Ўзбекистон республикаси алоқа, ахборотлаштириш ва телекоммуникация технологиялари давлат қўмитаси
Тошкент Ахборот Технологиялари Университети
“АКТ соҳасида иқтисодиёт ва менежмент” факультети
“Почта алоқаси технологияси” кафедраси
Почтага ишлов бериш машиналари ва автоматлашган линиялари
фанидан
услубий қўлланма
Тузувчи: Н.А.Тиллаева
ТОШКЕНТ 2014
МУНДАРИЖА.
Кириш.
Почта жўнатмалари ва хат саралаш машиналари.
1-мавзу.Почта жўнатмаларига ишлов бериш жараёнининг асосий босқичлари…..6
2-мавзу.Ёзма корреспонденцияларни саралаш…......................................................14
3-мавзу.Ташқи ўлчамлари бўйича ажратувчи автоматлашган машина МРП – 2...17
4-мавзу.Почта жўнатмаларни юзалаш ва штемпеллаш машиналари......................23
5-мавзу.Штемпеллаш машинасининг функционал схемаси.....................................25
6-мавзу.Хатларни автоматик юзалаш ва штемпеллаш учун мўлжалланган
ЛШМ – 3 машинаси................................................................................................32
7-мавзу.Франкловчи машиналар ва тизимлари..........................................................40
8-мавзу.Қоп тикиш машинаси (МЗМ).........................................................................43
9-мавзу.Полиэтилин қопларни тикиш машинаси......................................................48
10-мавзу.Маркалаш машиналари. ММ – 4.................................................................50
Жўнатмалар, нашрлар ва бандеролларга ишлов бериш машиналари.
11-мавзу. Жўнатмалар ва бандеролларга ишлов берувчи почта линиялари...........53
12-мавзу. Жўнатмаларни, матбуотни, бандеролларни саралаш
машиналарининг тузилиши ва ишлаш алгоритми...............................................56
13-мавзу. Контейнерларда келадиган жўнатмаларга ишлов бериш........................58
14-мавзу. Лентали конвейерлар...................................................................................60
15-мавзу. Занжирли конвейерлар. Гравитацион қурилмалар.
Узатгич ва унинг қуввати.......................................................................................63
16-мавзу. Алоқа кўтарма-транспорт қурилмалари....................................................65
17-мавзу. Чангсизлантирувчи машиналар..................................................................67
Почта алоқасининг технологик жараёнларида ахборот-коммуникацион тизим.
18-мавзу. Анъанавий почтадан электрон почтагача..................................................73
19-мавзу. Почта касса-терминаллари........................................................................88
20-мавзу. Почта касса терминалларида ва алоқа тармоқларида ахборот ҳимояси………………………………………………………………………......92
21-мавзу. Почта алоқасини автоматлаштиришда ахборот тизимининг ўрни.........96
Роботлаштирилган комплекслар.
22-мавзу.Саноат роботларининг келажаги ва улардан ишлаб чикаришда
фойдаланишнинг айрим масалалари..................................................................104
23-мавзу. Робототехниканинг ўсиш ҳолати ва истиқболи.....................................115
24-мавзу. Робототехниканинг чет элдаги ҳолати ва тараққиёти...........................122
25-мавзу. Роботлар бошқарув системаларининг тахлили.....................................125
26-мавзу. Ишлаб чиқаришни роботлаштиришнинг иқтисодий ва
ижтимоий масалалари............................................................................................127
27-мавзу. Роботларнинг таркиби ва тузилиши.........................................................131
Фойдаланилган адабиётлар рўйҳати.................................................134
КИРИШ.
Замонавий жамият хаётида почта алоқасининг роли жуда катта. Почта алоқаси соҳасидаги барча алоқачилар ўз вазифаларини иложи борича тезроқ ва доимий равишда бажариш учун барча чораларни кўрмоқдалар. Шу мақсадда авиатранспорт орқали жўнатмаларни ташиш кенг қўлланилмоқда, автоматлаштирилган ва ярим автоматлаштирилган саралаш машиналари, кичик ва ўрта автоматлаштириш воситалари жорий этилмоқда. Кўрилаётган чораларга қарамай, почта алоқаси соҳаси нисбатан кам автоматлаштирилган, механизациялаштирилган ва энг кўп меҳнат талаб қиладиган соҳа бўлиб қолмоқда. Корреспонденцияларни етказиб бериш муддати кўпинча жуда катта бўлиб, аҳоли талабларини, айниқса, ташкилот ва корхоналар талабларини қондира олмаяпти. Иш юритиш билан боғлиқ фаолиятнинг тўхтовсиз ошиб бораётганлиги ва оптимал бошқарув қарорларини қабул қилиш учун зарур бўлган ахборот хажмининг ўсиб бораётганлиги бир томондан ҳужжатларга автоматлаштирилган тарзда ишлов берувчи воситаларни – оргтехникани жорий этишни, иккинчи томондан эса иш юритиш билан боғлиқ корреспонденцияларни тезкор юбориш ва қабул қилиш воситаларини жорий қилишни талаб этмоқда. Охирги вазифани амалга оширишни электралоқанинг янги соҳаси – электрон почта (ЭП) таъминлайди.
1-мавзу. Почта жўнатмаларига ишлов бериш жараёнининг асосий босқичлари.
Режа:
1.Почта жўнатмаларининг умумий тавсифи.
2.Почта жўнатмаларининг стандарт ўлчамлари.
Мамлакатимиздаги йирик почта корхоналарида ҳозирги пайтда ишлаб чиқариш жараёнларини тўла механизациялаш ва автоматлаштириш борасида олиб борилаётган ишлар меҳнат унумдорлигини оширишга, маҳсулотлар таннархини пасайтиришга, ишлаб чиқариш сифати ва самарадорлигини кўтаришга ёрдам беради.
Замонавий почтамтлар юқори даражада механизациялашган саноат типидаги корхона бўлиб, уларда почта жўнатмаларига ишлов бериш учун автоматлаштирилган техника воситалари (махсус машиналар ва ускуналар) кенг қўлланилади.
Почта жўнатмаларига ишлов бериш борасидаги асосий ва қўшимча ишларни механизациялаштириш ва автоматлаштириш учун мўлжалланган махсус почтага ишлов берувчи машиналар, механизмлар ва қурилмаларга ёзма корреспонденцияларга ишлов бериш учун мўлжалланган автоматик ажратувчи, устига штамп босувчи ва сараловчи машиналар, жўнатмаларни ва нашр ўрамаларини сараловчи ярим автомат машиналар, қоп тикувчи, ўровчи, манзил ёзувчи ва бошқа машиналар киради.
Почта корхонаси цехларида ташиш ва юклаш-тушириш ишларини бажаришда турли хил кўтариш ташиш асбоб-ускуналари қўлланилади. Буларга қуйидагилар киради:
- жўнатмалар, нашр ўрамлари, ёзма корреспонденциялар солинган қопларни горизонтал, бирор бурчак остида ёки вертикал текисликда ташиш имконини берувчи ҳаракатланувчи ва стационар тасмали, занжирли конвейерлар ва кўтаргичлар;
- автомашиналар ва почта вагонларига почтани юклаш ва тушириш учун ишлатиладиган бўлимлари сурилувчи, қиялик бурчаги ўзгарадиган ҳаракатланувчи ва стационар тасмали конвейерлар;
- вокзал ва аэропортлар қошидаги почта ташиш бўлимлари, шаҳар алоқа корхоналари ва нашриётлар орасидаги почта алмашиш ва шаҳар ичида ташиш учун ғилдиракли ва ғилдираксиз конвейерлар;
- бино қаватлари орасида почта ташиш учун юк лифтлар.
Катта ҳажмда ёзма корреспонденциялар жўнатувчи ташкилотларда, муассасаларда ва корхоналарда маркаловчи машиналар ўрнатилади. Натижада бу ташкилотлар маркалар сотиб олиш ва ёпиштиришдан озод бўлади, бу эса маркалар сарфини камайтиришга, конвертларни (хатжилдларни) маркалаш жараёнини механизациялашга ва пул ҳисоб – китоблари тизимини анча соддалаштиришга олиб келади. Бундан ташқари, маркаловчи машиналар қўлланганда почта корхонасига келиб тушган корреспонденцияга штамп босиш зарурати йўқолади, ажратиш ишларидан сўнг у бевосита саралашга ўтказилади, натижада ишлов бериш жараёни анча тезлашади.
Почта жўнатмалари – хатлар, жўнатмалар, нашрлар ва бандеролларга ишлов бериш бўйича узлуксиз линиялар махсус почтага ишлов берувчи машиналар мажмуасидан иборат бўлиб, улар бир-бири билан турли хил кўтарувчи-ташувчи машиналар ва ускуналар орқали боғланади.
Почта жўнатмаларига ишлов берувчи узлуксиз линиялар ишлаб чиқаришни ташкиллаштиришнинг нисбатан мукаммал усули бўлиб, бунда барча амалиётлар бутун ишлаб чиқариш жараёнида олдиндан белгиланган график бўйича, минимал вақт оралиғида, юқори даражада ташкиллаштирилган ва ўзаро мослаштирилган тарзда амалга оширилади.
Почта жўнатмаларига ишлов берувчи узлуксиз линияларни ташкил этишда уларнинг таркибига ярим автоматлаштирилган махсус машиналарни ҳам, тўла автоматлаштирилган махсус машиналарни ҳам киритиш мумкин. Улар бажарувчи воситалар ёрдамида амалга оширилади.
Ҳозирги вақтда, хатларга автоматлаштирилган тарзда ишлов бериш учун мўлжалланган машиналар тизими ишлаб чиқилган ва жорий этилган бўлиб, улар хатларни ўлчамлари ва қаттиқлиги бўйича ажратувчи, устига штамп босувчи, манзил рақам коди бўйича сараловчи автоматлаштирилган машиналарни ўз ичига олади. Бундай машиналар тизимини яратишда техникавий масалаларни ҳал қилиш билан бир қаторда, почта корхоналарини рақамли индексациялаш тизимини ишлаб чиқиш ва жорий этиш билан боғлиқ бўлган кўплаб ташкилий тадбирлар ўтказилди.
Почта алоқаси корхонасининг ишлаб чиқариш фаолияти почта жўнатмаларини жўнатувчилардан қабул қилиб олиш, ишлов бериш, белгиланган манзилга жўнатиш ва олувчига топширишдан иборат.
Почта жўнатмалари деб Почта қоидалари бўйича ўралган ва расмийлаштирилган жисмларга, шунингдек белгиланган манзилга жўнатиш ва олувчига топшириш учун почта алоқаси корхонасига топширилган нашрий матбуотларга айтилади.
Маълум вақт оралиғида қабул қилинган, ишлов берилган, жўнатилган ва белгиланган манзилга топширилган почта жўнатмаларининг сони почта ОЛМАШИНУВИ дейилади.
Ўзбекистон ичида жўнатиш учун мўлжалланган почта жўнатмалари ички, чет давлатларга жўнатиладиган ёки чет давлатлардан келадиган почта жўнатмалари эса халқаро почта жўнатмалари ҳисобланади.
Алоҳида олинган почта алоқаси корхонасидаги ишлаб чиқариш жараёнларини кўриб чиқишда чиқаётган, кираётган ва транзит почта алмашишлар фарқланади.
Чиқаётган почта олмашинуви почта алоқаси хизматидан фойдаланувчилардан белгиланган манзилга жўнатиш учун қабул қилинган почта жўнатмаларидан иборат. Улар махаллий ва бошқа шахарларга жўнатиладиган жўнатмаларга ажратилади. Битта шаҳар, туман маркази ёки шаҳар типидаги пункт чегарасида, қишлоқ жойларда эса – битта алоқа корхонаси кўрсатаётган ҳудуд чегарасида жўнатиладиган ва етказиб берадиган почта жўнатмалари маҳаллий; юқорида кўрсатилган ҳудудлардан ташқарига жўнатиладиган ва етказиладиган жўнатмалар бошқа шаҳарларга юбориладиган почта жўнатмалари ҳисобланади.
Кираётган почта олмашинуви олувчиларга топшириш учун почта алоқаси корхонасига келиб тушган почта жўнатмаларидан иборат.
Транзит почта олмашинуви корхонага бошқа почта алоқаси корхоналаридан ишлов бериш ва белгиланган манзил бўйича яна жўнатиш учун келиб тушган почта жўнатмаларидан ташкил топган.
Алоқа корхонаси умумдавлат алоқа тармоғи тизимидаги алоҳида ишлаб чиқариш бирлиги ҳисобланиб, маълумотларни узатиш жараёнини ташкиллаштиради. Алоқа хизматларининг барчасини ёки бир неча турини тақдим этувчи алоқа корхонасига бирлашган алоқа корхонаси дейилади. Агар бундай корхона ўзига бўйсунувчи алоқа бўлимларига маъмурий (туман, округ, шаҳар алоқа тугунлари фарқланади).
Фақат маълум бир типдаги хизматни кўрсатишга мослаштирилган алоқа корхонаси ихтисослаштирилган алоқа корхонаси деб аталади. Бундай корхоналарга почтамтлар, почта ташиш бўлимлари (ПТБ), темир йўл қошидаги почтамтлар (ТЙҚП) киради.
Почтамт барча типдаги почта жўнатмаларини қабул қилиш, ишлов бериш, эгаларига топшириш ишларини, ўзига бўйсунувчи алоқа корхоналарига раҳбарликни амалга оширади, шунингдек телеграф ва телефон алоқаси хизматларини кўрсатади. Белгиланган почта йўналишлари бўйича почта ташиш, транзит почта жўнатмаларига, айрим ҳолларда эса чиқаётган почта жўнатмаларига ишлов беришни ПТБ амалга оширади. Чиқаётган, кираётган ва транзит почта жўнатмаларига ишлов бериш бўйича ПТБ ва шаҳар алоқа тугуни вазифаларини, шунингдек почта жўнатмалари тўпламини қабул қилиш ва бериш ишларини ТЙҚП ўзида мужассамлантиради.
Алоқа хизматлари кўрсатиш учун алоқа бўлимлари (АБ) ташкил этилади, улар бирлашган ёки ихтисослаштирилган типдаги алоқа корхоналарининг ишлаб чиқариш бўлинмаси ҳисобланади. Алоқа бўлими стационар ёки кўчма бўлиши мумкин. Кўчма алоқа бўлими автомобилларда ташкил этилиб, доимий алоқа корхонаси мавжуд бўлмаган аҳоли пунктларига хизмат кўрсатади. Аҳолига алоқа хизматларини кўрсатиш учун автомат ва ярим автомат қурилмалар билан жиҳозланган алоҳида павильонлар ёки стационар бинолар автоматлаштирилган алоқа пунктлари дейилади. Ҳар бир алоқа корхонасига почта жўнатмаларини саралашда енгиллик яратиш мақсадида рақамли индекс берилган.
Почта жўнатмалари қандай жойланганлигига қараб қуйидаги турларга ажратилади: хатлар, почта варақчалари (карточкалари), бандероллар, секограммалар, жўнатмалар, пул ўтказмалари ва тезкор почта жўнатмалари.
Хат – конвертда (хатжилдда) жўнатиладиган ёзма хабар. Хатда шунингдек, ҳужжатлар, откриткалар, фотосуратлар, чизмалар ва бошқалар жўнатилиши мумкин.
Почта варақчалари (карточкалар) – махсус стандарт босма қоғозда ёзилган ёзма хабар. Бу босма қоғозга газеталардан қирқиб олинган хабар, расм, фотосурат ва бошқа шунга ўхшаш нарсалар ёпиштирилиши мумкин.
Бандерол – қоғоз тасма билан боғланган ёки ўралган босма нашрлар, иш қоғозлари, маданий-маиший ва ишлаб чиқаришга оид буюмлардан иборат почта жўнатмалари. Қабул қилиб олишда ўралган буюмларни текшириб кўриш мумкин.
Секограммалар – фақат кўрлар учун мўлжалланган ичига секографик усулда ёзилган ёзма хабарлар ва нашрлар, секография белгилари клишеси, овозли ёзувлар, тифлотехника воситалари солинган, очиқ ҳолда топшириладиган почта жўнатмалари.
Жўнатма – маҳкам қобиқ билан ўралган, турли моддий-буюм бойликлардан иборат бўлган, юборишда қайд қилинадиган почта жўнатмалари.
Пул ўтказмаси – қайд қилинадиган почта жўнатмаси бўлиб, жўнатувчи алоқа корхонасига киритган пул суммасини олувчига етказишни почтага юклайди.
Тезкор почта жўнатмаси – тезкор почта тизими бўйича жўнатиладиган ёзма хабар, босма нашрлар, пул ҳужжатлари, буюмлар ва ҳ.к. лардан иборат почта жўнатмалари.
Почта жўнатмалари тўловнинг тартиби, қабул қилиш, ишлов бериш, жўнатиш ва топшириш усулларига боғлиқ равишда қуйидаги тоифаларга ажратилади:
хатлар – оддий, буюртмали ва қиймати эълон қилинган;
почта варақчалари – оддий ва буюртмали;
бандероллар – оддий, буюртмали ва қиймати эълон қилинган;
секограммалар – оддий ва буюртмали;
жўнатмалар – оддий ва қиймати эълон қилинган;
пул ўтказмалари – почта ва телеграф орқали.
Оддий почта жўнатмаси – жўнатувчи патта бермай жўнатиш учун қабул қилиб олиш ва олувчига қўл қўйдирмай топшириш билан характерланадиган почта жўнатмаларининг тоифаси.
Буюртмали почта жўнатмасини тавсифловчи белги топширувчига патта ёзиб бериб, қабул қилиб олиш ва олувчига имзо қўйдириб топширишдир.
Қиймати эълон қилинган почта жўнатмалари – қайд этиладиган почта жўнатмаси бўлиб, ушбу жўнатма йўқолиб қолса ёки унга шикаст етса жўнатувчига ёки олувчига тўланадиган товоннинг энг юқори миқдорининг қиймати кўрсатилади.
Қиймати эълон қилинган почта жўнатмалари, шунингдек, патта ёзиб бериб қабул қиладиган ва қўл қўйдириб топшириладиган пул ўтказмалари, оддий жўнатмалар қайд қилинган почта жўнатмалари дейилади.
Почта алоқаси хизматлари нақд пул орқали ёки давлат белгилари билан тўланади. Давлат белгилари сифатида почта тўловларида почта конвертлари ва почта варақчаларига босма усулида туширилган ёки ёпиштирилган почта маркалари, маркаловчи машинада туширилган белгилар, шунингдек почта алоқасини бошқарувчи давлат органлари томонидан рухсат этилган, почта хизматлари тўловини тасдиқловчи бошқа белгилар қабул қилинади.
Маркаловчи машина клишеси қўйган белгида почта тўловининг давлат белгиси, сана штемпели ва жўнатувчи манзили бўлиши керак.
Почта тўловининг давлат белгисида ўзбек тилида давлатнинг номи (“Ўзбекистон”), араб рақамлари ёки лотин ҳарфлари билан тўлов суммаси, чиқарилган сана ёки қайд қилинган рақам кўрсатилади.
Бундан ташқари унда “Почта” сўзи лотин ҳарфларида ифодаланиши мумкин. Тўлов суммаси ўрнида тўлов тўла амалга оширилганлигини кўрсатувчи белги қўйилиши мумкин.
Агар почта жўнатмасининг ўлчамлари маркаловчи машина почта жўнатмасининг ўзига белги қўйишига имкон бермаса унда алоҳида қоғозга белги қўйилиб кейин у почта жўнатмасига ёпиштирилади.
Почта алоқаси хизматларини кўрсатиш қоидаларида почта жўнатмаларининг ўлчами ва оғирлиги бўйича қуйидаги чегаралар белгиланган.
Оддий, буюртмали ва қиймати эълон қилинган хатлар – масса чегараси 2 кг, ўлчамлари: 110Х220, 114Х162, 162Х229, 229Х324, 250Х353 мм.
Почта варақчалари (оддий ва буюртмали) – ўлчамлари 115Х148 мм.
Бандероллар – массаси кўпи билан 2 кг, битта китоб солинганда – 3 кг, максимал ўлчовлари: уч томонининг бири (узунлиги, эни, баландлиги) 36 см, уч томонини ўлчамларининг йиғиндиси 65 смдан ошмаслиги керак. Найсимон қилиб ўралган бандероллар узунлиги 70 см, диаметри 15 см. Айрим ҳолларда найсимон қилиб ўралган бандероллар, ичига солинган жўнатмани букиш мумкин бўлмаса, (хариталар, чизмалар ва ҳ.к. лар) 1,5 метргача узунликда қабул қилиниши мумкин. Минимал ўлчамлари: бир томони 10 см, иккинчи томони камида 5 см (қалинлиги ҳар қандай минимал ўлчамда бўлиши мумкин), найсимон қилиб ўралганда узунлиги 10 см, диаметри 5 см.
Секограмма – максимал массаси 7 кг, чегаравий ўлчамлари: узунлиги, эни ва қалинлигининг йиғиндиси – кўпи билан 90 см, энг катта ўлчами 60 см. Рулонлар учун – узунлиги ва иккиланган диаметри йиғиндиси – 104 см дан катта бўлмаслиги; энг катта ўлчами 90 см. Минимал ўлчамлари: 14Х9 см; рулонлар учун – узунлиги ва иккиланган диаметри йиғиндиси – 17 см дан ошмаслиги; энг катта ўлчами – кўпи билан 10 см.
Жўнатмалар – энг катта массаси 20 кг, максимал ўлчамлари 50Х50Х40 см. Энг катта кўндаланг кесимининг периметри (айланасининг узунлиги) 1,5 метрдан ошмаган тақдирда, узунлиги 2 метргача бўлган буюмлардан иборат алоҳида жўнатмалар қабул қилиниши мумкин. Минимал ўлчамлари: бир томонининг узунлиги 10 см ва қолган ҳар бир томонларининг узунлиги камида 5 см дан.
Тезкор почта жўнатмаси – массанинг юқори чегараси 31,5 кг. Барча ўлчамлар 150 см дан ошмаслиги керак. Узунлиги ва периметри (энг катта айлана бўйлаб узунлиги)нинг суммаси кўпи билан 300 см.
Ўлчамлари 114Х162Х5 мм, 110Х220Х5 мм бўлган почта конвертларига солинган ва массаси 20 г дан ошмаган хатлар стандарт ёзма корреспонденцияларига киради.
Бандеролнинг белгиланган максимал массасидан 100 г ошиб кетишига рухсат этилади.
Жўнатманинг бирор томони ўлчами 50Х50Х40 см дан ошиб кетса, у катта ўлчамли (катта габаритли) дейилади.
Жўнатманинг массаси 10 кг дан ошиқ бўлса, у оғир вазнли дейилади. 20 кг гача оғир вазнли жўнатмаларни қабул қилиш ва бериш почта алоқаси ташкилотлари томонидан шу мақсадлар учун махсус ажратилган почта алоқаси объектларида амалга оширилади.
Массаси 3 кг, катта томонининг узунлиги 35 см дан ошмайдиган, уч томонининг узунликлари йиғиндиси 65 см дан ошмайдиган жўнатмалар кичик жўнатмалар дейилади.
Почтани ташиш учун махсус тара (идиш) ишлатилади: ёзма корреспонденция ва бандероллар учун зиғир толасидан тикилган қоплар; қиймати эълон қилинган почта жўнатмалари ва кичик жўнатмалар учун чарм ва бризент халталар, қутилар; нашр махсулотлари учун – қоғоз ёки зиғир толали қоплар.
Ўзбекистон Республикаси ичида жўнатилаётган жўнатмалар солинган халта ва қутиларнинг массаси 40 кг дан ошмаслиги, корреспонденция ва газеталар солинган қопларнинг чегаравий массаси – 15 кг, жўнатмалар ва бошқа хил почта жойланган контейнерлар – 1000 кг дан ошмаслиги керак.
Хорижга жўнатилаётган корреспонденция солинган қопларнинг максимал массаси 30 кг, жўнатмалар солинган қопларники эса – 40 кг бўлиши керак.
Почта қоидаларида масса ва ўлчамлар билан бир қаторда почта жўнатмаларини ўраш учун рухсат этиладиган материаллар ҳам кўрсатилган. Хатлар учун маълум сифат ва кўринишдаги қоғоздан тайёрланган конвертлар қўлланилади, откриткалар учун – зичлиги катта ялтироқ (глянц) қоғоз, жўнатмалар учун – юмшоқ ўрама (материал), тахта, фанера, пластмаса ва металл қутилар, зичлиги катта ёки бурма (гофрланган) картондан тайёрланган қутилар, чемоданлар, устидан материал қопланган қутилар (қимматли жўнатмалар учун), зиғир толали брезент ва сунъий толали қоплар.
Ҳозирги вақтда энг оммавий почта жўнатмаларига – хатлар учун конвертлар, почта варақчалари ва жўнатмалар учун қутиларга – Давлат стандарти ишлаб чиқилган ва жорий этилган.
Почта конвертларига қўйиладиган талаблар Давлат стандартида кўрсатилган бўлиб, почта конвертларининг тури, кўриниши ва ўлчамлари шу стандарт асосида аниқланади. Хатларга механизациялаштирилган ва автоматлаштирилган ишлов беришда конвертларнинг белгиланган ўлчамларидан четлашиши, қоғознинг сифати, шунигдек елимнинг сифати катта аҳамиятга эга.
