аварийно-восстановительных работ и особенно последующей модернизации и развития телекоммуникационной сети.
Использование защитных пластмассовых трубок позволяет в свою очередь использовать легкие небронированные ОК, строительная длина которых достигает 6 км и более.
Для сооружения трубопроводов обычно применяют трубки hj полиэтилена или из поливинилхлорида. Наружный диаметр выпускаемых трубок 25...63 мм.
Для уменьшения трения оболочки ОК при прокладке внутренняя поверхность трубок покрыта твердой смазкой, срок службы которой не меньше срока службы трубки. Длина выпускаемых трубок от 600 до 4000 м. Их наматывают на барабан и обычно прокладывают бестраншейным способом или в подготовленную траншей при температуре окружающей среды от -10 до +50 °С. При монтаже трубок используются пластмассовые и металлические соединительные муфты, а также переходные и компенсирующие температурное изменение длины муфты.
Прокладку ОК в трубках осуществляют двумя способами: протаскиванием (или проталкиванием) и задувкой (пневмопрокладка в проложенные ЗПТ).
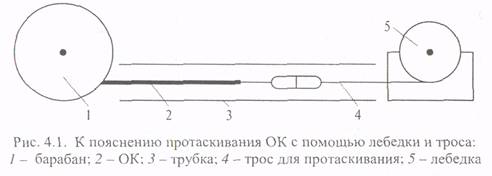
Протаскивание OK
Протаскивание в трубке обычно осуществляется с помощью лебедки и троса (рис. 4.1). В большинстве случаев трос прокладывают с помощью плотно пригнанной по размерам трубки тележки-поводка, которая приводится в движение сжатым воздухом. Иногда трос заранее прокладывается в трубке.
Трение между ОК и трубкой вызывает увеличение усилия протаскивания, особенно возрастающее на поворотах и изгибах траектории.
Это усилие ограничивает длину, которая может быть проложена за одно протаскивание. Контроль за усилием на лебедке позволяет максимальное усилие на ОК поддерживать ниже определенного предела.
Пневмопрокладка (задувка)
Одной из возможностей распределения усилий вдоль кабеля является применение метода задувки, который первоначально был разработан для легких и гибких городских ОК, а в последнее время стал широко применяться для прокладки ОК на магистральных и зоновых ВОЛС (рис. 4.2).
При методе задувки в трубку вдоль ОК с помощью обычного компрессора нагнетается высокоскоростной поток воздуха, и на кабель начинает действовать распределенная сила. Появление этой силы вызвано тяговым усилием вязкого, перемещающегося с большой скоростью воздуха. Сила пропорциональна диаметрам кабеля и трубки, а также величине избыточного давления сжатого воздуха. Суммарное по длине ОК усилие задувки по величине на порядок меньше усилия протаскивания, что уменьшает опасность повреждения ОК и позволяет существенно облегчить его конструкцию за счет силовых и армирующих элементов.

Тем не менее, монтажные длины ОК за одну процедуру задувки в большинстве случаев сравнимы с монтажными длинами при протаскивании, а на извилистых трассах даже превышают их. Последнее обстоятельство, а именно слабая зависимость результатов использования метода от степени искривления траектории трубки, чрезвычайно упрощает распределение кабельных колодцев по трассе.
Значительное повышение эффективности метода задувки может быть достигнуто дополнительным протаскиванием или проталкиванием.
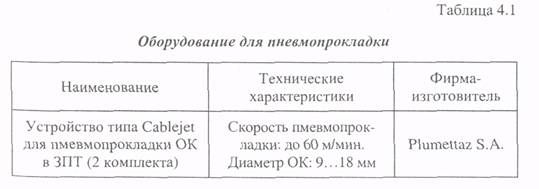
В табл. 4.1 приведен перечень оборудования для пневмопрокладки ОК в три секции ЗПТ (максимальное количество секций труб).

Пневмопрокладка ОК в микротрубки
Технология прокладки ОК в ЗПТ получила свое дальнейшее развитие с созданием миниатюрных ОК (диаметром несколько миллиметров), пневмопрокладка которых обеспечивается в микротрубки диаметром от 7 до 12 мм. Данная технология предназначена для прокладки миниатюрных ОК на городских, локальных и внутриобъектовых сетях связи. При этом предварительно осуществляется ввод микротрубок в ЗПТ, а затем по мере необходимости в них производится пневмопрокладка миниатюрных ОК. Оборудование для пневмопрокладки OK в микротрубки аналогично аппаратуре для пневмопрокладки (Ж в ЗПТ, однако при этом используются менее мощные компрессоры и малогабаритные устройства подачи кабелей типа Microjet.
4.1.4. Прокладка ОК в грунт Условия производства работ
Прокладка кабеля в грунт производится при температуре окружающего воздуха не ниже -10° С. Кабель прокладывают в грунтах всех категорий, кроме подверженных мерзлотным деформациям, в воде при пересечении неглубоких болот, несудоходных и несплавных рек со спокойным течением (с обязательным заглублением). Способы прокладки ОК через болота и водные преграды должны определяться отдельными проектными решениями.
Возможные два способа прокладки ОК в грунт: ручной в ранее отрытую траншею или бестраншейный с помощью ножевых кабелеукладчиков. Кроме того, ОК может прокладываться с применением защитного трубопровода. При этом различают два способа. При первом способе сначала в грунт укладывается защитный трубопровод (полиэтиленовая труба с внешним диаметром до 34 мм), а затем в него затягивается ОК. Второй способ - это прокладка защитного трубопровода с заранее уложенным в него ОК.
Трассовая прокладка кабелей связи является сложным процессом в техническом и организационном плане. Этот процесс еще более усложняется для ОК, имеющих большие строительные длины. Он требует от линейного персонала тщательного изучения местности и условий трассы, четкой и продуманной подготовительной работы, технологически обоснованного проекта производства работ и строгой исполнительской дисциплины. Особое внимание уделяется выбору трассы, способов и средств прокладки ОК на каждом участке трассы. Для обеспечения безопасности прокладки и минимальной вероятности его замены в будущем необходимо учитывать такие факторы, как топографическая карта местности, типы грунтов, возможность доступа к кабелю при любых погодных условиях, простота выполнения возможного ремонта, удаление трассы кабеля от подземных коммуникаций и т. д.
Прокладка ОК в траншею
Производственные процессы при прокладке кабеля в открытую траншею трудоемки, малопроизводительны и могут легко контролироваться в ходе строительно-монтажных работ. Максимальное внимание должно быть обращено на ограничение минимального радиуса изгиба ОК. Для этого размотку кабеля, а при ручном способе прокладки переноску и укладку его в траншею проводят без перегибов. Не допускаются волочение кабеля по поверхности земли и размотка барабана кабелем.
Качество прокладки ОК зависит также от подготовки для него грунтовой или песчаной постели и соответственно его засыпки. Поэтому в ряде случаев перед прокладкой кабеля в траншею его предварительно обертывают защитным материалом.
Размотка кабеля при прокладке его в открытую траншею должна, как правило, осуществляться с помощью механизмов. Если позволяют условия трассы, для этой цели используют барабан, установленный в специально оборудованном кузове автомашины или на кабельном транспорте, передвигающемся по трассе вдоль траншеи. Кабель опускается сразу в траншею или на се бровку. Скорость движения автомашины не должна превышать 1 км/ч.
Расстояние от колес до края траншеи должно быть не менее 1,25 глубины траншеи. В случае если условия местности не позволяют использовать технику, прокладка производится с выноской вручную всей строительной длины кабеля, который укладывается вдоль траншеи, а затем опускается в нее.
При этом барабан с кабелем устанавливают в начале участка прокладки на неподвижной основе. При недостаточном количестве рабочих допускается осуществлять прокладку способом «петли»: конец кабеля оставляют у барабана в начале участка прокладки и размотку ведут с верха барабана петлей, нижнюю часть которой по мере продвижения рабочих укладывают непосредственно в траншею или на землю у траншеи. По мере выкладки нижней части петли на землю освобождающиеся рабочие переходят к барабану и подхватывают новый участок кабеля. Расстояние между соседними рабочими должно быть таким, чтобы кабель не волочился по земле. До половины строительной длины кабеля петля удлиняется, а затем укорачивается по мере продвижения к концу. В результате весь кабель оказывается вытянутым в одну линию.
При наличии на трассе различных пересечений кабель прокладывают способом «петли», протягивая ее в предварительно проложенной под препятствием полиэтиленовой трубе.
После прокладки кабеля в траншею производят фиксацию его трассы в технической документации и засыпку траншеи с помощью траншеезасыпщиков, бульдозерами, а в стесненных местах -вручную.
Механизированная прокладка кабельных линий связи
Строительство магистральных и внутризоновых ВОЛС характеризуется большой протяженностью, различными климатическими, почвенно-грунтовыми и топографическими условиями. Прокладку ОК осуществляют комплексные механизированные колонны, в состав которых входят строительные машины и механизмы общестроительного назначения (тракторы, бульдозеры, экскаваторы и др.), а также специальные машины и механизмы для прокладки кабеля (кабелеукладчики, тяговые лебедки, пропорщики грунта, машины для прокола грунта под препятствиями и др.).
Бестраншейный способ прокладки кабеля с помощью кабелсук-ладчика благодаря высокой производительности и эффективности является основным. Он широко применяется на трассах с различными рельефами местности и разными грунтами. С помощью ножевого кабелеукладчика в грунте прорезается узкая щель, и кабель укладывается на ее дно на заданную глубину залегания (0,9...1,2 м). При этом на кабель действуют механические нагрузки. Кабель на пути от барабана до выхода из кабеленаправляющей кассеты подвергается воздействию продольного растяжения, поперечного сжатия и изгиба, а в случаях применения вибрационных кабелеуклад-чиков - вибрационному воздействию. В зависимости от рельефа местности и характера грунтов, конструкции и технического состояния кабелеукладчиков, а также режимов его работы механические нагрузки на кабель могут изменяться в широких пределах.
Машины и механизмы для механизированной прокладки кабелей в ЗПТ производятся и зарубежными компаниями, но отечественное оборудование в большей степени приспособлено к тяжелым условиям кабельных трасс в России и заметно дешевле импортного.
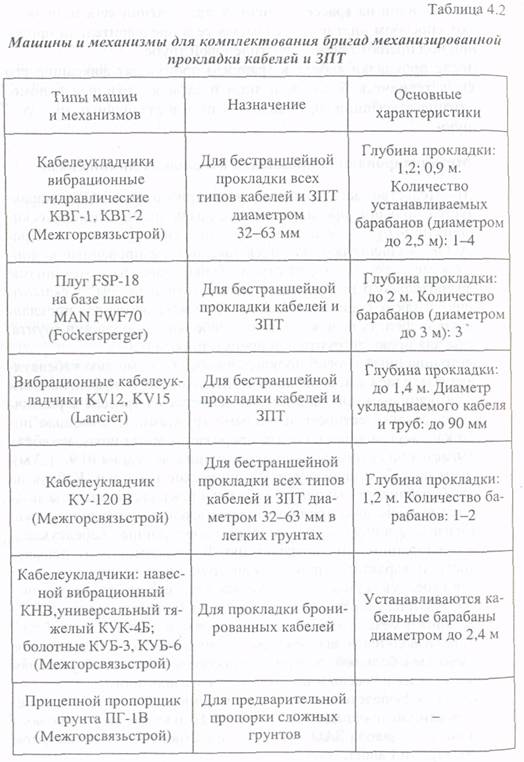
В табл. 4.2 представлен перечень машин и механизмов для механизированной прокладки кабелей и ЗПТ российского Опытного механического завода ЗАО «Межгорсвязьстрой» и немецких фирм Fockersperger и Lander.

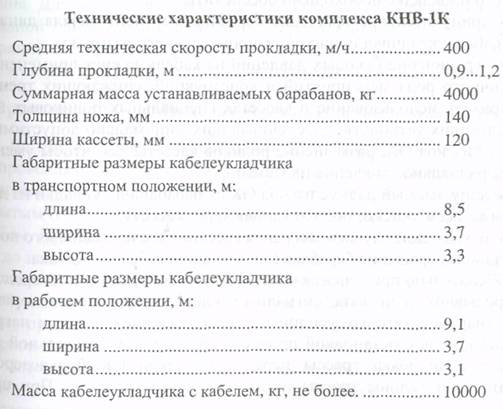
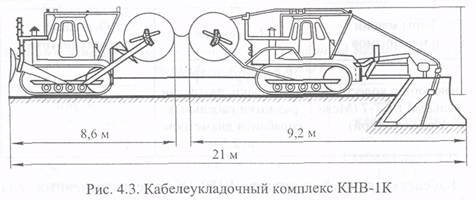
Кабелеукладочный комплекс КНВ-1К, предназначенный для работы на трассах любой протяженности, а так же для работы в стесненных условиях, населенных пунктах, вблизи дорог, в лесу. Комплекс состоит из навесного вибрационного кабелеукладчика КНВ-1К и специально оборудованного бульдозера (рис. 4.3). При прокладке кабеля обе машины соединяются тяговым канатом. Спецоборудование бульдозера состоит из бульдозерного отвала, П-образной коробчатого сечения рамы на поперечной балке которой установлены две пары вилочных захватов для погрузки, разгрузки и установки барабанов. Ниже приведены основные технические характеристики комплекса КНВ-1К.
При прокладке OK кабелеукладчиком недопустимым является;: вращение барабана под действием натяжений кабеля, возникающих при движении кабелеукладчика по трассе. Особенно опасны рывки кабеля. Крайне неблагоприятным для кабеля может быть момент начала движения (трогания) кабелеукладчика, при котором не исключается разгон вращения барабана под действием натяжения кабеля. Рывки кабеля могут иметь место при прокладке в сложных грунтах, наличии препятствий в грунте, на трассе и т. п.
Для предотвращения превышения допустимых нагрузок на ОК при его прокладке необходимо обеспечить:
• принудительное вращение барабана в момент начала движения кабелеукладчика и синхронизированную его размотку;
• ограничение боковых давлений на кабель за счет применения различного рода мероприятий и конструкций, снижающих трение (например, использование в кассетах специальных роликовых направляющих устройств, обеспечивающих минимально допустимый радиус изгиба ОК; размещение роликов кассеты так, чтобы уменьшить радиальное давление на кабель);
• допускаемый радиус изгиба ОК от барабана до укладки из дна щели на всем участке подачи кабеля через кассету;
• исключение случаев засорения кассеты кабелеукладочного ножа и остановок вращения барабана при движении кабелеукладчика.
Желательно применение соответствующих технических средств непрерывного контроля, сигнализирующих о достижении пороговых значений тяговых усилий и ограничивающих режимы нагружения кабеля с остановкой процесса прокладки. Обязательной является планировка трассы перед прокладкой ОК бульдозером. Подъемы и уклоны трассы не должны превышать 30°. При прокладке ОК в сложных грунтах обязательно должна применяться предварительная пропорка грунта. Цель предварительной пропорки – обнаружение скрытых препятствий, которые могли бы повредить кабель.
При обнаружении таких препятствий грунт на этих участках разрабатывается с помощью бурильных и взрывных работ, машин и механизмов для разработки траншей и т.п.
Способы прокладки кабеля в грунте должны чередоваться на трассе в зависимости от условий прокладки. Для выбора способа прокладки может потребоваться исследование грунта. Перед началом работ необходимо проверить подготовку трассы. За проведением всех строительных работ должен осуществляться постоянный контроль, так как в случае наличия ошибок в проекте или при плохой подготовке трасс строительному персоналу трудно исправить эти ошибки непосредственно в полевых условиях.
Прокладку кабеля рекомендуется выполнять под постоянным оптическим контролем. Контроль осуществляется по результатам измерения затухания ОВ кабеля с помощью оптического тестера, оптического рефлектометра или других аналогичных средств измерения. Для обеспечения постоянного оптического контроля строительной длины ОК освобождают закрепленный на щеке барабана верхний и нижний концы кабеля, разделывают их и подготавливают к сварке шлейфа на оптических волокнах.
Прокладка ОК на переходах через подземные коммуникации
На пересечениях с шоссейными, железными дорогами, продуктопроводами и другими коммуникациями ОК затягивают в асбоцементные или пластмассовые трубы, которые прокладываются закрытым (горизонтальным проколом, бурением) или открытым способом. Прокладка труб под препятствиями, как правило, проводится до начала прокладки кабеля в районе пересечения. При этом необходимо отдавать предпочтение таким способам, при которых не требуется разрезать ОК. При подходе кабелеукладчика к подземному препятствию ОК сматывают с барабана и укладывают восьмеркой.
Затем протягивают кабель под. препятствием в заготовленную трубу, снова наматывают на барабан, заряжают в кассету и продолжают прокладку.
Если под подземным препятствием труба не прокладывается, то проложить ОК без разрезания можно следующим способом. Под препятствием откапывают котлован, барабан с ОК снимают с кабелеукладчика и, освободив кабель от разборной кассеты, устанавливают на козлы перед препятствием. Кабелеукладчик перемещают за препятствие, опускают нож в котлован, заправляют предварительно протянутый под препятствием ОК в кассету и продолжают прокладку. Для предохранения кабеля от перегибов под препятствием устанавливают кабельное колено или ролики. При этом необходимо обеспечивать свободную подачу кабеля с барабана, установленного на козлах, и подтяжку кабеля, проходящего по поверхности земли.
Для сокращения трудоемкости работ рекомендуется в местах пересечения использовать укороченные строительные длины ОК, так называемые короткомеры, которые по согласованию с заказчиком могут поставляться в небольшом количестве с кабельных заводов.
Прокладка ОК через водные преграды
В данном разделе подводная прокладка рассматривается как часть или отрезок подземной прокладки, когда приходится пересекать реки, ручьи, болота, озера, искусственные водоемы, каналы. По действующим нормам прокладка кабеля связи через судоходные реки, сплавные и несудоходные реки глубиной до 3 м проводится с минимальным заглублением до 1 м. Без заглубления прокладка допускается при глубине водоемов более 8 м по согласованию с организациями, эксплуатирующими водоем. Заглубление кабеля в дно оросительного канала и арыка является обязательным. Практически целесообразность заглубления кабеля и его величина определяются проектом.
Указанные требования распространяются также на ОК связи и соответственно на способы и приемы производства прокладочных работ: укладку кабелей с буксирных или самоходных судов, понтонов, барж в подводные траншеи
Для такой прокладки используются ОК с металлическими упрочняющими элементами и металлическими оболочками. Эти кабели более герметичны, и их механические характеристики позволяют использовать традиционные технические средства прокладки. В процессе прокладки подводных кабелей вертикальный угол кабеля, когда он сходит с горизонтальной плоскости плавсредства, во избежание чрезмерного натяжения должен быть в пределах 30...60°. При этом чем больше глубина подводной прокладки, тем больше этот угол.
Кабелеукладчики рекомендуется применять только на мелководье, так как на больших глубинах невозможно проконтролировать процесс прокладки кабеля.
Опыт прокладки традиционных электрических кабелей связи через горные и сплавные реки показывает, что существующая технология (устройство вантовых переходов, значительное заглубление в дно рек с проведением дополнительных мер защиты) применима лишь для высокопрочных конструкций ОК.
Прокладка ОК без металлических элементов через отдельные водные преграды вызывает определенные трудности. Например, не исключается возможность всплывания кабеля при небольших перемещениях донных грунтов. При сильном течении кабель находится под дополнительной нагрузкой и нужно контролировать, чтобы уровень этой нагрузки не превысил допустимый. Поэтому прокладку кабеля рекомендуется выполнять с применением укладки защитного трубопровода и его заглублением в дно. Полиэтиленовые трубки, а на опасных участках стальные трубы могут прокладываться (как подземный кабель) на глубине до 1,2 м. Преимуществом применения трубок является то, что при встрече с неожиданным препятствием (даже при пропорке грунта) возможные повреждения ограничиваются трубкой, а не кабелем.
При прокладке магистральных ОК первичной сети на переходах через внутренние водные пути - судоходные и сплавные реки, водохранилища - осуществляется резервирование кабельного перехода путем прокладки кабелей по двум створам (верхнему и нижнему), расположенным на расстоянии не менее 300 м друг от друга. При наличии на трассе мостов автомобильных дорог общегосударственного и республиканского значения допускается прокладка одного из кабелей по мосту. При этом в основном и резервном кабелях включается по 50% ОВ.
При невозможности бестраншейной прокладки ОК кабелеукладчиками кабели на переходах через водные преграды прокладываются в предварительно разработанные подводные траншеи. Траншеи разрабатываются техническими средствами специализирующихся на подводных работах организаций. На судоходных реках подводные траншеи в русле при глубине до 0,8 м можно разрабатывать экскаваторами. При больших глубинах экскаваторы необходимо устанавливать на понтонах, перемещаемых по створу перехода с помощью тросов лебедками.
Весьма эффективным и простым средством разработки траншей для прокладки ОК в несвязных и малосвязных грунтах являются гидромониторы, с помощью которых размывается грунт. Гидромониторы используются для размывания, траншей глубиной до 2 м на водных преградах глубиной 8... 12 м обслуживаются водолазами.
Разработанные на заданную глубину подводные траншеи должны приниматься по акту комиссией. Акт приемки готовой траншеи является единственным документом, разрешающим прокладку кабелей на водных переходах.
Прокладка ОК на размываемых берегах, имеющих уклон более 30°, на подъемах и спусках должна производиться вручную зигзагообразно (змейкой) с отклонением от оси направления прокладки на 1,5 м на участке длиной 5 м. При прокладке ОК на крутых берегах и в скальных грунтах вырубают штробу. В скальных грунтах кабель прокладывают на песчаной подушке с толщиной верхнего и нижнего слоев не менее 15 см.
Для избежания повреждений подводных ОК зона выполнения подводных кабельных переходов ограждается на судоходных водных путях предостерегающими створными знаками судоходной обстановки - «Подводный переход». Эти створные знаки (створные столбы) устанавливаются на обоих берегах в 100 м выше и ниже по течению от места расположения кабельного перехода. Они должны быть хорошо видны с судов, иметь на своих вершинах диски диаметром 1,2 м, на которых изображается перечеркнутый полосой якорь.
4.1.5. Подвеска оптических кабелей
Требования к сооружениям и технологии подвески ОК на несущих тросах по столбам и стоечным опорам на крышах зданий, а также к самонесущим кабелям не отличаются от требований для электрических кабелей связи.
Варианты подвески ОК имеют ряд достоинств по сравнению с другими способами строительства:
- отсутствие необходимости отвода земель и согласований с заинтересованными организациями;
- уменьшение сроков строительства;
- уменьшение объема возможных повреждений в районах городской застройки и промышленных зонах;
- снижение капитальных и эксплуатационных затрат в районах с тяжелыми грунтами.
Подвеска ОК производится на уже установленные опоры и не требует тщательной предварительной подготовки трассы прокладки, поэтому более технологична и проще, чем укладка в грунт.
Особенностью применения ОК для подвески на опорах является его способность к упругому продольному растяжению до 1,5% без возникновения нагрузок в оптических волокнах. В настоящее время используются следующие технологии подвески ОК на опорах различных телекоммуникационных и электрических сетей:
- подвеска самонесущего ОК;
- подвеска ОК со встроенным тросом;
- подвеска кабеля с креплением к внешним несущим элементам;
- подвеска грозотроса со встроенным ОК;
- навивка ОК на фазные провода.
Широко используется подвеска ОК на опорах линий электропередач различного напряжения, опорах контактной сети и автоблокировки железнодорожного транспорта, а также опорах осветительной сети, опорах силовых сетей наземного электрического транспорта и другим опорам.
Для строительства ВОЛС методом подвески кабеля на опорах высоковольтных ЛЭП и железнодорожного транспорта используется только диэлектрический самонесущий ОК, который во время эксплуатации испытывает значительные колебания температуры, скорости ветра, осадков и вибраций, накладывающих определенные ограничения на технологию подвески. Одним из главных является принцип ограничения механических воздействий на саму оболочку, растяжения ОК. сдавливающих нагрузок и углов поворота трассы.
Технология подвески ОК должна обеспечить сохранность тонкого покрытия оболочки кабеля от повреждений при протяжке. Эти повреждения вызваны трением о различные предметы, расположенные вдоль трассы. Поврежденная внешняя защитная оболочка кабеля становится источником и местом сосредоточенной нагрузки при гололеде, повышенной влажности и ветловой нагрузке. Если же пои этом имеются еще и загрязнения оболочки, то под воздействием лучей солнца может возникать нагрев загрязненных участков оболочки до температур: на которые кабель не рассчитан, что может привести к его быстрому старению.
Увеличенный угол поворота трассы кабеля, может привести к деформации сердечника ОК, что может вызвать остаточное напряжение в волокнах. Поэтому не допустимы углы поворота трассы более чем 30° при нормальных силах тяжения.
Ведение строительных работ по подвеске ОК осуществляется при температуре не ниже -10°С. Только в исключительных случаях допускается проведение работ при температуре ниже -10°С, при этом необходимо соблюдать все меры предосторожности. Подвести с максимально возможной скоростью, поддерживать обогрев кабельного барабана.
Одним из наиболее важных моментов при подвеске ОК является правильный выбор технологического оборудования, используемого при строительстве ВОЛС. Стандартный комплект технологического оборудования включает:
- лебедку с регулируемой силой тяжения;
- кабельный домкрат с тормозным устройством;
- диэлектрический трос (трос-лидер);
- специальные барабаны;
- кабельные чулки (транзитные и концевые);
- компенсатор вращения;
- набор больших и малых монтажных роликов;
- динамометр.
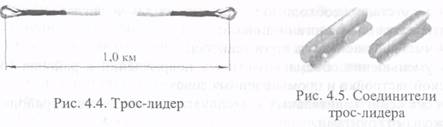
В качестве трос-лидера, применяемого при подвеске ОК, используют специальный диэлектрический канатик сложной конструкции, имеющий высокую прочность, малый коэффициент растяжения и низкий коэффициент кручения (рис. 4.4). Поверхность канатика имеет полиуретановое покрытие, что обеспечивает его изноносостойкость. Стандартная длина трос-лидера - 1 км или 500 м, что позволяет при помощи специальных соединителей (рис. 4.5) комплектовать его в соответствии со строительными длинами кабеля. При этом длина трос-лидера должна на одну стандартную длину превышать строительную длину волоконно-оптического кабеля, размотка должна осуществлятся с помощью барабанов (рис. 4.6). Для соединения стандартных длин троса-лидера используются соединители.
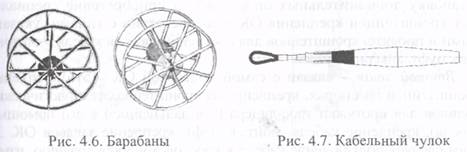
Соединение ОК с тросом-лидером осуществляется с помощью кабельного чулка (рис. 4.7).
Для защиты ОК от нагрузок вращения, возникающих при размотке, которые могут привести к его разрыву, используют специальные компенсаторы вращения - вертлюги, которые включаются между кабельным чулком и тросом-лидером.
Для подвески самонссущего ОК широко применяются ролики двух типов: малые, с внешним диаметром 200 мм и внутренним -138 мм, для подвески ОК на прямолинейных участках, и большие, с внешним диаметром 676 мм и внутренним - 604 мм, для прохождения трассы через повороты, превышающие 20 от прямолинейного хода трассы подвески.
Эти технологические ролики должны иметь низкий коэффициент трения, обладать конструкцией, обеспечивающей легкую их установку (и снятие) на кронштейны, установленные на опоры. Они также должны обеспечить надежную защиту оптического кабеля от заклинивания в теле ролика и защиту от торможения ролика в случае касания его элементов крепления.
Оптический кабель может подвешиваться на опорах при условии, что их несущая способность достаточна, чтобы выдержать все дополнительные нагрузки, связанные с подвескойкой ОК, а расположение ОК не будет препятствовать нормальному техническому обслуживанию линии, на которой он подвешивается.
Современная технология подвески ОК состоит из двух разнесенных во времени этапов.
Первый этап - подготовительный, включающий в себя общие строительные работы, замену дефектных и поврежденных опор, установку дополнительных опор, заказ и приобретение специальных кронштейнов крепления ОК в соответствии с типами, указанными в проекте, кронштейнов для крепления запасов кабеля и оптических муфт, анкерных узлов.
Второй этап – связан с самой подвеской ОК - это крепление кронштейнов на опорах, крепление на кронштейнах технологических роликов для протяжки трос-лидера (а в дальнейшем с его помощью кабеля), крепление кабеля, монтаж муфт, крепление запасов ОК. За этим следует подключение кабеля к кроссовому оборудованию, измерения и паспортизация пассивной части ВОЛС.
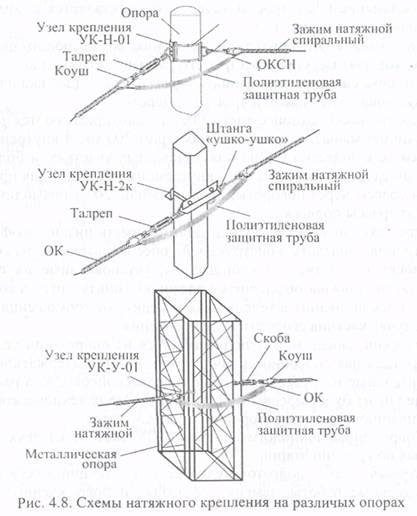
Все работы по подвеске ОК на опорах выполняются в соответствии с действующими правилами, нормами и техническими условиями заложенными в проектах (рис. 4.8).

Перед непосредственной раскаткой ОК на опорах устанавливаются кронштейны для крепления натяжных и поддерживающих зажимов (рис. 4.9).
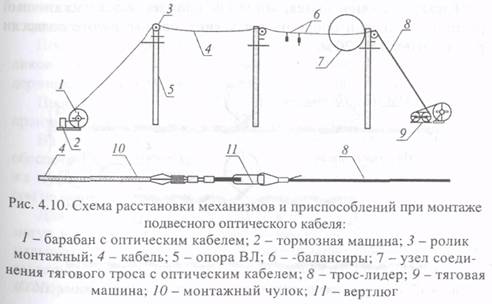
Конструкция кронштейнов и способы их крепления на опорах зависят от типа опор, рабочих нагрузок в процессе эксплуатации и определяются в процессе проектирования. Пример показан на рис. 4.10.
Арматура указанного типа применяется на опорах городского электрифицирование транспорта, осветительной сети, ЛЭП до 35 кВ и т.п. На установленные кронштейны подвешиваются монтажные (раскаточные) ролики. В граничных опорах монтируемого участка, на угловых опорах с поворотом более 10°, а также на высоких угловых опорах с суммой углов больше 10° устанавливаются ролики диаметром не менее 600 мм. На угловых опорах с углом поворота более 30° устанавливаются сдвоенные ролики.
Лебедка и барабан с ОК устанавливаются на минимальном расстоянии от граничных опор участка, равном тройной высоте от земли до места подвески раскаточного ролика, крепятся и заземляются.
Трос-лидер разматывается с барабана лебедки, на каждой опоре пропускается через желоба раскаточных роликов и соединяется с кабелем на барабане с помощью кабельного чулка. Между кабельным чулком и тросом-лидером устанавливается компенсатор кручения.
Раскатка ОК производится путем наматывания троса-лидера на барабан лебедки, при этом прохождение места соединения троса-лидера, с ОК по монтируемому участку должно постоянно контролироваться.
Раскатка заканчивается, когда ОК пройдет через раскаточный ролик на концевой опоре на расстояние, равное высоте подвески ролика, плюс 15... 20 м.

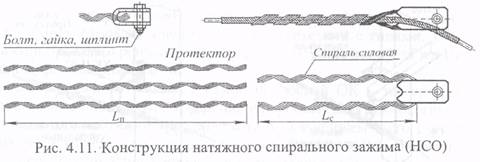
После раскатки на опоре, около которой расположен барабан с ОК, кабель закрепляется с помощью натяжного зажима (рис. 4.11).
Путем натяжения кабеля задастся определенная проектом стрела провеса ОК в пролетах, и кабель крепится к другой граничной опоре монтируемого участка с помощью натяжного зажима. Стрела провеса ОК не должна выходить за 5%-ный допуск в большую или меньшую сторону от проектного задания. Для обеспечения возможности ее регулировки один из натяжных зажимов крепится к кронштейну с помощью талрепа.
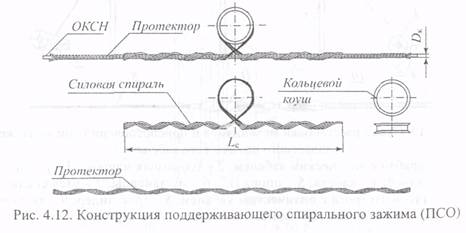
После закрепления ОК на концевых опорах он снимается с роликов и крепится в поддерживающих зажимах. Конструкция поддерживающего спирального зажима показана (рис. 4.12).
Перекладка ОК с роликов в поддерживающие зажимы должна производиться не позднее 48 ч после его раскатки.
На граничных опорах участков кабель спускается с опор, для обеспечения возможности монтажа оптических муфт. После монтажа муфт свободные длины кабелей сворачиваются в бухты радиусом не менее 20 диаметров ОК.
Для закрепления оптической муфты и бухты кабеля на опоре могут использоваться различные специальные конструкции. Оптимальным, для исключения несанкционированного доступа и защиты, является размещение муфты и запаса кабеля в шкафу, закрепленном на опоре (рис. 4.13).
При строительстве ВОЛС методом подвески на опоры высоковольтных линий напряжением 110 кВ и выше, кроме рассмотренного способа применяют:
Неметаллический (диэлектрический) кабель малого диаметра, который с помощью специальных механизмов наматывается с определенным шагом намотки на фазный провод или на грозотрос; этот метод строительства применяют на ВЛ 110 кВ и выше.
Навивка оптического кабеля на фазный провод практически исключает его обледенение, которое так же, как и вибрации на пролетах между опорами из-за ветровых нагрузок, является основной причиной обрыва воздушных проводов. Достигается это благодаря разогреванию обвитой вокруг провода влагозащитной полиэтиленовой оболочки оптического кабеля под действием электромагнитного поля ЛЭП (примерно на 1°С при напряжении поля 10 кВ/м). Кроме того, увеличение турбулентности воздушных потоков, обтекающих систему «Оптический кабель - провод ЛЭП» на 40 - 60% снижает уровень вибрации. В настоящее время разработана такая технология навивки ОК на несущий провод, которая обеспечивает сохранность оптического кабеля при обрыве несущего. Это достигается навивкой оптического кабеля до середины пролета в одну сторону, а затем в другую.
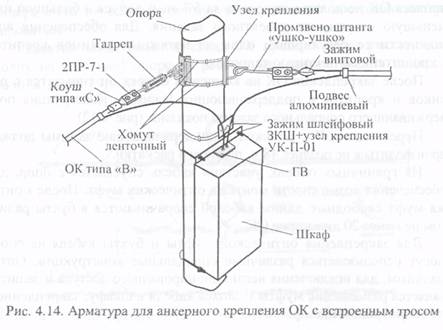

Специально сконструированный грозотрос со встроенным в сердцевину специальным кабелем (рис. 4.14). Он, как правило, используется для замены существующего грозотроса или при реконструкции высоковольтной линии или при временном отключении ее от нагрузки, даже в режиме ее нормального функционирования преопределенных условиях. Этот способ подвески используется на существующих ВЛ 110 кВ и выше.
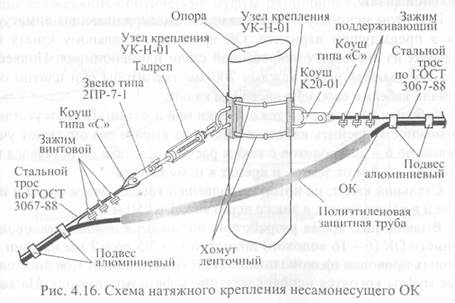
Для строительства ВОЛС местных сетей связи широко используется подвеска ОК с встроенным тросом (рис. 4.15) (внешним силовым элементом - ВСЭ) или подвеска кабеля скреплением к внешним несущим элементам (например, стальному канату). В обоих случаях используются те же кронштейны. устанавливаемые на опорах, что и при подвеске самонесущего ОК (рис. 4.16).
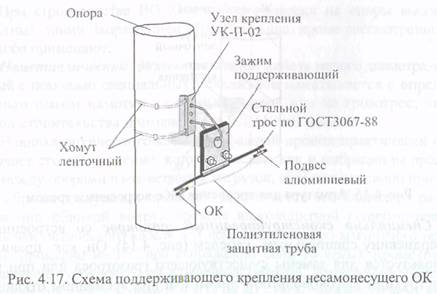
При подвеске ОК с ВСЭ анкерные и поддерживающие зажимы имеют другое конструктивное исполнение, обеспечивающее крепление и натяжение ОК (рис. 4.17).
При строительстве ВОЛС методом подвески ОК к внешнему стальному канату в первую очередь подвешивается и натягивается стальной канат.
При этом используется натяжная и поддерживающая арматура как в предыдущем варианте. ОК крепится к стальному канату на подвесах из листовой оцинкованной стали или алюминия. Подвесы устанавливаются через каждые 700 мм так, чтобы они плотно обжимали кабель и свободно висели на канате.
Кабель к канату крепится с вышки или лестниц. При отсутствии возможности крепить кабель к канату на высоте его опускают участками по 6 - 10 пролетов с таким расчетом, чтобы он оставался на высоте 1 - 1.5 м от земли, и крепят к нему кабель.
Стальной канат, на котором подвешен кабель, заземляется в начале и в конце линии, а также через каждые 250 м.
В настоящее время разработана технология навивки маловолоконного ОК (6 - 16 волокон! диаметром от 3.5 до 6,2 мм на один из фазных проводов низковольтных ЛЭП 6. 10 и 33 кВ. Соединительные муфты крепятся непосредственно к фазному проводу. На концах линии и в местах ответвления кабеля устанавливаются сводные изоляторы. Снижение стоимости монтажа достигается за счет следующих факторов:
- себестоимость производства тонкого, маловолоконного ОК, имеющего более простую структуру армирующих элементов, ниже чем у других кабелей такой же жильности;
- использование существующей инфраструктуры ЛЭП в качестве «кабельной канализации» облегчает проход препятствий;
- малая масса кабеля и навивочного оборудования позволяет обойтись ручным трудом и средствами малой механизации;
- добавки к ветровым и гололедным нагрузкам на опоры ЛЭП невелики, что позволяет не проводить работы по их усилению.
Преимуществами ВОЛС, построенных указанным способом, также являются:
- высокая надежность, практически совпадающая с надежностью ЛЭП;
- высокая скорость прокладки (несколько километров в день);
- высокая степень защиты от вандализма, так как все элементы находятся под напряжением.
После подвески строительных длин ОК производятся измерения затухания оптических волокон и оценивается их соответствие паспортным данным. Протоколы измерений представляются в Исполнительной документации по окончании строительства ВОЛС.
Для соединения оптических волокон подвешенных строительных длин применяются оптические муфты различной конструкции отечественного и иностранного производств.

4.1.6. Прочие методы прокладки оптических кабелей Прокладка кабеля внутри зданий
Для прокладки внутри зданий и объектов используют ОК различных конструкций. Их характерные особенности: неметаллические, без гидрофобного заполнения, легко монтируются в стесненных условиях, оболочка должна препятствовать распространению огня.
Одно и двухволоконные ОК обычно прокладывают вручную с соблюдением необходимых радиусов изгиба.
При горизонтальной прокладке, как правило, настилается фальшпол. Чтобы закрепить кабель непосредственно на стене, применяются крепежные планки и скобы. Часто кабели укладывают на стойках или в желобах.
Многоволоконные ОК прокладывают по готовым закладным устройствам, подобно электрическим кабелям связи. Однако в последнее время более широкое применение находит метод задувки ОК в заранее проложенные пластмассовые трубки.
Прокладка кабеля в системах дренажа
Несомненный практический интерес представляет зарубежный метод прокладки ОК в системах дренажа, когда кабель передвигается потоком жидкости. Его преимуществом по сравнению с методом задувки является факт существенного уменьшения трения, (4.19).

Это происходит потому, что кабель может частично плыть в жидкости.
Перед началом ввода оптического кабеля и его затяжки по всей длине трассы подготавливают смотровые колодцы. В каждом колодце устанавливают кабельные плечи и петли.
После чего с начального колодца в конечный пропускают кабельный замок, который под напором воды проходит по каналу. Возле дальнего колодца размещается катушка с оптическим кабелем конец которого крепится к замку. Затем происходит затяжка кабеля по всей длине трассы.
Прокладка ОК без вскрытия асфальтового покрытия
Не так давно нашел свое применение метод прокладки кабеля без вскрытия асфальтового покрытия. Он основан на том, что кабель укладывается непосредственно в асфальтовое покрытие, таким образом происходит экономия времени и денежных затрат на произведение работ.
Работы производятся в несколько этапов:
- резка асфальтового полотна;
- укладка кабеля;
- заделывание кабельного шва.
Подготовка асфальтового полотна начинается с разметки прохождения пути кабельной «канавки». После чего, машиной для резки асфальтового полотна, делается надрез глубиной 6-8 см, который промывается струей воды.
В подготовленную «канавку» укладывают оптический кабель, непосредственно разматывая его с кабельной катушки.
Заделку кабельного шва начинают с укладки металлического стержня, с помощью которого производится доступ к кабелю, в случае его повреждения. Далее прокладывают слой «Hold -down», после чего шов заливают битумом.
Для муфты в асфальте высверливают специальное отверстие. После монтажа кабеля муфту устанавливают в отверстие и фиксируют.
Данный метод позволяет производить прокладку одного километра оптического кабеля за день.
Удаление защитного покрытия
Как правило, оптические волокна, подвергающиеся сварке, имеют наружное защитное покрытие из различных эпоксиакрилатных лаков. Диаметр покрытия 250 мкм.
Наиболее известный метод удаления покрытия - механический. Первоначально было распространено удаление лаков при помощи лезвия, толщиной 0,3 мм, но данный способ приводил к появлению различных микротрещин на поверхности оболочки волокна и, как следствие, вызывал уменьшение надежности соединения.
В настоящее время для этой цели (снятия защитной оболочки) используются специальные инструменты - стрипперы. Они наносят минимальные повреждения волокну, и надежность соединения при их использовании очень высока.
Компания Furukawa разработала и производит термостриппер S-218 для организации сварных соединений (рис. 4.21) высокой прочности (20 Н).
Защитное покрытие удаляется за счет термического нагрева. Устройство может быть применено для ОВ любого диаметра. При диаметре защитного покрытия ОВ до 990 мкм обычно пользуются для его удаления стрипперами типа No-Nik или Corning (рис. 4.22).
Каждый производитель ОВ указывает усилие, необходимое для снятия защитного покрытия волокна, обычно это 3,0 Н.
Иногда используется метод удаления защитного покрытия при помощи химических растворителей Растворитель (например, ацетон) подогревался до температуры +50°С и в него на 1 мин погружали конец оптического волокна. Защитная оболочка за время выдержки полностью растворялась в растворителе. В настоящее время этот метод не применяется из-за сложности и опасности применения.