Стандартга биноан, белгиланган ўлчамлардан четлашиш кичик томон учун ± 1,5 мм дан, катта томон учун ± 2 мм дан ошмаслиги керак, томонларнинг перпендикулярликдан четлашиши ± 1 мм бўлиши лозим. Тайёрланаётган конвертлар бир текис бўлиши, конвертни ёпиш учун мўлжалланган қопқоқ четига текис қилиб декстрин елими сурилиши керак. Конвертлар ношаффоф бўлиши, яъни унга солинган хат матнини ўқиш имконияти бўлмаслиги керак. Почта конвертларини тайёрлаш учун А маркали №1 ва №2 офсет қоғозларини, №0 ва №1 ёзув қоғозларини рангли ёзув қоғозларини, картографик ва бошқа турдаги қоғозларни ишлатишга рухсат этилади.
Давлат стандарти почта варақчаларининг кўриниши ва ўлчамларини белгилаб беради. Техник талабларга кўра, варақчалар тўғри бурчакли бўлиши, томонларининг перпендикулярликдан четланиши ± 1мм дан ошмаслиги, варақчалар чети текис қилиб қирқилган бўлиши лозим. Почта варақчалари тайёрлаш учун №0 типографик силлиқ қоғоз, №1 офсет силиқ қоғоз, фотографик, қалин қоғоз қўлланилади.
Конвертлар ва почта варақчаларининг олд томони ягона намуна бўйича тўлдирилиши керак. (1.1-расм). Конвертлар ва почта варақчаларини тайёрлашда стандартга риоя қилиш хатларга ишлов берувчи машиналарни, айниқса почта жўнатмалари билан бевосита алоқада бўладиган ишчи органларини лойиҳалашда катта аҳамиятга эга.

1.1-расм.
Конвертлар ва почта варақчаларига почта маркаларини ва код киритиш ҳамда солиштириб ўқиш махсус белгиларни жойлаштириш учун нисбатан қатъий талаблар қўйилади. Бунга сабаб автоматлаштирилган штамп босувчи ва сараловчи машиналарнинг танлаб олиш қурилмаси учун бу белгилар мўлжал бўлиб хизмат қилишидир.
Ҳозирги пайтда, почтада ёзма корреспонденцияларга ишлов бериш ҳажми сезиларли даражада камайган бир шароитда, унинг тузилиши ўзгариб бормоқда. Халқаро ва хизмат хатларининг ҳиссаси ошиб бормоқда. Ўлчами 110Х220 мм бўлган конвертларга ва деразачали конвертларга талаб пайдо бўлмоқда. Машинада ёзиш усулида расмийлаштирилган ва кодли штампи тўлдирилган корреспонденциялар ҳиссаси ошиб бормоқда.
Бундай вазиятни ҳисобга олиб, ёзма корреспонденцияларни расмийлаштириш, манзил ёзиш ва кодлаш қоидаларини, шунингдек, конвертларнинг ўлчамларини Халқаро почта алоқаси (ХПА) ҳужжатларида кўрсатилган талабларга мослаштириш бўйича қарор қабул қилинган. Янги стандартларни жорий қилиш билан бир вақтда конвертлар ва почта варақачалари устига манзил ёзиш, кодлаш ва расмийлаштириш бўйича қўлланма техник материаллар чиқарилган.
ХПА ҳужжатларида кўрсатилган талаблар бўйича манзил ва технологик маълумотлар ёзиладиган жойни ўзгартириш кўзда тутилган. Ўлчамлари 110Х220 мм, 169Х220 мм ва 229Х324 мм бўлган, олувчининг манзили учун мўлжалланган бир деразачали, шунингдек икки деразачали конвертларни жорий қилишнинг мақсадга мувофиқлиги кўриб чиқилган.
Бундай конвертларни жорий этиш катта миқдорда корреспонденцияларни хизмат қоғозларда (бандеролларда) жўнатувчи ташкилот ва жисмоний шахслар учун ёзма корреспонденцияларни расмийлаштиришни енгиллаштиради.
Назорат учун саволлар:
1. .Почта жўнатмаларига нималар киради.
2. Почта жўнатмалари стандарт ўлчамлари қандай.
3. Ўзбекистон Республикаси ичида жўнатилаётган жўнатмалари стандарт оғирлиги қандай.
2-мавзу. ЁЗМА КОРРЕСПОНДЕНЦИЯЛАРГА ИШЛОВ БЕРИШ.
Режа:
1. Почта жўнатмаларига ишлов бериш.
2. Почта жўнатмаларини қабул қилиб олиш ва ишлаб чиқариш жараёнининг дастлабки босқичилари.
 Ҳар бир
почта жўнатмаси жўнатувчидан олувчига етиб боргунча ягона ишлаб чиқариш жараёнининг
бир қанча мажбурий босқичларидан ўтади, бунинг натижасида почта
алоқаси хизматига берилган буюртма почта алоқаси маҳсулотига
айланади. Ягона ишлаб чиқариш жараёнини ҳар бир почта корхонаси
учун ўзига хос бўлган ва уларда тўла бажариладиган алоҳида жараёнларга
ажратиш мумкин. Уларга чиқаётган, кираётган ва транзит почта жўнатмаларига
ишлов бериш жараёнлари киради (1.2-расм).
Ҳар бир
почта жўнатмаси жўнатувчидан олувчига етиб боргунча ягона ишлаб чиқариш жараёнининг
бир қанча мажбурий босқичларидан ўтади, бунинг натижасида почта
алоқаси хизматига берилган буюртма почта алоқаси маҳсулотига
айланади. Ягона ишлаб чиқариш жараёнини ҳар бир почта корхонаси
учун ўзига хос бўлган ва уларда тўла бажариладиган алоҳида жараёнларга
ажратиш мумкин. Уларга чиқаётган, кираётган ва транзит почта жўнатмаларига
ишлов бериш жараёнлари киради (1.2-расм).
1.2-расм.
Почта жўнатмаларига ишлов бериш, мижозлардан қабул қилиб олинган ёки бошқа алоқа корхоналаридан келиб тушган почта жўнатмаларини белгиланган манзил бўйича жўнатишга ва топширишга тайёрлашни таъминловчи ишлаб чиқариш жараёнлари мажмуаси ўз ичига олади.
Жўнатилаётган ёзма корреспонденциялар, юборилаётган жўнатмаларга ишлов бериш ва матбуотни ташишдаги асосий жараёнларни кўриб чиқамиз.
Жўнатилаётган ёзма корреспонденцияларга ишлов беришда қуйидаги асосий ишлар амалга оширилади: қабул қилиб олиш ва почта корхонасига етказиш, ажратиш, ўнглаш-тамғалаш, саралаш, постпакетларни тахлаб қопларга жойлаш ва уларни беркитиш, алмашиш цехига етказиб бериш.
Почта жўнатмаларини қабул қилиб олиш – ишлаб чиқариш жараёнининг дастлабки босқичи бўлиб, бевосита жўнатувчидан ёки почта қутиси орқали почта алоқаси корхонасига келиб тушган почта жўнатмаларини расмийлаштиришдан иборат.
Ажратиш – ёзма корреспонденцияларни хиллари, тоифалари, турлари ва ўлчамлари бўйича гуруҳларга ажратишдан иборат дастлабки ишлов бериш.
Ўнглаш – ёзма корреспонденцияларни тамғалаш ва манзилини ўқиш учун қулай ҳолатда қилиб, манзил ёзилган томони бўйича тахлашдан иборат бўлган дастлабки ишлов бериш.
Тамға (штемпел) босиш – почта жўнатмаси қабул қилинган (почта корхонасига келиб тушган) жой, сана ва вақтни белгилаш, шунингдек почта тўлови амалга оширилганлигини ифодалаш учун почта жўнатмаларига ва ишлаб чиқариш ҳужжатларига тақвимли тамға нусхасини тушириш.
Саралаш – почта жўнатмаларини манзил белгилари бўйича гуруҳларга ажратиш. Умумий ва муфассал саралаш усуллари мавжуд. Умумий саралаш йириклаштирилган ҳудудий белгилар (йўналишлар ва йирик шаҳарлар) бўйича амалга оширилади, муфассал саралаш эса вилоятлар, ўлкалар, республикалар, туманлар, шаҳарлар, темир йўл қошидаги ва аниқ манзилли алоқа корхоналари, шунингдек, почта вагонлари йўналишлари бўйича амалга оширилади.
Хатларнинг катта қисми постпакетларга солинган ҳолда жўнатилади. Постпакет – йўналиш белгиси бўйича гуруҳга ажратилган, боғланган ёки қоғоз қобиқ билан ўралган, белгиланган тартибда расмийлаштирилган хатлар тўплами.
Жўнатилаётган хатларга ишлов беришдаги якунловчи амалиёт – постпакетларни боғлаш – ўраш ва саралаб қопларга жойлаш, ҳамда бу қопларни ҳам ёпиб, алмашиш цехига жўнатиш. Постпакетларни боғлаш-ўраш – бу постпакетда, қопда, қутида, котейнерда жўнатиладиган почта жўнатмаларини тахлаш, жойлаш, қайд қилиш, боғлаш ва ўраш амалиётларини, шунингдек Почта қоидаларига мувофиқ равишда уларни расмийлаштириш ишларини ўз ичига олувчи жараёндир.
Юборилаётган жўнатмалар устида қабул
қилиш пунктида қуйидаги ишлар бажарилади: мижозлардан қабул
қилиб олиш, саралаш, манзиллар бўйича саралаш, майда ва қимматли
жўнатмаларни қопларга жойлаб боғлаш, жўнатиш ҳужжатларини
расмийлаштириш, автомашиналарга юклаш.
Жўнатмалар белгиланган манзилга жўнатувчи томонидан тўлдирилган, илова хат
билан биргаликда юборилади. Жўнатма қабул қилиб олинаётганда
жўнатманинг тўғри ўраб боғланганлиги, манзил ва илова хатларнинг
тўғри тўлдирилганлиги текширилади. Почта қоидаларида кўзда
тутилган, баъзи ҳолларда эсажўнатмани боғлаб тамға босилади.
Кейин жўнатманинг оғирлиги ўлчанади, таъриф бўйича баҳоланади ва юборувчи
белгилаган пулни тўлагач, унга патта берилади.Жўнатмалар почта алоқаси
боғламаси корхоналарида сараланади. Бу ерда улар почта қоидаларида
кўзга тутилган белгиларига қараб ажратилади, кейин эса уларни манзили
кўрсатилган илова хатлари билан биргаликда белгиланган тартибда сараланади.
Сараланган жўнатмалар манзили кўрсатилган илова хат асосида юк хатга ёзилади ва
илова хат билан биргаликда белгиланган манзилга жўнатилади.
Матбуотни ташиш деб, илова хужжатларни тайёрлаш, босмахоналардан даврий нашрларни қабул қилиб олиш, жўнатмаларни шакллантириш, нашрлар солинган қоп ва ўрамаларни белгиланган манзилга жўнатиш учун топшириш ишларини ўз ичига олган ишлаб чиқариш жараёнига айтилади.
Обуна нашрлар варақа ва манзил тизими бўйича жўнатилади. Врақа тизими бўйича ташишда газета ва журналлар нашр ташувчи корхоналар томонидан газета тарқатиш боғламаларига (узелларига) обуначилар манзилини кўрсатмай, саралаш жадвалларига мувофиқ равишда умумий миқдорда жўнатилади. Манзил тизими бўйича ташишда ҳар бир нусхада обуначи манзили кўрсатилади.
Саралаш жадвалида газета тарқатиш боғламалари, алоқа бўлимлари ёки етказиб бериш участкаларининг рўйхати ва уларнинг ҳар бири учун мўлжалланган муайян даврий нашр нусхаларининг сони кўрсатилган бўлади.
Нашр жўнатмаси деб, газета тарқатиш боғламасига бир вақтда жўнатилаётган бир ёки бир нечта номланишдаги даврий нашрлар гуруҳига айтилади.
Газета тарқатиш боғламаси - матбуот жўнатувчи корхоналардан бевосита даврий нашрларни олиб, ишлов берувчи ва ўзига бириктирилган почта алоқаси бўлимларига борувчи ёки обуначиларга топширувчи почта алоқаси корхонаси ҳисобланади.
Почта жўнатмаси харакатининг якунловчи босқичи топшириш бўлиб, у олувчига ёки унинг ишончли шахсга бевосита почта алоқаси корхонасида ёки уйига олиб бориб бериш орқали топширишдан иборат.
Назорат учун саволлар:
1. Почта жунатмаларини қабул қилида нималарга этибор берилади..
2. Почта жўнатмаларига ишлов бериш деганда нимани тушинасиз.
3. Нашр жўнатмаси деб нимага айтилади.
3-мавзу. ТАШҚИ ЎЛЧАМЛАРИ БЎЙИЧА ХАТЛАРНИ АЖРАТУВЧИ АВТОМАТЛАШГАН МАШИНА.
Режа:
1. МРП – 2 автоматлашган машинанинг тузилиши ва ишлаш принсиплари.
2. Хатларни ташқи ўлчамлари бўйича ажратувчи автоматлашган машинанинг функционал схемаси.
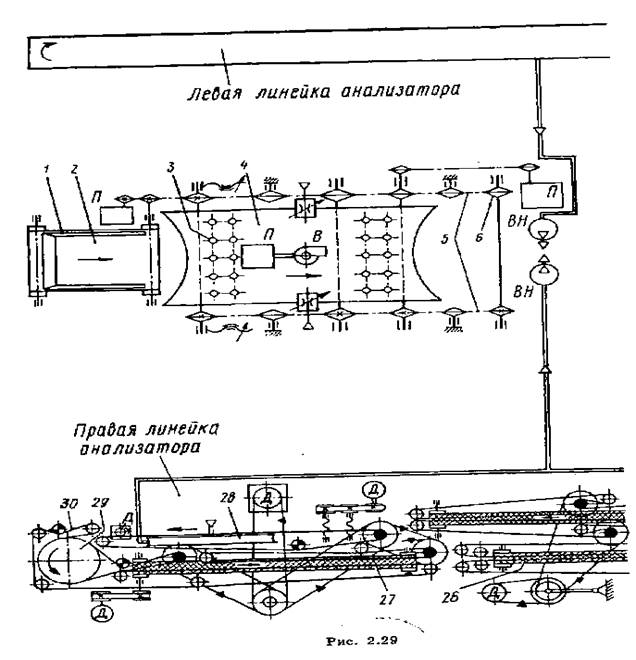
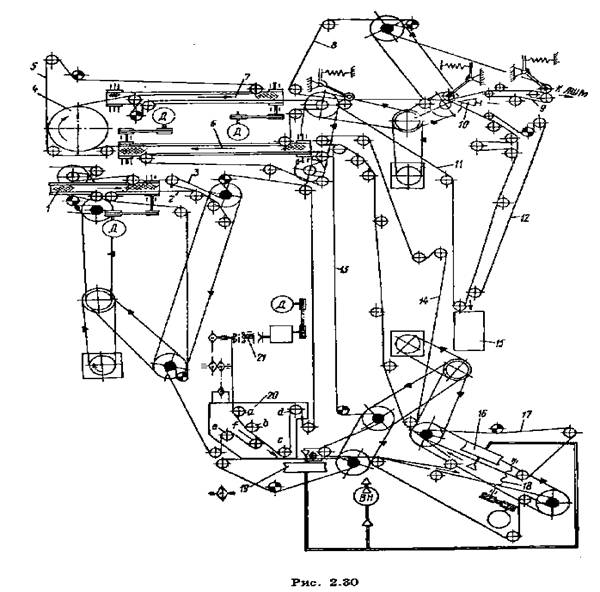
Ташқи ўлчамлари бўйича хатларни ажратувчи автоматлашган машина МРП – 2 вакуумли шакллантиргичдан ҳамда хатларнинг ўлчамлари ва қаттиқлигини аниқловчи таҳлил этувчи қурилмалар мажмуасидан ташкил топган.
Вакуумли шакллантиргич (1.3-расм) (4) вакуум камераси бўйлаб сирпанувчи (3) перфорацияланган тасмадан иборат (Д-асинхрон двигатель; П-элекродвигатель юритмаси; В-вентилятор; ВН-вакуум насоси).
Таҳлил
этгичнинг ўнг томони Таҳлил
этгичнинг чап томони 1.3,а-расм.
 Хатлар (1) бункерга солинади ва (2)
тасмали конвейер орқали шакллантиргич тасмасига узатилади. (3) тасма зич
тўқилган матодан тайёрланган бўлиб, хатга қарайдиган томони резина
билан қопланган. Тасма иккита занжирга (5) маҳкамланади ва
юлдузчалар (6) бўйлаб харакатланади.
Хатлар (1) бункерга солинади ва (2)
тасмали конвейер орқали шакллантиргич тасмасига узатилади. (3) тасма зич
тўқилган матодан тайёрланган бўлиб, хатга қарайдиган томони резина
билан қопланган. Тасма иккита занжирга (5) маҳкамланади ва
юлдузчалар (6) бўйлаб харакатланади.
1.3,б-расм. Қисувчи тасма. Тортувчи тасма Юритгич тасмаси
![]()
![]()
![]()
 Вакуум камераси учта қия
қисмга эга : бошланғич, ўрта ва чиқиш. Бошланғич ва
чиқиш қисмлар горизонтга нисбатан ctj қ 100 бурчак
остида, ўрта қисм эса 800 бурчак остида эгилган.
Вакуум камераси учта қия
қисмга эга : бошланғич, ўрта ва чиқиш. Бошланғич ва
чиқиш қисмлар горизонтга нисбатан ctj қ 100 бурчак
остида, ўрта қисм эса 800 бурчак остида эгилган.
Қурилма ишга туширилганда (4) камерада сийракланиш ҳосил бўлади, натижада тасмага тегиб турган хатлар тасма билан биргаликда шакллантиргичнинг чиқишига томон харакатланади ва таҳлил қилувчи қурилмага келиб тушади.
Таҳлил этувчи қурилманинг юқори босқичида умумий оқимдан фақат хатлар ажратилади. Бу босқич учта (7, 8, 15) тасмали конвейерлардан тузилган бўлиб, улар устма – уст жойлашган. Бу конвейерларнинг ҳар бири устида кичик тирқиш қолдирилиб сидирувчи кўндаланг конвейерлар (9, 10, 16) ўрнатилган (1.4-расм). Таҳлил этгичнинг биринчи босқичидан кейин қалин хатлар 10, 11, 13 конвейерлар орқали тегишли йиғгичга (21) йўналтирилади.
|
Қалинлиги кичик бўлган хатлар қарама-қарши йўналишда харакатланаётган 12 ва 17 конвейер тасмаларига тушади. Бу ерда улар иккита оқимга ажралади ва таҳлил этувчи қурилманинг иккита бир хил типдаги (ўнг ва чап) сафлагичларига жўнатилади.
Ҳар бир сафлагичда 24, 25 текисловчи конвейерлар тизими мавжуд бўлиб, улар бўйича харакатланганда хатлар барқарор ҳолатга ўгирилади (узун қирраси бўйича) ва 28 фрикцион – вакуумли (ишқаланма – вакуумли) сепараторда ажратилади.
Хатлар ажратилгандан кейин 29 барабан ва 30 тасма ёрдамида улар бурилади ва 27, 26, 23 конвейерлар бўйича таҳлил этувчи қурилма томон харакатланади. Таҳлил этувчи қурилмада хатларнинг баландлиги текширилади, 20 қурилмада эса уларнинг қаттиқлиги теширилади.
Хатлар баландлигини таҳлиллагич хатлар ташиладиган трасса устида, хатларнинг ҳаракат йўналишига муайян бурчак остида ўрнатилган иккита 22 қайишдан иборат. Баландликлари 23 тасма ва 22 қайиш оралиғидаги масофадан катта бўлган хатлар, қайишда тутиб қолинади ва 21 йиғгичга жўнатилади. Қолган корреспонденция, яъни конвертларининг баландлиги кўрсатилган масофадан кичик бўлганлари хатларнинг қаттиқлигини таҳлил қилувчи қурилмага йўналтирилади. Хатларни қаттиқлиги бўйича текшириш пружиналари 20 клапан орқали амалга оширилади. Клапан таъсири остида меъёрий қаттиқликдаги хатлар деформацияланади ва “а” стрелка бўйича кейинги ишлов беришга жўнатилади. Қаттиқлиги катта бўлган хатларни 20 клапан четлаштиради ва “в” стрелка бўйича тегишли йиғгичга юборади. Меъёрий қаттиқликдаги хатлар 19 ва 18 конвейерлар бўйича 14 йиғувчи конвейерга келиб тушади. Бу конвейерлар автоматлашган ажратувчи ва ўнгловчи машиналар туташиш блокининг кириш қисми ҳисобланади.
1.5-расм.
 Туташиш блокининг 1 конвейери бўйича (1.5-расм)
хатлар оралиқ йиғгичга тушади. Йиғгич механизми механизми 19
хатлар сепараторидан ва хатларни йиғгичга жойловчи механизмдан ташкил
топган.
Туташиш блокининг 1 конвейери бўйича (1.5-расм)
хатлар оралиқ йиғгичга тушади. Йиғгич механизми механизми 19
хатлар сепараторидан ва хатларни йиғгичга жойловчи механизмдан ташкил
топган.
Хатларни ташқи ўлчамлари бўйича ажратувчи автоматлашган машинанинг функционал схемаси.
Хатларни ташқи ўлчамлари бўйича ажратувчи автоматлашган машина бир қатор операцияларни амалга ошириш имкониятига эга бўлиб, у ишлаш жараёнида машинага солинган барча корреспонденциялар ичидан белгиланган ўлчамлардаги ва қаттиқликдаги хатларни ажратади. Бу хатларга кейинчалик ўнглаш-тамғалаш ва саралаш машиналарида ишлов берилади.
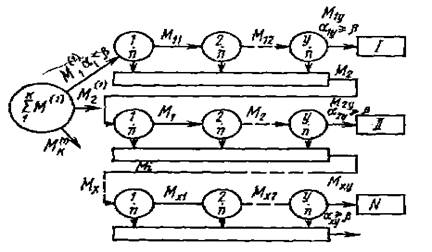
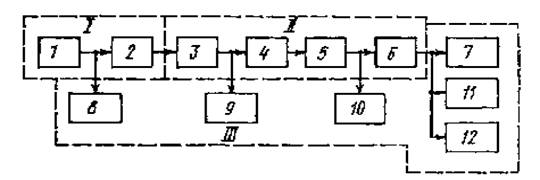
Хатларни ажратиш машинаси учта асосий блоклардан тузилган (1.6 - расм): I-шакллантирувчи (шакллантиргич), II-хатларнинг ташқи ўлчамларини таҳлил қилувчи ва III-йиғувчи болклар.
Шакллантиргич қабул қилувчи бункер (1) ва ташувчи қурилмадан (2) ташкил топган бўлиб, у ўзининг конструкцияси туфайли хатлар оқимини вужудга келтиришни (шакллантиришни) таъминлайди ва бир вақтнинг ўзида энг катта ёки энг оғир корреспонденцияларни ажратади. Шакллантиргичнинг қабул қилувчи бункерига хатлар уйиб солинади. Шакллантиргичнинг ишлаш жараёнида хатларнинг тартибсиз уюмидан хатларнинг ташқи ўлчамларини ва қаттиқликларини таҳлил қилиш учун қулай бўлган оқим вужудга келади. Нисбатан оғир ёки йирик ўлчамли корреспонденциялар шакллантиргичнинг чиқишига узатилмайди, улар ёки ўша ерда қолади ёки хатлар учун мўлжалланган махсус йиғгичга (8) чиқарилади.
1.6-расм.
Хатларнинг ташқи ўлчамларини таҳлил қилиш блоки бир қанча таҳлил қилувчи қурилмалардан хатларнинг қалинлигини (3), баландлигини (5) ва қаттиқлигини (6) таҳлил қилгичлардан тузилган. Хатларни баландлиги, узунлиги, қалинлиги ва қаттиқлиги бўйича текширишни амалга оширадиган таҳлил этиш қурилмасига хатлар келиб тушганда, дастлаб ушбу хатлар шакллантиргичдагига нисбатан мукаммалроқ ажратувчи ажратгич (сепаратор)дан (4) ўтказилади. Ажратиш жараёнида хатлар умумий оқимдан битталаб ажратилади ва таҳлил этувчи қурилма томон муайян оралиқ билан харакатланади.
Ўлчамлари белгиланган чегарадан чиқадиган, шунингдек ичига қаттиқ нарсалар солинган хатлар тегишли йиғгичларга (қалин хатлар (9)га бўйи катталари (10)га ва қаттиқлари (12)га) чиқарилади.
Ёзма корреспонденцияларни йиғгичлар (оралиқ (7) ва охирги (11) ишлов беришнинг барча босқичларидан ўтган хатларни, ҳамда орқали босқичларда параметрларини назорат қилишда ажратилган хатларни йиғиш ва вақтинчалик сақлаш учун мўлжалланган.
Назорат учун саволлар:
1. МРП – 2 автоматлашган машинанинг ишлаш принсиплари ҳақида гапириб беринг.