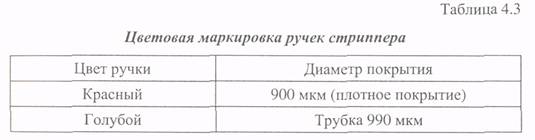
Необходимо отметить, что стрипперы типа No-Nik имеют цветовую маркировку в зависимости от диаметра покрытия, которое необходимо удалить. Цветовая маркировка приведена в табл. 4.3.
Скол торца оптического волокна
Скалывание ОВ необходимо для получения чистой и ровной поверхности торцов для сваривания. Поверхность скола должна быть перпендикулярна к оси волокна с погрешностью менее одного градуса. Для скалывания ОВ немного растягивают и изгибают, а затем прикасаются к нему алмазным резцом. При этом волокно мягко скалывается в точке касания. Все это делается при помощи специального инструмента. Длина очищенного от покрытий и сколотого конца ОВ составляет 8...16 мм.
В тех случаях, когда не требуются минимальные показатели потерь в местах стыков, например при строительстве локальных компьютерных сетей можно использовать механические скалыватели (рис. 4.23).
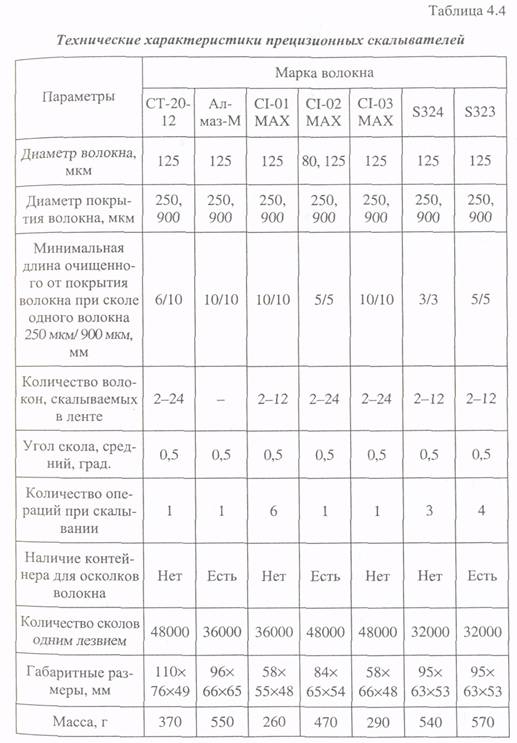
Современные прецизионные скалыватели (рис. 4.24) предназначены для высококачественного скалывания (0,5°) одномодовых и многомодовых волокон, особенно в случаях, когда предъявляются повышенные требования к сварным соединениям, например, при монтаже магистральных линий связи.
Для соединения ОВ в ОК применяют:
- сварку ОВ;
- соединение с помощью механических сростков.

повышенные требования к сварным соединениям, например, при монтаже магистральных линий связи. Для соединения ОВ в ОК применяют:
- сварку ОВ;
- соединение с помощью механических сростков.
Юстировка и сварка оптических волокон
Процесс сварки ОВ в современных сварочных аппаратах может быть представлен следующим образом. Концы волокон устанавливаются друг относительно друга, каждое волокно фиксируется в подвижном V-образном блоке с магнитными зажимами.

В большинстве современных сварочных аппаратов весь процесс является автоматическим. С помощью микропроцессора и электронной технологии сканирования концы волокон юстируются друг относительно друга с точностью 1/10 000 мм.
Юстировка также контролирует угол скола и чистоту концов волокна. Концы волокна нагреваются с помощью электрической дуги между двумя точечными электродами и затем соединяются вместе образуя единое целое.
В процессе сварки берут определенное количество электронных сканированных изображений, которые можно наблюдать визуально.
Система управления процессом соединения ОВ
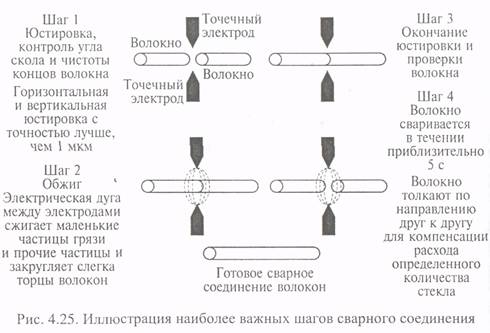
Качество сварного соединения зависит от подготовки торцевой поверхности ОВ, обеспечиваемой устройством скалывания ОВ, и режима сварки, задаваемого оператором по одной из имеющихся в памяти сварочного аппарата программе или устанавливаемого вручную (рис. 4.25).
Сварочные аппараты с автоматической юстировкой по оболочке волокон (как правило, осуществляемой за счет установки ОВ в прецизионных V-образных канавках) могут обеспечить достаточно низкие потери при сварке как многомодовых. так и одномодовых ОВ при хороших геометрических параметрах ОВ. Недостаточная точность юстировки одномодовых ОВ такими сварочными аппаратами компенсируется выравниванием ОВ в процессе сварки силами поверхностного натяжения. Поэтому такие сварочные аппараты могут быть использованы в качестве вспомогательного оборудования при измерениях ОК с одномодовыми ОВ в процессе входного контроля, при аварийно-восстановительных работах и т.д.
Сварочные аппараты с автоматической юстировкой ОВ по сердцевине обеспечивают минимизацию вносимых потерь соединений одномодовых ОВ. Такие аппараты, обеспечивающие автоматическую юстировку ОВ с коррекцией эксцентриситета ОВ, оснащены микропроцессорным управлением весьма высокого интеллектуального уровня, позволяющим анализировать результаты оптических измерений, структуру ОВ, моделировать процесс сварки с установкой необходимых параметров с учетом типа свариваемого ОВ.
Сварочные аппараты для оптических волокон могут быть оборудованы различными системами управления процессом соединения: PAS-система Profile Alignment System) - система юстировки по профилю волокна, LID (Local light Injection and Detection) - локальный ввод излучения и его обнаружения, CDS - система детектирования сердцевины. Некоторые модели могут насчитывать до трех различных систем.
PAS – система
PAS-система оценивает изображение торцов волокон при помощи системы анализа видеоизображения (система совмещения по геометрическим размерам - юстировка по профилю волокна).
Изображения торцов волокон в двух ракурсах (по оси х и по оси у) снимаются двумя оптическими системами с двумя ТВ-камерами. При проведении анализа видеоизображение преобразуется в цифровую форму и полученные данные используются для определения положения сердцевины, оценки качества торцевой поверхности (рис. 4.26) и для обнаружения загрязнений (грязь и пыль).
При управлении совмещением система PAS выполняет построение вертикальных и горизонтальных профилей яркости видеоизображения. Эти профили содержат информацию обо всех визуально различимых свойствах соединяемых волокон (таких как затененные области в районе центра волокна, возможные повреждения, взаимное смещение волокон, а также частицы пыли и загрязнений).
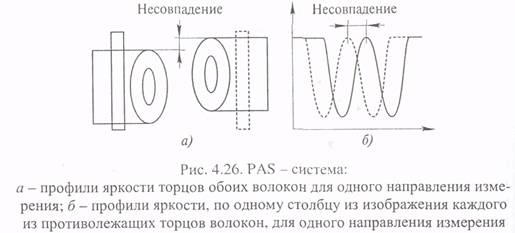
Метод взаимной корреляции позволяет с высокой точностью вычислить положение волокна по профилям яркости для двух направлений измерения волокна. На рисунках иллюстрируется рассматриваемый пример: показаны вертикальные профили яркости двух видеоизображений и их типичное взаимное расположение для пары волокон, противолежащие торцы которых смещены в одной плоскости.
Полная картина отклонения (несовпадение) определяется с использованием функции кросс-корреляции по всем профилям яркости на всем сечении волокна.
В сварочном аппарате используются данные смещения, полученные до и после операции сварки, с целью определения потерь в выполненном соединении.
Система PAS позволяет во всех сварочных аппаратах выполнить быстрое предварительное совмещение с автоматической компенсацией отклонения по углу скалывания в пределах до 2,5° между торцами обоих волокон, а также определить неверное расположение волокон. Благодаря этому работы по повторной подготовке волокон к соединению сводятся к минимуму.
LID-система
Использует метод измерения, позволяющий выполнить следующее (рис. 4.27):
• высокоточное совмещение сердцевин волокон;
• автоматическое управление временем сварки AFC;
• измерение потерь в соединении (измерение, проходящей через соединение, мощности);
• автоматическое детектирование типа волокон за счет сканирования в ближнем поле.
Свет в одномодовом диапазоне с длиной измерительной волны 1300 нм вводится в сердцевину оптического волокна при помощи левого ответвителя на изгибе волокна (передатчика) и выводится из другого волокна при помощи правого ответвителя на изгибе волокна (приемника).
Чем больше перекрываются сечения волокон на стыке, тем сильнее интенсивность проходящего через стык сигнала. А это означает, что волокна точнее выровнены. Система LID пригодна для использования со всеми поставляемыми на рынок типами волокон с диаметром первичного покрытия 250 мкм. LID-система может применяться для соединения оптических монтажных шнуров с диаметром покрытия свыше 250 мкм в плотной буферной оболочке при помощи pigtail переходников.
Сила света, передаваемого через соединение, оценивается во время сварки системой AF (автоматическое управление временем сварки), которая завершает операцию сварки после достижения наилучших возможных показателей пропускания. При этом учитываются характеристики волокна, состояние электрода и переменные условия окружающей среды (влажность, барометрическое давлсние, температура и т. п.) для достижения минимально возможных потерь в каждом отдельном соединении (рис. 4.28).

Система детектирования сердцевины CDS
Подобно LID-системе, система CDS обеспечивает совмещение сердцевин волокон по 3-м осям, гарантируя за счет этого минимальные потери в соединении.
Процесс детектирования сердцевины CDS основывается на анализе положения и размера сердцевин волокон на изображении области соединения.
Короткий дуговой разряд вызывает свечение волокна. Из-за различного содержания примесей в сердцевине волокна оно светится ярче оболочки.
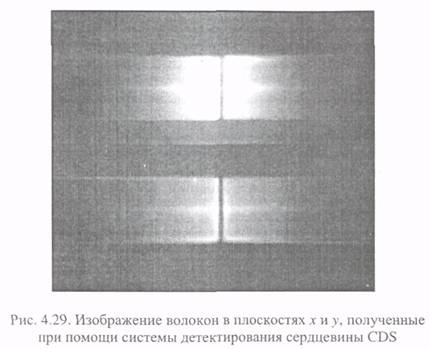
Для более точной оценки это изображение формируется двумя камерами и оптическими системами, отдельно по оси х и по оси у. Микропроцессор сварочного аппарата анализирует изображения и определяет по ним геометрические параметры волокна. Таким образом определяются трехмерные координаты расположения сердцевин в торцевых частях обоих волокон. На основании этой информации выполняется совмещение соединяемых волокон по сердцевине (рис. 4.29).
Если положение сердцевины в волокне настолько неконцентрично, что требует взаимного смещения наружных частей волокон, вводится соответствующая коррекция, призванная скомпенсировать эффект самоцентрирования.
При выполнении оценки потерь соединения в расчетах учитывается взаимное смещение волокон с целью оптимизации корреляции между отображаемым и реальным значениями.
Сварочное оборудование для оптических волокон
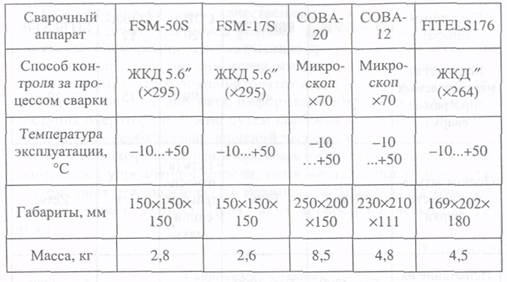
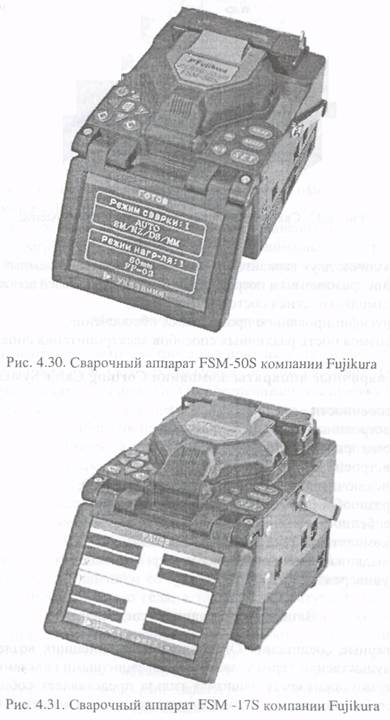
Лидерами производства аппаратов для сварки ОВ в настоящее время являются фирмы Fujikura, Furukawa, Ericsson, Corning Cable Systems. Общий вид сварочных аппаратов Fujikura FSM-50S и FSM-17S представлен на рис. 4.30, и 4.31.
Сварочные аппараты используют удобное меню и программу, совместимую со всеми современными компьютерными системами.
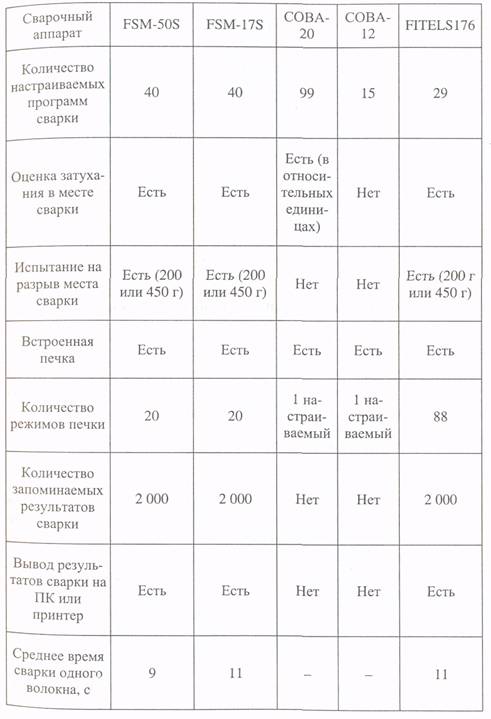
Набор функций и параметров аппаратов разных производителей в общих чертах один и тот же что отражено в табл. 4.5.
Качественные волокна можно сварить любым современным аппаратом с затуханием, укладывающимся в допустимые нормы.
Если волокна не очень качественные - старые, проложенные пять, а то и десять лет назад, условия прокладки не самые благоприятные (промерзание почвы, высокие грунтовые воды и т.д.), то на первый план выходит сам метод оценки и юстировки волокон.
За счет того, что волокна находятся под постоянным контролем оптической системы аппарата, информация сохраняется в памяти и доступна оператору и можно путем подборов программ и параметров добиться необходимых значений затухания.
Наряду с современными сварочными аппаратами (см. таб. 4.5) существуют упрощенные модели, которые не имеют большинства современных технологических новинок, но могут достаточно хорошо сваривать волокна. Цена таких аппаратов в несколько раз ниже.

Сварочные аппараты компании Ericsson
Аппарат FSU AccessMAN производства компании Ericsson предназначен для локальных и городских линий связи, что отражено в названии. Он разработан на базе предыдущей модели - FSU975 путем упрощения программного обеспечения. При этом основной метод юстировки и оценки волокон у него сохранен.
Сварочные аппараты компании Fujikura
Полностью автоматический сварочный аппарат Fujikura FSM-50S обладает высоким быстродействием и точностью определения потерь в сварном соединении (рис. 4.30). Проводит сварку всех типов оптических волокон. Повышенная защита от ветра позволяет использовать аппарат в полевых условиях.
Компактный сварочный аппарат среднего класса Fujikura FSM-17S предназначен для монтажных работ на оптических линиях связи (рис. 4.31). Малые габариты и масса, наличие емкой аккумуляторной батареи, повышенная защита от ветра позволяют эффективно использовать FSM-17S в полевых условиях.
Особенности.
• система выравнивания волокон с помощью V-образных канавок;
• двухсторонняя (продублированная) система управления;

• наличие двух вариантов узла зажима волокон: несъемный (с магнитными прижимами) и посредством съемных держателей волокна;
• самодиагностика состояния аппарата;
• русифицированное программное обеспечение;
• возможность различных способов электропитания аппарата.
Сварочные аппараты компании Corning Cable Systems
Особенности серии i (рис. 4.32,а):
• встроенный ПК;
• сенсорный экран;
• встроенная GPS;
• исключительное удобство для пользователя;
• разнообразные дополнительные функции. Особенности серии р. (рис. 4.32,5):
• компактная конструкция;
• выдвижные аккумуляторы;
• универсальность в работе.
Зашита мест сварных соединений
Сварные соединения ОВ защищают от внешних воздействий преимущественно термоусаживаемыми защитными гильзами.
Термоусаживаемая защитная гильза представляет собой отрезок термоусаживаемой трубки, внутри которой размещены трубка из сополимерного клея-расплава и упрочняющих стерженей в виде отрезков проволоки из нержавеющей стали.
Перед сваркой волокон гильзу надевают на один из сращиваемых концов ОВ.
После сварки ее надвигают на место соединения и нагревают. В процессе нагрева и усаживания трубки сололимерный клей расплавляется и уплотняется вокруг ОВ. Несущий металлический элемент надежно защищает ОВ от изгиба внутри термоусаживаемой трубки.
Механические соединители
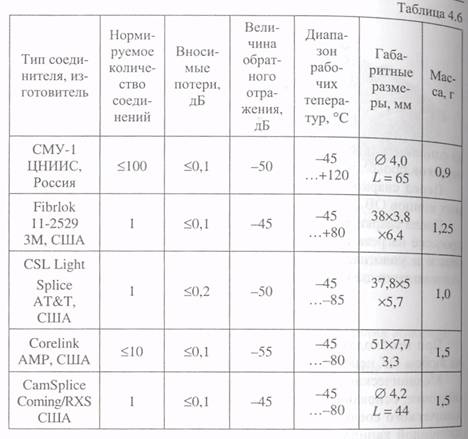
При необходимости быстрого соединения оптических волокон на любом ОК используют механические соединители (табл. 4.6).
Механические соединители ОВ обеспечивают юстировку ОВ по оболочке, основанную, как правило, на наличии в конструкции механического соединителя прецизионных V-образных канавок, прецизионной капиллярной трубки или же на обеспечении фиксации ОВ между тремя прецизионными стержнями (рис. 4.33).
Содинители Fibrlock показаны на рис. 4.34.
Снижение вносимых оптических потерь из-за воздушного зазора на стыке ОВ в механическом соединителе обеспечивается за счет ввода иммерсионного геля, имеющего коэффициент преломления, согласованный с коэффициентом преломления материала ОВ.
В связи с ухудшением со временем характеристики за счет деградации иммерсионного геля, а гак же температурной зависимости потерь, механические соединители применяются в основном при проведении аварийно-востановитсльных работ, а также для временных подключений к волокнам ОК при проведении измерений.
Потери, вносимые механическим соединителем, определяются в основном геометрическими характеристиками самих ОВ и прицензионностью конструкции соединителя.
Соединение при помощи клея
Основным фактором, сдерживающим внедрение соединения ОВ методом склеивания, является отсутствие клея-заполнителя с оптическими характеристиками, близкими к кварцу, и способного за короткое время обеспечить жесткое фиксирование ОВ в конструкции соединителя. Применяемые в большинстве случаев клеи основе эпоксидных компаундов, обладающие хорошими оптическими и прочностными характеристиками, имеют время полимеризации 2-24 ч.
При повышенной влажности, что характерно для полевых условий, этот процесс еще более замедляется. Известен способ, когда для быстрого протекания реакции полимеризации в эпоксидную смолу марки Э-20 включают добавки алюминиевой пудры (около 5% объема смолы), создают необходимые температурные условия и подвергают сросток ультрафиолетовому облучению. Для этого сросток помешают в специальную камеру. На практике при строительстве и эксплуатации ВОЛС данный метод практически не применяется.

4.2.3. Конструкции муфт и особенности их монтажа
Общие сведения
После того, как выполнена сварка ОВ, строительные длины (Ж соединяют при помощи соединительных (кабельных) муфт (рис. 4.35). Размеры и конструкция муфт должны быть такими, чтобы ОВ были защищены от действия окружающей среды, а внутри муфт имелось достаточно места для размещения сварных соединений и запаса ОВ с необходимым радиусом изгиба. Кроме того, в конструкции муфты должны быть предусмотрены детали для закрепления наружной оболочки и бронепокровов ОК, узлы для обеспечения механической непрерывности силовых элементов и устройства для обеспечения в случае необходимости электрической связи и заземления.
Основные требования к конструкциям соединительных муфт изложены в Рекомендациях МСЭ-Т. Дополнительно необходимо учитывать условия их работы (в колодцах кабельной канализации, непосредственно в грунте, на опоре, под водой или в помещении), которые определяют особенности монтажа и последующей эксплуатации.
Необходимо учитывать также совместимость конструкций и материалов ОК и муфты, электрохимические реакции между ними недопустимы.