2. Таҳлил этувчи қурилманинг юқори босқичида нималар амалга оширилади.
3. Хатларни ташқи ўлчамлари бўйича ажратувчи автоматлашган машинанинг бажарадиган функсияси нималардан иборат.
4-мавзу. ПОЧТА ЖЎНАТМАЛАРИНИ САРАЛАШ, ЮЗАЛАШ, ШТЕМПЕЛЛАШ МАШИНАЛАРИ.
Режа:
1. Почта жўнатмаларини саралаш ва юзалаш.
2. Штемпеллаш машиналари.
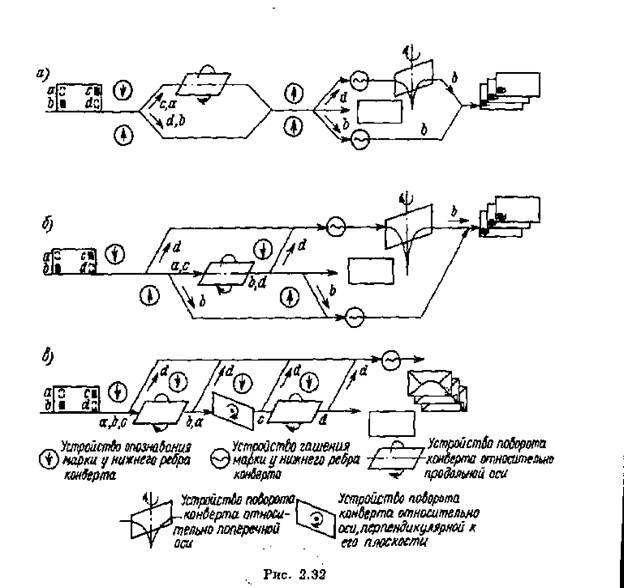
Юзалаш – штемпеллаш машиналари штемпел босишдан ташқари хатларни манзил ёзилган томони бўйича автоматик ажратишни – юзалашни амалга оширади.
Юзалаш – штемпеллаш машиналарининг кинематик схемалари хилма – хилдир, лекин уларнинг функционал схемалари бир – бирига ўхшаш.
Конвертни кўндалангн ўқ бўйича буриш
қурилмаси. Конверни текислигига перпендикуляр бўлган ўққа нисбатан
буриш қурилмаси. Бўйлама ўққа нисбатан конвертни буриш машинаси. Конвертнинг пастки қиррасидаги маркани ўчириш қурилмаси Конвертнинг пастки қиррасидаги маркани таниш қурилмаси 1.7-расм
![]()
![]()
 Юзалаш – штемпеллаш машиналрининг барча
механизмлари горизонтал ёки қия панелга ўрнатилади. Қия
ўрнатилганда машинанинг конструкцияси бироз мураккаблашади, лекин умумий
кўриниш анча яхшиланади. Натижада машинанинг ишчи органларига ва унинг
трансмиссияга хизмат кўрсатиш осонлашади.
Юзалаш – штемпеллаш машиналрининг барча
механизмлари горизонтал ёки қия панелга ўрнатилади. Қия
ўрнатилганда машинанинг конструкцияси бироз мураккаблашади, лекин умумий
кўриниш анча яхшиланади. Натижада машинанинг ишчи органларига ва унинг
трансмиссияга хизмат кўрсатиш осонлашади.
Одатда юзалаш – штемпеллаш машиналари механик таъминлагичга эга бўлиб, у стартстоп режимида ишлаган ҳолда хатларни сепараторнинг таъсир зонасига узатади. Сепараторда ажратилгандан кейин хатлар бир қатор таниб олувчи қурилма конвертдаги марка ҳолатини аниқлайди (чет эл машиналарда) ёки босилган махсус чизиқларни (биз қўлланилаётган машиналарда) текширади. Бурувчи қурилма эса хатни штемпеллаш учун қулай ҳолатга келтиради. Почта тўлови белгисини қўйиш юзалаш – штемпеллаш машиналарида (штемпеллаш машиналарида ҳам) айлантириб босиш (прокатка, чиғирлаш) усулида бажарилади. Лекин бир айланишли муфтани улаш одатда механик усулда эмас, балки электромагнитли фотоэлектрик қурилма орқали амалга оширилади.
Қуйида юзалаш – штемпеллаш машиналарининг бир қатор функционал схемалари кўриб чиқилади.
Бу схемалар барча юзалаш – штемпеллаш машиналари учун умумий талабларни ҳисобга олган ҳолда тузилган. Бу талаблар қуйидагидан иборат: хатлар томонлари бир хил бўлмаган тўғри тўртбурчак шаклида бўлиши ва машинада узун ёни билан жойлашган ҳолатда, шу ёнига параллел йўналишда бироз интервал билан харакатланиши керак. Юзалашдан олдин хатнинг юзидаги почта маркаси (бизнинг машиналарда босма чизиқлар) топилади. Бунда маркалар (чизиқлар) тўрт хил ҳолатда бўлиши мумкин, бу ҳолатлар расмда а, b, с, d, ҳарфлар орқали белгиланган. Конверт юзаси конвертнинг пастки ёни атрофидаги маркани топа олиш имкониятига эга бўлган, таниб олувчи қурилма ёрдамида таҳлил қилинади. Таниб олувчи қурилма шинанинг бошида жойлашган бўлиши ёки хат харакатланадиган трасса бўйлаб жойлашиши мумкин. Марканинг ҳолатига қараб, таниб олувчи қурилманинг буйруғи бўйича хат тегишли буриш қурилмасига йўналтирилади ёки агар буришга зарурат бўлмаса, айланиб ўтувчи трассага, ёки тўғридан-тўғри штемпеллаш қурилмасига узатилади. Юзалаш – штемпеллаш машиналарида буриш қурилмаларининг тури ва миқдорига боғлиқ равишда, бир ёки бир неча штемпеллаш қурилмаси қўлланилиши мумкин.
Агар конверт юзасини таҳлил қилиш марканинг пастки сатҳда жойлашиш эҳтимоллиги бўйича икки босқичда олиб борилса биринчи босқичда b ва d ҳолатлардаги маркали ковертлар аниқланади ва бурувчи қурилмани айланиб ўтадиган қилиб йўналтирилади. Қолган корреспонденциялар бўйлама ўқ бўйлаб айлантирилади. Бурувчи қурилмадан кейин хатлар оқими бирлашади ва таҳлилнинг иккинчи босқичидан ўтади. Бунда корреспонденциялар штемпеллаш қурилмасига элтувчи икки канал бўйича тақсимланади. Бунинг учун конвертнинг пастки ёнида жойлашган маркани тамғаловчи иккита штемпеллаш қурилмаси қўлланилади.
Назорат учун саволлар:
1. Почта жўнатмаларини саралаш тартиби.
2. Штемпеллаш машиналарининг тавсифи.
3. Штемпеллаш машиналари учун умумий талаблар.
5-мавзу. ШТЕМПЕЛЛАШ МАШИНАЛАРИНИНГ ФУНКЦИОНАЛ СХЕМАСИ.
Режа:
1. Штемпеллаш машиналарининг тузилиш схемаси.
2. Штемпеллаш машиналарининг ишлаш тартиби.
Штемпеллаш машиналари почта тўлов белгиларини тасдиқлаш, корреспонденцияларни штемпеллаш учун мўлжалланган бўлиб, унда тўлов амалга оширилган пункт, экспедиция рақами ёки олти хонали почта корхонаси индекси кўрсатилиши шунингдек, тўлов амалга оширилган сана қуйидаги кетма – кетликда кўрсатилган бўлиши керак: кун, ой, йил, вақт. Машина штемпеллаш билан бир вақтда ишлов берилган хатлар ҳисоботини ҳам олиб боради.
Ишлаш принципига кўра штемпеллаш қурилмалари механик қурилмаларда штемпеллаш жараёни чиғирлаш (прокатлаш) усулида, электромагнит қурилмаларда эса уриб босиш усулида амалга оширилади.
1.8-расм.
 Штемпеллаш қурилмасининг функционал
схемаси 1.8-расмда келтирилган.
Штемпеллаш қурилмасининг функционал
схемаси 1.8-расмда келтирилган.
Олдиндан юзаланган хатлар дастаси юклаш учун қабул қилиб – бункерга тахланади ва унинг таги бўйлаб қўлда сепараторга томон сурилади. Почта тўлови белгисини киритиш штемпеллаш ролигини (ғалтагини) хат юзаси бўйлаб юргизиш йўли билан штемпеллаш механизми орқали амалга оширилади. Штемпеллаш ғалтаги (ролиги)нинг ён сиртида календарли штампели ва маркаларни сўндириш тўлқинсимон чизиқларнинг бўртма белгиси мавжуд бўлиб, уларга бўяш механизми ёрдамида бўёқ суриб турилади. Штемпелловчи ғалтак юритма билан бир айланишли муфта орқали боғланган бўлиб, у штампеллаш ғалтагига навбатдаги хат келиб тушиши билан механик қурилма орқали ишга тушади. Штемпеллангандан сўнг хатлар айланувчи тирсакли йиғгичга узатилади ва у ерда хат дасталари шакллантирилади.
Почтамтларда юқорида кўрсатилган штемпеллаш машиналаридан ташқари зарб билан уриш принципи бўйича ишловчи қурилмалар ҳам кенг қўлланилмоқда. Уларга ёзма корреспонденциялар ва ҳужжатларни штемпеллаш учун мўлжалланган электромагнит штемпеллаш қурилмалари, шунингдек бандеролларни штемпеллаш учун мўлжалланган машиналар киради.
Штемпеллаш машиналари ва қурилмалари.
Зарб билан уриш принципи бўйича ишловчи штемпеллаш қурилмалари. Электромагнитли штемпеллаш аппарати ЭША-3 (1.9-расм) алоқа корхоналарининг амалиёт залларидаги кассаларда почта тўлови белгисини сўндириш ва хужжатларни штемпеллаш учун ишлатилади. Электромагнитли штемпеллаш аппарати потча хизматлари меҳнатини енгиллаштиради, меҳнат унумдорлигини оширади ва штемпеллаш сифатини анча яхшилайди.
![]()
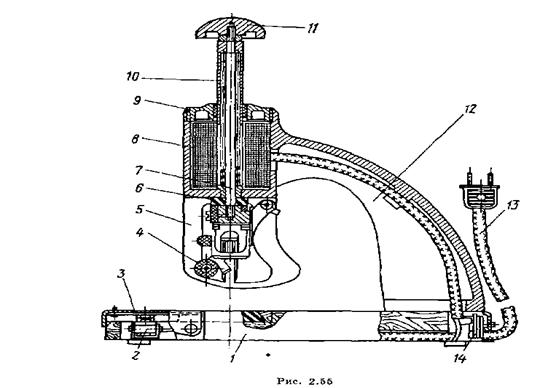 У резина таглик ва резина
ёстиқчали 1 ёғоч асосдан, 12 алюминий кронштейндан ва штемпелнинг
ҳаракатланувчи механизмини ва бўяш механизмини маҳкамлаш учун
хизмат қилувчи 9 корпусдан иборат.
У резина таглик ва резина
ёстиқчали 1 ёғоч асосдан, 12 алюминий кронштейндан ва штемпелнинг
ҳаракатланувчи механизмини ва бўяш механизмини маҳкамлаш учун
хизмат қилувчи 9 корпусдан иборат.
Штемпелнинг ҳаракатланувчи механизми 8 соленоид кўринишида бўлиб, унинг ичида юқори қисмига 10 пўлат трубка – ўзак маҳкамланган жез трубканинг ичида жойлашиб, штокни ўраб олган спирал пружина ёрдамида юқори ҳолатда тутиб турилади. Соленоид қопқоқ билан ёпилган 9 пўлат цилиндр корпус ичига жойлаштирилган бўлиб, бу корпус магнит ўтказгич вазифасини бажаради ва аппаратга тугал кўриниш беради. Штемпел тутгичи ва пўлат цилиндрнинг пастки қисми орасида резинадан қилинган амортизация шайбаси 6 жойлашган.
Бўяш механизми штемпелни даврий равишда бўяб туради, механизм ҳаракатчан консолдан тузилган бўлиб, штемпел томонга пружина тортилган. Консолга бўяш ролиги 4 маҳкамланган, унинг сиртида майда тешиклар мавжуд бўлиб, ёнлари қопқоқ билан беркитилган. Унинг ичи бўёқ билан тўлдирилади, бунда бўёқ тирқишлардан сизиб чиқиб фильтрга шимилади. Механизм корпуснинг 5 ҳимоялаш елкалари орасига жойлаштирилади.
Белги қўйилаётган вақтда корреспонденцияга зарар етмаслиги учун бевосита штемпел тагида ёғоч асосда амортизация ёстиқчаси ўрнатилган.
Аппарат ёритиш тармоғига вилкали 13 эгилувчан шнур ёрдамида 14 контакт понели орқали уланади. Аппарат асоснинг олд қисмида жойлашган 3 тугмани босиш орқали ишга туширилади. Тугма тагида 2 электр улагич (включатель) жойлашган.
1.10-расм.
Штемпеллашни
бошлашдан олдин штемпелдаги рақамли ғилдиракларни айлантириб белги
қўйиладиган сана ва вақт ўрнатилади, шундан кейин жўнатмани
резинали амортизаторга қўйиб, тугмани босилади. Соленоид уланганда 7 ўзак
тортилади,натижада шток календарли штемпел билан бирга кескин пастга
тушади. Шу вақтнинг ўзида бўяш ролиги консолнинг эксцентрик
маҳкамланганлиги туфайли штемпел юзаси бўйлаб ўтади ва унда бўёқ
қатламини ҳосил қилади. Шток ҳаракатланишининг охирида
календарли штемпел жўнатмага зарб билан урилади ва унда белги қолдиради,
бўяш ролиги эса штемпелнинг ён сиртига чиқади. Соленоид ўчирилганда
штемпеллаш механизми штокка кийгизилган пружина ёрдамида дастлабки
ҳолатига қайтади, бўяш ролиги эса консол билан бириктирилган
пружина орқали бошланғич ҳолатига қайтиб келади.
 Зарур ҳолатларда белги 11
шток калласига қўл билан босиш орқали ҳам туширилиши мумкин.
Зарур ҳолатларда белги 11
шток калласига қўл билан босиш орқали ҳам туширилиши мумкин.
ЭША – 3 аппаратининг иш унумдорлиги 3600 белги/соат бўлиб, ишлов бериладиган пакетнинг энг катта қалинлиги 22 мм га тенг. Аппарат штокига квлендарли штемпелдан ташқари белги тушириш учун 30х40 мм ўлчамдаги муҳрни ҳам махкамлаш мумкин.
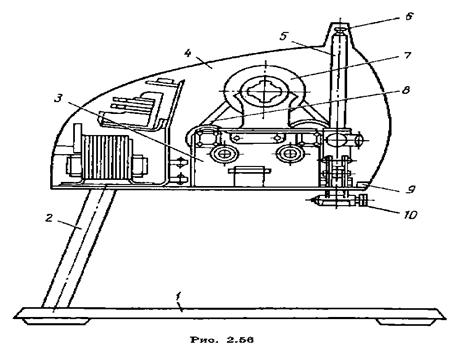
МШБ машинаси (1.10-расм) бандероллар, ностандарт корреспонденциялар ва турли ҳужжатларга календарли штемпел белгисини қўйиш учун мўлжалланган. Машинанинг 4 механизми 2 устунга ўрнатилган бўлиб, бу устун ўз навбатида 1 асосга махкамланган.
Бандеролларни штемпеллаш 5 вертикал штокка махкамланган 10 штемпел орқали амалга оширилади. Шток 7 электродвигатель ва 3 редуктордан тузилган юритма орқали ҳаракатга келтирилади. Редукторнинг чиқиш валига цилиндрик тишли ғалтак ўрнатилган бўлиб, у штокка махкамланган тишли рейка билан илашади.штокнинг қайтма – илгарилама ҳаракати иккита 8 электромагнит муфта ёрдамида амалга оширилади, улар навбатма – навбат ишга тушиб, штокнинг икки йўналишли ҳаракатини таъминлайди. Штокни четки ҳолатларда тўхтатиш учун 6 ва 9 микропереключателлардан фойдаланилади.
Машина икки хил режимда ишлаши мумкин. Биринчи режимда ишлаганда ҳар бир белгини қўйиш учун штемпел .ритмасини улаш керак бўлади. Иккинчи режимда бир марта улаш орқали бир қатор белгиларни қўйиш мумкин.
Машина қуйидаги техник тавсияларга эга: иш унумдорлиги – 6600 бандерол/соат, штемпел босиладиган бандеролларнинг максимал қалинлиги – 200 мм.
ШМ – 4А – штемпеллаш машинаси почта тўлови белгиларини сўндириш, календарли штемпел босиш ва ишлов берилган хатлар миқдорини ҳисобга олиш учун мўлжалланган.
Машинада доимий айланиш йўналишига эга бўлган, ҳаракатчан айланувчи элемент, хатларнинг ишқаланма сепаратори қўлланилган. Штемпеллаш қурилмаси сифатида машинада дискли ишқаланма муфта ва ричагли улаш механизмига эга бўлган механикавий штемпеллаш механизми ишлатилган.
1.11-расм.
 Машинанинг кинематик схемаси 1.11-расмда
кўрсатилган. Электродвигатель 3 тишли редукторнинг кириш вали билан 2
понасимон тасмали узатма орқали боғланган. Айланма ҳаракат
редукторнинг кириш валидан Г1 – Г2 конуссимон жуфтлик
орқали йиғгич хатларни тахловчи 5 механизм кулачокларининг 4 валига
узатилади. Редукторнинг қолган тишли узатмалари тўғри тишли
цилиндрик ғилдираклар кўринишида тайёрланган. Айланиш 4 валдан 7
штемпеллаш ролигининг 21 валида жойлашган ишқаланмага узатилади.
Машинанинг кинематик схемаси 1.11-расмда
кўрсатилган. Электродвигатель 3 тишли редукторнинг кириш вали билан 2
понасимон тасмали узатма орқали боғланган. Айланма ҳаракат
редукторнинг кириш валидан Г1 – Г2 конуссимон жуфтлик
орқали йиғгич хатларни тахловчи 5 механизм кулачокларининг 4 валига
узатилади. Редукторнинг қолган тишли узатмалари тўғри тишли
цилиндрик ғилдираклар кўринишида тайёрланган. Айланиш 4 валдан 7
штемпеллаш ролигининг 21 валида жойлашган ишқаланмага узатилади.
Ишқаланма валидан 8 печатлаш ролигининг 22 валига шунингдек, 9 ва 10 ҳаракатлантирувчи роликларнинг 17 ва 20 валларига узатилади. 9 ва 10 роликларнинг бири пўлатдан, иккинчиси резинадан тайёрланган. Агар роликларнинг иккаласини ҳам резинадан тайёрланса, айланма тезликлар бир хил бўлмаганлиги туфайли контакт жойида катта ишқаланиш кучлари вужудга келади, натижада эса роликлар тез ейилиб корреспонденцияларни деформациялайди.
Айланиш 17 валдан бир нечта тишли узатмалар орқали 12 сепарациялаш ролигининг 15 валига ва сепаратор транспортёрининг 14 валига узатади.
Машина орқали турли қалинликдаги хатларнинг бемалол ўтиб кетиши учун 20,21 валларнинг ва сепарациялаш ролиги 15 валининг подшипниклари роликлар махкамланган жойда 6,16 ва 19 ҳаракатланувчи консолларда жойлашади. Валлар чорбардоқ (крестовина) кўринишида тайёрланган бўлиб, улар валнинг пастки қисмидаги айланиш ўқига нисбатан юқоридаги подшипниклар анча силжиган холатда хам валнинг пастки қисмидан юқори қисмига айланишларни узата олади.
Машина ишлаётган вақтда чиқадиган шовқинни камайтириш мақсадида редукторда сирпанувчи подшипниклар ишлатилади(кириш вали подшипниклари бундан мустасно).
Машина қуйидаги тартибда ишлайди. Юзаланган бир тўп хатларни (250 дона атрофида) “маркаси пастда” ҳолатга келтирилади ва машинага шундай тартибда солинади, бунда хатлар узун қирраси билан турган ҳолда, маркали томони билан машинага қараб ҳаракатланиши керак. Хатларни машинага узатиш операторнинг кучи билан амалга оширилади. Натижада биринчи хат сепаратор транспортёрининг 13 тасмасига тегиб турган жойда ишқаланиш кучи юзага келади ва шу туфайли биринчи хат машинага томон ҳаракатланади. Кейинги хат хатларнинг асосий ҳаракатига қарама-қарши йўналишда айланаётган 12 сепарациялаш ролиги ёрдамида хатлар тўпида ушлаб қолинади. Хат 9 ва 10 айланувчи роликлар орқали 7 штемпеллаш ролигига узатилади ва конвертнинг аниқ белгиланган жойига белги қўйиш учун ричагли улаш механизми ёрдамида ишга туширилади. Улаш механизмининг 18 шчупи 9 ва 10 роликлар орасидаги хат йўлида жойлашган.
Штемпеллаш ролиги календарли штамп ва маркаларни сўндириш тўлқинсимон чизиқлари гравировкасига эга. Ишлов берилган хатлар тугалловчи 5 кулачоклар ёрдамида пачка қилиб тахланади. Хатлар кулачокларнинг зарби таъсирида ўзларининг дастлабки йўналишларидан четлашади ва йиғгичга сурилиб, кейинги хатга жой бўшатади. Хатларни тахлаш жараёнида, хатни орқа томондан тутиб турувчи ҳаракатчан шчит, хатлар босими остида орқага сурилади. Ишлов берилган хатлар сони механик ҳисоблагич орқали қайд қилинади.
Машина қуйидаги тавсифларга эга: меҳнат унумдорлиги – 18000 хат/соат; машинада хатларнинг ҳаракатланиш тезлиги – 1.1 м/с; хатларни узатиш тезлиги – 0.9 м/с; машина чиқишидаги хатлар орасидаги интервал – 40 мм атрофида; ишлов бериладиган корреспонденцияларнинг қалинлиги – 0.25-6.0 мм.
ШМН – 2 штемпеллаш машинаси – стол устига қўйиб ишлатиладиган машина бўлиб, бажарадиган вазифалари ШМ – 4А билан бир хил. Машинада доимий айланиш йўналишига эга бўлган сепарацияловчи роликли ишқаланма сепаратор қўлланилган. Штемпеллаш механизми ишқаланма конуссимон муфта орқали ҳаракатга келтирилади.
Машинанинг кинематик схемаси 1.12-расмда келтирилган (1-тортувчи ролик; 2-сепаратор тасмаси; 3-юритувчи ролик; 4,5-ҳаракатлантирувчи роликлар; 6-қисувчи 9 роликнинг махкамлаш ричаги; 7,8,10-бўёвчи, штемпелловчи ва печатловчи роликлар; 11-ҳисоблагич; 12-тугаллаш кулачоклари; 13-пассик; 14-электродвигатель; 15-пружина; 16-турткич; 17-ҳисоблагични қайта улаш ричаги; 18-ролик; 19-ишқаланма; 20-редуктор; 21-шчупни махкамлаш ўқи; 22-пружина; 23-фиксатор; 24-кучукча; 25-йўналтиргич; 26-пружина).
 Машина қуйидаги техник
тавсифларга эга: техник унумдорлиги - 20÷22 минг хат/соат, эксплуатацион
унумдорлиги – 14-17 минг хат/соат.
Машина қуйидаги техник
тавсифларга эга: техник унумдорлиги - 20÷22 минг хат/соат, эксплуатацион
унумдорлиги – 14-17 минг хат/соат.
Назорат учун саволлар:
1. Штемпеллаш машиналарининг тузилиш схемасини тавсифлаб беринг.
2. Штемпеллаш машиналари ва қурилмаларининг вазифасини тавсифлаб беринг.
3. Штемпеллаш машиналари ишлаш тартибини айтинг.
1.12-расм.
6-мавзу. ХАТЛАРНИ
АВТОМАТИК РАВИШДА ЮЗАЛАШ ВА ШТЕМПЕЛЛАШ УЧУН МЎЛЖАЛЛАНГАН МАШИНА.
Режа:
1. ЛШМ – 3 нинг функционал схемаси.
2. Автоматлаштирилган юзалаш – штемпеллаш машинаси, ЛШМ – 4.
Ёзма корреспонденцияларни автоматик равишда юзалаш ва штемпеллаш машинаси ЛШМ – 3 114х162 мм ўлчамли, 3 мм гача қалинликка эга бўлган конвертдаги почта корреспонденцияларига ва 105х148 мм ўлчамли почта варақларига ишлов бериш учун мўлжалланган. Уни хатларни ташқи ўлчамлари бўйича автоматик равишда ажратувчи МРП – 2 машинаси билан биргаликда ишлатиш кўзда тутилган.
ЛШМ – 3 нинг функционал схемаси 1.13-расмда келтирилган бўлиб, унга қуйидаги асосий қурилмалар киради: 2 солиштириб ўқиш каллакларига эга бўлган 1 ташувчи, бўйлама ўққа нисбатан 3 хатларни берувчи ва айланиб ўтувчи трасса, кўндаланг ўққа нисбатан 4 хатларни бурувчи (охири берк йўл типидаги) ва айланиб ўтувчи трасса, 5 штемпелловчи, 6 индексларни аниқловчи, шунингдек, 8 йиғгичлар.
|
Хатлар оқимини йўналтириш электромагнит юритмали 7 қопқоқлар орқали амалга оширилади. Машина хатларнинг ва почта варақчаларининг ҳолатини аниқлаш кодли штамп белгилари бўйича бажарилади.
Хатларни ўлчамлари бўйича ажратадиган машинадан юзалаш – штемпеллаш машинасига почта варақчалари ва конвертдаги хатлар биттадан камида 100 мм оралиқ билан келиб тушади ва вертикал ҳолатда узун қиррасида 2.5 м/с тезлик билан ҳаракатланади.
Солиштириб ўқиш каллакларига эга бўлган биринчи ташувчи қурилмада кодли штамп пастда жойлашган хатлар аниқланади; йўналтирувчи қопқоқ ёрдамида улар айланиб ўтувчи трасса йўналтирилади, қолган хатлар бурувчи қурилмага жўнатилади. Конвертдаги кодли штамп белгиларини ўқиш иккита фотоэлектрик каллаклар орқали амалга оширилади, бунда белгиларнинг оптик тасвири электр сигналларига айлантирилади ва бошқариш қурилмасига келиб тушади. Бошқариш қурилмасида сигналлар таҳлил қилинади ва электромагнит ишлаши учун буйруқ ишлаб чиқади. Бу буйруқ асосида электромагнит қопқоқни тегишли ҳолатга келтиради.
 Бурувчи қурилмада хатлар
бўйлама ўқи атрофида 1800 га бурилади (1.14-расм). Шундан
сўнг барча хатлар битта оқимга бирлашади ва ҳудди биринчиникидек
тузилган, солиштириб ўқиш каллакларига эга бўлган иккинчи ташувчи
қурилмага келиб тушади. Бу қурилмада юқоридагига ўхшаб
конвертнинг пастки қисмидаги кодли штамп белгиларини қидириш амалга
оширилади, шунингдек, хатларнинг ҳаракати давомида конвертларнинг ўнг ёки
чап томонида кодли штампи бўлган хатлар аниқланади.
Бурувчи қурилмада хатлар
бўйлама ўқи атрофида 1800 га бурилади (1.14-расм). Шундан
сўнг барча хатлар битта оқимга бирлашади ва ҳудди биринчиникидек
тузилган, солиштириб ўқиш каллакларига эга бўлган иккинчи ташувчи
қурилмага келиб тушади. Бу қурилмада юқоридагига ўхшаб
конвертнинг пастки қисмидаги кодли штамп белгиларини қидириш амалга
оширилади, шунингдек, хатларнинг ҳаракати давомида конвертларнинг ўнг ёки
чап томонида кодли штампи бўлган хатлар аниқланади.
|
Сигналлар каллакдан бошқариш қурилмаси келиб тушади. Бу ерда сигналлар ишланиб, хатларни кўндаланг ўққа нисбатан бурувчи қурилманинг йўналтирувчи қопқоқларига бошқарувчи сигналлар берилади. Хатларни ажратиш жараёнида, ўнг томонида кодли штампи бўлган хатлар бурувчи қурилмага йўналтирилади, чап томонда кодли штампи бўлган хатлар айланиб ўтувчи трассага йўналтирилади.
Агар хатда кодли штампи топилмаса, хатлар рухсат этилганидан кичик оралиқ (интервал) билан келса ёки хатнинг узунлиги белитлангандан катта бўлса, бундай хатлар бурувчи қурилма тагида ўрнатилган йиғгичга жўнатилади. Бурувчи ва айланиб ўтувчи қурилмалардан ўтган хатлар бир оқимга бирлашади, текисланади ва штемпеллаш қурилмасига келиб тушади (1.15-расм).
1.15-расм.![]()
Штемпеллаш
ролигининг олдига ўрнатилган фотокучайтиргич нурини хат кесиб ўтганда,
бошқариш қурилмасидан штемпеллаш ролигининг электромагнитига сигнал
келади. Штемпеллангандан кейин хатлар бурувчи қурилмага тушади ва
ҳаракат йўналишини 900 га ўзгартиради. Йўналишни
 (чапга ёки
ўнга) ўзгартириш машинанинг танланган схемасига боғлиқ. Шундан
кейин, хатлар индексни аниқлаш қурилмасидан ўтиб, йиғиш
қурилмасига келиб тушади ва горизонтал пачкалар тарзида тахланади.
(чапга ёки
ўнга) ўзгартириш машинанинг танланган схемасига боғлиқ. Шундан
кейин, хатлар индексни аниқлаш қурилмасидан ўтиб, йиғиш
қурилмасига келиб тушади ва горизонтал пачкалар тарзида тахланади.
Кодли штампи тўлдирилмаган хатлар учун алоҳида автоматлашган саралашга жўнатилади. Хатлар ишга тайёр ҳолда турган йиғгичлардан ихтиёрий биттасига келиб тахланади. Улардан бирортаси тўлса қопқоқ орқали хатлар оқими бошқа йиғгичга йўналтирилади. Қопқоқлар йиғгичларда ўрнатилган фотокучайтиргичлар ёрдамида бошқарилади.
Машинада корреспонденцияларнинг тиқилиб қолиши кўринувчи сигналлар орқали қайд қилинади. Зарур ҳолларда машинанинг автоматик тарзда тўхташи кўзда тутилган.
Машинанинг техник тавсифлари: иш унумдорлиги-28000 хат/соат; ташувчи қурилмаларда хатларнинг ҳаракатланиш чизиқли тезлиги 2.5±10% м/с; йиғгичнинг ҳажми – 600-700 та хат.
Таниб олувчи қурилма ЛХПП – 3 иккита солиштириб ўқиш каллагидан тузилган бўлиб, улар конверт “белгиси пастда” ҳолатида бўлганида, кодли штамп белгилари жойлашадиган сатх баландлигида бир-биридан 155 мм масофада ўзаро қарама-қарши қилиб жойлаштирилган. Қурилманинг барча механизмлари плитага ўрнатилган, плита эса амортизациялар орқали каркасга махкамланган. Каркас регулировка қилинадиган винтли таянчларга ўрнатилган. Хатлар узун қиррасида вертикал текисликдаги иккита сунъий ясси тасмалар оралиғида ҳаракатланади. Биринчи солиштириб ўқийдиган каллакдан олдин, стабиллаш йўлкасида хатлар текисланади.
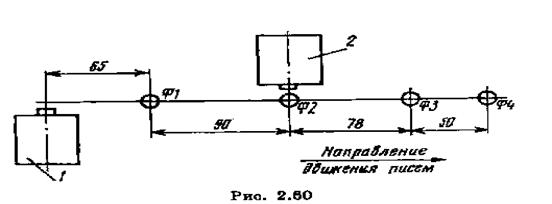 Хатларнинг ҳаракатланиш
трассаси бўйлаб тўртта Ф1-Ф4 фотокучайтиргичлар ўрнатилган, уларнинг жойлашиш
тартиби 1.16-расмда кўрсатилган.
Хатларнинг ҳаракатланиш
трассаси бўйлаб тўртта Ф1-Ф4 фотокучайтиргичлар ўрнатилган, уларнинг жойлашиш
тартиби 1.16-расмда кўрсатилган.
 |
Фотокучайтиргичлар орасидаги масофа шундай танланганки, бунда конвертнинг олдинги чети Ф1 фотокучайтиргични кесиб ўтганида, биринчи солиштириб ўқувчи 1 каллак конвертнинг иккинчи ярмини ўқийди. Ф2 фотокучайтиргич кесиб ўтганда бошқариш қурилмасига “Иккинчи ярмини ўқиш тугалланди” ва “Иккинчи солиштириб ўқувчикаллак томонидан биринчи ярмини ўқиш бошланди” деган сигналлар берилади. Шундай қилиб, фақат конвертнинг белгилар мавжуд бўлиши тахмин қилинадиган қисмларигина ўқиб чиқилади.
Фз фотокучайтиргич конвертнинг «Биринчи ярмини ỷқиш тугалланди» сигналини шакллантиради.
Оптик тизимнинг схемаси 1.17–расмда тасвирланган. Оптик тизимни (2) ростлаш учун 5 ойна 900 бурчакка бурилади, бунда 1 объектниг 3 тасвири 4 хира ойнага проекцияланади.
1.17,в – расмда оптик тизимдаги нурларнинг йỷли (ростлашдан кейин) кỷрсатилгин. Диодлар 4 блоки 13 фотодиодлардан ва бита фототранзистордан тузилган бỷлиб, у 3 оптик тасвирни электр сигналига айлантиради. Шунча миқдордаги диодларнинг қỷлланилиши 13мм баландликдаги кодли штамп белгиларининг мумкин бỷлгин барча ҳолатлари зонасини кỷриб чиқиш имконини беради.
1.17-расм.
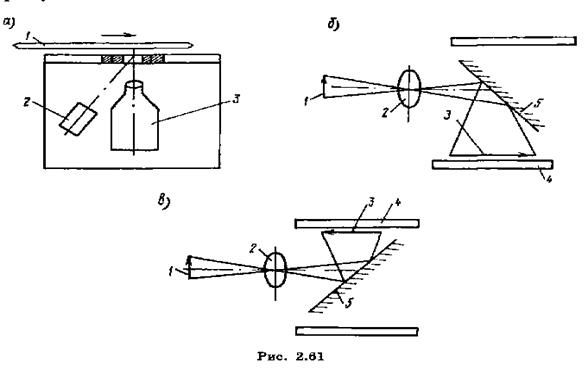
Кодли штамп белгиларининг баландлиги 2мм га тенг бỷлгани учун, ỷқувчи каллакнинг ишончли ишлашини таъминловчи ахерата олиш қобилияти 1мм бỷлиши талаб этилади. Демак, диаметри 4мм бỷлган фотодиоднинг зарурий ажрата олиш қобилиятини таъминлаш учун оптик тизимнинг катталаштириш коэффициенти тỷртга тенг бỷлиши лозим. Қабул қилинган импульслар тỷплами бошқариш қурилмасига келиб тушади ва таҳлил қилинади, шундан кейин, конвертнинг текширилаётган қисмида белгининг мавжудлиги ёки мавжуд эмаслиги тỷғрисида сигнал берилади.
Автоматлаштирилган юзалаш – штемпеллаш машинаси, ЛШМ – 4.
ЛШМ – 4 машинаси ỷлчамлари 114*162мм бỷлган конвертдаги ёзма корреспонденцияларни ва ỷлчами 105*148мм қалинлиги 0.2 – 3мм атрофида бỷлган почта варақчаларини ỷлчамлари бỷйича ажратишни механизациялаш ва юзалаш – штемпеллаш ишларини автоматлаштириш учун мỷлжалланган. Машинага тушадиган хатларнинг максимал қалинлиги 6мм дан ошмайди.
Машина келиб тушган ва чиқаётган ёзма корреспонденцияларни ỷлчамлари бỷйича ажратиш, юзалаш, штемпеллаш ва йиғгичга таҳлаш имконини беради.
1.18-расм.
 Чиқаётган корреспонденцияларга ишлов
беришда операторлар уларни дасталаб, кириш қурилмасининг сепоратор
тасмасига юклайдилар, бунда катта ỷлчаили корреспонденциялар
қỷлда ажратиб қỷйилади (1.18-расм).
Чиқаётган корреспонденцияларга ишлов
беришда операторлар уларни дасталаб, кириш қурилмасининг сепоратор
тасмасига юклайдилар, бунда катта ỷлчаили корреспонденциялар
қỷлда ажратиб қỷйилади (1.18-расм).
Корреспонденцияларнинг машинадаги ҳолати конвертнинг (почта варақчасининг) пастки чап бурчагида жойлашган кодли штамп белгилари орқали аниқланади.
Юзалаш ва штемпеллаш икки босқичда ỷтади. Биринчи босқичда машинага юкланган белгилари пастга жойлашган хатларнинг тахминан 50 фоизи юзаланади ва штемпелланади.
Юзаланмаган хатлар 12 йиғгичга тỷпланади. Йиғгич тỷлгач корреспонденциялар машинада ỷрнатилган 15 алмашувчан қутиларга бỷшатилади.
Қути тỷлгандан кейин у қайта ишлов бериш учун машинага хатларни юклаш жойига узатилади. Машинага корреспонденцияларни қайта юклаш фақатгина барча хатлар тỷплами биринчи босқич ишлов беришидан ỷтгач амалга оширилиши керак.
Корреспонденцияларни машинага қайта юклаганда хатлар почкасини горизонтал ỷқ атрофида 1800га буриш зарур.
Кириш хатларига ишлов беришда машина штемпеллаш машинаси вазифасини бажаради, лекин бунда ỷқувчи каллак хатнинг юза томонини назорат қилади. Кирувчи корреспонденциялар манзил бỷйича танланганлиги учун, ишлов бериш деярли бир босқичда олиб борилади.
Календарли штемпел орқа томондан қỷйилади ва штемпелланган корреспонденциялар йиғгичга тахланади. Машинанинг иш режими бошқариш қурилмасидаги «Иш режими», «Кирувчи – чиқувчи» бурагич (переключател) лар орқали белгиланади. Машинанинг иш самарадорлиги бу ҳолатда 18000 хат/соат гача ортади.
Машина умумий корреспонденциялар оқимидан параметрлари қуйида кỷрсатилган катталиклардан фарқ қилувчи хатлар (почта варақалари) ни ажратиб олади ва 14 йиғгичга жойлайди:
узунлиги – 170мм 5 Хст й 142мм;
баландлиги – 120мм й Н^99мм;
қалинлиги – 5^5.3мм;
қийшиқлиги – tта5.30;
интервал – 1^40мм.
Машинада хатлар узун қиррасида вертикал ҳолатда 1.5м/с+10% тезлик билан ҳаракатланади.
Таниб олиш қурилмасидан ỷтишдан олдин корреспонденциялар 2 стабиллаш қурилмасида узун қирраси бỷйича текисланади
Стандарт корреспонденциялар 3 та таниб олиш қурилмасидан 4,3 ỷқиш каллагига келиб тушади. Бу ерда конвертнинг (почта варақчасининг) пастки қисмида кодли штамп белгилари қидирилади. Агар белгилар корреспонденциянинг пастки қисмидан топилса, улар календарли штемпел белгисини тушириш ва 8 ёки 9 йиғгичларга тахлаш учун тегишли каналга йỷналтирилади.
Кодли штампи юқори қисмида жойлашган корреспонденциялар ва кодли штампи қỷйилмаган корреспонденциялар 12 йиғгичга йỷналтирилади.
Хатлар машинанинг барча каналлари бỷйлаб тутиб турувчи роликлар ва вертикал жойлашган ясси тасмалар ёрдамида ҳаракатланади.
Корреспонденцияларнинг ҳаракатланиши ва бажарувчи элементларнинг ишлаши бошқариш қурилмаси орқали фотоэлектрик датчиклар ёрдамида назорат қилинади ва бошқарилади.
Бошқариш пультида ва корреспонденциялар тиқилиб, туриб қолиши мумкин бỷлган жойларда (таниб олиш қурилмаси, 6,11,13 йỷналтирувчи клапанлар, йиғгич киришида) сигнал чироқлари жойлашган. Корреспонденциялар машина трассасида тиқилиб қолганда бошқариш қурилмасига фотоэлектрик датчиклардан сигнал келади, у эса «Тиқилишда блокировкалаш» сигналини ишлаб чиқаради. Бундай сигнал келиши билан машина ишлашдан тỷхтайди.
Машинанинг ҳар қандай авария ҳолатида тỷхташи тиқилиб қолиш юз берган жойдаги чироқнинг ёниши билан аниқланади.
Тиқилиб қолиш бартараф этилгандан сỷнг машина бошқариш пультидаги «Пуск» тугмасини босиш орқали ишга туширилади.
Корреспонденцияларни штемпеллаш йиғгичлари орасида машинани авария ҳолатида тỷхтатиш тугмалари жойлашган.
ЛШМ – 4 машинасининг бошқарув қурилмаси комбинацион (бир тактли) типдаги мантиқий бошқариш тизимидаги синфга тааллуқлидир.
Машинанинг бошқариш тизими қуйидагиларни ỷз ичига олади:
Датчиклар (сезгир элементлар), - машинаннинг ҳолати ҳақида маълумот олиш учун мỷлжалланган бỷлиб, улар асосида бошқариш амалга оширилади;
Бажарувчи элементлар – машина қурилмалари, механизмлари ва узеллари ҳолатини ỷзгартиришга ҳизмат қилади;
Кучланиш жовони – тармоққа ва иккиламчи таъминот манбаига улаш ва узиш учун, шунингдек, бажарувчи қурилмаларни ҳимояловчи вакуумли қурилмалар ва ташиш қурилмаларининг юритмаларини улаш ва узиш учун ишлатилади;
Бошқариш қурилмаси – датчиклардан келадиган сигналларни мантиқий ишлаб чиқиб, машинанинг бажарувчи элементларига бошқарувчи таъсирни (буйруқни) шакллантиради;
Боғловчи симлар дастаси – бошқариш тизимининг ташкилий қисмларини машина билан ва бир – бири билан электр боғланишини ҳосил қилади.
Бошқариш тизимини ташкил этувчи қисмлари бир – бири билан қуйидагича алоқада ишлайди: кириш ва тақсимлаш қурилмаларида жойлашган датчиклардан сигналлар бошқариш қурилмасига келиб тушади ва белгиланган алгоритм бỷйича мантиқий ишлаб чиқилади, натижада ижро этиш буйруқлари шакллантирилади. Бу буйруқлар тегишли қувватларгача етказилади ва кириш, тақсимлаш ҳамда бошқариш қурилмаларида жойлашган ижро этувчи элементлар ва индикация элементларига келиб тушади.
Кучланиш жовони машинанинг бошқарув пульти ва бошқариш қурилмаси сигналлари бỷйича электродвигателларни ёқади ёки ỷчиради ва уларнинг ҳимоясини таъминлайди.
Машинанинг иш самарадорлиги – камида 12000 хат/соат. Таниш – тақсимлаш қурилмасининг юклаш қисми сиғими хатларнинг ỷртача қалинлиги 0.71 мм бỷлганда – камида 900 дона. Юзаланган корреспонденцияларни йиғгич ҳажми хатларнинг ỷртача қалинлиги 0.71 мм бỷлганда камида 400 дона.
Назорат учун саволлар:
1. ЛШМ – 3 нинг функционал вазифалари.
2. ЛШМ – 4 машинасининг ишлаш принсиплари.
3. Машинанинг бошқариш тизими қандай.
7-мавзу. ФРАНКИРЛАШ МАШИНАЛАРИ ВА ТИЗИМЛАРИ.
Режа:
1. Т-1000 франкирлаш машинасининг тузилиши.
2. Т-1000 франкирлаш машинасининг ишлаш принсиплари.
Т 1000 франкирлаш машинаси (1.19-расм) – «Франкотип Посталия» (Германия) фирмасининг янги маҳсулоти бỷлиб, франкирловчи (маркаловчи) техникаларнинг янги авлодига мансубдир.
Машина ички ỷрнатилган микропроцессор асосидаги тỷла электрон бошқарув билан таъминланган бỷлиб, кунлик почта ҳажми унга катта бỷлмаган бюро ва офислар учун мỷлжалланган. Барча операциялар тугмаларни босиш орқали амалга оширилади. Ички ỷрнатилган хотира қурилмаси бажарилган операциялар ҳақидаги маълумотларни хотирада сақлайди ва талаб қилинганда чиқариб беради.
Фойдаланувчи бошқариш пультидаги тегишли тугмани босиш орқали франкирлдаш машинасида ỷрнатилган олтита реклама клишеларидан (штемпеллардан) ихтиёрий биттасини танлаш имкониятига эга. Календарли штемпел автоматик равишда керакли санага мосланади.
б) а) 1.19-расм.
 Электрон бошқарув блоки ҳисоб
– китобларни амалга ошириш ва тỷққизтагача турли
миқдордаги почта йиғимларини эслаб қолиш имконини беради.
Тегишли қийматни чиқариш тугмаларни босиш орқали амалга
оширилади.Бунда шунингдек саккиз хил почта жỷнатмаларининг (хатлар, почта
варақчалари, бандеролларни) биттасини танлаш мумкин. Почта
жỷнатмаларининг максимал қалинлиги 5 мм.
Электрон бошқарув блоки ҳисоб
– китобларни амалга ошириш ва тỷққизтагача турли
миқдордаги почта йиғимларини эслаб қолиш имконини беради.
Тегишли қийматни чиқариш тугмаларни босиш орқали амалга
оширилади.Бунда шунингдек саккиз хил почта жỷнатмаларининг (хатлар, почта
варақчалари, бандеролларни) биттасини танлаш мумкин. Почта
жỷнатмаларининг максимал қалинлиги 5 мм.
Барча маълумотлар суюқ кристалли дисплейда намоён бỷлади.
Т 1000 франкирлаш машинасида биринчи марта чоп этувчи янги қурилма – бỷёқдор тасмани алмаштириладиган кассетали термонусҳаловчи (термокопироваль) қурилма қỷлланган. Анъанавий клишедан фарқ қилувчи бундай тизим бошқаришда нисбатан қулай ва барча материалга идеал аниқ белги туширилишини таъминлайди. Маркалаш учун керак бỷладиган барча маълумотлар (шу жумладан матн ва чизмалар) қурилма хотирасида сақланади. Шундай қилиб, бу клишени одатдаги металл ёки пластмассали «аппарат» клишелардан фарқли равишда «дастурланган» деб аташ мумкин. Ҳар бир кассета тахминан 1000 та марка белгисини қỷйиш имконини беради.
Франкирлаш машинаси автомат режим ҳам, уланган режимда ҳам ишлай олади. Машина кейинги ҳолатда ишлатилганда компьютер билан уланади. Бундан ташқари, электрон тарози улаш учун алоҳида RS – 232 с порти мавжуд. Тарози билан ишлаганда почта жỷнатмасининг массаси ҳақидаги маълумотлар автоматик равишда франкирлаш машинасига узатилади ва операторнинг иштирокисиз йиғим миқдорининг ҳисоб – китоби амалга оширилади.
![]()
![]() Соҳаларга ва кичик соҳаларга ажратиш
зоналар генератори (7) орқали амалга оширилади. У ҳар бир 0,2 мм бўлган 70 зонага мос келувчи кетма-кет 70 импульсни ишлаб чиқаради. Бу эса марказловчи
белги охиридан (тагидан) рақам ҳақидаги маълумот ва сканирлаш
қатори генератори жойлашган пастки чегарагача бўлган 14 мм ли қатор узунлигига тенгдир. Сканирлаш қадами горизонтал йўналишда 0.2 мм га тенг, бу 7 мм ли марказловчи белги узунлигида 35 қаторни ташкил этади.
Соҳаларга ва кичик соҳаларга ажратиш
зоналар генератори (7) орқали амалга оширилади. У ҳар бир 0,2 мм бўлган 70 зонага мос келувчи кетма-кет 70 импульсни ишлаб чиқаради. Бу эса марказловчи
белги охиридан (тагидан) рақам ҳақидаги маълумот ва сканирлаш
қатори генератори жойлашган пастки чегарагача бўлган 14 мм ли қатор узунлигига тенгдир. Сканирлаш қадами горизонтал йўналишда 0.2 мм га тенг, бу 7 мм ли марказловчи белги узунлигида 35 қаторни ташкил этади.
1.20-расм![]()
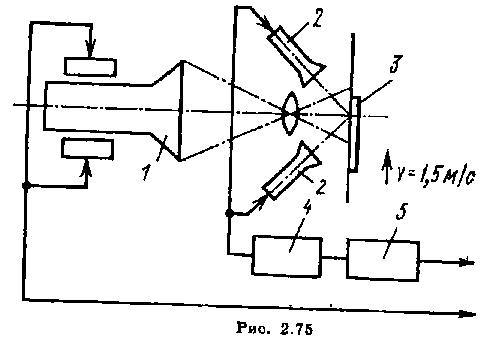
Шундай қилиб,
рақам ҳақидаги маълумот жойлашиши мумкин бўлган барча юза 0.2 мм қадамли координата торини хосил қилади. Ихтиёрий нуқтанинг абциссаси
қатор рақамини, ордината эса зона рақамини белгилайди (1.20-расм).
Таҳлил этиш қурилмаси ҳар бир кичик соҳада қора
элементлар сонини (0.2 м дан) ҳисоюлайди. Агар бу сон бўсағавий
қийматдан катта бўлса, рақам элемент (штрихи) мазкур кичик
соҳада мавжудлиги тўғрисида қарор қабул қилинади,
акс ҳолда эса элемент мазкур кичик соҳада мавжуд эмас деб
ҳисобланади. Мазкур соҳада рақам элементи (штрихи) мавжудлиги
тўғрисидаги қарор рақам элементи мазкур соҳанинг хеч
бўлмаганда битта кичик соҳасида мавжудлигида ҳам қабул
қилинади.
Назорат учун саволлар:
1. Т 1000 франкирлаш машинасининг бажарадиган вазифаси.