Наибольшей эксплуатационной надежностью должны обладать те элементы муфт, которые осуществляют защиту ОВ от механических воздействий и проникновения воды. В конструкции муфты всегда предусматриваются кассеты, предназначенные для размещения и фиксации сварных соединений ОВ. Для размещения резервных ОВ устанавливают дополнительные кассеты. Узлы заделки бронепокровов защищают от проникновения воды под броней.
В процессе монтажа строительных длин, независимо от способа строительства линейного тракта ВОСП, постоянно обеспечивается контроль качества выполненных сварных соединений. Одновременно проводят измерения оптического затухания в линии с целью выявления возможных повреждений ОВ.
Все монтажные работы проводят в соответствии с инструкциями и руководствами заводов-изготовителей по монтажу конкретных типов ОК и соединительных муфт.
Многообразию ОК и условий их прокладки и эксплуатации соответствует такое же многообразие видов оптических муфт и комплектов для их монтажа, установки и защиты. В соответствии с условиями прокладки и назначением кабеля также различаются места монтажа и размещения оптических муфт. Муфта может размещаться, например, на дне реки, в болоте, котловане, колодце, коллекторе, в помещении ввода кабелей на АТС, на опорах контактных сетей или ЛЭП и т.д.
Во всех местах установки требуется жестко закрепить муфту и технологический - запас сращиваемых ОК, а также обеспечить механическую защиту муфты там, где это необходимо. По условиям последующей эксплуатации для ОК с медными жилами может быть обеспечен вывод проводов заземления для периодических измерений сопротивления изоляции наружных оболочек.
Конструктивно муфты отличаются способом герметизации, а также видом соединения строительных длин (проходная или тупиковая).
Холодный способ герметизации наружных частей муфт осуществляется с помощью:
- болтов;
- хомутов;
- защелок.
Горячий способ герметизации наружных частей муфт предусматривает применение нагрева (огнем или горячим воздухом) термоусаживаемых материалов:
- термоусаживаемых трубок (ТУТ);
- термоусаживаемых манжет (ТУМ);
- термоусаживаемых лент (ТУЛ).
В ряде конструкций одновременно используются методы «холодного» и «горячего» способов герметизации муфт.
Что касается деления муфт по типу соединения строительных длин, то различают:
- проходные муфты, в которых ОК вводятся с двух сторон;
- тупиковые муфты, в которые ОК вводятся с одной стороны.
Однако следует учитывать, что конструкции многих проходных муфт позволяют использовать их и как тупиковые, осуществляя ввод ОК только с одной стороны. В этом случае отверстие с другой стороны муфты закрывают специальными заглушками (USCO 4-6) или заказывают муфты, у которых с обеих сторон имеются заглушённые патрубки (МОГ-М, МОГу-М).
Муфты тупикового типа обладают рядом преимуществ перед проходными муфтами, например, при их установке в грунт не возникают изгибающие и осевые напряжения, в тупиковых муфтах проще производить соединение элементов муфты и ремонтные работы. Тем не менее встречаются условия, где применение тупиковых муфт связано с дополнительными затратами, например в колодцах кабельной канализации. Поэтому в настоящее время применяются оба этих типа муфт.
По типу конструктивных элементов оптическая муфта состоит из следующих элементов: - деталей для закрепления наружной оболочки ОК;
- узлов для обеспечения электрической непрерывности и механической прочности силовых элементов конструкции ОК;
- кассет для укладки и защиты сварных или механических соединений ОВ, а также технологического запаса волокон;
- узлов для вывода проводов заземления.
Базовые требования к конструкциям муфт изложены в рекомендациях МСЭ-Т. Большое влияние на конструкцию муфты оказывает се назначение и условия эксплуатации. Независимо от этого, все современные конструкции должны обеспечивать следующее:
- простоту и надежность монтажа ОК (заделку бронспокровов и центрального силового элемента - ЦСЭ);
- минимально допустимые радиусы изгиба ОВ (не менее 30 мм), надежное закрепление мест соединения и выкладку ОВ в кассетах;
- выкладку запаса модулей для компенсации изменения длины ОВ в зависимости от изменения температуры в интервале от -60 до +70°С;
- возможность ввода дополнительного ОК в смонтированную муфту;
- возможность ввода кабеля транзитом или через разветвительные соединения;
- механическую прочность корпусов и внутренних деталей муфт;
- возможность установки защитных кожухов, предохраняющих муфту от ультрафиолетового (солнечного) излучения или от актов вандализма;
- герметичность в условиях воздействия окружающей среды (температуры, атмосферных факторов, наличия грунтовых вод и т.д.);
- сохранение параметров надежности на весь период эксплуатации;
- ремонтопригодность.
Оптические муфты
Муфты по сращиваемому кабелю и месту эксплуатации можно разделить на следующие типы:
- городские муфты;
- магистральные муфты (с встроенными контактными элементами для сращивания и изолирования брони кабеля);
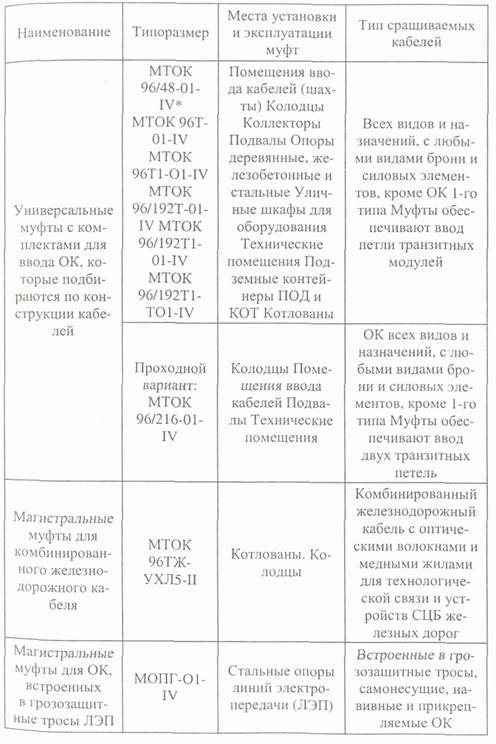
- универсальные муфты (с комплектами для ввода ОК, которые подбираются по конструкции кабелей);
- магистральные муфты для ОК, встроенных в грозозащитные тросы ЛЭП;
- магистральные муфты для комбинированного железнодорожного кабеля.
Различные конструкции муфт для оптического кабеля рассматриваются на примере муфт, разработанных и выпускаемых компанией «Связьстройдеталь».
Оптические муфты МОГ-М, МОГу-М, МОГт-М, МТОК 96/48, МТОК 96Т и другие обеспечивают возможность укладки их на консолях и специальных кронштейнах в типовых колодцах, коллекторах и помещениях ввода кабелей на АТС.
Оптические муфты МТОК 96-O1-TV и другие, предназначенные для размещения в котлованах, обеспечивают:
- возможность электрического соединения экранов или металлических силовых элементов сращиваемых ОК конструктивными элементами сечением не менее 2,5 мм2;
- возможность выводов проводов от металлических элементов конструкции ОК, раздельно для каждого ОК, для подключения к внешнему заземлению.
Оптические муфты для ОК. подвешиваемых на опорах ЛЭП, городского хозяйства и контактных сетей электрифицированного транспорта, обеспечивают возможность их подвески на опорах, а также подвески технологических запасов сращиваемых ОК. При необходимости муфты оснащаются защитными кожухами. При монтаже самонесущих ОК используются муфты типа МТОК, а при монтаже кабелей ОКГТ - муфты типа МОПГ.
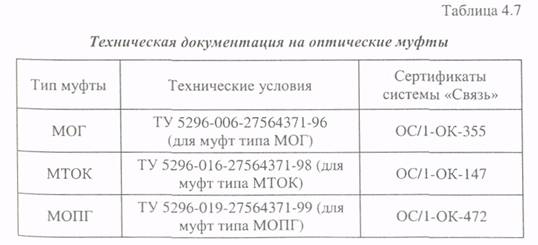
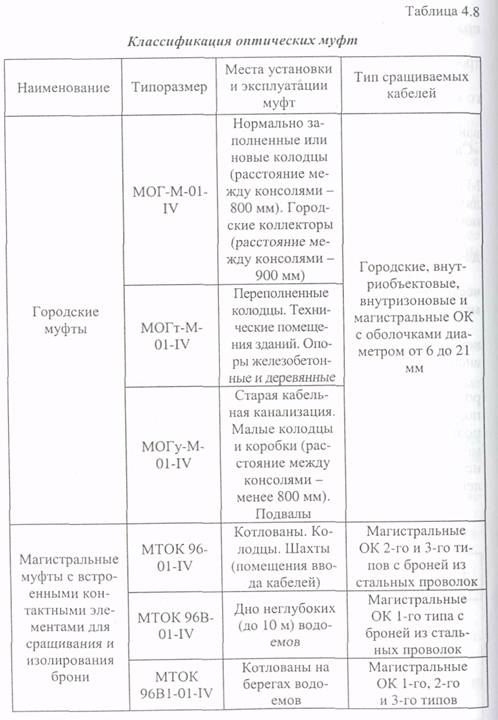
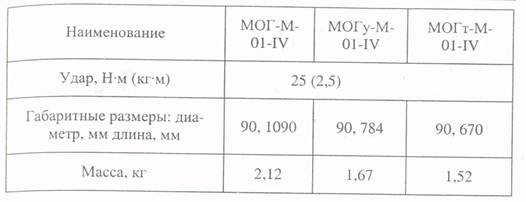
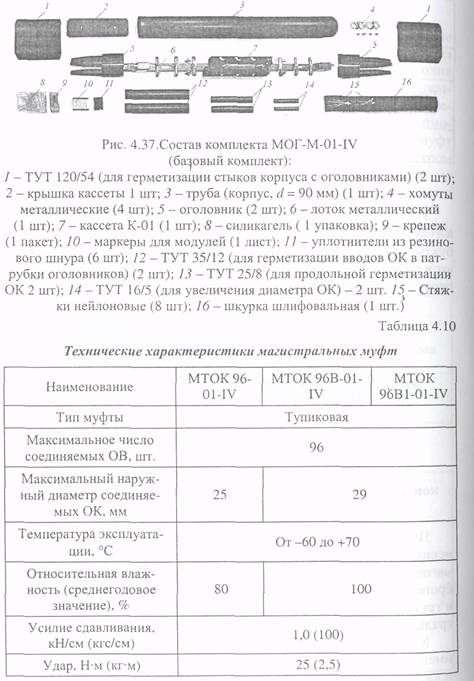
Муфты оптические городские типа МОГ
Муфты типа МОГ-М представляют собой модернизированные муфты серии МОГ. Основой муфт типа МОГ-М является лоток из нержавеющей стали, в середине его установлена и закреплена одна кассета с крышкой. Лоток оснащен узлами крепления для центральных силовых элементов вводимых ОК. На концах лотка имеются два приваренных кронштейна, к которым крепятся с помощью стальных хомутов все вводимые в муфту ОК. Корпус муфт выполнен в виде трубы из высокопрочной пластмассы диаметром 90 мм и толщиной 3 мм. Оголовники муфт, изготовленные из прочной пластмассы и имеющие по три заглушённых конических патрубка, жестко закрепляются на концах лотка.
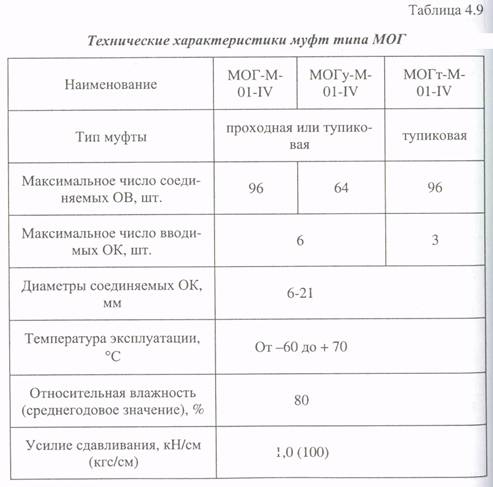
Муфта МОГ-М-01-IV
Устанавливается в типовых колодцах кабельной канализации и в городских коллекторах на консолях (рис. 4.36, 4.37). При этом бухты запаса оптического кабеля диаметром 400-700 мм размещают в промежутке между стенкой колодца и кабелями, лежащими на первых местах консолей.

Магистральные муфты типа МТОК с встроенными контактными элементами для сращивания и изолирования брони кабеля
Пластмассовые муфты тупикового типа многократного применения предназначены для прямого и разветвительного сращивания магистральных и внутризоновых оптических кабелей с различными бронепокровами, прокладываемых в кабельной канализации, в грунтах всех категорий, включая вечную мерзлоту и водные преграды глубиной до 10 м.
Муфты МТОК 96-01-IV, МТОК 96B-01-IV и МТОК 96B1-01-IV имеют одинаковые оголовники, контактные элементы, кронштейны и кассеты. Отличаются они только комплектами для ввода ОК.
Муфта МТОК 96-01-IV
Предназначена для монтажа оптических кабелей 2-го и 3-го типов, прокладываемых в грунте. Для ввода ОК используются комплекты, которые обеспечивают надежную фиксацию проволочной брони оптических кабелей и продольную герметизацию вводов кабелей в муфту «холодным» способом. Муфта позволяет разместить до трех кассет на 96 сростков ОВ (рис. 4.38).

Муфта МТОК 96B-01-IV
Муфта используется при монтаже кабеля 1-го типа, имеющего двойную проволочную броню, проходящего через водные преграды, болота и зону вечной мерзлоты, при этом обязательно применение чугунной защитной муфты (МЧЗ). Муфта МТОК 96B-0MV выполняет функции только соединительной муфты и оснащена деталями для ввода подводного ОК (рис. 4.39, 4.40).


Крепление ОК, выходящих из муфты, производится с по мощью комплекта для фиксации подводного кабеля, включающего кронштейн и фиксатор кабелей (рис. 4.41).

Муфты защитные Муфта чугунная защитная (МЧЗ)
Применяется с целью дополнительной защиты муфт типа МТОК, Размещаемых в котлованах, на дне рек, озер и болот (рис. 4.42).


Муфта пластмассовая защитная (МПЗ)
Пластмассовая защитная муфта (МПЗ) предназначена для тех же целей, что и чугунная защитная муфта (МЧЗ), но имеет ряд преимуществ (рис. 4.43). Во-первых, масса пластмассовой муфты гораздо меньше, что значительно облегчает непосредственное ее применение и транспортировку. Во-вторых, стоимость пластмассовой муфты ниже чугунной.

Муфта МПЗ изготавливается из высокопрочной пластмассы (модифицированного полипропилена), стойкой к ударным нагрузкам при низких температурах, благодаря чему в большинстве случаев она может применяться взамен чугунной защитной муфты.
При этом обеспечивается высокая эксплуатационная надежность и стойкость к климатическим факторам и ударным нагрузкам. Температура эксплуатации муфты МПЗ от -60 до +70°С. Муфта прошла все необходимые испытания и имеет сертификат Минсвязи России.
Заземление брони OK
Контейнер проводов заземления (КПЗ) заменяет столбики КИП и предназначен для осуществления периодических измерений значения сопротивления изоляции шлангов ОК и подачи сигнала генератора по броне ОК при поиске мест повреждений шланга (рис. 4.44).

Контейнер проводов заземления закапывается в землю над муфтой на глубине 20 см от поверхности земли и защищается отрезком асбестоцементной трубы диаметром 100 мм.

Универсальные оптические муфты типа МТОК
Предназначены для прямого и развствительного сращивания всех видов оптических кабелей, с любыми видами брони и силовых элементов:
• подвесных самонесущих OK с повивом из синтетических нитей или с броней из стекло пластиковых прутков;
• ОК с металлическим гофрированным бронепокровом (или без бронепокровов);
• ОК 2-го и 3-го типов с бронепокровом из металлической проволоки при прокладке их в грунте с введением "транзитной" петли в муфту, а также в кабель ной канализации;
Универсальность муфт заключается в том, что они могут использоваться и как магистральные, и как городские муфты, так как их можно:
• подвешивать на опорах ВЛС, ЛЭП, контактной сети железных дорог, городского электрохозяйства и осветительных сетей;
• укладывать в подземные контейнеры ПОД или КОТ при прокладке ОК в ЗПТ;
• устанавливать в колодцах, коллекторах на специальных кронштейнах;
• укладывать в котлованы в защитных муфтах МЧЗ или МЧЗ.
Условия приемки в монтаж проложенных оптических кабелей
При приемке проложенного оптического кабеля в монтаж необходимо проверить длину технологических запасов, оставленных для монтажа муфт.
Длины запасов ОК должны обеспечивать возможность их подачи в зону, удобную для организации рабочего места монтажников, например, в монтажную машину из котлована или колодца, в проход коллектора, на рабочий стол, установленный возле оконечного устройства.
Длина запаса с каждой стороны проложенного кабеля должна быть не менее:
а) на муфте, монтируемой в котловане, -15 м;
б) на муфте, монтируемой в колодце, -13 м;
в) на муфте, монтируемой в коллекторе, - 7 м;
г) на муфте, монтируемой в помещении ввода кабелей на АТС, -7 м;
д) на муфте, монтируемой на опоре, - 20 м;
с) на муфте, монтируемой в подземном контейнере, - 20 м. Конец кабеля, который обжимался кабельным чулком при прокладке, должен быть отрезан.
Концы кабелей, оставляемых в месте будущего монтажа муфт, должны быть герметично заделаны. Запасы кабелей следует смотать в бухты, которые должны быть убраны к стенке колодца или коллектора за существующие кабели и подвязаны к кронштейнам. Запасы кабелей, проложенных в грунте, должны быть размешены в траншеях и присыпаны грунтом. Место будущего котлована должно быть отмечено условным знаком или электронным маркером.
В вертикальных шахтах и во внутренних помещениях АТС линейные оптические кабели и станционные оптические кабели и шнуры должны быть проложены по специальным металлоконструкциям, предназначенным именно для них.
Линейный ОК должен прокладываться в ЛАЦ и других помещениях АТС с таким расчетом, чтобы после монтажа оптических оконечных устройств, в стойках, на которых установлены эти устройства, оставался запас ОК для одной полной переделки оконечного устройства. Место расположения запаса определяет служба эксплуатации сети с учетом конструкций оптических оконечных устройств и типа металлоконструкций (желоба или решетки) в данном помещении АТС.
Организация рабочего места для монтажа оптических муфт
Монтаж оптических муфт на кабелях местных сетей связи, как правило, производят в специально оборудованной монтажной машине на базе автомобиля повышенной проходимости с кузовом микроавтобуса или КУНГ.
Допускается производство монтажа оптических муфт в колодцах, городских коллекторах, помещениях ввода кабелей на АТС, в палатках, установленных около колодцев, котлованов или опор. Рабочие места, подготовленные в перечисленных выше условиях, Должны быть сухими, должны иметь достаточное освещение и вентиляцию и обеспечивать размещение рабочего стола для сварочного устройства и мест для двух монтажников. Температура окружающего воздуха на рабочем месте должна быть такой, при которой возможна нормальная работа оборудования и приборов.
Монтаж и контрольные измерения в процессе монтажа муфт Должна производить группа, состоящая из инженера-измерителя. Двух монтажников и водителя монтажной машины.
Перед монтажом муфт сращиваемые строительные длины ОК, проложенные в канализации, в грунте, или подвешенные на опорах, должны быть проверены на соответствие оптических характеристик волокон паспортным данным. На бронированных ОК, проложенных в грунте, сопротивление изоляции наружных оболочек проверяется на соответствие установленным нормам.
Монтажу подлежат только тс ОК, у которых после прокладки все проверяемые характеристики соответствуют паспортным данным и установленным нормам.
Концы сращиваемых ОК, при любом месте размещения муфты, подают к организованному рабочему месту (в монтажную машину, в палатку и т.п.), разделывают и выполняют монтаж в соответствии с руководством по монтажу муфты данного типа. Допускается выполнение разделки кабеля и подготовки комплектов для ввода ОК в муфты на открытом воздухе. Смонтированные комплекты для ввода ОК вводят в муфты, закрепляют и после этого готовые к монтажу муфты подают в монтажную машину или палатку.
Монтажники должны иметь наборы инструментов и приспособлений, необходимых для разделки ОК. сварки оптических волокон, усадки КДЗС. сборки и герметизации муфт любого типа. Оптические муфты закрепляют на монтажных столах с применением монтажных кронштейнов, позволяющих установить муфту в любом положении в непосредственной близости к сварочному устройству. Монтажные кронштейны должны позволять легко и быстро организовать рабочее место монтажника ВОЛС на любом столе, верстаке, полке, консоли и т.п. (рис. 4.45.).