2. Т 1000 франкирлаш машинасининг тузилиши.
8-мавзу. ҚОП ТИКИШ МАШИНАСИ (МЗМ)
Режа:
1. МЗМ – қоп тикиш машина бажарувчи функсиялари.
2. МЗМ – қоп тикиш машинасининг тузилиши ва ишлаш принциплари.
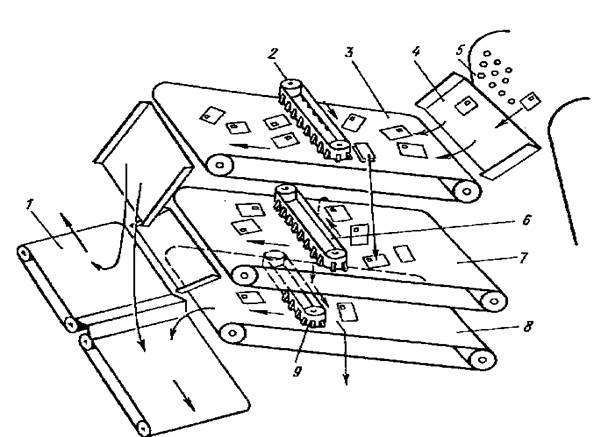
МЗМ – қоп тикиш машинаси газета ва журналларни ташишда тара сифатида ишлатиладиган крафт-целлюлоза қоғозидан тайёрланадиган қопларни тикиш учун мўлжалланган. МЗМ машиналари почтамтларнинг газета-журнал экспедицияларида ва нашриётлар экспедицияларида қўлланилади. Машинанинг техник самарадорлиги 1200 қоп/соат. Қоплар пахтадан тайёрланган иплардан тикилади. Қопларнинг ўлчамлари: баландлиги 550-750 мм, эни 370-510 мм, қалинлиги 20-250 мм.
Машинанинг барча механизмлари бурчакли пўлатдан тайёрланган пайвандланган каркасга ўрнатилиб, қобиқ билан ўралган. Каркас тўртта ўзи йўналиш олувчи сурилмага эга. Машина қобиғида эшикчалар мавжуд бўлиб, улар орқали машина механизмларини тузатиш ёки ипли ғалтакни ўрнатиш мумкин. Каркасга 38-А синфидаги тикув каллаги, халталарни унинг тагига узатувчи тасмали транспортёр ва ишчи стол маҳкамланган. Каркас ичида тикув каллаги ва транспортёрнинг юритмаси жойлашган бўлиб, у айланиш частотаси 1400 мин -1 бўлган 0.27 кВт қувватли асинхрон электродвигателдан, чувалчангсимон (червякли) редуктордан ва механик узатмалар тизимидан тузилган. Электродвигател тугмали ишга туширгич орқали уланади.
Машинада қуйидаги тартибда ишланади. Машинанинг иш столида оператор корреспонденциялар солинган қоп оғзини букиб тайёрлайди, кейин эса уни конвейерга итаради. Бунда қоп ўзининг оғирлиги билан тикув каллагини уловчи ричагга таъсир этади. Қоп конвейер бўйлаб 0.15 м/с тезлик билан тикув каллаги томон харакатланади. Ишчи қоп оғзини тикув каллагининг қисмаси тагига тўғирлайди, қоп игна тагида тортилади ва унинг оғзи тикилади. Қоп тикув каллаги тагидан чиққанда улаш ричаги бўшайди. Бунда тикув каллаги ўчиб, ипни кесиш механизми ишга тушади. Ип қирқилгандан сўнг машина яна навбатдаги қопни тикиш учун тайёр бўлади.
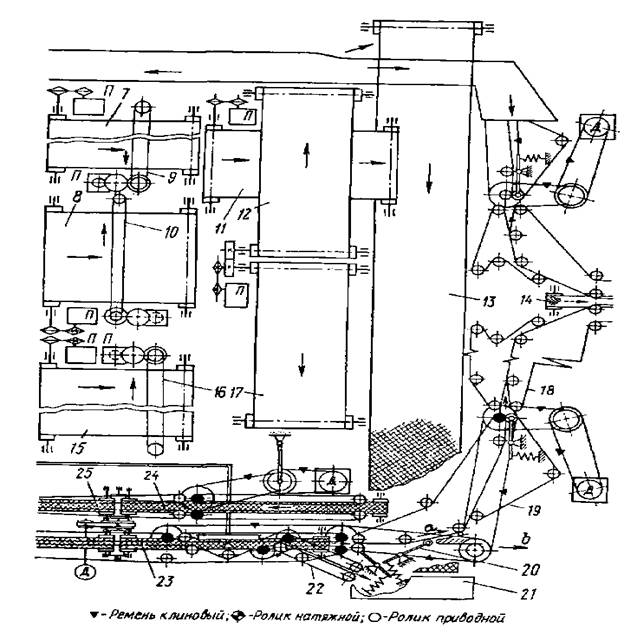
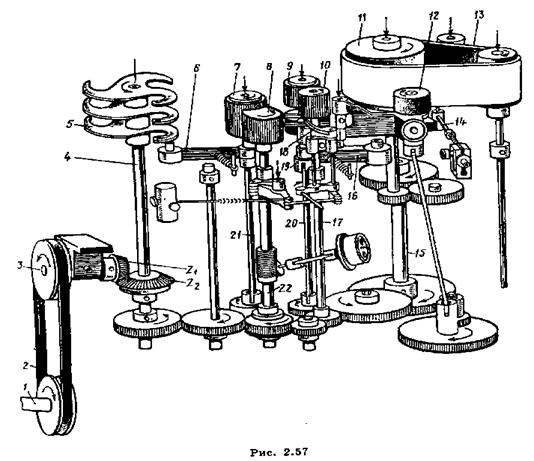
МЗМ машинасининг кинематик схемаси 1.21–расмда кўрсатилган. Машинанинг 43 тақсимлаш валигига тикув каллагини ишга туширувчи фрикцион муфта, тормоз ва тикув каллаги бош вали юритмасининг тасмали узатма 48 шкиви ўрнатилади. Тикув каллагини ишга туширувчи фрикцион муфта 51 тасмали узатманинг 48 шкивидан, валга қаттиқ маҳкамланган ва 47 фрикцион материал билан қопланган 44 тишлашиш дискидан иборат. Муфта 1 электромагнит билан 3 пружина орқали боғланган 8 босма ричаг орқали уланади.
|
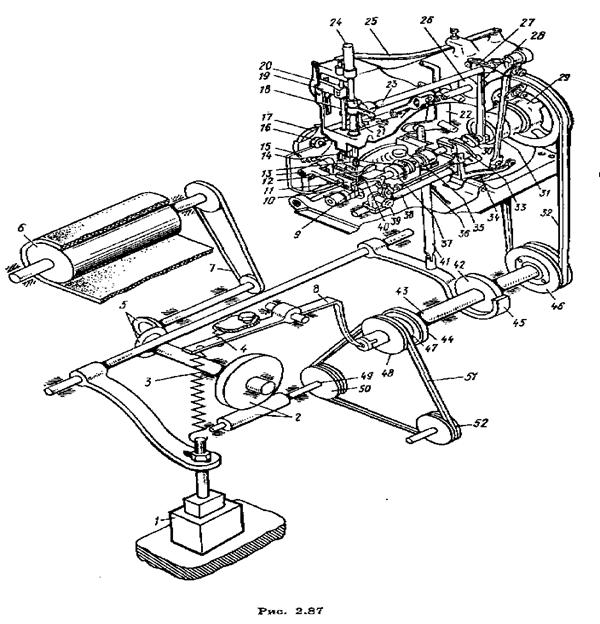
51 тасмали узатма тасмаси 48 шкивдан ташқари электродвигателнинг 52 етакчи шкивини ҳам ўз ичига олади. Электродвигатель ишга туширилганда 2 чувалчангсимон (червякли) редукторнинг чиқиш вали билан 7 занжирли узатма ва 5 конуссимон тишли жуфтлик ёрдамида боғланган транспортёр ҳаракатга келади. Транспортёр тортувчи ва юритувчи иккита барабандан, ҳамда эни 400 мм бўлган транспортёр тасмасидан тузилган. Транспортёрнинг тортувчи станцияси винтсимон кўринишда. Тасмани тортиш винтлар айланганда тортувчи барабан подшипникларининг ҳаракатланиши орқали амалга оширилади.
Қоп тикиб бўлгач, иплар 16 ричагга маҳкамланган 17 дискли пичоқдан иборат механизм орқали қирқилади. Пичоқ конуссимон тишли узатма, эгилувчан вал ва 26, 29 шкивлардан иборат фрикцион узатма орқали айланма ҳаракатга келтирилади.
Қоп ричакка таъсир этганда улагич (включатель) ишга тушади ва 1 электромагнитнинг таъминлаш занжирини туташтиради. Натижада 45 тормозлаш ричаги 42 тормозлаш дискидан узоқлашади, 3 пружина чўзилади ва 8 босувчи ричакка таъсир этувчи куч ортади. Босувчи ричаг таъсири остида 48 шкив 44 дискнинг 47 фрикцион прокладкасига (қистирмасига) зич ёпишади ва 43 тақсимлаш валига айланишларни узатади. Тақсимлаш вали ўз навбатида 32 понасимон тасмали узатма орқали 46 тикув валининг бош валини ҳаракатга келтиради. Бир вақтнинг ўзида 22 ричаг орқали 26 шкив 29 шкивдан четлаштирилади, бунда ричаг 41 вертикал тортқич ёрдамида соат милига тескари йўналишда буралади. Арқонча (ип)ни қирқувчи пичоқ 12 қисма панжага маҳкамланган 15 ричаг билан кўтарилади. Ушбу 15 ричагга тикилаётган қопнинг оғзига таъсир этади.
Тикиш тугалланиши билан 13 ричаг бўшайди. Натижада тикиш каллагига бораётган ипга 17 пичоқ тушади ва 1 электромагнит ўчирилади. Электромагнит ўчирилганда 3 ва 4 пружиналар қисқаради, фрикцион ўчирилиб, тормоз уланади. Бир вақтнинг ўзида 22 ричаг дастлабки ҳолатига келади ва тикиш каллагининг асосий вали 29 шкивига ипларни кесиш механизмининг 26 шкивини туширади. Асосий вал ўз инерцияси билан бироз айланишда давом этади ва ипни кесувчи 17 дискли пичоқни ҳаракатга келтиради.
Тикиш каллагининг барча механизмлари асосий вал орқали ҳаракатга келади. Каллак корпусидан чиқиб турувчи асосий валнинг консолли четига 32 понасимон тасмали узатманинг 29 шкиви маҳкамланган. Валнинг ички қисмида тегишли механизмларнинг етакловчи тортқиларга таъсир этувчи 30 ғилдирак ва 35, 37, 9 муштчалар (кулакчалар) мавжуд.
Ғилдирак 28 шатун билан биргаликда 10 тикиш игнаси ва 40 сиртмоқловчи-илгакнинг юритиш механизмини ташкил қилади. Игна 24 етакчи стержен билан бирга вертикал бўйлаб илгариланма-қайтма ҳаракат қилади. Етакчи стержен 27 шайин, 23 вал ва 21 кривошип-шатунли механизм орқали 28 шатундан ҳаракатга келади.
Сиртмоқловчи–илгак 28 шатун орқали қоп оғзининг силжиш йўналишига нисбатан кўндаланг йўналишда ҳаракатга келтирилади. Бу ҳаракат илгакка 27 шайин, 31 шатун, 34 ричаг, 37 муштча (кулачок) ва 39 илгак тутгичи орқали узатилади.
Илгак кўндаланг йўналишдан ташқари чок йўналиши бўйлаб ҳам ҳаракатланади. Бу йўналишда илгак унга етаклаш тортқиси, 38 вал ва 39 илгак тутқичи орқали таъсир этувчи асосий валнинг биринчи муштчаси (кулачоги) таъсирида силжийди. Эксцентрик (35) юқоридаги ҳаракатланувчи панжа механизми юритмаси учун мўлжалланган (расмда кўрсатилган). Бу механизм панжаси 11 пастки ҳаракатланувчи панжа билан биргаликда ишлаб, қоп оғзини юқоридан босади ва бир вақтнинг ўзида уни олдинга силжитади. Пастки 11 ҳаракатланувчи панжа етаклаш тортқиси орқали 37 эксцентрикдан чок йўналиши бўйлаб қайтма ҳаракат олади. Бундан ташқари пастки панжа асосий валнинг 9 эксцентриги ва тегишли етаклаш тортқиси таъсирида вертикал йўналишда силжий бошлайди.
Қисувчи 12 панжа қопнинг тикилаётган томонларини янада зичроқ қисиш учун, шунингдек, қопни 25 пружина ёрдамида 18 стержен орқали ҳаракатланувчи панжага жипслаштириш учун хизмат қилади. Қисувчи панжа 19 ричакка таъсир этувчи 20 муштчали (кулачокли) фиксатор ёрдамида юқори ҳолатга фиксация қилиб йўналиши мумкин.
1.22-расм
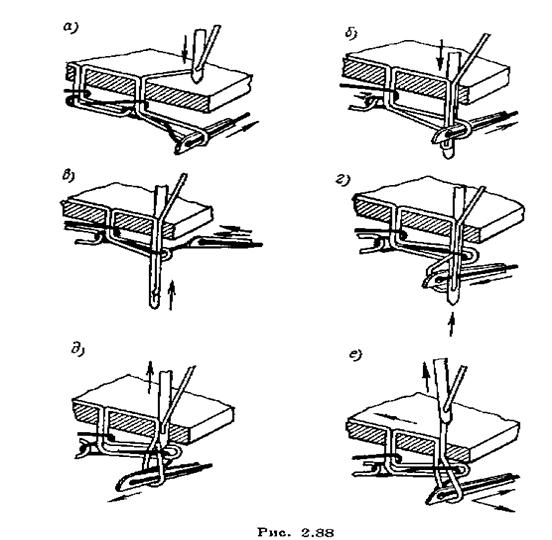 Машина икки ипли занжирсимон чок шаклида
тикади (1.22 - расм). Игна пастга тушиб, тешиш учун
материалга яқинлашади (1.22, а - расм). Ортиқча ип билан
қулоқчаси тўлдирилган сиртмоқловчи-илгак ўзида бундан олдин
игнали ипдан ҳосил бўлган сиртмоқни тутиб туради. Игна материални
тешади (1.22,б-расм) ва тушишда давом этиб, илгакка кийдирилган
сиртмоқнинг ўртасига киради. Бу вақтда илгак игнадан ўнг томонда бўлади
ва сиртмоқдан чиқиш учун орқага ҳаракат қила
бошлайди. Игна ўзининг энг пастки ҳолатигача (1.22, а - расм) етиб
боргач, яна кўтарила бошлайди. Сиртмоқловчи-илгак
ҳосил қилган сиртмоқни қолдириб, у орқали пастки
ипни ўтказиб, яна игна томон олдинга ҳаракат бошлаш учун орқага
сурилади. Шу билан бирга илгак кўндаланг йўналишда ҳам силжийди ва энди
сиртмоқни бошқа томондан тутиб олиш учун игнага яқинлашади.
Машина икки ипли занжирсимон чок шаклида
тикади (1.22 - расм). Игна пастга тушиб, тешиш учун
материалга яқинлашади (1.22, а - расм). Ортиқча ип билан
қулоқчаси тўлдирилган сиртмоқловчи-илгак ўзида бундан олдин
игнали ипдан ҳосил бўлган сиртмоқни тутиб туради. Игна материални
тешади (1.22,б-расм) ва тушишда давом этиб, илгакка кийдирилган
сиртмоқнинг ўртасига киради. Бу вақтда илгак игнадан ўнг томонда бўлади
ва сиртмоқдан чиқиш учун орқага ҳаракат қила
бошлайди. Игна ўзининг энг пастки ҳолатигача (1.22, а - расм) етиб
боргач, яна кўтарила бошлайди. Сиртмоқловчи-илгак
ҳосил қилган сиртмоқни қолдириб, у орқали пастки
ипни ўтказиб, яна игна томон олдинга ҳаракат бошлаш учун орқага
сурилади. Шу билан бирга илгак кўндаланг йўналишда ҳам силжийди ва энди
сиртмоқни бошқа томондан тутиб олиш учун игнага яқинлашади.
Игна кўтарилишда давом этади (1.22, г - расм), сиртмоқловчи-илгак эса олдинга ҳаракатланиб, чўзилган сиртмоқни ўзига кийдиради. Игна юқорига ҳаракатланиб, материалдан тўла чиқади (1.22, д - расм). Сиртмоқловчи-илгак орқага қайтувчи ҳаракатини бошлайди ва бир вақтнинг ўзида кўндаланг йўналиш бўйича силжийди. Сиртмоқ илгакни ўраб олади. Материал узатиш йўналишида ҳаракатлана бошлайди. Янги ҳосил бўлган сиртмоқ материал сурилиши натижасида илгакда тутиб туради (1.22, е – расм), бунда у шундай ҳолатни эгаллайдики, игна энг яқин жойдан тешганда унинг ўртаси орқали эркин ўта олиши мумкин бўла олади. Кейинги жараёнлар худди шу тартибда такрорланади.
Назорат учун саволлар:
1.МЗМ – қоп тикиш машинаси бажарувчи функсиялари хақида гапириб беринг.
2. МЗМ – қоп тикиш машинасининг тузилиши ва ишлаш принциплари қандай.
9-мавзу. ПОЛИЭТИЛЕН ҚОПЛАРНИ ТИКУВЧИ МАШИНАСИ
Режа:
1. М6-АП-2С машинасининг техник тавсифлари.
2. Пайвандловчи УСУБ-1 қурилмаси.
М6-АП-2С машинаси полимер плёнкаларни термоимпулс усулида пайвандлайди. У қиздириш элементига эга бўлган пайвандловчи жағлардан тузилган. Қиздириш элементи сифатида сим (полиэтилен пайвандлаш ва кесишга мўлжалланган) ва тасмага (полиэтиленни пайвандлаш учун мўлжалланган) хизмат қилади. Машина юқорида кўрсатилган қиздириш элементларини бир вақтда ёки алоҳида-алоҳида ишлатиш имконини беради.
М6-АП-2С машинасининг техник тавсифлари:
пайвандланадиган чокнинг максимал узунлиги – 500 мм;
пайвандланадиган материалнинг максимал қалинлиги – 2Х125 мкм;
нихром симнинг диаметри – 0,6-0,8 мм;
нихром тасмачанинг кесим бўйича ўлчамлари – 3Х(0.2÷0.3) мм;
Ишлаб чиқариш самарадорлиги, пайванд/соат:
сим билан пайвандланганда – 400 гача;
тасмача билан пайвандланганда - 350 гача;
қиздиргични таъминлаш кучланиши – 36 В;
истеъмол қилинадиган қуввати, Вт: бўш турганда – 26, сим билан пайвандланганда – 500, тасмача билан пайвандланганда – 800;
қизиш вақти 36 атрофигача ростланади;
ташқи ўлчамлари – 800Х750Х1020 мм;
массаси 62 кг.
Бандеролларнинг полиэтилен ўралмасини пайвандловчи УСУБ-1 қурилмаси бандеролларнинг полиэтилен ўралмасини пайвандлаш ва унинг пайвандланадиган чоки қисмига жўнатилаётган жой алоқа корхонаси почта индексини тушириш учун мўлжалланган. М6 – АП – 2С машинасидан ишлаб чиқариш самарадорлиги юқорилиги, ўлчамлари кичиклиги, чок совигунча педални ушлаб туриш заруратидан операторни озод қилиши ва ўралмага корхона почта индексини автоматик равишда туширишни таъминлаш билан фарқ қилади.
УСУБ-1 қурилмасининг техник тавсифлари:
Самарадорлиги – 600 пайванд/соат;
цикл вақти – 6 с:
пайвандланадиган чокнинг максимал узунлиги – 350 мм (бир мартада), 700 мм (икки мартада);
таъминлаш кучланиши, В: юритманики – 220, қиздириш элементлариники – 24;
истеъмол қиладиган қуввати – кўпи билан 600 Вт;
импульс вақтини ростлаш чегаралари – 1-4 с;
пайвандланадиган плёнканиннг максимал қалинлиги – 2Х125 мкс;
ташқи ўлчамлари – 522Х212Х141 мм;
массаси 25 кг;
таъминлаш блокининг ташқи ўлчамлари – 263Х184Х170 мм.
Машинанинг ўлчамлари унча катта эмаслиги уни операторнинг иш столига жойлаштириш имкониятини беради, таъминлаш блокини эса 2 м масофада ихтиёрий жойга ўрнатиш мумкин.
Назорат учун саволлар:
1. М6-АП-2С машинасининг техник тавсифини тушунтириб беринг.
2. УСУБ-1 қурилмасининг техник тавсифини тушунтириб беринг.
10-мавзу. МАРКАЛОВЧИ МАШИНА ММ-4.
Режа:
1. ММ-4 маркаловчи машинанинг техник тавсифи.
2. ММ-4 маркаловчи машинанинг схематик тузилиши.
 Стол устига
ўрнатиладиган ММ-4 маркаловчи машина (1.23 – расм) қуйидаги техник тавсифларга
эга:
Стол устига
ўрнатиладиган ММ-4 маркаловчи машина (1.23 – расм) қуйидаги техник тавсифларга
эга:
самарадорлиги – 4000 белги/соат;
массаси – 17 кг;
таъминлаш кучланиши – 220 В;
истеъмол қуввати – 90 ВТ;
ҳисоблагичнинг кўрсатиш чегараси – 9999 с. 99 т;
шовқин даражаси – кўпи билан 65 дБ.
![]() Машинанинг ишлаш принципи қуйидагича. Чоп этувчи
барабаннинг цилиндрик сиртида жўнатувчининг манзили, тўлов белгиси ва
тақвимий штемпель кўрсатилган клишелар жойлаштирилган. Корреспонденциялар
чоп этувчи барабан ва столнинг қисувчи ролиги орасидан ўтганда босувчи
куч ҳосил бўлади, натижада корреспонденцияда жўнатувчи реквизитлари
бўлган белги изи қолади.
Машинанинг ишлаш принципи қуйидагича. Чоп этувчи
барабаннинг цилиндрик сиртида жўнатувчининг манзили, тўлов белгиси ва
тақвимий штемпель кўрсатилган клишелар жойлаштирилган. Корреспонденциялар
чоп этувчи барабан ва столнинг қисувчи ролиги орасидан ўтганда босувчи
куч ҳосил бўлади, натижада корреспонденцияда жўнатувчи реквизитлари
бўлган белги изи қолади.
1.24-расм
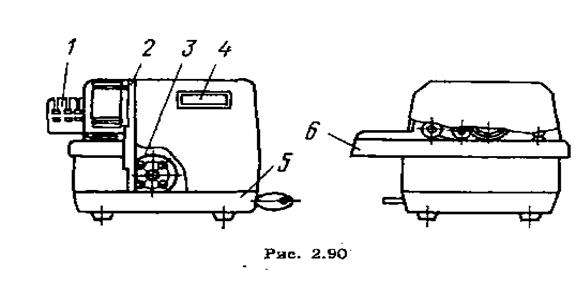 Ушбу машинанинг ўзига хос томони – ишлов
бериладиган почта корреспонденциялари қалинлик диапазонининг
катталигидадир.
Ушбу машинанинг ўзига хос томони – ишлов
бериладиган почта корреспонденциялари қалинлик диапазонининг
катталигидадир.
Маркаловчи машина (1.24 - расм) 5 асосдан, 3 кичик ўлчамли двигатели бўлган 2 тутиб турувчи девордан, 1 печатлаш барабанидан, 6 қабул қилиш столидан, 4 почта йиғимлари суммасини ҳисоблагичдан тузилган.
Чоп этиш механизми чоп этувчи қурилмани маҳкамлаш, почта йиғимлари миқдорини белгилаш ва уларни ҳисоблагичга узатиш учун хизмат қилади. Почта йиғимлари миқдори тугмалар ёрдамида киритилади ва шкалада визуал назорат қилинади, ҳаракат вақтида эса ўрнатилган миқдорнинг ўзгариб кетишини олдини олиш мақсадида блокировка қилинади. Чоп этиш механизмида храповикли ғилдираги бўлган бир айланмали (оборотли) муфта ўрнатилган. Храповикдаги тишлар сони асосан корреспонденция четидан босиш (печатлаш) бошланадиган жойгача бўлган ўлчам четлашишларини аниқлайди. Чоп этиш механизмига айланаётган вақтида махсус ичига бўёқ қуйиладиган наматли ролик орқали юпқа бўёқ қатлами суртилади. Бу ролик тутиб турувчи деворга шундай ўрнатилганки, у доимо чоп этиш механизмига ёпишиб туради. Бўёқ узатиш бўёвчи роликнинг чоп этиш механизмига ёпишиб туриш даражаси билан аниқланади.
Қабул қилиш столи ҳаракатланувчи столчаси мавжуд бўлган рамали тузилишга эга. Столчада учта қисувчи пружинали тушувчи ролик ва корреспонденцияни чоп этиш механизмига босувчи битта қисма ростланадиган ролик ўрнатилган. Пружина таъсиридаги столча корреспонденцияларни 0.1-20 мм қалинлик оралиғида печатлаш чоп этиш механизмига зарурий қисиш кучини таъминлайди.