В процессе монтажа муфт должны производиться контрольные измерения затухания сварных соединений волокон с одного из концов линии. Для этого между измерителем, производящим измерения, и монтажниками, выполняющими сварку оптических волокон ОК, должна быть налажена устойчивая связь.
Затухание сварных соединений оптических волокон контролируется измерителем после сварки, после выкладки запасов волокон на кассетах и после укладки муфты и запасов ОК на место в колодце, котловане, на опоре. Если затухание при укладке увеличилось. необходимо устранить причину этого явления. В оптических волокнах и ОК не должны накапливаться напряжения, способные вызвать увеличение затухания волокон или их разрушение.
Для обеспечения свободной, без напряжений, укладки запасов кабелей, кольца запаса следует сформировать еще до ввода ОК в муфту. При этом следует стараться придать бухте ОК ту форму и тот диаметр, который сам кабель принимает после разматывания с барабана.
Запасы концов кабеля для монтажа проходных муфт следует подавать из колодца, не раскручивая бухты запаса, а осторожно растягивая их в спирали, доходящие до места монтажа. При укладке проходных муфт в колодец кольца спиралей запаса осторожно собирают в бухты, скрепляют проволокой и подвешивают рядом с муфтой.
При монтаже тупиковых муфт запасы кабелей в колодце собирают в общей точке, из которой сращиваемые кабели общим пучком подают к месту монтажа. Запасы ОК в этом общем пучке скрепляют перевязками через 1-2 м.
После монтажа тупиковой муфты один из монтажников в колодце должен постепенно укладывать кольца запаса в бухту, в предназначенном для ее установки месте. Второй монтажник подает первому общий пучок запаса с поверхности и при этом проворачивает муфту вокруг оси пучка, чтобы предотвратить возможные напряжения ОК.
Монтаж оптических муфт
Монтаж оптических муфт должен производиться в строгом соответствии с указаниями инструкций (руководств, технологических карт) по их монтажу.
Общими при монтаже всех оптических !иуфт являются следующие монтажные операции:
- разделка ОК: очистка, надрезы и удаление оболочек, брони, гидрофобного заполнения сердечника и модулей, обрезание излишков силовых элементов, очистка волокон от гидрофобного -заполнителя;
- надевание частей муфты - оголовников, деталей вводных комплектов на предварительно очищенные концы кабелей;
- выполнение продольной герметизации ОК с помощью трубок ТУТ или ленточных герметиков - мастик;
- закрепление ОК на внутренних элементах муфты (лотках, кронштейнах и т.п.);
- сращивание металлических элементов ОК или вывод проводов заземления от брони каждого ОК;
- укладка запаса оптических модулей;
- формирование пучков оптических модулей для ввода их на отдельные кассеты;
- маркировка модулей при помощи липких маркеров;
- закрепление пучков модулей на входах кассет;
- подготовка оптических волокон к сварке: разметка, надевание КДЗС на одно из сращиваемых волокон, удаление защитных покрытий с ОВ, скалывание ОВ, укладка подготовленных к сварке ОВ в зажимы сварочного устройства;
- сварка ОВ и проверка затухания сварного соединения с помощью рефлектометра;
- принятие решения об оставлении или о переделке сварного соединения;
- усадка гильзы КДЗС в специальном блоке сварочного устройства;
- укладка КДЗС в ложемент кассеты, и одновременная укладка запасов ОВ под лапки кассеты;
- сварка ОВ во всех кассетах муфты;
- установка кассет на лотки (кронштейны) муфт, сборка кассет в блок и установка крышки на верхнюю кассету блока, закрепление блока кассет на лотке (кронштейне) муфты;
- закрепление внутри муфты пакета с силикагелем;
- сборка корпуса муфты, обезжиривание и зачистка кабелей и частей муфты в местах усадки трубок ТУТ или на местах наложения ленточных герметиков;
- проверка всех сварных соединений на целостность оптическим рефлектометром;
- принятие решения о герметизации муфты;
- герметизация муфты: усадка ТУТ, затяжка хомутов и т.п.;
- укладка муфты и запасов ОК в колодец (котлован), подвеска муфты и запасов ОК;
- крепление и защита муфты и запасов ОК в месте установки;
- проверка всех сварных соединений оптическим рефлектометром с целью выяснения, не увеличилось ли затухание стыков после укладки муфты. Если затухание стыков увеличилось в процессе укладки муфты и запасов ОК, то запасы следует вновь размотать и уложить так, чтобы напряжения в кабеле не возникали, и затухание не увеличивалось.
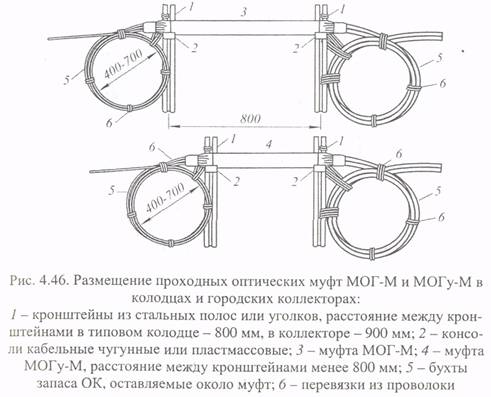
Размещение муфт, смонтировнных на оптических кабелях местных сетей связи
Смонтированные оптические муфты МОГ-М в типовых колодцах и коллекторах с расстоянием между кронштейнами 800 и 900 мм Должны быть уложены на консоли (рис. 4.46.) Консоли для оптических муфт должны быть установлены на верхних концах вертикальных кронштейнов из оснащения колодцев. Запасы линейных кабелей по обеим сторонам муфт МОГ-М должны быть смотаны в бухты диаметром 400-700 мм. Диаметр бухт запаса должен определяться радиусом изгиба, допустимым по ТУ для данного кабеля в процессе эксплуатации.
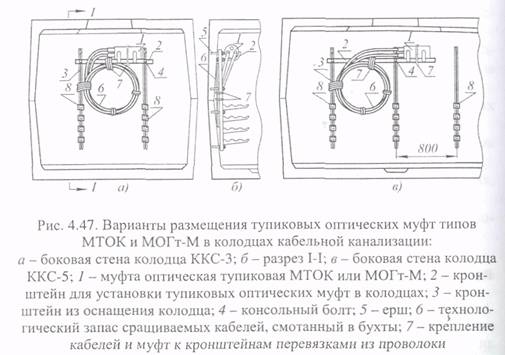
Кольца кабеля в бухтах запаса должны быть скреплены перевязками из проволоки или пластмассовыми стяжками.
Бухты запаса следует размещать в промежутке между стеной колодца или коллектора и кабелями, лежащими на первых местах консолей. Бухты запаса должны быть привязаны к кронштейнам и консолям перевязками из стальных оцинкованных проволок.
В нетиповых смотровых устройствах, в сцепках, подвалах и т. п. должны устанавливаться муфты с корпусами меньшей длины: укороченные муфты МОГу-М, и тупиковые муфты МОГт-М, МТОК 96Т, МТОК 96/48.
Муфты типа МТОК в колодцах и коллекторах должны быть установлены на кронштейны для установки тупиковых муфт в колодцах (см. рис. 4.47).

Оптические муфты иных конструкций должны укладываться на специально изготовленные кронштейны, формы и размеры которых предварительно согласовываются службами эксплуатации местных сетей. Вес кронштейны для крепления муфт должны прикрепляться к вертикальным кронштейнам из оснащения колодцев и коллекторов. Пристрелка металлоконструкций для крепления муфт к стенам колодцев и коллекторов не допускается, так как вызывает их преждевременное разрушение.
Муфты типа МТОК, смонтированные на кабелях, проложенных в грунте, должны размещаться в котлованах {рис. 4.48.)- В котлованах эти оптические муфты должны быть защищены муфтами защитными: чугунными (МЧЗ) или пластмассовыми (МПЗ) (рис. 4,49).
Если проектом предусмотрен вывод из муфты проводов заземления (КИП), то провода выводят в подземный контейнер проводов заземления (КПЗ).
Бухты запасов оптических кабелей в котлованах следует выкладывать одной или двумя бухтами в зависимости от конструкции ОК и допустимых радиусов изгиба.

На опорах контактных сетей электрифицированного транспорта, на опорах электроосвещения, на опорах ЛЭП муфты и запасы ОК должны размещаться в специальных шкафах, которые закрепляют на опорах.
В шкафу размещают одновременно и муфту и запасы кабелей, сращиваемых в муфте.
Допускается крепление муфты и запаса отдельно с помощью специальных устройств, например в соответствии с рис. 4.51.
Заземление металлических элементов оптических кабелей
Металлические элементы оптических кабелей должны заземляться при вводах ОК в станционные сооружения, в технические помещения, где устанавливается оборудование ВОЛП.
Проектами могут предусматриваться заземления проволочной брони, стальной гофрированной брони типа «ZETABON» и алю-мополиэтиленовой оболочки.
На АТС, в помещениях ввода кабелей имеются стационарные щитки заземления. Металлические элементы ОК должны быть выведены на эти щитки проводами сечением не менее 4 мм2.
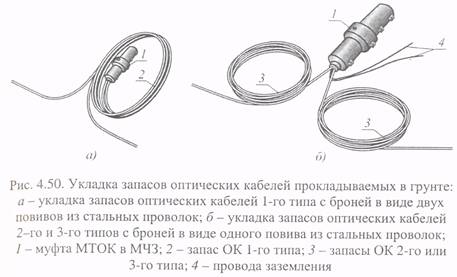
Для обеспечения заземления металлических элементов ОК в помещении ввода кабелей должна быть смонтирована оптическая муфта с выводом провода заземления или выполнен разрыв брони на прямолинейном участке ОКТ а с линейной стороны разрыва должен быть присоединен к броне провод заземления.
Приемо-сдаточные испытания
Сдача в эксплуатацию линейных сооружений и объектов ВОЛС организуется и проводится в соответствии с официально утвержденными положениями и руководствами по приемке. Специальным комиссиям, в состав которых входят представители заказчика и производителя работ, представляется для проверки вся исполнительная документация и сама ВОЛС.
В состав исполнительной документации входят:
• паспорт ВОЛС;
• проектная документация на строительство, полученная от заказчика и откорректированная в соответствии с реально выполненными работами;
• протоколы измерений на усилительных и регенерационных Участках ВОЛС.
В паспорте ВОЛС для линейных сооружений содержится карта Сети, на которой показаны трассы прокладки ОК и расположение всех строительных объектов и построек. Существенной особенностью этого документа (особенно в отсутствие в ОК металлических проводников) являются повышенные требования к точности карты

. Если в электрических кабельных линиях трасса прохождения кабеля определяется с помощью кабслеискателей, то в ОК без металлических проводников подобный метод отыскания трассы неприемлем. Поэтому трассы прохождения ОК и данные о расстояниях ДО реперных точек (НУП, НРП, замерные столбики, ориентиры на местности и т.д.) должны быть указаны на карте с точностью Д° 0,3-Д4 м.
Оптические кабели на карте нумеруют, а их типы, длины и конечные пункты сводят в таблицы.
Протоколы измерений на усилительных и регенерационных участках должны содержать следующую информацию:
- общее затухание трассы и участков;
- количество неразъемных (сварных) соединений ОВ и вносимые потери в них;
- длину волны измерения;
- тип и модель измерительной аппаратуры.
При приемке в эксплуатацию линейных сооружений ВОЛС проверяют соответствие выполненных строительно-монтажных работ проектной документации, стандартам, строительным нормам и правилам проведения работ. Производят визуальный осмотр трассы, внешнее состояние проложенного или подвешенного ОК, правильность установки и монтажа соединительных муфт и устройств ввода ОК в технические помещения. Выполняют измерение оптических потерь каждого регенерационного участка с помощью сертифицированного оптического рефлектометра и оптического тестера в прямом и обратном направлениях.
При этом измерение полного затухания регенерационных пунктов ведется методом вносимых потерь. Нормы и объемы обязательных измерений определяются техническими требованиями и зависят от конструкции ОК, назначения ВОЛС и системы передачи.
Для измерений в полевых условиях используют специально оборудованные передвижные лаборатории.
После приемо-сдаточных испытаний сеть или линию сдают в эксплуатацию на весь срок ее службы. При расширении или любых изменениях сети в паспорте ВОЛС должны быть внесены соответствующие корректив.
Глава 5. Оконечное оборудование и компоненты ВОЛС
5.1. Пассивные оптические компоненты
К пассивным оптическим компонентам относят: соединители, розетки, шнуры, аттенюаторы, изоляторы, разветвители и т.д.
По мерс роста сложности и увеличения протяженности волоконно-оптической кабельной системы роль пассивных компонентов возрастает. Практически все системы волоконно-оптической связи, предназначенные для магистральных сетей, локальных вычислительных сетей, а также для сетей кабельного телевидения, охватывают сразу все многообразие пассивных волоконно-оптических компонентов.
Оптический соединитель - это устройство, предназначенное для соединения различных компонентов волоконно-оптического линейного тракта в местах ввода и вывода излучения. Такими местами являются: оптические соединения оптоэлектронных модулей (приемников и передатчиков) с волокном кабеля, соединения отрезков оптических кабелей между собой, а также с другими компонентами.
• Коннектор (разъемный соединитель) - устройство, обеспечивающее механическую фиксацию и центрирование торцевой поверхности оптического волокна.
• Оптическая вилка (Patch-cord) - отрезок оптического кабеля или оптического волокна оконцованный с двух сторон коннекторами.
• Оптическая полувилка (Pig-tail) - отрезок оптического кабеля или оптического волокна оконцованный с одной стороны коннектором.
• Розетка - изделие для оптического соединения двух вилок между собой и крепления соединения на несущей конструкции.
• Адаптер - устройство, обеспечивающее соединение коннектора и розетки разных типов, а также уменьшающее эксплуатационную нагрузку на входы оптических приборов.
• Разъем - устройство для прецизионной (особо точной) фиксации оптического коннектора в розетке.
• Разветвитель - используется как синоним элемента ответвляющего поток.
Он использутся также для определения структуры, распределяющей мощность между двумя оптическими волокнами или между активным устройством и волокном.
• Аттенюатор - пассивный элемент, управляющий сигналами волоконно-оптической линии передачи.
Основными требованиями к оптическим соединителям являются следующие:
• малые вносимые потери;
• устойчивость к внешним механическим, климатическим и другим воздействиям;
• высокая надежность;
• простота конструкции.
Дополнительно к разъемным соединителям предъявляют требования неизменности параметров при многократных соединениях. Кроме того, любая их конструкция по возможности должна исключать необходимость дополнительной юстировки.
По конструкции разъемные соединители бывают симметричными и несимметричными.
Потери в оптических соединителях
При соединении оптических волокон, с одинаковыми номинальными размерами сердцевины и одинаковым распределением показателя преломления по радиусу волокна, наиболее эффективно соединение торец в торец (торцевое соединение). Основными задачами при торцевом сочленении являются обеспечение строгой соосности, идентичности геометрии торцов, перпендикулярности их поверхностей оптическим осям и высокая степень гладкости торцов. Основные дефекты, которые могут возникнуть при торцевом соединении показаны на рис. 5.1.
Потеря мощности или затухание оптической волны возникает при неточной центровке ОВ.
В этом случае часть лучей просто не переходит в следующее волокно, или входит под углом больше критического. При неполном физическом контакте волокон образуется воздушный зазор. В связи с чем возникает эффект возвратных потерь. Часть лучей при прохождении прозрачных сред с разной плотностью отражается в обратном направлении. Достигая резонатора, они усиливаются и вызывают искажения сигналов.

Неидеальная геометрическая форма волокон также вносит вклад в потери мощности. Это может быть и эллиптичность световода и нецентрированность его сердцевины. Торец самого световода может содержать деформации: сколы и шероховатости, что в свою очередь уменьшает рабочую поверхность соприкосновения волокон.
Коэффициент передачи оптической мощности излучения К от одного волокна к другому в идеальном случае при отсутствии дефектов сопряжения равен единице, т.е. К=1. Если имеют место дефекты сопряжения, то при радиальном смещении Кδ = 1 - δ/d, угловом смещении Кθ = 1 - θ/θΑ и осевом смещении KS = 1 – s tg θA 2/d, где θA и d – апертурный угол и диаметр волокна; θ – угол смещения; s - расстояние между торцами волокон; δ - радиальное смещение.
Вносимые потери зависят от типа волокна (многомодовое или одномодовос), типов и качества соединителей и составляют от 0,3 до 0,5 дБ. Вносимые потери можно разбить на две категории: внешние и внутренние потери.
Внешние потери - это потери, которые возникают из-за несовершенства, как самой конструкции соединителя, так и процесса сборки оптического шнура. Внешние потери зависят от таких факторов как: механическая нестыковка, рассмотренная выше (рис 5.1); шероховатости на торце сердцевины; загрязнение участка между торцами волокон. Кроме этого некачественная полировка торцов волокон и трение, возникающее при многократных стыковках соединителей (имеющих физический контакт), может привести к потерям, связанным с рассеянием на микротрещинах.
Внутренние потери определяются факторами, которые невозможно изменять (улучшать), то есть которые не зависят от заделки волокна в соединитель. К ним относятся парная вариация несоответствия диаметров сердцевин, показателей преломления,
числовых апертур, эксцентриситетов сердцевина/оболочка и концентричностей сердцевины у волокон с разных сторон соединителя. Эти потери следует учитывать в совокупности. При этом можно ожидать случайные изменения этих параметров даже в том случае, когда волокна одинакового стандарта или с одной и той же катушки. На внутренние потери влияют технология производства волокна и соответствующие критерии контроля качества но не конструкции соединителя. Самые большие внутренние потери (примерно 16 дБ) возникают при стыковке многомодового и одномодового волокна, когда свет распространяется из первого во второе волокно.
Следует также отметить потери, возникающие из-за обратного отражения на стыках волокон.
Обратное отражение от стыков соединителей может взаимодействовать с активной средой лазерного передатчика и, в конечном итоге, приводить к ложным дополнительным световым сигналам. Кроме этого при цифровой передаче суммарный эффект обратного рассеяния на нескольких стыках соединителей может быть причиной потери двоичной информации на приемном устройстве.
Основной вклад в обратное отражение вносит френелевское отражение возникающее из-за наличия воздушного зазора между торцами волокон. Значительно уменьшить зазор можно при сферической поверхности торцов, которые позволяют осуществить физический контакт (physical contact, PC) волокон (см. рис. 5.12).
Еще больше уменьшить обратное рассеяние можно за счет использования углового (наклонного) физического контакта (angled PC, APC). При наклонном торце даже в том случае, когда нет физического контакта, сильный отраженный сигнал не распространяется обратно по сердцевине волокна, а уходит в оболочку.
К росту обратного отражения ведет также большое количество микротрещин на торцевой поверхности волокна, которые, в частности, могут возникать при многократных стыковках/расстыковках оптических разъемов. Уменьшит их количество можно, выбирая оптимальную технологию полировки поверхности наконечника. Качество полировки торцов определяет величину коэффициента отражения оптического соединителя. Типичное значение обратных отражений: менее 30дБ (PC), менее 40 дБ (Super PC), менее 50 дБ (Ultra PC). При использовании технологии АРС (скошенный торец) можно получить коэффициент отражения менее 75 дБ.
5.1.1. Оптические соединители
Как правило, концевая заделка ОВ многоволоконного ОК оптическими соединителями производится на месте установки кросса путем сварки волокон с одноволоконными оптическими шнурами, армированными с одного конца оптическими соединителями.
Для изготовления шнуров оптических соединительных (ШОС) -патч-кордов и пигтейлов - используются высококачественные коннекторы производства фирм Seiko Instruments (Япония), Reichle De Massari (Швейцария), и других производителей.
Функция коннектора состоит в том, чтобы максимально точно соединить волокна двух разъемов, обеспечивая непрерывность оптического пути в точке их контакта.
Конструкция
Коннектор является наиболее сложным элементом оптического соединителя. Оптический коннектор, как правило, состоит из корпуса и втулки, размещенной в корпусе. Боковая поверхность втулки может иметь форму цилиндра, прямоугольника или иную форму. Вдоль оси имеется одно или более отверстий, в которых заклеены оптические волокна. Торец втулки (ферула) отполирован.
Прецизионная втулка, преимущественно керамическая (из окиси циркония), в которой заделывается ОВ, имеет близкий к кварцевому стеклу коэффициент теплового расширения, что обеспечивает высокую износостойкость, а также стабильность характеристик соединения в широком диапазоне температур.
В ряде случаев с целью снижения стоимости соединителя могут использоваться втулки из пластмассы или нержавеющей стали (однако в этом случае характеристики соединителя ухудшаются).
Диаметр втулки составляет 2,499 мм что позволяет обеспечить совместимость (за счет применения соответствующих адаптеров) оптических соединителей различного конструктивного исполнения. Потребность в повышении плотности размещения оптических соединителей в кроссе привела к появлению миниатюрных оптических соединителей (Small Form Fac tor), основой которых является втулка уменьшенного размера - диаметром 1,249 мм, в частности соединителей типов LC, MT-RJ. VF-45, Opti-Jack, MU.
FС-коннектор
FC-коннектор имеет пружинный наконечник цилиндрической формы (рис. 5.2). Наконечник имеет диаметр 2,499 мм и имеет отшлифованную поверхность, которая отражает свет в обратном направлении к передатчику. Поэтому FC-коннектор рекомендуется только для использования с передатчиком, имеющим лазерный источник света.
Преимущество пружинного наконечника заключается в том, что конечные поверхности коннекторов могут лежать друг против друга и нет строгих норм к длины наконечника.
FC/PC коннекторы с уменьшенным отражением от конечной поверхности. Конечная поверхность была отшлифована в полусферической форме (см. рис. 5.12).
Конец сначала отшлифовывался с радиусом кривизны 60 мм, но для большего уменьшения отражения в настоящее время радиус составляет 20 мм.
В случае использования в качестве передатчика лазерного диода рекомендуется использовать PC коннектор, потому что у него маленький коэффициент отражения. PC коннектор также рекомендуется использовать в тех случаях, когда в будущем планируется заменить светодиодный источник света на лазерный. Наконечники в FC и FC/PC коннекторах сделаны из нержавеющей стали с керамическими капиллярами или являются полностью керамическими.
Последний вид исполненная имеет низкую стоимость, лучший физический контакт и долговечность.
FC/PC коннекторы преимущественно используют в телефонах распределительных панелях, повторителях и на линиях большой протяженности для соединения активных элементов или в высокоскоростных передатчиках (лазеры или там. где требуется низкий коэффициент отражения).

SC-коннектор
SC-коннектор это новый стандартный коннектор (рис. 5.3). Корпус коннектора - пластиковая прямоугольная коробочка с фиксирующейся заглушкой.
Наконечник выполняется из керамики и фиксируется пружиной. Диаметр наконечника такой как и у FC и FC/PC коннекторов. Он имеет в основном те же оптические характеристики, что и PC коннектор, но его плотность увеличена в 8 раз. Все части, не влияющие на оптические характеристики коннектора, изготовлены из пластика. Область его использования та же, что и у коннекторов, описанных выше.
ST-коннектор
ST-коннектор выпускают как для одномодового так и для многомодового волокна (рис. 5.4) ST-коннектор соединяется разъединяется методом штыкового соединения. Наконечники обоих коннекторов выпускаются или металлокерамическими или полностью керамическими.
LC- коннектор
Коннектор типа LC (рис. 5.5) - это малогабаритный вариант SC- коннектор а. Конструкция соединителя, выпускаемая как в од-номодовом, так и в многомодовом вариантах, основана на применении керамического наконечника диаметром 1,25 мм и пластмассового корпуса с внешней лепестковой защелкой для фиксации в гнезде соединительной розетки.
Коннектор допускает как одиночное, так и дуплексное исполнение. Данный тип коннектора используется на магистральных сетях и сетях ЛВС.