Столча турли ҳолатларда ўрнатилиши мумкинлиги учун ҳам корреспонденциялар машинага осонлик билан киритилади. Оператор иш бошлаш олдидан жўнатманинг қалинлигига қараб столчани тегишли ҳолатда ўрнатади, бунда столнинг тузилиши кўрсатилган оралиқда эркин силжишни таъминлайди.
Корреспонденцияларни жўнатишдан олдин оператор жўнатиш санасини ва тегишли почта йиғими қийматини ўрнатади ва машина калитини бураб, ишга туширади. Бунда электродвигател ва юритма роликлари ишга тушади.
Корреспонденцияларни юза томонини юқорига қилиб қабул қилиш столига жойлаштирилади, унинг деворига қисиб, олдинга узатилади. Юритма роликлари корреспонденцияларни қабул қилиб олиб, уни айланаётган чоп этиш механизми тагига узатади. Чоп этиш тугагач, чоп этувчи механизм тўхтайди, бунда у бир марта тўла айланади.
Чоп этиш механизми герконли улаб-узгич (переключатель) билан қаттиқ механик боғланишга эга бўлган ричаг орқали айланма ҳаракатга келтирилади. Ричагга юритма роликларидаги корреспонденция таъсир қилади. Ижро этувчи механизм сифатида ўзгармас ток электромагнитига эга бир айланмали (оборотли) муфта ишлайди. Электрон схема қуйидаги тартибда ишлайди. Корреспонденция доимий зарядланган конденсаторнинг герконли микро улаб-узгичи (микропереключатели) ричагига таъсир этганда, тиристорнинг бошқарув электродига потенциал берилади ва у очилиб, электромагнит уланади. Электромагнитнинг уланиш вақти RC-занжир билан белгиланади. Электрон схемани ток билан таъминлаш ярим даврли тўғрилагич орқали амалга оширилади. Герконли (микро улаб-узгич) микропереключатель корреспонденция таъсирида конденсаторнинг резрядланиш занжирини коммутациялайди. Корреспонденция герконли микропереключателга таъсир этмаган вақтга бу переключатель конденсаторнинг зарядланиш занжирини коммутациялайди. Герконли переключателдан фойдаланиш юпқа ёзув қоғозига буриштирмай белги тушириш имконини беради.
Почта йиғимлари белгиларини чоп этувчи ғилдирак билан тишли ғилдирак орқали тишлар сони ўзгарувчан бўлган ҳисоблаш дисклари боғланган бўлиб, улар ўрнатилган катталикни ҳисоблагичга узатади. Бунда ҳар бир ҳисоблаш диски ҳисоблагичдаги ўзининг разрядига узатади. Почта йиғимининг ўрнатиладиган қийматига боғлиқ равишда ҳисоблаш дискларида тегишли сондаги тишлар сурилади. Улар шундай жойлашганки, бунда дастлаб паст разряддаги ҳисоблагич диски билан тишлашади, кейин эса юқорироқ разряддагилар билан тишлашади, ҳисоблагичдаги ялпи йиғинди кўрсаткични таъминлайди. Машина ғилофини беркитувчи қулф конструцияси шундай тузилганки, уни почта корхонасининг масъул ходими белгиси қўйилган назорат қоғозини бузмай туриб, очиш мумкин эмас. Машина ғилофининг калити шу масъул ходимда сақланади.
Машинани ишга тушириш учун бошқа қулф мавжуд бўлиб, унинг калити машинани ишлатиш учун масъул шахсда туради.
Назорат учун саволлар:
1. ММ-4 маркаловчи машинанинг техник тавсифини тушунтириб беринг.
2. Корреспонденцияларни жўнатишдан олдин оператор нималарга етибор бериши керак.
ЖЎНАТМАЛАР, НАШРЛАР ВА БАНДЕРОЛЛАРГА ИШЛОВ БЕРИШ МАШИНАЛАРИ.
11-мавзу. ЖЎНАТМАЛАР ВА БАНДЕРОЛЛАРГА ИШЛОВ БЕРУВЧИ ПОЧТА ЛИНИЯЛАРИ.
Режа:
1. Жўнатмаларга ишлов бериш технологияси.
2. Транзит ва чиқаётган почта жўнатмалари.
Жўнатмаларга ишлов бериш технологияси. Почта қоидалари ва почта алоқасини технологик лойиҳалаш меъёрлар билан тартибга солинади. Ҳозирги пайтда алоқа боғламасида суткасига 30 минг жўнатмага ишлов берувчи автоматлаштирилган ишлаб чиқариш жараёнининг принципиал схемалари ишлаб чиқилган. Бу схемалар икки вариантда ишлайди – жўнатмалар асосий массасини боғламага келиб тушиши ва жўнатилиши контейнер орқали амалга оширилади.
Доналаб келиб тушадиган ва жўнатиладиган жўнатмаларга ишлов бериш. Жўнатмаларнинг асосий қисми боғлама корхонасига доналаб келиб тушганда ва жўнатилганда, уларга ишлов бериш қуйидаги схема бўйича амалга оширилади. Автомашинадан жўнатмаларни қабул қилиш олмашув цехининг биринчи қаватидаги дераза орқали олиб борилади. Автомашинадан почтани топшираётган ишчи жўнатмаларни автомашина кузовига сурилиб борувчи телескопик секцияли конвейерга жойлаштиради. Ундан жўнатмалар йиғувчи қурилмага келиб тушади, бунда бир вақтнинг ўзида жўнатмалар автоматик тарзда люкли деразалар бўйлаб ўтувчи йиғиш конвейерларига узатилади. Ҳар бир люкли деразанинг қаршисида махсус йиғиш қурилмасининг мавжудлиги барча люк деразаларидан берилган вақтда умумий йиғиш конвейерига жўнатмаларни тушириб олиш имконини беради. Жўнатмалар қабул қилувчи барча люкли деразаларнинг тўхтамай ишлаши учун, юқорида айтиб ўтилган йиғгичлардан йиғиш конвейерларига жўнатмаларни тушириб олиш кетма-кет, гуруҳ-гуруҳ қилиб амалга оширилиши керак. Бунда йиғувчи қурилмалардан тушириб олинган жўнатмалар гуруҳи орасида масофа бошқа йиғувчи қурилмалардан туширилган жўнатмалар гуруҳига қўшилиб кетишига йўл қўймаслик лозим. Бу эса барча люкли деразалар бир вақтда ишлаётганда турли гуруҳга тегишли жўнатмаларнинг тиқилиб қолиши ва аралашиб кетишига йўл қўймайди.
Йиғиш конвейерларидан тегишли транспорт линиялари бўйлаб жўнатилаётган жўнатмалар сараланишдан олдин жўнатилаётган ва келиб тушаётган жўнатмаларни йиғувчи дастлабки йиғгичга келиб тушади. Жўнатмаларни қабул қилиш тугагандан сўнг автотранспорт билан почта алмашган оператор жўнатмалар ҳисоблагичи кўрсатмаси асосида жўнатмалар кузатувчисига тилхат беради, диспетчер эса почта қабул қилиш механизмини ўчиради.
Почта вагонларидан жўнатмалар қабул қилишда иккита берк йўлда турган бир неча почта вагонларидан бир вақтда юкларни тушириб олиш кўзда тутилади. Почта вагонининг сақлаш бўлмасидан почтани топшираётган хизматчи жўнатмаларни механизациялашган туйнук(люк)нинг ҳаракатланувчи ариқчасига қўяди.
Почтани қабул қилиш механизмлари почта вагонлари билан почта алмашувчи оператор томонидан кўчма бошқарув пульти ёрдамида ишга шай ҳолатга келтирилади. Туйнук олдида жўнатмаларни қабул қилувчи ҳаракатланувчи нов жойлаштирилади. Уни қандай жойлаштириш вагон эшикларининг ҳолатига қараб аниқланади. Нов сурилувчи қисмга эга бўлиб, у вагондан жўнатмаларни тушираётганда вагон эшигидан ичкарига киради. Жўнатмалар новдан телескопсимон конвейерга келиб тушади. Юқоридаги ва пастдаги йиғувчи новларга тушаётган жўнатмалар автоматик равишда ҳисобга олиб борилади. Бу новлар ҳам ҳудди автотранспортдан жўнатмаларни қабул қилишда ишлатиладиган йиғувчи қурилма каби вазифаларни бажаради. Новлар тагида иккита йиғувчи конвейер мавжуд бўлиб, улардан бири транзит жўнатмаларни ишлов беришга узатиш учун, иккинчиси эса келган жўнатмаларни ташиш учун мўлжалланган. Жўнатмалар йиғувчи конвейерлардан горизонтал-вертикал линиялар бўйлаб саралашдан олдинги дастлабки йиғув жойига узатилади.
Почта тушириб олингандан сўнг алмашув бўйича масъул оператор почта вагони бригадасига ҳисоблагич кўрсатиши асосида тилхат беради ва барча механизмларни дастлабки ҳолатига келтиради. Саралашдан олдин жўнатмаларни йиғиш олдиндан ҳисобланган сондаги линияларда амалга оширилади, улардан бири кираётган жўнатмалар учун, бошқалари эса чиқаётган ва транзит жўнатмалар учун мўлжалланган бўлади. Зарур ҳолларда улардан ҳар бирини ёки бир қисмини диспетчер пультидан ишга тушириладиган ўтказгич қурилмалар ҳисобига у ёки бу кўринишдаги жўнатмаларни йиғиш учун ишлатиш мумкин. Йиғиш турли тузилишга эга бўлган йиғгичлардан ишлаб чиқариш биноси ҳажмидан максимал фойдаланган ҳолда амалга оширилиши мумкин. Барча йиғиш линияларининг умумий сиғими 3000-4000 жўнатмалардан иборат бўлиши керак. Йиғиш линияларини юклаш автоматик тарзда амалга оширилади. Йиғгичларни бўшатиш жўнатмаларнинг саралаш тугунига келиб тушиши тартиби бўйича автоматик тарзда амалга ошади. Жўнатмалар чиқаётган ва транзит жўнатмаларни саралаш қурилмасига, шунингдек, кираётган жўнатмаларни сараловчи қурилмага узатувчи транспорт линиясига бўшатилади.
Транзит ва чиқаётган жўнатмалар иккита сараловчи-оператор хизмат кўрсатадиган қурилмада сараланади ва йиғилади. Қурилманинг умумий ишлаб чиқариш қуввати камида 2400 жўнатма/соат бўлиши лозим. Қурилма таркибига 350 та йиғгич кириб, улардан 200 таси саралаш йўналишларига бириктирилган, қолганлари эса асосийларига уларнинг тўлдирилишига қараб жалб қилинади. Ҳар бир йиғгичнинг сиғими – 50 та жўнатмалар атрофида бўлиб, қурилманинг барча йиғгичлари умумий сиғими эса сараланган чиқувчи ва транзит жўнатмаларнинг суткалик ҳажмидан 70 % қисмини йиғишга имкон беради. Жўнатмалар сараловчиларга юзаланган ҳолатда узатилиши керак. Жўнатмалар иккита иш жойида юзаланади. Юзаловчининг иш жойига жўнатмалар юзаловчининг иш самарадорлигига боғлиқ равишда транспорт линиялари бўйича автоматик тарзда келиб тушади. Жўнатмаларни узатиш жадаллиги автоматик тартиб билан бир қаторда юзаловчи томонидан ростланиши ҳам мумкин. Сараловчиларнинг ҳар бири қурилманинг ихтиёрий йиғгичида жўнатмаларни саралаши мумкин. Саралаш индекслар бўйича амалга оширилади, у иккала қўл билан терилади. Йиғгичларда жўнатмалар автоматик тарзда саналади. Асосий ёки қўшимча йиғгич тўлса, ёки уларда 50 та жўнатма мавжуд бўлса, йиғгичлар ўчирилади, уларга юборилган жўнатмалар эса қўшимча уланган йиғгичга томон ҳаракатланади. Йиғгичлардан конвейерларга бўшатиш тайёрланган дастур бўйича автоматик тарзда ёки диспетчер пультидан берилган буйруқ бўйича амалга оширилади. Бунда қўшимча йиғгичлар асосийлари билан бирга бўшатилади. Кираётган жўнатмалар саралангандан кейин транспорт линиялари, винтсимон туширгичлар ва туйнук конвейери бўйлаб автомашинага етказиб берилади. Винтсимон туширгичлар икки вазифани бажаради – жўнатмаларни юқори қаватдан пастки қаватга кўчиришга хизмат қилади ва ташқи транспортга жўнатмаларни беришдан олдин йиғгич бўлиб хизмат қилади. Бундан ташқари жўнатмаларни бевосита автотранспортга чиқувчи ва транзит жўнатмаларни сараловчи қурилма йиғгичи қисмидан ҳам узатиш мумкин. Зарур ҳолларда қўлда саралаш ишларини юклаш конвейерлари зонасида ҳам олиб бориш мумкин. Чиқувчи ва транзит жўнатмаларни почта вагонларига ташиш ва топшириш турли усулларда амалга оширилиши мумкин. Масалан, жўнатмалар саралаш қурилмасининг йиғгичларидан белгиланган сондаги бўшатиш конвейерларига келиб тушиши, улардан эса бўшатиш конвейерларига перпендикуляр тарзда ўрнатилган йиғиш конвейерларига тушиши мумкин. Йиғиш конвейерларининг ҳар бирига бу конвейерлардан жўнатмаларни қабул қилиб олишни таъминловчи қурилмалар бириктирилган. Бу қурилмалар ҳар бир почта вагонининг юк сақлаш зонасида телескопик бўлмали конвейер билан тугайди. Телескопик конвейердан жўнатмалар махсус йиғгичларга йўналтирилади, уларнинг сиғими почта вагони зонасига жойлаштирилган саралаш қурилмаси йиғгичлари сиғимидан икки баробар кўпдир. Жўнатмалар бу йиғгичлардан телескопик бўлмали конвейерларга бўшатилади. Жўнатмаларни туйнукли дераза ва почта вагонларидан саралаш қурилмасига ва саралангандан сўнг тескари тартибда доналаб ташиш йўли ёки осма бўлади, ёки бино шипи остидан ўтади, шунинг учун ҳам цех ва платформадаги ишлаб чиқариш майдонларини эгалламай, бўш қолдиради.
Назорат учун саволлар:
1. Жўнатмаларга ишлов бериш қандай амалга оширилади.
2. Қурилманинг умумий ишлаб чиқариш қуввати қандай.
3. Кираётган жўнатмалар саралангандан кейин қандай амаллар бажарилади.
12-мавзу. ЖЎНАТМАЛАРНИ, НАШРЛАРНИ ВА БАНДЕРОЛЛАРНИ САРАЛАШ МАШИНАЛАРИНИНГ ТУЗИЛИШИ ВА ИШЛАШ АЛГОРИТМИ.
Режа:
1. Жўнатмалар, нашрлар ва бандеролларни сараловчи машиналарнинг тузилиши.
2. Сараловчи машиналарнинг ишлаш алгоритми.
Жўнатмалар, нашрлар ва бандеролларни саралаш ускуналарининг функционал схемаси таркибига ишга тушириш қурилмаси, тақсимлаш конвейери ва йиғгичлар киради.
Ишга тушириш қурилмаси операторнинг иш жойи ҳисобланиб, унда юкларни тақсимлаш конвейерига узатиш механизмлари ва клавиатура мужассамлашган. Клавиатура тугмалари ёрдамида бошланғич иш столидан юкни чиқариш вақтида синхронлаштириш датчиги томонидан вақт белгиланади ва бу вақтдан бошлаб бошқариш тизими юкни тегишли йиғгичга йўналтириш борасидаги ишларни бошлайди. Зарур ҳолларда ишга тушириш қурилмасида юкларни ташқи ўлчамлари бўйича назорат амалга оширилади, одатда ташиш йўналиши бўйлаб юкларнинг узунлиги назорат қилинади.
Тақсимлаш конвейери сараланаётган юкларни тегишли йиғгичга етказиб бериш учун мўлжалланган. У юк ташиш трассасидан иборат бўлиб, ҳар бир йиғгич ёнида ўрнатилган юк туширгичга келиб етган вақтда бошқарув тизими буйруғи асосида ишга тушади.
Йиғгичлар бир йўналишда кетаётган юкларни тўплаш ва вақтинчалик сақлаш учун мўлжалланган. Улар 50 тагача почта юкларини сиғдира оладиган гравитациявий ёки механизациялашган сиғимлардир. Жўнатма, нашр, бандероллар каби почта юкларини саралаш жараёни хатларни саралаш жараёнидан тубдан фарқ қилади, чунки почта юкларининг массаси хатларнинг массасидан ўртача 1000 марта каттадир. Бу уларнинг ташиш тезлигини анча чекланишига сабаб бўлади, ҳозирги саралаш қурилмаларида тезлик 2 м/с дан ошмайди. Бундан ташқари, сараланаётган юклар массасининг катталиги туширгичлар тезлигини ҳам чеклайди. Кўрсатиб ўтилган чеклашлар тақсимлаш конвейерининг етарлича узунлигида почта юкларини саралашнинг циклик усулини қўллашга имкон бермайди. Чунки бундай усулда ишловчи саралаш қурилмаларининг самарадорлиги кичик бўлади. Шунинг учун жўнатма, нашр ва бандеролларни сараловчи барча қурилмалар оқим усулида ишлайди.
Оқим принципида ишловчи қурилманинг самарадорлиги қуйидаги ифода орқали аниқланади:
П қ 3600*V/a қ 3600*V/(L+D)
Бу ерда V-юкларни ташилиш тезлиги, м/с; а-юклар қадами, м; L-юкларнинг ташилиш йўналишидаги узунлиги, м; D-юклар орасидаги масофа, м.
Шундай қилиб, саралаш қурилмасининг самарадорлиги юкларнинг ташилиш тезлигига тўғри пропорционал ва юклар орасидаги қадамга тескари пропорционалдир. Бундан кўринадики, саралаш қурилмасининг самарадорлигини юкларни ташиш тезлигини ошириш ҳисобига ёки улар орасидаги қадамни қисқартириш ҳисобига кўпайтириш мумкин.
Жўнатмаларни оқимдан саралаб олувчи замонавий қурилмаларнинг бошқарув алгоритмларини икки турга ажратиш мумкин: тақсимлаш конвейери бўйлаб доимий(ўзгармас) қадам билан ҳаракатланувчи жўнатмалар учун мўлжалланган алгоритмлар ва оралиқ қадами жўнатманинг ташилиш йўналиши бўйича узунлигига боғлиқ бўлган жўнатмалар учун мўлжалланган алгоритмлар. Иккинчи турдаги алгоритмлар юклар орасидаги масофа доимий бўлганда, одатда берилган қурилма учун минимал бўлган оралиқ масофада саралашни таъминловчи қурилмалар учун мўлжалланган. Биринчи алгоритм бўйича ишловчи саралаш қурилмаларининг самарадорлиги ишлаш алгоритми юкларни минимал оралиқ билан ҳаракатланишини таъминлай оладиган қурилмаларга нисбатан кичик бўлади. Лекин биринчи алгоритм бўйича ишловчи қурилмаларнинг тузилиши жуда хилма-хилдир. Мажбурий туширгичли тасмали конвейер асосида яратилган саралаш қурилмалари фойдаланишда анча ишончли бўлиб, уларда ташувчи ва туширувчи органлар бир-биридан ажратилган. Ташувчи орган сифатида тасмали конвейер ишлатилган бўлса, туширгичлар сифатида эса гидро-пневмо – ёки индивидуал электромеханик юритмадан ҳаракатга келувчи, бортга ўрнатилган шлюз эшикчалари ёхуд электромеханик юритмалар орқали ҳаракатга келувчи, тасма устида жойлашган ротацион ёки кривошипли туширгичлар, итаргичлар кўринишида қўлланилади.
Назорат учун саволлар:
1. Саралаш конвейери қанчагача почта юкларини сиғдира олади.
2. Оқим принципида ишловчи қурилманинг самарадорлиги қандай аниқланади.
3. Жўнатмаларни оқимдан саралаб олувчи замонавий қурилмаларнинг бошқарув алгоритмлари неча турга булинади.
13-мавзу. КОНТЕЙНЕРЛАРДА КЕЛАДИГАН ЖЎНАТМАЛАРГА ИШЛОВ БЕРИШ.
Режа:
1. Почта вагонларидан тушириладиган почта жўнатмалар.
2. Кирувчи жўнатмаларни йиғиш, ташиш ва автомашиналарга топшириш.
Жўнатмалар қисман почта вагонлари билан контейнерларда келтирилганда ёки жўнатилганда тугунга келган контейнерлардан жўнатмаларни тушириб олиш бевосита почта вагонлари корхоналаридан конвейерларда (қўлда, механизациялаштирилган тартибда) олиб борилиши мумкин. Жўнатмаларни вагонга контейнерларда топширишда сараланган жўнатмалар пастки қаватга чиқиш мавжуд бўлган бўшатиш конвейерлари бўйлаб контейнерларга жойланади. Бу контейнерлар турган жойидан почта вагонларига ёки автомашиналарга юкланади. Жўнатмаларнинг асосий қисми тугунга контейнерларда келтирилганда ёки жўнатилганда ишлов бериш қуйидаги тартибда амалга оширилади. Автомашиналардан доналаб келиб тушаётган жўнатмаларни қабул қилиш ва ташиш туйнукли дераза ва транспорт линиялари орқали юқорида кўрсатилган тартибда бажарилади. Жўнатмалар солинган контейнерлар автомашиналардан кран-тўсинлар ёрдамида туширилади, кейин конвейер трассасига олиб келиниб, дастлабки йиғиш омборига жойланади. Почта вагонларидан тушириладиган жўнатмалар солинган контейнерларни конвейер трассасига келтирилади ва дастлабки йиғиш омборига узатилади. Чиқувчи ва ўтиб кетувчи контейнерлар алоҳида омборга йиғилади, доналаб келиб тушувчи жўнатмалар эса юқорида кўрсатилган усулда учта линияда йиғилади. Бу линияларнинг умумий сиғими – 2000 жўнатма атрофида.
Контейнерлардан чиқарилган жўнатмалар сараланишдан олдин транспорт линиялари бўйлаб йиғиш линияларига узатилади.чиқувчи ва транзит жўнатмаларни сараловчи қурилманинг юқорида кўрсатилгандан асосий фарқи шуки, бунда кўп сонли қўшимча йиғгичлар бўлмайди, уларнинг вазифасини бу ерда контейнерлар бажаради. Ташқи транспортга жўнатиш учун тайёрланаётганда, шунингдек, белгиланган йўналишга бириктирилган йиғгичлар тўлишига қараб сараланган жўнатмалар контейнерларга юкланади. Бўш контейнерлар омбордан юклаш жойига махсус конвейерлар орқали узатилади. Жўнатмалар солинган контейнерлар ёрдамида жўнатилиш йўналишларга мос равишда омбор линияларига тақсимланади.
Кирувчи жўнатмаларни йиғиш, ташиш ва автомашиналарга топшириш юқорида кўрсатилгандек бажарилади. Чиқувчи ва транзит жўнатмалар солинган контейнерларни ташиш ва топшириш эса қуйидаги тартибда амалга оширилади. Контейнерлар омбор линияларидан конвейерлар орқали тартибга солиш доиралари деб аталувчи жойга чиқарилади. Бу доиралардан контейнерлар почта вагони юкхонасига жойлаштириш тартибига мувофиқ равишда кетма-кет танлаб олинади ва конвейернинг тушириш бўлмаси ёрдамида почта вагони ёнидаги платформага ўрнатилади. Бу ердан контейнерлар вагон крани орқали юкхонага жойланади.
Одатда оддий бандеролларга қўлда ишлов берилади. Почта алоқасининг йирик тугунларида эса бошқача йўл тутилади. Кўп сонли бандероллар ўтадиган тугунларда, уларни махсус ажратилган иш жойларида ишлов бериш мақсадга мувофиқдир. Ҳозирги пайтда қимматли бандеролларга қимматли хатлар ва майда жўнатмалар билан биргаликда ишлов берилмоқда. Суғуртали почтага (қимматли бандероллар, майда жўнатмалар ва хатларга темир йўл қошидаги почтамтлар ва почта ташиш бўлимларида) ишлов бериш ўз ичига қуйидагиларни олади:
- суғуртали қопларни автотранспортдан, почта вагонларидан қабул қилиб олиш;
- суғуртали қопларни ишлов бериш жойларига ташиш;
- қоп ичидаги нарсаларни чангдан тозалаш;
- қопдаги нарсаларни ички рўйхат билан солиштириш;
- манзилли илова бланкаларни ички рўйхат билан солиштириш;
- суғуртали жўнатмаларни дастлабки саралаш;
- жўнатмаларни саралаш жойига етказиб бериш;
- жўнатма ва манзилли бланкаларини муфассал саралаш;
- жўнатмаларни белгиланган жойга ташиш;
- суғуртали жўнатмаларни қопнинг ички юклаш-рўйхатига киритиш;
- жўнатмаларни қопларга жойлаб тикиш;
- суғуртали қопларни тамға босиш жойига етказиб бериш;
- қопларни тамғалаш;
- топшириш жойида қопларни қайд қилдириш;
- суғуртали қопларни автотранспорт, почта вагонларига топшириш.
Назорат учун саволлар:
1. Почта вагонларидан тушириладиган почта жўнатмалари биринчи булиб қандай жараёнлардан ўтади.
2. Кирувчи жўнатмаларни йиғиш, ташиш ва автомашиналарга топшириш қандай амалга оширилади.
14-мавзу. ЛЕНТАЛИ КОНВЕЙЕРЛАР.
Режа:
1. Почта алоқасида лентали конвейерлардан фойдаланиш.
2. Лентали конвейерларнинг бази элементлари.
Конвейер деганда – юкларни маълум бир йўлда майдаланган ёки донали ҳолда тўхтовсиз тарзда силжитадиган транспорт қурилмасини тушинилади.
Юклар конвейерни тўхтатилмасдан юкланади ва туширилади. Шунинг учун конвейер даврий харакатда бўлувчи машиналарга нисбатан юқори унумдорликка эгадир.
Конструкцияси бўйича конвейерлар тортувчи органли ва тортувсиз органли бўлиши мумкин. Тортувчи органли қурилмалар лентали ва занжирли бўлиши мумкин.
Конвейерлар беланчаклик, осилма, ғилдиракли, пластинкали элеваторлар кўринишида бўлиши мумкин. Тортувсиз органли қурилмалар қиялик ва каскадли тушувчи, ролгангалар, табиий оқимли трубалар вентцлли ва инерцион конвейерларни ўз ичига олади.
Конвейерлар асосан почталарни қайта ишлашда операциялараро транспорт ишларида ва почта корхоналарида ҳамда турли хил почтани қайта ишловчи машиналарнинг таркибий элементлари сифатида ҳам кенг қўлланилади. Конвейерни турли хил кўринишлари айрим почта корхоналариаро почтани ташишда керак бўладиган юклаш ва тушириш ишларида қўлланилади.
Лентали конвейерлар тўхтовсиз ҳаракатдаги кенг тарқалган транспорт машиналари бўлиб конструкциясининг оддийлиги, ишончлилиги, товуш чиқармаслиги ва юқори иш унумдорлиги билан ажралиб туради. (2.1-расм)
 2.1-расм.
2.1-расм.
Конвейер икки барабанлараро тортилган чексиз ленталардан иборат. Узатгичлар ёрдамида ҳаракатга келтирилади. Конвейер юкларни лентага бир меъёрда узатиб турувчи юклаш қурилмаси ва ҳаракатдаги ленталарни юклардан бўшатиш учун керак бўладиган бўшатиш қурилмасига эгадир. Санаб ўтилган элементлар ва қурилмалар конвейернинг ҳохлаган конструкциясида мавжуддир. Конструкция бирикмаларининг кўринишига қараб лентали конвейерлар стационар, сурулувчан ва кўчирилувчан турларга бўлинади.
Лентали конвейернинг горизонтга эгилиш бурчаги юк материаллари ва ленталарнинг биргаликдаги юк материаллари ва ленталарнинг биргаликдаги ишқаланиш коэффициентига боғлиқ.
Ишқаланиш коэффициенти миқдорига юза кўриниши (текис, рельефли) таъсир этади.
Лентали конвейерларнинг айрим элементлари. Лентали конвейернинг тортувчи ва силжитувчи органи сифатида лента ҳизмат қилади, чунки унда юклар силжиши содир бўлади ва у турли хил кўринишдаги қаршиликларни бартараф этиши учун керак бўладиган барабан узатгичидаги кучларни қабул қилади.
Алоқа корхоналарида резинали, пахта қоғозли ва турли ленталар қўлланилади ва улар оғирлигининг камлиги, мустаҳкамлиги, кўпга чидашлиги ва эпчиллиги билан ажралади.
Ленталар умумий ва маҳсус вазифаларга қараб ишлаб чиқарилади ва улар 20 градус ҳароратда ишлашга мўлжалланган. Резинали ленталар эни 300, 400, 500, 650, 800, 1000, 1200, 1400, 1600, 1800, 2000 мм да бўлади.
Ленталар эни донали юкларни ташишда уларнинг ўлчами ва кўринишига қараб белгиланади.
Юкловчи қурилмалар. Юкловчи қурилмалар лентали конвейернинг ҳохлаган жойига мўлжалланган бўлиши мумкин. Бироқ лентали конвейерлар кўпинча барабанининг дум қисмида кўпроқ юкланилади. Уларнинг конструкцияси ташилувчи юклар ва юкларни тушириш усулларига боғлиқ.
Донали юклар (посилкалар, бандероллар ва шу кабилар) бир неча кичик лентали ва роликли конвейерлар ёрдамида юкланади. Қуйида донали юклар учун юклаш қурилмалари келтирилган: (2.2-расм)
а) қияли тушириш;
б) ролик;
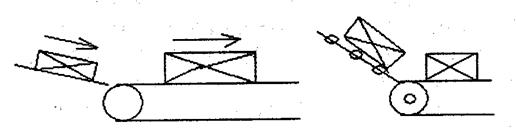
2.2-расм.
Сочилувчи юклар учун лентанинг уст қисмида 3 та қияли,деворли метал лотоклар жойлашган бўлади. Лотокдан чиқувчи юклар эни лента энидан кам бўлади. Бу эса юкларни ленталардан тушиб кетиш олдини олади.
Бўшатувчи қурилмалар. Бундай қурилмалар лентали конвейернинг ҳоҳлаган жойига ўрнатилади. Кўпинча юкларни тушириш бош барабан орқали амалга оширилади. (2.3-расм)
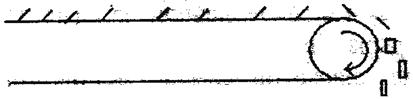
+
Назорат учун саволлар:
1. Конвейер деганда нимани тушунасиз.
2. Юкловчи қурилмаларни ишлаш принсипи.
3. Бўшатувчи қурилмалар ишлаш принсипи.
15-мавзу. ЗАНЖИРЛИ КОНВЕЙЕРЛАР. ГРАВИТАЦИОН ҚУРИЛМАЛАР. УЗАТГИЧ ВА УНИНГ ҚУВВАТИ.
Режа:
1. Занжирли конвейерларнинг тузулиши.
2. Аравали занжирли конвейерлар.
Конвейер узатгичи маълум миқдордаги тортиш кучини пайдо қилади. Бу эса ўз навбатида ленталар ва юкларни керакли тезликда ҳаракатга келтиради. Тортиш кучининг лентага узатилиши узатгич барабанининг эгилишини ва эгилишига олиб келувчи ишқаланиш асосида содир бўлади.
Бунда Л.Эйлер томонидан киритилган тенглик боғлиқлиги сақланади. Узатувчи барабанга таъсир этувчи тортув ва доиравий кучлар қуйидагича бўлади:
Р қ 102 * N0 / V, кг
Бу ерда:
N0 - узатувчи барабан қуввати, квт;
V - барабан доирасидаги қувват м/сек;
“Р”- лента тортилишларининг фарқи сифатида аниқланади.
Р қ Т2 –Т1 ;
Т2 / Т1 қ Е ;
Бу ердан Р қ ( Е - 1) Т2/Е
Бу ерда:
Е - натурал логарифмлар асоси;
М- барабан билан лента материаллари орасидаги ишқаланиш коэффициенти;
@- узатгич барабанида лентанинг эгаллаш бурчаги.(2.4-расм)
2.4-расм
Унча катта бўлмаган тортиш кучи ва конвейерлари унча узун бўлмаган ҳолатда узатгич барабанлари у ёки бу мосламалар билан жиҳозланмайди.
Занжирли конвейерлар. Лентали конвейерларга нисбатан турли хил кўринишлари билан фарқланади. Уларни осма ва ерга ўрнатилувчи конвейерларнинг тортувчи органи иккита параллел занжирлардан ва битта чексиз занжирлардан иборат бўлиши мумкин. Занжир ўзининг харакатланишида стационар ёки занжир билан бирга ҳаракатланувчи роликлар орқали таъмин этилади. Юкларни силжитиш учун конвейерлар пластинкалар билан таъминланган бўлади.
Аравали занжирли конвейерлар. Ушбу конвейерлар йирик почта корхоналарида посилкаларни наъвларга ажратишнинг асосий қисми сифатида фойдаланилади.
Ушбу конвейер ёрдамида посилкалар юклаш майдончасидан оператор кўрсатмасига биноан аниқ тўплагичларга жўнатилади.
Тўплагичлар конвейернинг икки томонига жойлашган.
Осма занжирли конвейерлар донали юкларни ёпиқ контур бўйича тўхтовсиз ва даврий тарзда танишиш учун мўлжаланган.
Тортувчи органнинг ташилувчи юк билан боғланишига қараб қуйидаги осма конвейерлар ишлатилади:
- юк ташувчи бунда тортувчи орган юклар билан доимий боғланган бўлиб осма йўл бўйича харакатланади.
- туртувчи; бунда ташилувчи юклар тортувчи органлар билан доимий боғланган бўлмайди.
Гравитацион қурилмалар. Бу қурилмалар оғирлик кучидан фойдаланиб юк ташишга мўлжалланган. Ушбу қурилмалар тортувчи органларга эга бўлмай жуда оддий ва самаралидир. (2.5-расм)
2.5-расм
Назорат учун саволлар:
1. Л.Эйлер томонидан киритилган тенглигини ёзиб беринг.
2. Занжирли конвейерларни ишлаш принсипи қандай.
3. Аравали занжирли конвейерлар ишлатиладиган почта алоқа корхоналарига мисоллар келтиринг.
16-мавзу. АЛОҚА КЎТАРМА-ТРАНСПОРТ ҚУРИЛМАЛАРИ.
Режа:
1. Кўтарма-транспорт машиналарининг қўлланилиши.
2. Кўтарма-транспорт машиналарининг ишлаш механизми.
Кўтарма-транспорт машиналарининг қўлланилиши кўп жиҳатдан ҳозирги ишлаб чиқаришнинг самарадорлигини аниқлайди. Замонавий потокли технологик линиялар, цехлар ва ички цехлараро транспортлар, юклаш-тушириш операцияларининг ҳаммаси ўз навбатида кўтариш-транспорт қурулмаларининг қўлланилиши билан боғлиқдир.
Кўтарма-транспорт қуруллмалари ускуналарини ўрнатиш ва қайта ўрнатиш ҳамда қурилиш корхоналарини механизациялаштиришда самарали воситалардан бири бўлиб ҳисобланади. Ҳозирги вақтда юқори унумли юк кўтариш ва ташиш машиналари корхона ишлаб чиқариш технологик жараёнларида қўлланилувчи машиналар мажмуаси ва мураккаб агрегатлар таркибий қисми сифатида кенг қўлланилиб келинмоқда.
Ҳозирги замон комплекс автоматлаштирилган линияларни кўтарма-транспорт қурилмаларисиз тасаввур этиб бўлмайди.
Кўтарма-транспорт қурилмалари уч гуруҳга бўлинади:
Даврий (циклик)ҳаракатланувчи-юк кўтаргичлар;
Узлуксиз ҳаракатланувчи-юк ташувчи; юклаш-тушириш операцияларини узлуксиз ва даврий тарзда таъминловчи.
Кўтарма-транспорт машина ва қурилмалари почта юкларини қайта ишлаш операцияларини механизацилаштиришга мўлжалланган .
Бундай операцияларнинг мазмуни почта жўнатмалари ва технологик жараёнлар характери билан белгиланади.
Транзит почта юкларини қайта ишлаш технологик жараёнларни кўриб чиқар эканмиз уларни қуйидаги комплекс операцияларга бўлиш мумкин:
а)Ишлаб чиқаришдаги транспорт воситаларида почта жўнатмаларининг оғирлик нуқтаий назаридан зўриқиши:
б)Жойланадиган ёки қайта ишлов бериладиган жойга ташиб олиб бориш:
в) Қайта ишланган юкларни ташқи транспорт воситаларига етказиб бериш:
г) Манзилларга олиб бориш учун транспортга юклаш.
Технологик жараёнларнинг бир қисми транспорт воситаларидан (автомашина, вагонлар)почта корхонасининг механизацилаштириш воситаларига ташиш билан(ва аксинча жараён)боғлиқдир.
Бу ерда қуйидагилардан фойдаланилади:
Почтага оид вагонларга юк ташиш ва тушириш комплекс механизмлари почта алмаштириш дарчалари,контейнерларга юклаш учун керак бўладиган механизимлар ва ш.к
Ушбу механизмларнинг кўпчилиги қўл меҳнатини инкор эта олмайди, бироқ оператор меҳнатини енгиллаштириб унумдорликни оширади.
Почта юкларини қайта ишлаш жойларига горизонтал йўналишда силжитиш жараёни конвейерлар,аравачалар, контейнерлар ёрдамида, вертикал йўналишда силжитиш эса лифт , кўтаргичлар ,конвейер машиналари ва инсон иштирокида амалга оширилади. Ушбу операцияларда асосан умум хизматга оид транспорт машиналаридан жумладан ,белгиланган унумдорликда юкнинг келиб тушган жойидан унга қайта ишлов берилувчи жойгача силжитиш учун мўлжалланган конвейерлардан (лентали,занжирли ва ш.к) фойдаланилади.
Почта жўнатмаларини манзил белгилари бўйича ажратиш махсус конвейерларда амалга оширилади. Вазни оғир почта юклари яъни, посилка, бандерол, қутилар, қоплар оддий транспорт конвейерларида ташилади.
Хат корреспонденцияларни ажратиш қурилмалари фақат почта алоқасига боғлиқдир. Уларнинг асосини транспорт конвейерлари ташкил этган бўлиб улар машинасозликдаги конвейерлардан тубдан фарқ қилади. Хат корреспонденцияларининг юқори даражадаги стандартлашуви уларни қайта ишлашга автоматлаштиришни қўллаш имконини беради.Ҳозирги вақтда хатларни наъвларга ажратиш учун ярим автоматик ва автоматик тарзда ишловчи юқори унумли қурилмалар қўлланилмоқда.
Почта жўнатмалари ўлчами,вазни ва шу кабиларга қараб қуйидаги кўринишларга бўлинади: хатлар, почта карточкалари, бандероллар, посилкалар, пул жўнатмалари ва даврий нашрлар.
Почта юкларини транспорт ёрдамида ташиш ва қайта ишлашни механизациялаш воситаларини ишлаб чиқишда уларнинг қуйидаги характеристикасини билиш керак: ўлчамлари, вазни, жойлаштириш кўриниши. Почта қоидалари почта юкларининг ўлчами ва вазнини аниқлаб беради.
Назорат учун саволлар:
1. Кўтарма-транспорт машиналар қай мақсадда қўлланилади.
2. Транзит почта юкларини қайта ишлаш технологик жараёнлари қандай амалга оширилади.
3. Почта жўнатмаларини манзил белгилари бўйича ажратиш нима орқали амалга оширилади.
17-мавзу. ЧАНГДАН ТОЗАЛОВЧИ МАШИНАЛАР.
ПОЧТА АЛОҚАСИ КОРХОНАЛАРИНИНГ ИШЧИ ХОНАЛАРИ ХАВОСИНИ ТОЗАЛАШ.
Режа:
1. Чанг тозаловчи машиналарнинг ишлаш принсиплари.
2. Ёзма корреспонденцияларни чангдан тозалаш қурилмалари.
Ишчилар ўзларини яхши ҳис қилишлари ва уларнинг иш қобилиятлари пасаймаслиги учун, биринчидан, ҳавода етарли миқдорда кислород мавжуд бўлиши ва инсон организми учун зарарли бўлган турли ёт аралашмалар мавжуд бўлмаслиги керак. Иккинчидан, ҳавонинг ҳарорати ва намлиги инсон ишлаши вақтида организмидан ажралиб чиқувчи иссиқликни четга йўналтиришни таъминлаши лозим.
Ишчилар учун гигиеник меҳнат шароитларини яратиш мақсадида почта алоқаси корхоналари биноларида вентиляция қўлланилади. Вентиляциянинг вазифаси одамлар нафас олиши учун зарур бўлган кислородга бой, тоза ҳавони бино хоналарига етказиб бериш ва ифлосланган ҳавони чиқариб ташлаш, шу билан бирга, меъёрдаги ҳарорат ва намликни сақлаб туришдир. Вентиляция табиий ва мажбурий, умумий ва маҳаллий турларга ажратилади.
Табиий вентиляцияда ҳаво ҳаракати ташқи (совуқ) ва ички (иссиқ) ҳаво ҳажмий массаларининг фарқи ҳисобига, шунингдек, шамол таъсирида ҳосил бўладиган босим туфайли ҳосил қилинади.
Мажбурий вентиляция ҳавони юбориш ёки тортиш усулларига боғлиқ равишда қуйидаги хилларга бўлинади: фақат ҳаво юбориб туришни амалга ошириладиган киритувчи, фақат ҳавони тортиш амалга ошириладиган тортувчи ва бир вақтнинг ўзида ҳавони мажбурий юбориш ва тортиш амалга ошириладиган кирувчи –тортувчи. Мажбурий вентиляцияда ҳаво ҳаракати вентилятор орқали хосил қилинади.
Умумий вентиляция ишлаб чиқариш жараёнида ажраладиган ортиқча иссиқлик, газлар, намлик, чанг ва бошқаларни бутун бинодан чиқариб ташлайди ёки рухсат этиладиган миқдоргача тоза ҳаво билан алмаштиради.
Махаллий вентиляция бинонинг чекланган бирор қисмига тоза ҳаво юборади ёки ердаги ифлосланган ҳавони тортиб олади. Махаллий ҳавосўргичлар зарарли ажралмаларни (газлар, буғлар, чанг ва б.) бевосита улар хосил бўладиган жойлардан тутиб олиб, уларни бутун бино бўйлаб тарқалишига ва катта массадаги ҳавони ифлосланишига йўл қўймаслиги керак. Почта алоқаси корхоналарида махаллий вентиляция чангсизлантирувчи столлар ва конвейер машиналар ёрдамида амалга оширилади.
Ишчиларнинг ўзларини яхши хис қилишларини таъминлаш ва соғлиқларини сақлаш учун почта корхоналарида ҳаводаги чанг миқдори 6 мг/м3 дан ошмаслиги, углекислоталар эса 1.25 л/м3 дан кўп бўлмаслиги керак.
Ҳавонинг нисбий намлиги 50-70 % атрофида бўлиши лозим. Қиш пайтида бино ичига юборилаётган ҳаво ҳарорати бино ичидаги ҳаво ҳароратидан 4-5 С юқори бўлиши керак. Ёз пайтида юборилаётган ташқи ҳаво миқдори шундай бўлиши керакки, бунда бино ичидаги ҳарорат ташқи хароратдан 3-4 С дан кўп ошиб кетмаслиги лозим.
Бино ичида ҳаво ҳаракати бутун ҳажм бўйича бирхил бўлиши ва елвизаклар хосил қилмасилиги керак, яъни ҳаво ҳаракати тезлиги 0.5м/с дан ошмаслиги лозим.
|
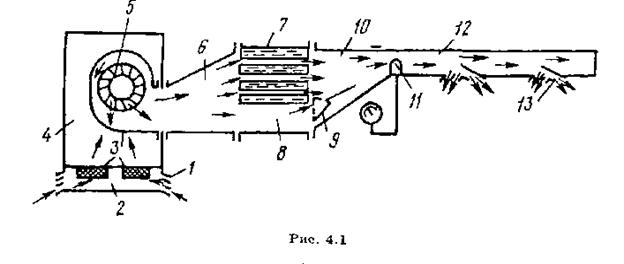
Умумий алмашув вентиляциянинг намунавий схемаси. Механик мажбурий вентиляция амалга оширилиши мумкин бўлган схемалардан бири 2.6-расмда кўрсатилган. Ташқи 1 панжара орқали тоза ҳаво сўриб олинади ва 2 канал бўйлаб 3 фильтрларга олиб келиниб, ҳаво механик аралашмалардан тозаланади. Фильтрлардан сўнг хаво 5 вентилятор ўрнатилган 4 камерадан ўтади. Вентилятор сўраётган хаво 6 диффузиянинг кенгайиб борувчи канал бўйлаб 7 хаво иситгичга берилади. Механик мажбурий вентиляцияда юборилаётган хаво миқдори ёзги пайтда қишдагидан 3-5 марта кўп бўлганлиги учун, хаво иситгичда 9 тўсқич билан 1 ёпиладиган 8 айланма канал мавжуд. Ҳаво иситгичдан сўнг ҳаво 10 конфузорга ва 12 ҳаво ўтказгич орқали бинога юборилади. Ҳаво бир хилда узатилиши учун ҳаво ўтказгичнинг пастки қисмида 13 йиғма панжара ўрнатилган. Юборилаётган ҳаво ҳароратининг назорат қилиш учун ҳаво ўтказгич шкаласини хизмат кўрсатиш хонасига чиқариб 11 термометр ўрнатилади.
Вентиляторлар деб ҳавони ёки бошқа газларни харакатлантириш ва 15 кПа атрофида босим хосил қилиш учун хизмат қилувчи машиналарга айилади.
Тузилишига кўра вентиляторлар марказдан қочма (ҳаво ўқ йўналишида кириб, радиал йўналишда чиқади) ва ўқ йўналишли (хавони ўқ бўйлаб харакатлантирувчи) бўлади. Хосил қиладиган босимига қараб вентиляторлар 3 гурухга бўлинади: паст (1 кПа гача), ўрта (3 кПа гача) ва юқори (15 кПа гача) босимли.
Марказдан қочма вентилятор 3 асосий қисмдан иборат: марказдан қочма ғилдирак, 3 спираль ғилоф ва 7 станина. 0
Марказдан қочма ғилдирак босим хосил қилиш ва хавони тармоққа узатиш учун хизмат қилади. Ғилдирак 6 валга махкамланган бўлиб, вал пона тасмали узатма орқали электродвигатель билан бириктирилган. Ғилдирак кураклари вентилятор турига боғлиқ равишда олдинга,орқага букилган ва радиал бўлиши мумкин.
Ғилоф шиллиққурт шаклига эга ва ғилдирак куракларидан итарилаётган хаво оқимини йиғиш учун хизмат қилади. Хаво ғилофга 8 коллектор орқали тушади. Спираль ғилоф ортидаги босимни янада ошириш мақсадида 2 чиқиш тешигида трапециясимон 1 деффузор ўрнатилади.
2.7-расм
 Ўқ йўналишли вентиляторлар
асосан унча катта бўлмаган босим остида катта массадаги хавони харакатлантириш
учун қўлланилади. Ўқ йўналишли вентилятор (2.7-расм)
1 корпус ичига ўрнатилган 2 электродвигатель ва унинг валига махкамланган 3
ишчи ғилдиракдан иборат. Ихчамлиги, хавонинг тўғри харакатланиши
туфайли юқори даражада тежамлилиги (ФИК қ0,6-0,85), шунингдек
реверслаш имконияти мавжудлиги ўқ йўналишли вентиляторларнинг кенг
тарқалишига сабаб бўлди.
Ўқ йўналишли вентиляторлар
асосан унча катта бўлмаган босим остида катта массадаги хавони харакатлантириш
учун қўлланилади. Ўқ йўналишли вентилятор (2.7-расм)
1 корпус ичига ўрнатилган 2 электродвигатель ва унинг валига махкамланган 3
ишчи ғилдиракдан иборат. Ихчамлиги, хавонинг тўғри харакатланиши
туфайли юқори даражада тежамлилиги (ФИК қ0,6-0,85), шунингдек
реверслаш имконияти мавжудлиги ўқ йўналишли вентиляторларнинг кенг
тарқалишига сабаб бўлди.
2.8-расм
 Марказдан қочма
вентиляторларнинг босими ва самарадорлиги. Марказдан қочма
вентиляторларнинг парраклари (2.8,а-в-расм) таъсири остида хаво ёки газ
зарралари иккита харакатда иштироқ этади: паррак бўйлаб – нисбий ва
паррак билан биргаликда – кўчма ҳаракатда. Шундай қилиб маркандан
қочма вентиляторда зарралар айланма тезликка тенг бўлган И кўчма тезликка
ва нисбий тезликка эга бўлади. Зарранинг кўзғалмас саноқ тизимига
(машина корпусига) нисбатан мутлақ (абсолют) тезлиги V юқорида
кўрсатилган икки тезликни геометрик йиғиндисидан иборат бўлади.
Марказдан қочма
вентиляторларнинг босими ва самарадорлиги. Марказдан қочма
вентиляторларнинг парраклари (2.8,а-в-расм) таъсири остида хаво ёки газ
зарралари иккита харакатда иштироқ этади: паррак бўйлаб – нисбий ва
паррак билан биргаликда – кўчма ҳаракатда. Шундай қилиб маркандан
қочма вентиляторда зарралар айланма тезликка тенг бўлган И кўчма тезликка
ва нисбий тезликка эга бўлади. Зарранинг кўзғалмас саноқ тизимига
(машина корпусига) нисбатан мутлақ (абсолют) тезлиги V юқорида
кўрсатилган икки тезликни геометрик йиғиндисидан иборат бўлади.