Виды коннекторов и типы потерь приведены в табл. 5.1.
Новые типы оптических разъемов
Разработчики и поставщики оборудования используют и предлагают большое количество различных типов оптических разъемов. Рассмотрим некоторые из них. Один из примеров приведен на рис. 5.6.
Коннектор FDDI - предназначен для подключения дуплексного кабеля. Корпус выполнен из пластмассы и содержит два керамических наконечника. Технология FDDI предусматривает четыре типа используемых портов А, В, S, и М, которые различаются специальными цветными вставками или содержат буквенные индексы. В основном этот тип коннектора используется для подключения к оптическим сетям оконечного оборудования и для ЛВС с технологией FDDI.
Коннектор LX.5 - новый оптический разъём который за счет конструктивных особенностей обеспечивает вдвое большую плотность размещения оптических коннекторов в кроссовых панелях. Основные назначения LX.5 - заменить разъем SC там, где требуется создать дополнительное кроссовое поле.
Коннектор MT-RJ изготавливается в виде дуплексных пар. Он выпускается для одномодовых и многомодовых ОВ. Корпус коннектора содержит две металлические направляющие в которые установлены два ОВ. Оптические волокна кабеля с помощью механического сращивания (сплайсы) соединяются с волокнами коннектора.
После установки кабель фиксируется поворотом запирающего ключа. Размер и конструкция защелки аналогична RJ-45. Коннектор имеет прямые потери 0 < 0,22 дБ для ММ и 0 < 0,19 дБ для ОМ. МТ - RJ имеет малый размер и низкую стоимость. Применяется в телекоммуникационных сетях, используется при сборке в коммутаторах Ethernet, медиа-конвекторах, концентраторах.

Коннектор типа Е-2000 - имеет защитную шторку, закрывающую конец наконечника, корпус коннектора и адаптера пластмассовый. Эти коннекторы изготавливаются с хвостовиком, изогнутым на 90 градусов. Коннекторы быьают как одномодовые и мно-гомодовые. и имеют сферическую и угловую полировку. На корпуса и хвостовики распространяется международная цветовая кодировка. Исполнение бывает как симплексное, так и дуплексное.
Многоконтактные оптические коннекторы типа MFS - предназначены для использования в системах с большим числом волокон. Они могут собираться в блоки для подключения 4, 8 и 12 одномодовых и многмодовых ОВ. Достоинством этих коннекторов является низкое значение вносимых потерь. Причем, используя модули из 4 коннекторов типа MFS, можно сформировать соединения для 48 каналов.
Виды коннекторов и типы потерь приведены в табл. 5.1.
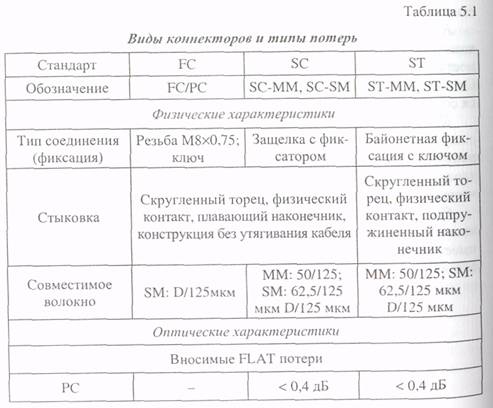
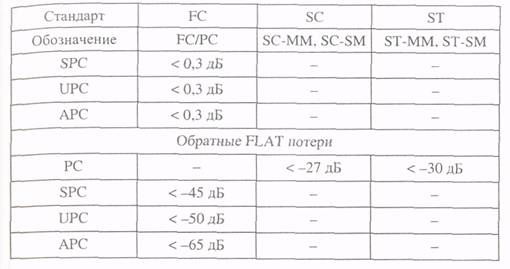
Основные характеристики
В табл. 5.2 представлены основные характеристики наиболее широко применяемых в настоящее время соединителей типов FC, SC и ST (с втулкой 2,499 мм).
Оптические характеристики оптического соединителя определяются целым рядом причин: погрешностями геометрии ОВ, разницей коэффициентов преломления ОВ, загрязнением торцевых поверхностей сочленяемых ОВ, неточной юстировкой ОВ друг относительно друга, наличием воздушного зазора между стыкуемыми ОВ.
Типичное значение вносимых потерь современного оптического разъемного соединителя не превышает 0,5 дБ и, как правило, определяется эксцентриситетом сердцевины ОВ относительно наружного диаметра втулки.
В процессе изготовления оптических шнуров в ряде случаев применяется технология калибровки, предусматривающая фиксацию сердцевины ОВ в заданном квадранте торцевой поверхности соединителя.
Такая технология обеспечивает заметное улучшение значений вносимых потерь соединителей при соединениях оптических шнуров Типа «каждый с каждым».
Это весьма важно, поскольку потери соединителя, указываемые Компанией-производителем в сопроводительной документации на Армированный оптический шнур, измеряются относительно эталонного соединителя (мастер-соединителя).
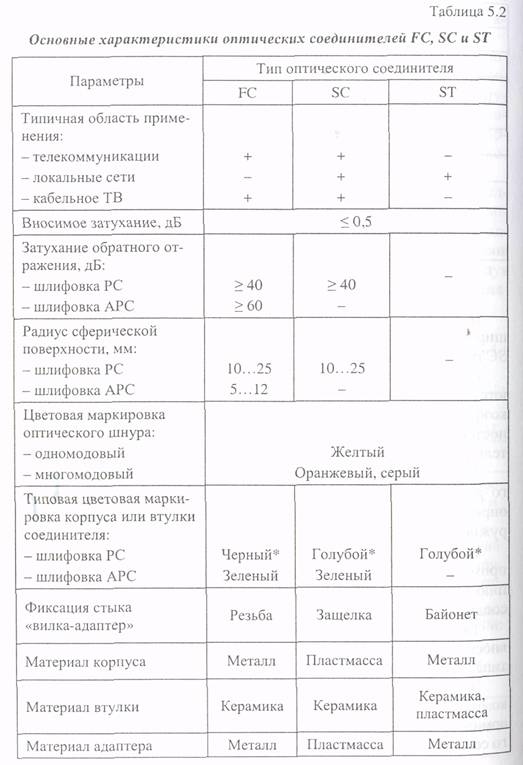
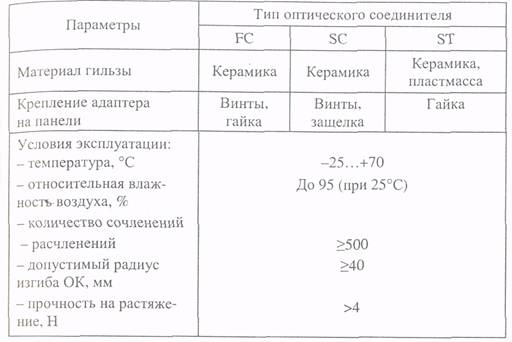
* Синий или бежевый для многомодового исполнения.
Другой оптический параметр, который характеризует качество соединителя - обратное отражение. Чем больше численное значение затухания обратного отражения в децибелах, тем меньше величина отражения.
Наличие в оптической линии передачи отраженного сигнала может привести к сбоям в работе высокоскоростных цифровых систем передачи, поэтому данный параметр нормируется для одномодовых оптических соединителей и должен учитываться при выборе типа соединителя для конкретных условий их применения, (см. рис. 5.16).
Значение обратного отражения соединителя в основном обуславливается видом его шлифовки.
5.1.2. Аттенюаторы
Аттенюаторы представляют собой пассивные элементы, которые применяются в волоконно-оптических системах передачи для уменьшения оптической мощности, падающей на фотодетектор, во избежание насыщения приемника; кроме того, они применяются для уравновешивания уровней оптической мощности в пассивных волоконно-оптических сетях.
Аттенюаторы находят широкое применение на волоконно-оптических кабельных сетях, предназначенных для телефонной связи главным образом на магистральных, внутри объектовых и распределительных абонентских линиях. Аттенюаторы используются в оптических системах передачи при чрезмерно большой мощности источников, которые должны гарантировать запасы, соответствующие системе, чтобы не допустить сокращения срока ее службы.
В оптических системах передачи управление интенсивностью света источников (лазерных диодов и светодиодов) выполняется в ограниченном диапазоне и может обусловить возникновение нежелательных изменений, некоторых оптических характеристик (модовых структур и центральной длины волны). Кроме того, поскольку на оптический сигнал будут оказывать влияние также характеристики волокон и сростков, имеющихся на линии, аттенюаторы подсоединяются, как правило, непосредственно перед приемником на стойке с аппаратурой или на оконечной стойке. Они размещаются главным образом на станциях, но могут также размещаться и в шкафах.
Существуют аттенюаторы двух типов: постоянные и переменные. Переменные аттенюаторы применяются, как правило, для периодической подстройки принимаемой мощности в течение срока службы системы передачи.
Конструкции оптических аттенюаторов построены, как правило, на основе двух следующих принципов:
1) не контактирующие волокна;
2) контактирующие волокна.
В соответствии с разными конструкциями систем оптической передачи элементы, вносящие затухание, могут быть защищены, внесены и размещены в подходящих механических структурах, которые дают возможность подсоединять их к другим элементам или к волоконной линии. В частности, аттенюаторы могут встраиваться в линейные соединители (это является наиболее часто используемым решением) либо в соединительный кабель.
Существует два различных типа оптических аттенюаторов: устройства с фиксированной или регулируемой величиной затухания. Фиксированные оптические аттенюаторы выполняются либо в виде воздушного зазора, легированного световода или стеклянного фильтра, внедренных в передающий тракт в качестве поглощающих фильтров, либо путем изгиба световода передающего тракта

. Фиксированные аттенюаторы на основе легированного световода или стеклянного фильтра встраиваются в корпус адаптера разъемов различных типов (например, SC, FC, ST). Фиксированные аттенюаторы обычно устанавливаются как внутрилинейные аттенюаторы непосредственно за передатчиками или усилителями (рис.5.7).
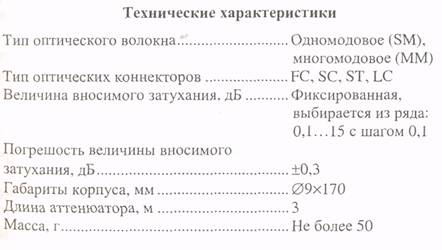
5.1.3. Оптические разветвители
Оптические разветвители предназначены для пассивного распределения оптического излучения (ответвления) оптической Мощности между компонентами волоконно-оптических линий и систем передачи.
Производятся с требуемым числом ответвлений (от 1 × 2 до32 × 32) и делением мощности в разных процентных отношениях. Могут быть одномодовыми и многомодовыми, на одну и две длины волны, оконцовываются любыми типами оптических разъемов и изготавливаются в различных корпусных исполнениях.
Оптический разветвитель представляет собой пассивный оптический многополюсник, имеющий nвх входных и nвыз< выходных оптических портов (точек ввода или вывода оптического излучения). Оптическое излучение, подаваемое на входные порты, распределяется между его выходными портами (рис. 5.8).
Разветвители бывают двух типов:
- симметричные (Х-образные), например, простейший из них типа 2×2 (2 входа и 2 выхода);
- несимметричные (Y-образные), например, простейший из них типа 1×2 (1 входи 2 выхода).
Все другие разветвители являются частными случаями указанных двух типов и характеризуются функциональной направленностью.
Так, простейший разветвитель Y-типа (1×2), предназначенный для отделения заданной части мощности оптического излучения, называется ответвителем, или же разветвителем Т-типа. Разветвитель Y-muna с одним входным и несколькими (> 2) выходными оптическими портами называется разветвителем типа звезда. Специалисты иногда относят к ним симметричные разветвители.
Различают также:
- направленные разветвители, коэффициент которых передачи между оптическими портами зависит от направления рапростране-ния оптического излучения;
- ненаправленные разветвители, у которых такой зависимости нет;
- спектрально-селективные разветвители, чувствительные к длине волны излучения;
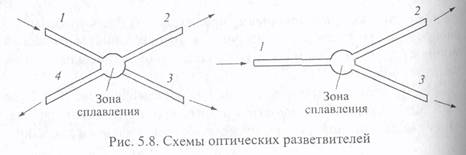
- неселективные разветвитеди, нечувствительные к длине волны излучения.
Широкое применение нашли разветвители, получаемые путем сплавления оптических волокон, ввиду стабильности их параметров в широком диапазоне условий эксплуатации.
Конструкции оптических разветвителей
Конструкции оптических разветвителей. как правило, определяются их назначением и условиями эксплуатации, однако все их разнообразие можно разделить на два вида: малогабаритные конструкции, предназначенные обычно для установки внутри аппаратуры или внутри монтажных устройств и конструкции в корпусном исполнении, обеспеивающие использование разветвителя в системах связи.
При малогабаритном исполнении сварной модуль разветвителя устанавливается в керамической или металлической (например, из инвара) трубке. Модуль имеет диаметр 3...4 мм и длину 50...80 мм. а волокна портов имеют или защитное эпоксиакрилатное покрытие диаметром 0,25 мм или защитную полиэтиленовую оболочку диаметром 0,9 мм.
При корпусном исполнении сварной модуль разветвителя устанавливается в металлическом или пластмассовом корпусе для предохранения его от воздействия внешних факторов и обеспечения высокой надежности в процессе хранения и эксплуатации.
Оптические разветвители – аттенюаторы
Разветвители можно использовать как аттенюаторы, предназначенные для уменьшения мощности оптического сигнала. Это бывает необходимо, например, в измерительной технике или в системах передачи информации для согласования затухания в оптическом волокне с динамическими параметрами системы. При передаче данных слишком малые уровни сигнала могут привести к потерям информации (битовым ошибкам), а слишком высокие уровни к перегрузке приемного устройства и сбоям работы в системе передачи в целом.
Оптические разветвители как мультиплексоры и демультиплексоры
На основе технологии сплавных разветвителей можно изготовить мультиплексоры/демультиплексоры (МДМ) с разделением по длине волны, предназначенные для объединения и разделения оптических сигналов, имеющих различные длины волн. Они, как и разветвители, относятся к пассивным оптическим элементам ВОЛП и могут быть однонаправленными и двунаправленными. МДМ могут быть использованы для увеличения емкости оптического канала, позволяя избежать необходимости прокладки новых оптических кабелей.
Простейшим из МДМ является сплавной оптический МДМ, применяемый для объединения и разделения несущих в двух диапазонах длин волн: 1310 + 10 нм. Он имеет малое вносимое затухание (порядка 0,3 дБ) и коэффициент направленности около 20дБ, обеспечивающий малые переходные влияния информационных потоков, передаваемых на указанных длинах волн, а также высокое затухание обратного отражения сигнала, т.е. малое влияние отраженного сигнала на передающее устройство.
Используемое в МДМ ОВ должно обеспечивать возможность пропускания многоволнового сигнала при высоких уровнях мощности излучения, т.е. иметь малый уровень нелинейных эффектов.
Таким является одномодовое ОВ, оптимизированное для Передачи во 2-м окне и допускающее использование в 3-м окне, где характеристики ОВ не оптимизированы. Кроме этого, можно использовать одномодовое ОВ с ненулевой смещенной дисперсией - где нулевая дисперсия находится за пределами диапазона, 1530... 1620 нм.
Конструктивная аналогия сплавных разветвителей 1×2 и МДМ дает основания гарантировать стабильность их параметров при воздействии внешних температурных и механических факторов, что позволяет использовать их для различных применений в ВОЛП.
5.1.4. Соединительные и переходные розетки
Соединительные розетки
Соединительные розетки предназначены для обеспечения стыковки разъемных соединителей с помощью резьбового или байонетного соединений, а также защелок. Основным элементом соединительной розетки является центрирующий элемент, который у многомодовой розетки - бронзовый разрезной, а у одномодовой – керамический разрезной. При этом обеспечиваются следующие уровни потерь при стыковке соединителей: для многомодовой розетки типовые 0,2 дБ, максимальные 0,3 дБ, а для одномодовой розетки типовые 0,05 дБ, максимальные 0,2 дБ в рабочем диапазоне температур от -60 до +85°С.

Корпуса соединительных розеток (рис. 5.9) для разъемов типа FC, ST, SMA выполнены из латуни с никелевым покрытием, а для разъемов типа SC, FDDI, ESCON из полимерного материала. Каждая соединительная розетка снабжена полимерными или металлическими заглушками, которые защищают ее от попадания пыли.
Проходные розетки
Проходные оптические розетки (адаптеры) используются для физической стыковки (соединения) разъемов различных типов, т.е. для сопряжения аппаратуры различных производителей, если их интерфейсы не совпадают. Проходные розетки (адаптеры) выпускаются для наиболее часто используемых типов пар разъемов (рис. 5.10):

Все они, кроме проходной розетки SC-Duplex-ST, имеют один присоединительный размер, соответствующий розетке SC. Розетки Для соединения многомодовых разъемов комплектуются бронзовыми центраторами, а корпуса розеток выполняют из латуни и пластмассы.

Проходные розетки обеспечивают следующие потери при стыковке разъемов: для многомодовой пары типовые потери 0,05 дБ, максимальные - 0,2 дБ, а для одномодовой пары типовые потери 0,2 дБ, максимальные - 0,3 дБ в диапазоне температур от -60 до +85°С. Полимерные корпуса многомодовых переходных розеток окрашены в черный цвет, а корпуса переходных одномодовых розеток в синий.
5.1.5. Оптические соединительные шнуры
Оптический шнур - это оптический миникабель, оконцованный с обеих сторон соединителями. Шнуры оптические соединительные предназначены для подключения к коммутационно-распределительным устройствам, оконечному (терминальному) оборудованию и контрольно-измерительной аппаратуре (рис. 5.11).
Они состоят из симплексного или дуплексного оптического кабеля с одномодовым (9,5/125 мкм) или многомодовым (50/125 или 62,5/125 мкм) волокном и оптического разъема (коннектора).
Стандартные оптические шнуры изготовляются на волокне в буферном покрытии диаметром 900 мкм, на одножильном кабеле диаметром 2 или 3 мм (симплекс) и двужильном (дуплексном) кабеле.
Пигтейлы
Пигтейлы (pigtails) представляют собой отрезок ОВ с буферным покрытием диаметром 0,9 мм или одножильного кабеля диаметром 3,0 мм, оконцованный стандартным разъемом с одной стороны. Они изготавливаются фиксированной (1,5 м) или заказной длины. Как правило, пигтейлы поставляются в виде соединительного шнура двойной длины, что позволяет провести проверку их оптических параметров на соответствие ТУ, и возможность, при самостоятельной резке, изменять длину каждой части в пределах суммарной длины.

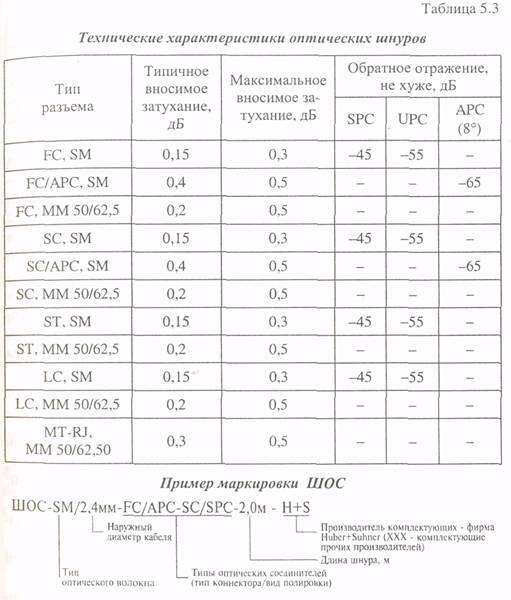
Дуплексные шнуры
Для удобства монтажа аппаратурной части ВОЛП соединительные шнуры выполняются дуплексными на основе дуплексного ОК, при этом тип шнура кодируется с каждой его стороны цветом хвостовика одного из оптических разъемов. Для удобства идентификации хвостовик другого оптического разъема имеет красный цвет для всех типов дуплексных шнуров.
Многожильные кабельные шнуры
Многожильные кабельные шнуры (pre-terminated cables) предназначены для внутренней прокладки между зданиями на расстояние до 2000 м. Многожильный шнур представляет собой отрезок многожильного кабеля, оконцованного с одной стороны оптическими разъемами, а с другой стороны заканчивающегося многоконтактными разъемами. Его преимущества - возможность оконцовывания разъемами в производственных условиях и контроля параметров с использованием стационарной контрольно-измерительной аппаратуры. Многожильный шнур снабжен специальной арматурой, надежно защищающей разъемы и содержащей рым-болт для протяжки его по размеченной трассе. Монтажные работы при использовании многожильного шнура сводятся к его прокладке, снятию защитной арматуры и подключению к коммутационной аппаратуре. Такая технология позволяет вдвое снизить сроки и стоимость монтажа, повысить надежность, уменьшить вероятность ошибок оптического тракта ВОЛС и исключить необходимость использования специальных инструментов и привлечения монтажников высокой квалификации.
5.1.6. Виды шлифовок
При армировании оптических шнуров (волокон) оптическими соединителями используют следующие виды шлифовок, указываемые в исполнении соединенителя соответствующей аббревиатурой:
- плоская шлифовка (без обозначения);
- шлифовка PC (Physical Contact, физический контакт), с разновидностями SPC (Super Physical Contact) и UPC (Ultra Physical Contact);
- шлифовка АРС (Angle Physical Contact, угловой физический контакт).
Плоская шлифовка не обеспечивает «непосредственного контакта» ОВ в соединении из-за микронеровностей торцевых поверхностей стыкуемых втулок, в связи с чем при прохождении оптического сигнала через такую границу величина затухания отражения не превышает 20 дБ, Этот вид шлифовки находит практическое применение только при создании локальных оптических сетей на основе многомодовых ОВ. когда армирование волокон соединителями производится непосредственно на месте.

Шлифовка вида PC предусматривает шлифовку торцевой поверхности оптических втулок с вклеенными в них ОВ с приданием ей формы в виде части сферы, что обеспечивает непосредственный физический контакт вклеенных во втулки ОВ. В зависимости от качества шлифовки поверхности может быть получена стандартная шлифовка PC (затухание отражения не ниже 40 дБ) или улучшенная шлифовка SPC и UPC (затухание отражения около 50...55 дБ).
Следует отметить, что при неоднократном расчленении/сочленении соединителей с улучшенной шлифовкой из-за появления микроцарапин на поверхности величина их обратного отражения может ухудшиться до уровня, характерного для шлифовки типа PC.
Шлифовка АРС обеспечивает самые лучшие характеристики обратного отражения (не хуже 60 дБ) за счет наклона контактной поверхности порядка 8° от перпендикуляра к оси ОВ. Имеющие место отражения оптического сигнала выводятся при этом из сердцевины ОВ во внешнюю среду, в связи с чем соединители со шлифовкой вида АРС наиболее целесообразно использовать в ВОЛС, по которым предусматривается работа аналоговых, и высокоскоростных цифровых систем передачи (рис. 5.12).
5.1.7. Технология оконцевания оптических волокон
На оптический кабель перед оконцеванисм необходимо надеть эластичный хвостовик и монтируемую втулку коннектора. Стриппером Т-типа с конца кабеля удаляют ПВХ оболочку на длину 35...40 мм, после чего отрезают упрочняющие нити (ножницами Для резки кевлара), оставив их свободными на длину 5 мм. Буферное покрытие 900 мкм удаляют с волокна стриппером Clauss NoNik, а первичное защитное покрытие (эпокси-акрилат) 250 мкм Удаляется стриппером Clauss CFS-2. При этом необходимо оставить 12 мм неосвобожденного от буфера волокна.
Заклейка ОВ в коннекторе
В упаковке эпоксидного клея, удаляют съемную перегородку, укладывают упаковку на ровную поверхность и прокатывают по ней роликом миксера 10 - 20 раз. После этого вскрывают упаковку с клеем. При необходимости клей можно поместить в шприц.
Волокно протирают салфеткой, смоченной в спирте, и наносят клей на оптическое волокно, буферное покрытие (на длину 2 мм) и на ножку коннектора, попадающую под упрочняющие нити кабеля. Клей ни в косм случае не должен попадать в зазор между задней частью наконечника и корпусом коннектора. Затем аккуратно надевают коннектор на ОВ разделанного конца ОК.
Монтируемую втулку перемещают по кабелю на коннектор до упора и кремпируют ее один раз на коннекторе кремпирующим инструментом диаметром 0,178", и второй раз на кабеле инструментом диаметром 0,151".
Микрокаплю клея наносят на торец наконечника в месте выхода из него волокна и надевают на наконечник защитную заглушку.
Выдерживают коннектор до отвердения клея в зависимости от марки клея:
• BAF 113 - 24 ч при комнатной температуре или 1 ч при нагреве до 65°С;
• BAF 123 - 24 ч при комнатной температуре или 30 мин при нагреве до 100°С;
• BAF 120 -2 ч при комнатной температуре;
• Epotek Ероху - 5 мин при нагреве до 100°С (в специальной мини печке).
Одной 2 г упаковки клея BAF хватает на 20-40 оконцовок.
Полировка клея на торце коннектора
Ручкой-скалыватслем наносят на волокно черточку на границе клеевой капли на торце наконечника. Изгибая волокно, производят скалывание.
Коннектор закрепляют в полировальном диске. На ровном месте устанавливают стеклянную пластину и последовательно кладут на нее картонную подложку и полировальную пленку.
Шлифовку торца волокна необходимо начинать на полировальной пленке зернистостью 5 мкм.
В процессе полировки рука с коннектором должна, не оказывая давления на коннектор, с размахом 50... 100 мм описывать фигуру
похожую на цифру «8». Особенно аккуратно следует действовать в начале процесса полировки, так как очень важно следить за тем, чтобы на шлифовальную пленку и под нее не попадали посторонние твердые частицы.
Для избежания попадания пыли на полируемую поверхность, ее надо периодически продувать сжатым воздухом из специального баллона с насадкой. На пленке зернистостью 5 мкм полируют коннектор до тех пор, пока на его торце не останется тонкий слой клея.
Полировать на пленке 5 мкм до полного удаления клея запрещается.
Толщина оставляемого на торце наконечника слоя клея определяется визуально, что достигается приобретенным опытом шлифовальщика.
Торец наконечника и шлифовального диска полируют смоченной в спирте салфеткой. Для протирки каждого вида абразивной пленки необходимо использовать индивидуальную салфетку.
Затем, до полного удаления следов клея, полируют торец волокна на полировальной пленке зернистостью 1 мкм.
После этого на пленке зернистостью 0,3 мкм описывают полировальным диском 5 восьмерок. На этом процесс полировки закончен.
Коннектор фиксируют на микроскопе и визуально контролируют качество отполированного торца. Световедущая жила должна быть без сколов и царапин. Незначительные сколы и царапины допускаются только на отражающей оболочке.
Интерферометрический метод измерения геометрии поверхности разъемов
Интерферометрический метод контроля геометрии поверхности разъемов рассмотрим на примере разъемов с одноволоконными Цилиндрическими ферулами.
Ферул - небольшой направляющий наконечник, который крепится на конец волокна и располагается в коннекторе. Он имеет Цилиндрическую форму с тонким сквозным отверстием вдоль оси симметрии, в которое вклеено волокно (рис. 5.15).
В идеальном случае два ферула и заклеенные в них волокна, соединяясь в точке контакта под действием силы сжатия, несколько Деформируются в центральной части таким образом, что образуют контакт волокон без воздушного зазора между ними (рис. 5.13).
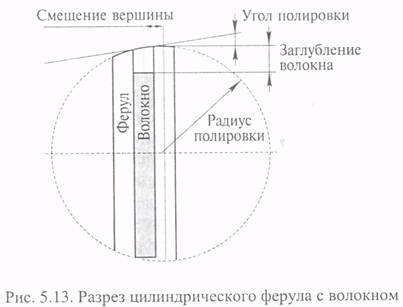
При этом большая часть силы давления прикладывается к поверхности ферула, предотвращая перенапряжение волокна, которое угрожает ухудшением оптических параметров, преждевременным старением и даже разрушением волокон в точке контакта. Отсутствие воздушного зазора между сердцевинами волокон необходимо для того чтобы в точке контакта волокон не было скачка показателя преломления, а, следовательно, отражения и ослабления оптического сигнала, распространяющегося по волокну.
При изготовлении ШОС на видеомикроскопе проверяется состояние поверхности ферула на предмет наличия царапин, сколов, других дефектов.
В каждой партии разъемов выборочно тестируется геометрия полированной поверхности с использованием автоматизированного измерительного комплекса Koncentrik.
При этом получается стандартный протокол с трехмерным изображением торца ферула и результатами измерения: смещения А вершины ферула относительно оси, заглубления или возвышения Р торца волокна относительно поверхности торца ферула (protrusion), радиуса R кривизны поверхности, других параметров.
В случае несоответствия нормам хотя бы одного из параметров ферула прибор автоматически выдает сигнал на отбраковку.
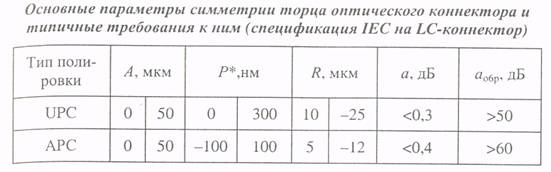
*высота возвышения торца измеряется относительно уровня вершины ферула.
Все ШОС могут сопровождаться протоколами измерения геометрии поверхности ферулов (рис. 5.14). ШОС тестируются по величинам вносимого затухания и обратного отражения.
С целью уменьшения вносимого затухания в разъемных соединениях выпускаются так называемые «ориентированные» шнуры, у которых ключ коннектора размещают таким образом, чтобы он находился в одном квадранте угловой диаграммы, вокруг оси ферула.
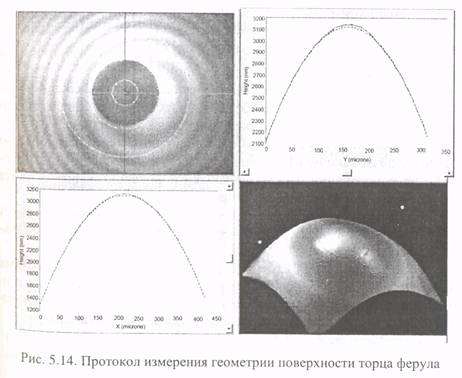
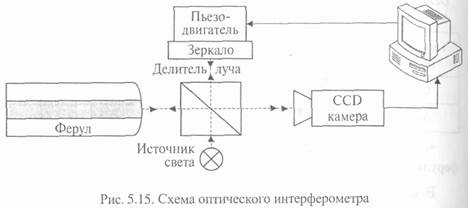
Для этого на измерительном комплексе Koncentrik проводится измерение углового положения оси волокна относительно оси ферула, после чего производится юстировка коннектора.
5.1.8. Пассивное оборудование для ВОЛС специального назначения
Претерминированные кабельные сборки
Претсрминированные кабельные сбороки используются при строительстве волоконно-оптических линий связи.
Прстсрминированная кабельная сборка представляет собой строительную длину оптического кабеля, волокна которого в промышленных условиях оконцованы оптическими коннекторами (рис. 5.16).
Оптические коннекторы кабельной сборки имеют специальную защиту, позволяющую прокладывать кабель без нарушения целостности конструкции. После прокладки и фиксации кабеля зашита удаляется - сборка готова для подключения к оборудованию.
Конструкция защитной арматуры кабельной сборки позволяет осуществлять протяжку кабеля через кабельный канал за специальный кожух.
Использование при строительстве ВОЛС претерминированных кабельных сборок позволяет существенно снизить время и стоимость монтажных работ, так как нет необходимости проводить измерения оптических параметров линии после прокладки.
Преимущества и особенности:
• возможность самостоятельного монтажа оптической линии;
• существенное снижение затрат на строительно-монтажные
работы;
• снижение времени на монтаж линии;
• наличие конструкций для кабеля с различными типами бронепокровов;
• специально разработанные модели кроссового оборудования.
Претерминированная кабельная сборка - законченное изделие, измерения параметров которого проводились в заводских условиях и при соблюдении, в процессе строительства требований, по прокладке кабеля (сдавливающее и растягивающее усилие, минимальный радиус изгиба) параметры будут соответствовать паспортным данным и после инсталляции системы.
Снижение затрат на строительно-монтажные работы обусловлено еще и тем, что стоимость монтажа в заводских условиях существенно ниже стоимости выезда и работы монтажной бригады. особенно при строительстве ВОЛС с небольшим количеством оптических волокон.
Применение претерминированной кабельной сборки также позволяет подключить активное оборудование и начать работу сети непосредственно после окончания работ по прокладке без дополнительных материальных и трудозатрат.
Для осуществления монтажа претерминированных кабельных сборок разработаны специализированные конструкции оптических кроссов (рис. 5.17). Конструкции кроссов позволяют осуществить надежное крепление кабельной сборки в корпусе оптического кросса.
Вставки ремонтные оптические
Вставки ремонтные оптические (ВРО) предназначены для аварийного временного восстановления работы волоконно-оптической Линии связи при повреждении оптического кабеля.

Подключение поврежденного оптического кабеля к вставке осуществляется при помощи механических соединителей типа Corelink или Fibrlok. При таком способе подключения на каждом конце кабеля-вставки монтируется пластиковый короб или муфта, внутри которых располагаются приспособления для крепления механических соединителей и оптических волокон кабелей.
Волокна поврежденного кабеля при помощи механических соединителей подключаются к волокнам кабеля-вставки.
Устройство подключения: для BPO-I - пластиковые короба; для ВРО-П - муфта МТОК 96; для ВРО-Ш - муфта FOSC 400.


Аварийный транспортируемый кабельный комплект
Аварийный транспортируемый кабельный комплект (ATKKJ предназначен для оперативного временного восстановления связи при авариях на волоконно-оптических линиях передачи, имеющих протяженный характер, или в случаях, когда затруднен доступ к месту аварии (рис. 5.19). Например, аварии на железнодорожном транспорте, подтоплении при паводках или разливе агрессивных химикатов.
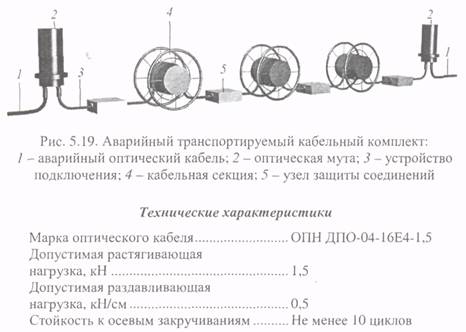

5.2. Оконечное оборудование ВОЛС
К оконечному оборудованию ВОЛС относят оптическое распределительное и коммутационное кроссовое оборудование: распределительные коробки, панели, шкафы, оптические кроссовые устройства.
Для осуществления расшивки и соединения - коммутации оптических волокон используют оконечные устройства, которые обеспечивают:
- надежную защиту волокон от механических повреждений;
- возможность закрепления концов кабеля;
- удобство размещения технологического запаса волокна с соблюдением заданного радиуса изгиба;
- создание простого и удобного доступа к соединениям (сплайсам) волокон, розеткам и коннекторам разъемных соединителей во время ремонтных и профилактических работ;
- обеспечение удобства подключения коннекторов к розеткам разъемных оптических соединителей;
- хорошие массогабаритные показатели в сочетании с большой емкостью и высокой плотностью оптических портов.
5.2.1. Ввод оптических кабелей в объекты связи
Оптическое кроссовое оборудование предназначено преимущественно для эксплуатации в помещениях объектов связи, и только в некоторых случаях - в подземных или наземных контейнерах необслуживаемых регенерационных пунктов-оптических (НРП-О) либо в уличных распределительных оптических шкафах.
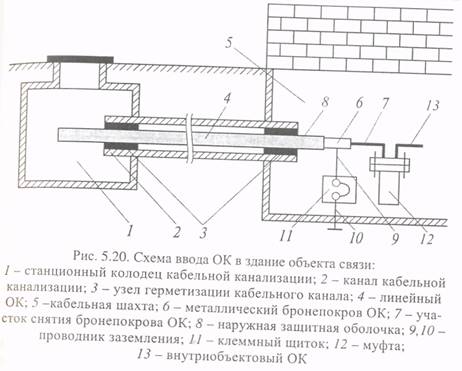
Ввод ОК в объекты связи производится через помещение ввода кабелей с учетом требований по заземлению кабеля. В помещении ввода кабелей линейный ОК монтируется с внутриобъектовым ОК (несодержащим металлических конструктивных элементов, с оболочкой из материала, не распространяющего горение), который подключается к кроссовому оборудованию (рис. 5.20).
Допускается прокладка линейного ОК непосредственно до кросса в случае защиты кабеля материалом, не распространяющим горение.
Ввод ОК в контейнер НРП-0 производится через вводные патроны подземной части контейнера НРП-0 в соответствии со схемой рис. 5.21.
В корпусе устройства ввода металлический бронспокров ОК разделывается и к нему подключается герметизированный проводник КИП с медной жилой сечением не менее 4 мм. При этом должны быть обеспечены: герметизация ввода ОК и провода КИП относительно устройства ввода, механическое соединение бронепокрова ОК с устройством ввода с обеспечением их электрической изоляции друг от друга.
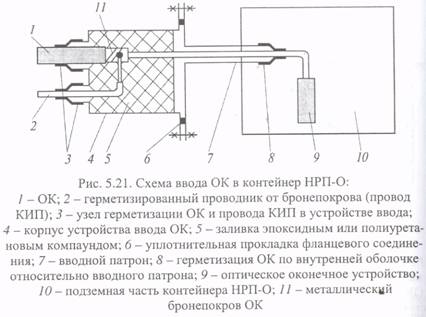
Провод КИП вводят в наземную часть контейнера НРП-О, где подключают к щитку заземления.
Для обеспечения возможности подключения трассопоискровых приборов к бронепокрову ОК и контроля сопротивления изоляции «бронепокров - земля» конструкция щитка заземления должна быть снабжена съемными перемычками, или же между щитком заземления и проводом КИП устанавливается клеммный щиток КИП. Бронепо-кровов ОК (включая провод КИП) не должен вводиться внутрь подземной части контейнера НРП-О.
5.2.2. Оптическое кроссовое оборудование
Оптическое кроссовое оборудование (рис. 5.22) используется для концевой заделки и коммутации оптических кабелей, подключения оптических волокон к аппаратуре оптических систем передачи или оборудованию пользователя, а также для контроля характеристик (Ж в процессе эксплуатации.
Состав оптического кросса
Оптический кросс в общем случае представляет собой конструктив, в состав которого входят узлы ввода, крепления и концевой заделки волокон ОК.
Независимо от конструктивного исполнения оптический кросс содержит:
• каркас или корпус (стойку, шкаф, блок и т.д.), который может быть при необходимости влагозащитным или герметичным;
• элементы ввода многоволоконного ОК;
• панель коммутации с устанавливаемыми на ней адаптерами оптических соединителей;
• коммутационные одноволоконные оптические шнуры, армированные с обоих концов оптическими соединителями (шнуры типа patchcord).
Обычно в качестве каркаса для монтажа оптических кроссов используются стандартные стойки и шкафы 19". Основным элементом оптического кросса является панель коммутации с оптическими соединителями.
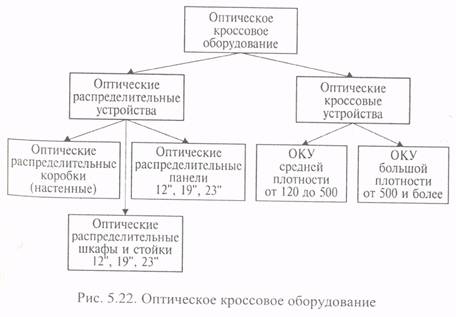
Конструкции оптических кроссов
Несмотря на конструктивные отличия оптических кроссов различных изготовителей, кроссовое оборудование может быть отнесено к одной из двух следующих групп:
• оптический кросс традиционной конструкции (не предназначенный для частых изменений конфигурации соединений в ходе эксплуатации);
• оптический кросс с доступом к ОВ отдельного пользователя (обеспечивающий возможность частых изменений конфигурации в ходе эксплуатации без влияния на других пользователей).
Наиболее широко используются следующие варианты конструктивного исполнения оптических кроссов:
• настенное (в виде небольшого шкафчика с креплением к стене или металлоконструкции);
• блочное (в виде блока, устанавливаемого в типовую стойку или шкаф);
• напольное (в виде стойки или шкафа специального исполнения), применяется в отдельных случаях по необходимости.
Оптические распределительные устройства
Настенные оптические распределительные коробки используются для разделки и соединения линейного кабеля со станционным кабелем при построении оптических узлов с небольшим количеством волокон. Пример разделки оптических волокон внутри распределительной коробки показан на рис. 5.23.
Оптические волокна линейного кабеля свариваются с волокнами небольшой длины (до 1,5 м), оконцованными соединителями с одной стороны. Место сварки защищается термоусаживающейся защитной гильзой. Технологические запасы волокна и защитные гильзы укладываются во внутренней соединительной сплайс-пластине. Распределительные коробки выполняют функции разветвительной муфты или кросса
Рэковые (стоечные) оптические распределительные панели крепятся в стойку 12", 19", 23" (рис.5.24). Стоечный вариант дает больше преимуществ, когда приемопередающее оборудование находится в этой же стойке. Оптические распределительные панели обеспечивают оконцовку линейных кабелей, защиту сварных соединений, хранение технологических запасов волокон, оптических шнуров (патч-кордов), кроссировку волокон и возможность монтажа от 8 до 144 волокон. Обычно каждая панель комплектуется полностью или частично пигтейлами заводского производства с различными типами оптических разъемов, розетками и сплайс-пластинами.

Оптический кросс в блочном исполнении чаще всего представляет собой блок (этаж), обеспечивающий концевую заделку ОК емкостью от 12 до 96 ОВ и устанавливаемый в стандартный каркас стойки или шкафа.
В оборудовании дюймового стандарта, для удобства определения вместимости стойки или шкафа по вертикали, высота устанавливаемого оборудования обозначается количеством юнитов - U (44,45 мм). Типовые значения высоты - от 12U до 54U (от 640 до 2590 мм).
Для установки кросса блочной конструкции может быть использована стойка (шкаф), в которой размещается оборудование системы передачи, или отдельная стойка (шкаф), используемая исключительно для ввода и концевой заделки оптических кабелей связи.

Оптические распределительные шкафы (рис. 5.24). Шкафы отличаются от коробок большими размерами и значительно большей емкостью ОК. допускают установку на пол и крепление к стене и установления как взаимонаправленного, так и кроссового соединений оптических волокон.
Волокна линейного кабеля разделываются на задней панели устройства, а оптические шнуры, идущие от сетевого оборудования, подключаются к ним через переднюю панель устройства. Такое подключение (interconnect) характерно для распределительных коробок и панелей.
Кроссовое подключение характерно тем, что оптические волокна линейных или станционных кабелей, а также оптические шнуры от сетевого оборудования разделываются на задней панели устройства, а коммутация (кросс-коммутация) окончаний этих волокон осуществляется на передней панели при помощи коммутационных шнуров. Такое подключение используется в оптических кроссовых устройствах.
Оптические кроссовые устройства
Оптические кроссовые устройства используются при построении оптических узлов с большим количеством волокон (больше 100) входящих линейных ОК. Оптические кроссы различаются емкостью и подразделяются на кроссы средней плотности (125...500 внешних оптических волокон) и кроссы высокой плотности (свыше 500 волокон).
Кросс в напольном исполнении применяется в основном на крупных объектах связи или при концевой заделке ОК большой емкости. В ряде случаев используются стойки шириной 120 или 240 мм, не имеющие разделения на этажи, их лицевая сторона оснащается панелями с адаптерами оптических соединителей.
В ряде случаев оптический кросс может иметь влагозащитное или герметичное исполнение, может быть предварительно полностью смонтирован на заводе-изготовителе, может комплектоваться многоволоконным стабкабелсм для муфтового соединения с линейным кабелем и т.п.
Составляющие оптических шкафов
• Кронштейны предназначены для установки и крепления корпуса шкафа в различные телекоммуникационные конструктивы.
Кронштейны изготавливаются для стоек 19". 23" . метрического стандарта (515 мм).
• Патч-панели предусматривают установку оптических адаптеров (розеток) основных типов: FS. ST, SC.
• Кабельные вводы - отверстие для ввода кабелей расположено на задней стенке корпуса шкафа. Конструкция кроссового шкафа предусматривает боковой ввод кабеля, что позволяет соблюсти требования по изгибу кабеля при экономии пространства за стойкой.
Для крепления центральных силовых элементов предусмотрены специальные зажимы.
В стандартный комплект поставки входит защитный металлический экран, позволяющий вдвое увеличить максимальное число вводимых оптических кабелей за счет возможности ввода их в корпус разделанными до модулей.
• Кабельные органайзеры используются для обеспечения удобства выкладки запаса оптических модулей и пигтейлов корпуса оптических шкафов оснащаются специальными металлическими органайзерами.
• Слайс-пластины используются для крепления мест сварки
оптических волокон в корпусе шкафа .
Слайс-пластина НУ-01 позволяет разместить от 16 до 32 сварных соединений. Для защиты сваренных волокон по окончании монтажа слайс-пластины сверху закрываются прозрачной пластиковой крышкой.
• Выдвижная коммутационная часть используется для облегчения ремонтных и профилактических работ коммутационная часть оптического кросса выполнена на направляющих, позволяющих выдвигать ее из корпуса шкафа.
• Защитный пластиковый экран используется для предотвращения повреждения оптических соединительных шнуров, идущих от кросса к аппаратуре, с передней стороны патч-панель закрывается защитным пластиковым экраном.
Ниже приведен пример маркировки оптических кроссовых шкафов, разработанных ЗАО «Связьстройдеталь».
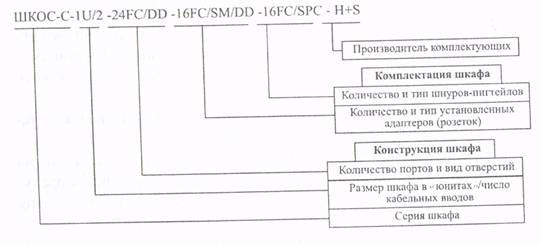
5.2.3. Монтаж оконечных оптических устройств
Прежде чем выбрать кроссовое оборудование, необходимо определиться с технологией монтажа оптической сети (см. табл. 5.4) -от этого будет зависеть, какая именно комплектация оборудования потребуется в дальнейшем.
• Сварка. Принцип сварки состоит в следующем: в коробку кросса заводят многожильный оптический кабель, к разделанным волокнам которого подваривают полувилки (пигтейлы).
• Оконцовка на объекте. Многожильный оптический кабель разделывают и оконцовывают оптическими коннекторами. Данная технология монтажа приемлема только для не большой и низкоскоростной локальной сети, где невысокое (по сравнению с заводским) качество оконцовки кабеля может быть вполне достаточным.
• Многоканальная вилка мерной длины. Готовый оконцованный кабель необходимой длины заказывается на заводе-изготовителе.
Перед вводом такого кабеля в кросс нужно только снять металлопластиковый рукав, защищающий коннекторы, и подключить их к розеткам кросса. При использовании таких многоканальных кабельных сборок на долю объекта приходится необходимый минимум работ: прокладка, подключение и, если необходимо, дополнительный контроль параметров сети (паспорт с данными заводских измерений всех каналов прилагается к каждому кабелю).
Общими при монтаже оптических оконечных устройств являются следующие монтажные операции:
- разметка линейного кабеля: определение длины разделки элементов ОК;
- определение длины запаса ОК;
- подведение ОК к оконечному устройству;

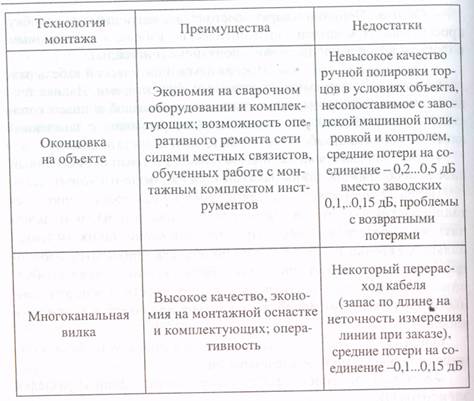
- проверка комплектности оконечного устройства и входной контроль станционных оптических шнуров, входящих в комплект;
- разделка ОК;
- ввод ОК в оконечное устройство и крепление его на входе в оконечных оптических устройств (ООУ);
- заземление металлических элементов оптического кросса (ОК);
- укладка запаса оптических модулей;
- формирование пучков оптических модулей для ввода их на
отдельные кассеты;
- маркировка модулем при помощи липких маркеров;
- закрепление пучков модулей на входах кассет;
- подготовка оптических волокон к сварке: разметка, надевание комплект для защиты соединения (КДЗС) на одно из сращиваемых волокон, удаление защитных покрытий с оптическое волокно (ОВ), скалывание ОВ, укладка подготовленных к сварке ОВ в зажимы сварочного устройства;
- сварка ОВ и проверка затухания сварного соединения с помощью рефлектометра;
- принятие решения об оставлении или о переделке сварного соединения;
- усадка гильзы КДЗС в специальном блоке сварочного устройства;
- укладка КДЗС в ложемент кассеты, и одновременная укладка запасов ОВ под лапки кассеты;
- сварка ОВ во всех кассетах ООУ;
- установка кассет на шпильки ООУ, сборка кассет в блок и установка крышки на верхнюю кассету блока, закрепление блока кассет на шпильках ООУ;
- установка ООУ на его место в стойке или на стене;
- крепление ОК на подходах к ООУ.
Сборка и монтаж оптической коробки
Техника безопасности
При работе с оптическим волокном следует избегать попадания отходов ОВ на одежду и открытые участки тела. Работу нужно выполнять в защитном фартуке из прорезиненной ткани.
Отходы волокна необходимо собирать в отдельной коробке, а после окончания работы закопать в грунт или оставить отходы в специально отведенном месте.
При разделке концов ОК необходимо избегать попадания гидрофобного заполнителя на слизистую оболочку глаз. После окончания работы необходимо протереть руки чистым бензином марки Б-70 и вымыть с мылом теплой водой.
При выполнении измерений следует избегать прямого попадания лазерного излучения на сетчатку глаза.
1. Сборка рэковой (стоечной) оптической коробки
1.1. Подготовка ОКК к сборке, визуальный контроль повреждений.
1.2. Снятие с ОКК крышки путем развинчивания всех креплений.
1.3. Установка кабельных вводов и зажимов для крепления кабеля.
1.4. Установка силовых элементов для крепления кабеля.
1.5. Подготовка розеток, визуальный контроль повреждений и снятие с них защитных колпачков (которые исключают попадание
загрязнений).
1.6. Подготовка модулей, визуальный контроль повреждений,
маркировка портов.
1.7. Вставка розеток в промаркированные порты модулей. Для исключения попадания различных загрязнений внутрь ОКК на пустые порты модулей устанавливаются заглушки (в виде пластин).
1.8. Крепление модулей на основную панель ОКК путем привинчивания.
1.9. Установка сплайс-кассеты.
1.10. Подготовка пигтейлов, снятие с них защитных колпачков и просвечивание лазером с целью обнаружения обрыва (поломки
волокна).
1.11. Маркировка пигтейлов по количеству портов, требующихся заказчику.
1.12. Укладка промаркированных пигтейлов в бандаж.
1.13. Установка пигтейлов в розетки на модуле (с внутренней стороны лицевой панели ОКК)
1.14. Укладка пигтейлов в сплайс-кассету и закрепление стяжками.
1.15. Монтаж многоволоконного ОК.
1.16. Установка и крепление крышки кассеты путем привинчивания.
1.17. Установка и крепление крышки ОКК путем привинчивания.
1.18. Крепление внешней полки на боковые панели ОКК.
1.19. Установка и крепление ОКК на стойку.
1.20. Подключение патч-кордов с внешней стороны лицевой панели оптической коробки.
2. Сборка настенной оптической коробки
2.1. Подготовка ОКК к сборке, визуальный контроль повреждений.
2.2. Открытие крышки и вкручивание замка.
2.3. Установка кабельных вводов и зажимов для крепления кабеля.
2.4. Установка силовых элементов для крепления кабеля.
2.5. Подготовка розеток, визуальный контроль повреждений и снятие с них защитных колпачков (которые исключают попадание загрязнений).
2.6. Подготовка модулей, визуальный контроль повреждений, маркировка портов.
2.7. Вставка розеток в промаркированные порты модулей. Для исключения попадания различных загрязнений внутрь ОК на пустые порты модулей устанавливаются заглушки (в виде пластин).
2.8. Крепление модулей на основную панель ОК путем привинчивания.
2.9. Установка сплайс-кассеты или ложемента (мини-кассеты, в которой существуют специальные крепления для КДЗС).
2.10. Подготовка пигтейлов, снятие с них защитных колпачков и просвечивание лазером с целью обнаружения обрыва (поломки волокна).
2.11. Маркировка пигтейлов по количеству портов, требующихся заказчику.
2.12. Укладка промаркированных пигтейлов в бандаж.
2.13. Установка пигтейлов в розетки на модуле (с внутренней стороны лицевой панели ОК)
2.14. Укладка пигтейлов в сплайс-кассету и закрепление стяжками.
2.15. Монтаж многоволоконного ОК.
2.16. Установка и крепление крышки кассеты путем привинчивания.
2.17. Крепление ОКК на стену.
2.18. Закрытие крышки ОКК на замок.
2.19. Подключение патч-кордов с внешней стороны лицевой панели оптической коробки.
3. Монтаж оптической кабельной коробки
Перед монтажом ОКК необходимо:
• Распаковать ОКК, отвинтить винты с лицевой панели, снять крышку.
• Отделить лоток от корпуса, отвинтив винты, которые удерживают его на направляющих.
• Закрепить розетки оптических соединителей (РОС) в панель Для розеток, расположенную на лотке, с внутренней стороны панели, установить в розетке оптический соединитель с микрокабелем длиной 1,5 м.
Терминирование волокон линейного волоконно-оптического кабеля
Прежде, чем кабель подключить к приемопередающему оборудованию, выполняется терминирование волокон линейного оптического кабеля. Терминированием называется оконцевание волокон ОК оптическими коннекторами и последующее подключение оконцованных волокон к переходным розеткам, закрепленным на оптической распределительной коробке, для обеспечения дальнейшей связи с сетевым оборудованием через оптические соединительные шнуры. Различают 3 способа терминирования ОК:
1) непосредственное терминирование;
2) терминирование через сварку с заранее подготовленными оконцованными с одной стороны волокнами (пигтейлами);
3) терминирование через сварку с волокнами станционного ОК.
Непосредственное терминирование подразумевает оконцевание волокон линейного ОК коннекторами, которые затем подключаются к переходным розеткам, установленным на специальной оптической панели. Такое непосредственное оконцевание удобнее производить в лабораторных или заводских условиях. Терминирование через сварку основано на сварке волокон линейного ОК с волокнами заранее подготовленных пигтейлов, посредством которых волокно подключается к переходным розеткам оптической панели. В этом способе обычно сплайс-пластины, в которые укладывают сваренные волокна, размещаются внутри той же панели, на которой устанавливаются переходные розетки.
Терминирование через сварку с волокнами станционного ОК выполняется на оптических узлах с большой концентрацией волокон. В таких случаях для размещения сплайс-пластин может быть выделено отдельное устройство (сплайс-панель или сплайс-шкаф). Волокна линейного ОК свариваются с волокнами притерминиро-ванного оптического кабеля для внутренней прокладки. Длина станционного ОК может варьироваться от нескольких метров до нескольких километров.
Одно из главных требований, которое предъявляется к станционному ОК, - это отсутствие галогеносодержащих соединении
в составе оболочки кабеля. Оптическая коробка относится ко второму способу терминирования волокон, так как при первом способе оконцевания требуются лабораторные условия, которыми не всегда можно располагать. Третий способ терминирования достаточно громоздкий, так как необходимо несколько панелей и дополнительный кабель. При сварке волокон не требуется для монтажа столь большого набора инструментов и материалов, как при оконцевании. Кроме того, процесс сварки занимает значительно меньше времени. Поэтому терминирование волокон через сварку получило значительно большее распространение, чем непосредственное терминирование.
Снятие первичного защитно-упрочняющего покрытия волокна
Перед началом монтажа кабеля производится полная проверка оптического волокна в оптическом кабеле с измерением всех параметров. Процесс подготовки оптического волокна к сращиванию включает в себя операцию снятия первичного защитно-упрочняющего покрытия волокна и скалывания для получения хорошо обработанной торцевой поверхности волокна, а также обработку зачищенных концов мягким материалом, пропитанных растворителем (спиртом). Если в оптическом кабеле используется оптическое волокно с эпоксиакрилатным первичным защитно-упрочняющим покрытием, то такое покрытие может быть удалено либо механическим, либо химическим способом. Химический способ является наиболее удобным способом для снятия эпоксиакрилатного покрытия с помощью подогретого до определенной температуры растворителя. Конец ОВ погружают в подогретый растворитель (ацетон) и выдерживают в течение некоторого времени (около 20-25 с). Покрытие разбухает, отстает от поверхности световода и легко снимается механическим путем с помощью чистой, мягкой ветоши.
Механический способ удаления покрытий уменьшает прочность сварного соединения примерно на 10%. Чистота поверхности перед сваркой играет значительную роль.
Посторонние примеси, частицы на поверхности свариваемого UB могут стать центром развития процесса расстекловывания, что снизит прочность места сварки. Плохая очистка (остатки материала защитного покрытия или просто посторонние частицы) служит причиной образования пузырей в месте сварки, что увеличивает вносимые потери на стыке. С поверхности ОВ удаляются также трещины, которые возникают при снятии покрытия и уменьшают прочность места сварки.
Это осуществляется плавлением поверхности волокон при действии высокой температуры. Механический способ удаления покрытий применяется при подготовке концов волокна к производству измерений.
Операция скалывания волокна
Для получения хорошо обработанной торцевой поверхности ОВ проводят операцию скалывания: на поверхность световода с удаленным первичным покрытием наносят насечку с последующим приложением к ней растягивающей, изгибающей или комбинацией этих нагрузок, вызывающих рост трещин и облом световодов в данном месте. Торцевая поверхность должна быть плоской, гладкой и перпендикулярной оси ОВ. Перед сколом необходимо тщательно очистить поверхность ОВ от защитных слоев. При плохой очистке приходится прикладывать к резцу больше усилий, что вызывает его удар о кварцевую поверхность волокна и ухудшает качество скола.
В практике находят применение механические и электронные устройства для скола ОВ. Образование ровного и перпендикулярного, относительно оси скола обеспечивается за счет нанесения резцом на поверхность предварительно напряженного, растянутого и изогнутого ОВ надреза. Резец с определенным углом заточки выполнен в виде стальной пластинки с алмазным напылением или из специального твердого сплава. Инструмент для скола ОВ состоит из основания, на котором жестко закреплены планка и прикрепленная к ней пластина на конце этой пластины закреплена подложка, которая имеет направляющую канавку для укладки ОВ. Прижим, прижимаемый пружиной, и крышка, на которой укреплен резец, соединены с основанием посредством оси. Крышка прижима фиксирует волокна в положении зажима. ОВ вставляют в направляющую канавку, затем нажимают крышку до тех пор, пока она не зафиксирует положение волокна прижимом. Продолжая нажимать на крышку (с усилием не более 0,36...0,4 Н), на ОВ резцом наносится надрез. Затем, сгибая и прижимая пальцем ОВ к подложке производят его облом (скол).
После этого крышку открывают и убирают остаток волокна. Скол таким инструментом выполняется полностью вручную, что требует достаточно высокой квалификации персонала и постоянной тренировки.
Сварное соединение волокон
Сварку ОВ проводят с помощью электрической дуги. Это метод основан на явлении возникновения сил поверхностного натяжения расплавленного кварца, которое уменьшает имеющееся смешение осей свариваемых волокон. Действие этих сил может регулироваться выбором оптимальных значений и тщательного контроля расстояния между электродами, величины дуги тока, длительности предварительного оплавления торцов ОВ, длины хорды сжатия (усилия сдавливания ОВ), времени нагрева при сварке и температуры нагретого ОВ. Возникающих центрирующих усилий вполне хватает, чтобы вносимые потери в месте сварки были незначительными. Потери в месте сварки с надежностью 85% не превышают 0,1 дБм. Сварка создает неразрывные соединения и поэтому обеспечивает наилучшие характеристики по вносимым и обратным потерям по сравнению с разъемным соединителем.
Как правило, сварка используется в местах соединения участков ОК при их прокладке вне здании и в местах оконцевания кабеля внутри зданий. Сварные соединения помещают в специальные сплайс-боксы. Если в оптическом распределительном устройстве сращиваются одномодовые волокна, есть необходимость обеспечения малых значений осевого и углового смещений. Осевое смещение сращиваемых одномодовых ОВ не должно превышать 0,1 мкм. Жесткий доступ по смещению продольных осей соединяемых одномодовых ОВ обусловлен тем, что силы поверхностного напряжения не могут обеспечить для данного типа волокна с диаметром сердцевины 8 мкм точную юстировку.
Такие допуски при юстировке одномодовых ОВ не могут быть достигнуты вручную. В комплектах для сварки одномодовых ОВ используются системы автоматической юстировки со специальными микроподвижками, системой контроля качества юстировки и электронным блоком управления. Получения сварных соединении высокого качества упрощается благодаря постоянному совершенствованию сварочных аппаратов, технологии и практики сварки. Кроме этого, непрерывно улучшается контроль за геометрией в процессе производства волокна и его качество.
Защита мест сварки ОВ
Места соединения ОВ защищают одним из следующих способов:
1) восстановлением защитного покрытия,
2) заливкой места стыка эпоксидным компаундом,
3) с помощью специальных гильз для защиты соединения световодов.
В ОК после сварки волокно защищают, используя термоусаживаемые гильзы (КДЗС - комплект для защиты стыка).
Оценка качества сварки
Качество сварки определяется:
1) вносимыми потерями,
2) натяжным усилием.
Обратные потери при сварном соединении малы, меньше 70 дБ, так как главный фактор обратных потерь, свойственный разъемным соединителям - воздушный зазор - отсутствует. Вклад в обратные потери дает френелевское рассеяние, связанное с разницей в показателях преломления волокон. Однако одномодовое волокно имеет очень высокую стабильность показателя преломления Δn / п < 0,001.
Кроме этого скачок в показателях преломления сглаживается благодаря диффузии, протекающей во время сварки.
Вносимые потери, как и потери при организации разрывного соединения, подразделяются на внутренние и внешние потери.
Внутренние потери возникают, когда свет переходит из волокна с большим диаметром в волокно с меньшим или из волокна с большей апертурой в волокно с меньшей.
Внутренние потери характерны для многомодового градиентного волокна. Если сращиваемые многомодовые волокна имеют отклонения как в диаметрах, так и в числовых апертурах, то вклад во внутренние потери будет представлен суммой отдельных потерь из-за отклонений в диаметрах и отклонений в числовых апертурах. Для одномодового ступенчатого волокна определяющим фактором внутренних потерь является различие в диаметрах модовых полей.
Внешние потери возникают вследствие несовершенства самого процесса сварки. Они включают осевое, угловое отклонение, загрязнение и деформацию сердцевины волокна. Влияние этих факторов может быть уменьшено благодаря индивидуальному мастерству и опыту специалиста, выполняющего сварку, или благодаря качеству автоматического сближения и выравнивания волокон и цикла дуговой сварки при использовании современных сварочных аппаратов-автоматов. Натяжное усилие характеризует качество сварки. Чем выше значение разрывного усилия, тем выше качество сварки.
Естественно, нет смысла разрывать готовые соединения, но можно делать контрольные измерения, тем самым, определяя, насколько качественно может быть выполнена сварка для данных типов волокон. Причиной разрыва ОВ является большое количество микротрещин локализованных в месте сварки.