Ёзма корреспонденцияларни чангдан тозалаш қурилмалари. Қурилмалар ёзма корреспонденцияларга ишлов берувчи потокли комплекс – механизациялашган линиялар таркибига киритилади. Улар ёзма корреспонденцияларни ташиш ва тақсимлашни амалга оширади. Барча асосий жараёнлар – қопларни узатиш, уларни тушириш, постпакетларни чангсизлантириш, қопларни чангсизлантириш, постпакетларни кейинги операциялар учун узатиш, тозаланган қопларни тушириш ва жойлаштириш – автоматик равишда амалга оширилади.
Қурилма (2.9-расм) ягона технологик мажмуадан иборат бўлиб, 3 бўш осмалар йиғгичи, қопли осмалар 4 итарувчи қия занжирли конвейер, қопли осмалар учун 5 йиғгич, ПОМ-6 чангсизлантирувчи 13 машина, чангсизлантирилган 8 қопларни ва 12 постпакетларни бўшатиш учун конвейер трассасини ўз ичига олади.
2.9-расм Ён томондан кўриниши Вентилятор
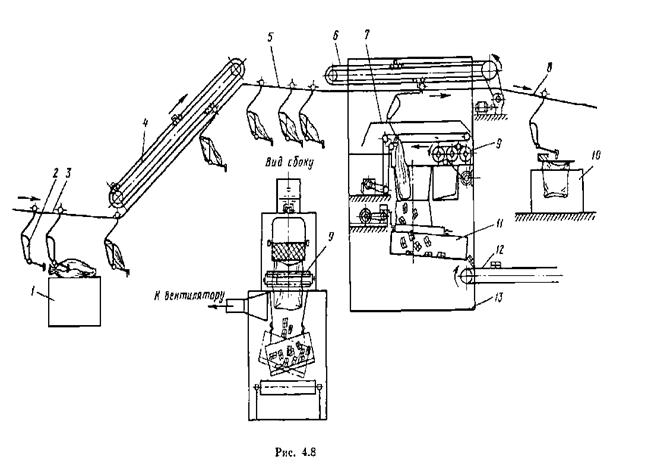 Юклаш жойида оператор қопни
2 бўш осмага – панжарасимон пайвандланган платформага қўяди, уни
бурчакларидан қисқич билан қисиб маҳкам ўрнатади,
боғични олиб, осма камерани енгил итарган ҳолда 4 қия
жойлашган итарувчи занжирли конвейернинг иш бошлаш жойига жўнатади. Осма
чангсизлантирувчи камера сатҳигача кўтарилгач, гравитацион тушиш йўли бўйлаб
ПОМ-6 чангсизлантирувчи машина томон сирпанади.
Юклаш жойида оператор қопни
2 бўш осмага – панжарасимон пайвандланган платформага қўяди, уни
бурчакларидан қисқич билан қисиб маҳкам ўрнатади,
боғични олиб, осма камерани енгил итарган ҳолда 4 қия
жойлашган итарувчи занжирли конвейернинг иш бошлаш жойига жўнатади. Осма
чангсизлантирувчи камера сатҳигача кўтарилгач, гравитацион тушиш йўли бўйлаб
ПОМ-6 чангсизлантирувчи машина томон сирпанади.
Осмалар машинага 6 занжирли конвейер орқали навбат билан узатилади. Осма ҳаракат давомида икки табақали эшикни очади, 13 камерага киради ва 7 копир ёрдамида энгаштирилади. Шунда қоп тўнкарилади, постпакетлар тўкилади ва эластик бўйин орқали 11 қия тебранма қобиққа тушиб, шу ерда тебратилган ҳолда чанги қоқилади. Қобиқ бўйлаб бўйин ва чангсизлантирувчи камера орқали ҳаво оқими ўтади. Шу ерда постпакетларни ҳаво билан пуфлаш орқали чангсизлантириш амалга оширилади. Қоплар бўшагач тўхтамай осма орқали чангсизлантириш механизми – 9 айланувчи биллар устида ҳаракатланади ва чангдан тозалайди. Қопларни чангсизлантириш вақтида ҳаво оқими тезлигини ошириш учун камера горизонтал текисликда автоматик равишда диафрагма – парда билан тўсилади. Осма тозаланган қоп билан биргаликда 10 йиғиб-тахлаш жойига йўналтирилади.
Чанг ҳавони камерадан сўриб олиш учун мўлжалланган вентиляция қурилмаси цех биносидан ташқарида ўрнатилади ва чангсизлантирувчи машина билан ҳаво ўтказгич ёрдамида бирлаштирилади. Қурилма камида соатига 60 қопни чангсизлантиради: постпакетларни чангсизлантириш ўртача вақти 5 с. Вентиляция қурилмасининг самарадорлиги 5600 м3/с, босими 1540 Па, двигатель қуввати 4.12 кВт.
Қопларни чангдан тозаловчи яримавтоматик машина (2.10-расм) почта қопларини чиқинди ва чангдан тозалаш учун мўлжалланган.
Вентиляция механизми 8 марказдан қочма вентилятор ВИЛ-4 ва унинг 9 юритмасидан тузилган бўлиб, машинанинг ишчи органларида ҳавони сийраклаштириш ёки кўпайтириш учун мўлжалланган.
Дросселлаш механизми (7) зарур сийраклашишни ҳосил қилиш учун ҳаво ўтказгич кесимини айланувчи тўсқич (заслонка) ёрдамида тартибга солади.
Қоқиб тозалаш механизми 10, яъни вибратор, 4 фильтр енгларини унга ўтириб қолган чангдан тозалаш учун қўлланилади.
Фильтрлаш механизми ҳаво оқимини чанг ва чиқиндилардан самарали тозалаш учун мўлжалланган бўлиб, 11 чиқариб ташлаш бўйинчаси бўлган 3 герметик камерадан, 5 махсус фильтрловчи матодан тайёрланган 36 та енгдан ва чанг ва чиқиндини йиқувчи 1 қутидан иборат.
|
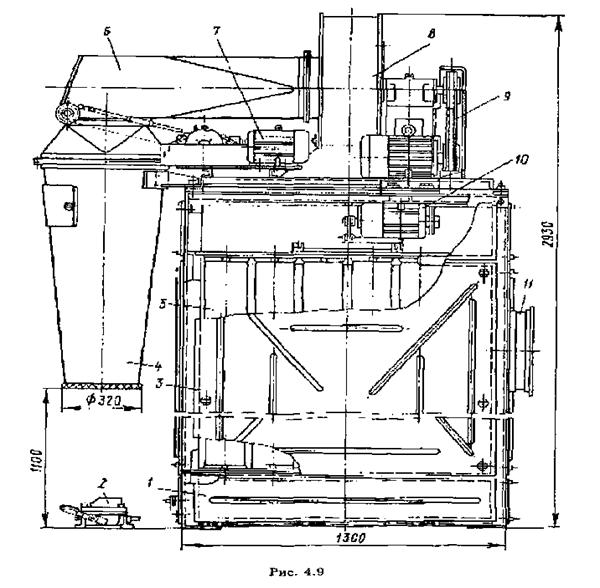
Тозалаш жараёни циклик равишда амалга оширилади. Оператор қопни резина ҳалқали 6 конуссимон шакл бўйича кийдиради ва уни маҳкамлайди. Машина оёқда босиладиган 2 улагич ёрдамида ишга туширилгач, қоп ҳаво оқими таъсирида бўйин ичига тортилади ва натижада, қопнинг тескари томони ағдарилган, бу эса қопни тозалашга имкон беради. Иш жараёни пневматик усулда тозалашга асосланган бўлиб, чанг олиб кетгич сифатида атмосфера ҳавоси ишлатилади.
Машинанинг иш самарадорлиги 600 қоп/соат, юритманинг қуввати 4.8 кВт.
Назорат учун саволлар:
1. Чанг тозаловчи курилмалар қай мақсадда қўлланилади.
2. Ёзма корреспонденцияларни чангдан тозалаш қурилмаларининг ишлаш принсипини изоҳлаб беринг.
3. Вентиляция қурилмасининг самарадорлиги қандай.
ПОЧТА АЛОҚАСИ ТЕХНОЛОГИК ЖАРАЁНЛАРИДА АХБОРОТ – КОММУНИКАЦИОН ТИЗИМ.
18-мавзу. АНЪАНАВИЙ ПОЧТАДАН ЭЛЕКТРОН ПОЧТАГАЧА
Режа:
1. Анъанавий почтанинг тавсифлари ва муаммолари.
2. Матн ва график кўринишдаги ахборотларни узатиш тизими. Анъанавий усуллар.
Анъанавий почтанинг тавсифлари ва муаммолари. Почта алоқасисиз жамият хаётини тасаввур қилиш кийин. Почта хатлар, пул ўтказмалари, бандероллар, жўнатмаларни юбориш ва етказиб беришни амалга оширади. Почта хатлар билан бир қаторда обуначиларга даврий нашрларни ҳам етказиб беради.
Алоқанинг почта соҳасида бутун дунёдаги алоқачиларнинг ярмига яқини (5 млн. киши атрофида) ишлайди, почта операцияларининг ҳажми йилига юз миллиардлаб ҳисобланади (300 млрд. атрофида).
Почта алоқаси иши сифатини ошириш ва корреспонденцияларнинг ўтишини тезлатиш учун темир йўл ва автотранспортда ташиш билан бир қаторда авиация орқали ташишдан ҳам кенг фойдаланилмоқда, йирик почта алоқаларида автомат ва яримавтомат саралаш машиналари ўрнатилмоқда, кичик ва ўрта механизация воситалари кенг жорий қилинмоқда. Булар ҳаммаси катта миқдордаги маблағ киритиш билан боғлиқ. Шунга қарамай алоқанинг барча соҳалари ичида почта энг кўп меҳнат талаб қиладиган ва паст малакали кишилардан энг кўп фойдаланадиган, нисбатан кам механизациялаштирилган ва автоматлаштирилган соҳа бўлиб қолмоқда.
Почта алоқасининг самарадорлигини ошириш, меҳнат ҳаражатларини қискартириш, сифат кўрсаткичларини яхшилаш, биринчи навбатда, корреспонденцияларни етказиб беришни тезлатиш учун қилинган ҳаракатлар почта корреспонденцияларини электралоқа усулларида жўнатиш тўғрисида фикрлашга олиб келди. Электралоқа усуллари марказий газеталарни узатишда анча вақтдан буён қўлланилмоқда ва кейинги йилларда айниқса кенг ривожланди. Марказий газеталарни электралоқанинг шаҳарлараро каналлари бўйича юборишни янада ривожлантириш, шунингдек туман газеталарини электралоқа каналлари бўйича узатиш амалга оширилмоқда.
Кейинги ўн йилда ёзма корреспонденцияларни узатишни таъминловчи янги электралоқа соҳаси-электрон почта (ЭП) юзага келди.
ЭПнинг пайдо бўлиш сабабларини уч гуруҳга ажратиш мумкин. Биринчи гуруҳга анъанавий почтанинг камчиликлари билан боғлиқ сабаблар, иккинчи гуруҳга – электралоқа тармоқларининг рақамли ахборотларни узатиш бўйича имкониятларни кенгайиб бораётганлиги, учинчи гуруҳга – ҳужжатларга ишлов беришнинг автоматлаштирилган тизимини иш юритишда жорий қилиниши туфайли иш юритишга оид ахборотларни етказиб бериш тезкорлигини ошириш бўйича абонентлар талабларини ортганлиги билан боғлиқ омиллар киради.
Йирик вазирликлар ва муассасаларда ҳужжат айланиши жуда катта бўлиб, йилдан йилга ошиб бормоқда.
Оргтехника воситалари хизмат ҳужжатларини тайёрлашни анча тезлаштиради, бу эса ҳужжатларни олувчига етказиб беришни тезроқ амалга ошириш масаласини қўяди. Йирик саноат бирлашмасида ўтказилган текширишларнинг кўрсатишича, бўлим, гуруҳ, бюро раҳбарларига ҳужжатларнинг фақат 16 – 27 фоизи ўз вақтида келиб тушар экан.
Электралоқа тармоқларининг тўхтовсиз ривожланиб бораётганлиги, уларнинг ўтказа олиш қобилиятларининг ортиши ва узатишнинг сифат тавсифлари яхшиланиши, ишончлилиги почта ахборотларини электралоқа усуллари орқали узатиш тизимини – электрон почтани яратишни тақозо қилди.
Почта ахборотларини электралоқа каналлари бўйича узатиш хатларни жисмоний ташиш ва жисмоний саралашдан озод этади ва натижада корреспонденцияларни етказиб беришни хар қандай масофада ҳам саноқли сонияларда амалга оширишга имкон беради.
Шундай қилиб, хозирги пайтда бир томондан почта алоқасининг сифат ва иқтисодий тавсифларини яхшилашга эхтиёж туғилди, иккинчи томондан эса бу эхтиёжни қондириш учун ЭП усулларидан фойдаланиб зарур шароитлар яратилмоқда. Бунда айниқса, ЭП усулларини хизмат ёзишмаларига жорий этиш жуда долзарбдир.
Анъанавий почтани олмаштириш мумкинми? Бу саволга жавоб олиш учун анъанавий почта орқали юбориладиган жўнатмалар турларини кўриб чиқамиз. Маълумки, жўнатма ва бандеролларни электралоқа усулларида узатиб бўлмайди. Даврий нашрлардан газеталар электралоқа усулларида узатилади, лекин улар ҳам фақат магистрал (шахарлараро) оралиқларда узатилиши мумкин. Ҳозирги вақтда туман марказлари орасида узатишни жорий этиш йўлга қўйилмоқда. Шундай қилиб, ЭП улушида фақат пул ўтказмалари ва хатлар қолмоқда. ЭП орқали ичига бирор нарса (ҳужжат, пул ва ҳоказо) солинган хатларни, ўлчамлари мос келмайдиган хатларни узатиб бўлмайди. Тизимни жорий этишнинг биринчи босқичида ҳажми катта (10 бетдан ортиқ) ҳужжатлар ва материалларни, шунингдек, бажарилиш муддатига кўра анъанавий усулда юборса ҳам бўладиган ҳужжатларни ЭП орқали узатиш тавсия этилмайди. Юқоридагилардан кўриниб турибдики, ЭП келгусида жўнатмалар, бандероллар, даврий нашрлар, шунингдек, юқорида кўрсатилган хатларни узатишда анъанавий почта ўрнини тўла боса олмайди. Шунинг учун ЭПга ёзма корреспонденцияларнинг бир қисмини тезкор узатишни таъминловчи электралоқанинг янги, мустақил соҳаси сифатида қараш лозим. Шу жиҳатдан у анъанавий почтани тўлдиради, лекин ўрнини боса олмайди. Вақт ўтиши билан алоқа тармоқларининг техника воситалари ва ўтказа олиш қобилияти ривожланиб борган сари, ЭП почта корреспонденцияларининг янада кўпроқ қисмини ўз устига ола бошлайди.
ЭПнинг тузилиш принциплари. Почта абонентларини икки гуруҳга ажратилади: аҳоли, муассаса ва ташкилотлар. Биринчи гуруҳга мос жиҳатлар: умумийлик, бир мартада кам сонли жўнатмалар юборилиши, корреспонденцияларнинг асосан қўлёзма шаклида бўлиши, шунингдек, одатда, махсус ускуна – абонент терминалларига эга бўлиш имкониятининг йўқлиги. Иккинчи гуруҳ биринчига нисбатан анча кам сонли бўлиб, унга ёзма корреспонденциялар оқимининг кўплиги, бу корреспонденциялар асосан машинада ёзилганлиги ва абонент терминалларига эга бўлиш имконияти мавжудлиги хосдир.
ЭП хизмат кўрсатишнинг икки хил принципи асосида ташкил этилиши мумкин: мижоз ва абонент принциплари. Хизмат кўрсатишнинг мижоз принципида ЭПнинг гуруҳли терминал ускуналари алоқа бўлимларида ўрнатилади. Хатларни тўплаш худди анъанавий почтадагидек почта қутилари орқали амалга оширилади. Почта бўлимига олиб келинган хатлар конвертдан чиқарилади, олувчининг манзили бўйича индексланади ва электралоқа тармоғи орқали узатилади. Олувчининг почта бўлимида олинган хатлар конвертга солинади, конвертга олувчининг манзили ва фамилияси ёзилади, сўнгра почтальон орқали манзилга етказиб берилади. Абонент принципида электралоқа тармоқларига уланадиган терминал қурилмалари бевосита абонент манзилида ўрнатилади. Бунда хатларни почта бўлимига ва почта бўлимидан олувчига етказиб бериш зарурати қолмайди, конвертга солиш ва конвертдан чиқариш ишлари бажарилмайди.
ЭПнинг асосий самараси хабарларни узатиш вақтининг кескин камайишида намоён бўлади. Шунинг учун бу самара абонент принципида яққолроқ кўзга ташланади. Мижоз принципида хабарларни жўнатувчидан почта бўлимига ва почта бўлимидан олувчига етказиб бериш учун кўп вақт сарфланиши туфайли, бу самара камроқ намоён бўлади.
Газета ва бошқа даврий нашрларни уйга етказиб бериш учун почтальон хизматидан фойдаланаётган аҳолига хатларни почта бўлимидан етказиб бериш қиймати (нисбатан) унчалик катта эмас. Шунинг учун, юқорида айтилганларни ҳисобга олган ҳолда аҳолига хизмат кўрсатиш учун ЭПнинг мижоз принципини қўллаш кўпроқ мақсадга мувофиқдир. Ташкилот ва корхоналар учун эса абонент принципи кўпроқ мос келади, абонент терминаллари қурилмаси эса ахборот алмашиш тезлашиши ҳисобига меҳнат унумдорлиги ошиб бориш туфайли ўзини қоплайди.
ЭПнинг абонент тизимлари кўринишларидан бири электрон почта қутиси ҳисобланади. Бу тизимда ЭП абонентига йўлланган хабар бевосита узатилмайди, балки олувчининг номи киритилган коммутацион станция ЭҲМи хотирасига келиб тушади. Бунда олувчига ёки унга йўлланган корреспонденция мавжудлиги тўғрисида хабар берилади ёки олувчининг ўзи қулай вақтда станциядан сўраб кўради. Почта қутисида корреспонденция мавжуд бўлса, абонент бу корреспонденциянинг мазмунини дисплей экранига чиқариб кўриши, юборувчи, юборилган вақти, муддати ва қисқача мазмуни (агар белгиланган жойда бундай маълумот мавжуд бўлса) ёки хабарнинг биринчи қатори ҳақидаги маълумотларни олиш мумкин.
Шундан сўнг олувчи – абонент почта устида ишлаш имкониятига эга бўлади, яъни хабарни дисплейга чиқариши, терминалнинг хотира қурилмасига ёзиши, кераклича нусхада босмадан чиқариб олиши мумкин. Электрон почта қутиси хизматлари ўзининг тавсифлари бўйича анъанавий почтанинг «талаб қилгунча» хизматини эслатади.
ЭПни ривожлантиришни режалаштираётганда, энг аввало, унинг истеъмолчилари (хат жўнатувчи ва олувчилар) доирасини ва почта жўнатмалари миқдорини ҳисобга олиш керак. Мамлакатимизда кўплаб муассаса, корхона ва ташкилотлар, шунингдек кўплаб почта алоқа бўлимлари мавжудлигини ҳисобга олиб, ЭПни жорий этишни техникавий ва иқтисодий имкониятлардан келиб чиққан ҳолда босқичма-босқич амалга ошириш лозим. Бунда биринчи навбатда, ЭП ҳалқ хўжалигига энг катта самара келтирадиган жойда жорий этилиш керак. Шу маънода аҳолининг шахсий ёзишмаларига нисбатан, муассаса, корхона ва ташкилотларнинг хизмат ёзишмаларини етказиб беришни тезлаштириш муҳимлигини ҳисобга олиб, уларга устунлик берилиши лозим. Бу хулоса тўғрилиги жахон тажрибасида тасдиқланган. Кейинги босқичда аҳолининг шахсий ёзишмалари ҳам ЭП усуллари орқали узатилади.
Шунинг учун юқоридагиларни ҳисобга олиб, биринчи босқичда ЭП тизими тузилишининг абонент принципидан фойдаланиш лозим. Бунда техникавий-иқтисодий мулоҳазалардан келиб чиққан ҳолда (ЭП терминал қурилмалари анча қиммат туради, шунинг учун почта алмашуви катта бўлган тақдирдагина, масалан, суткасига 40-50 та хатдан кўп бўлганда, унинг қиймати нисбатан тез қопланади), биринчи босқичда ЭП тармоғига фақат катта почта алмашувига эга бўлган йирик муассаса, корхона ва ташкилотларни улаш мақсадга мувофиқдир. Мос равишда ЭП ривожининг иккинчи босқичида тузилишнинг мижоз принципи қулайроқ бўлади. У аҳолининг ва кичик ташкилот, корхона ҳамда муассасаларнинг эҳтиёжини яхшироқ таъминлайди.
Хизмат ёзишмалари – муаммолар ва тенденциялар. Техникавий ва ижтимоий тизимларнинг кўплиги замонамизга хос хусусият бўлиб, уларни бошқариш тўлиқ, аниқ ва тезкор хабарларни талаб этади. Бу хабарларни тайёрлаш, ишлов бериш, узатиш, улар асосида бошқарув қарорларини қабул қилиш ва уларни амалга ошириш соҳасига борган сари кўпроқ одамлар жалб қилинмоқда. АҚШ, Германия ва бошқа бир қанча давлатларда хизматчилар сони ишчилар сонига нисбатан тезроқ ошиб бормоқда. Хизматчилар сони ошиб боришига қарамай, уларнинг меҳнат самарадорлиги жуда паст бўлиб қолмоқда. Ҳозирги вақтда АҚШда идора хизматларининг техникавий қуролланганлиги саноатдагига нисбатан 12 марта, қишлоқ хўжалигидагига нисбатан 17 марта паст. Бу шундан хабар берадики, хизматчилар, шу жумладан бошқарувчиларнинг техникавий қуролланганлиги пастлиги туфайли бу тоифадаги ишчиларнинг меҳнат самарадорлиги пастлигича қолмоқда ва хизматчилар сонининг ошиб боришига сабаб бўлмоқда.
Маълумки бошқарув тизимини яхшилаш учун шу тизимда ишлаётган ишчиларнинг меҳнат самарадорлигини ошириш ҳам катта аҳамияга эга. Фақатгина ЭҲМ пайдо бўлгандан кейин хизматчиларни ҳисоб китоб, статистик ишлов, турли амалий масалаларни ечиш билан боғлиқ бир қанча вазифаларни бажаришдан озод қилиш имконияти туғилди. ЭҲМ асосида электрон архивлар, маълумотлар банклари, маълумотларни йиғиш, ҳисобга олиш ва сақлаш бўйича автоматлаштирилган тизимлар, бошқарувнинг автоматлаштирилган тизимлари яратилмоқда. Халқ хўжалигининг бошқарув соҳасида ЭҲМларнинг кенг қўлланилиши турли муассаса, корхона ва ташкилотлар хизматчилари ўртасидаги хизмат алоқасини истисно қилмайди. Бу мақсадда телефонда сўзлашиш, телеграмма ва хатлар алмашиш кенг қўлланилмоқда. Шубхасиз, телефонда сўзлашиш хизмат хабарлари ва бошқа хабарларни узатишнинг энг қулай ва тезкор усули ҳисобланади, чунки мулоқот давомида кўрилаётган масалани аниқлаштириш ва хал қилиш мумкин бўлади. Шу сабабли телефон тармоғи бошқарув соҳасида хабарларни узатишнинг энг кенг тарқалган воситаси ҳисобланади. Телефонда сўзлашувлар сони ёзишмалар алмашувидан бир неча баравар кўп бўлса ҳам, телефон почта ўрнини тўла боса олмайди. Бунга фақат ҳужжатлаштириш имконияти йўқлигигина эмас, балки нархнинг қимматлиги ҳам сабаб бўлади (ўртача сўзлашув бир неча дақиқа давом этади, электр алоқа усулларида хатни узатиш эса тахминан 10 сония давом этади). Телеграфда узатиш шу жумладан, абонентли телеграф (телекс) хажми унча катта бўлмаган хабарлар учун мўлжалланган. Бундан ташқари, керакли абонент билан телефонда уланишнинг хар доим ҳам иложи бўлмайди.
АҚШда ўрта ва йирик фирмалар рахбарларининг муовинлари ўртасида телефон орқали маълумот олмашиш аҳволи ўрганилганида, телефон чақирувлари натижаси бўйича тақсимланиш 1.1 – жадвалда кўрсатилган тартибда бўлган.
1.1 . - жадвал.
|
Чақираётган абонент учун чақирув натижалари |
Чақирувлар умумий сонининг фоизи |
Уланиш давомийлиги, дақиқа |
|
Станция жавоб бермади |
5 |
1 |
|
Станция жавоб берди, лекин уланиш амалга ошмади |
2 |
1,5 |
|
Чақирилаётган абонент иш жойида йўқ |
20 |
2 |
|
Чақирилаётган абонент тушлик қилмоқда |
18 |
1,5 |
|
Чақирилаётган абонент йиғилишда |
20 |
2 |
|
Чақирилаётган абонент бошқа телефонда гаплашмоқда |
15 |
2,5 |
|
Чақирилаётган абонент шахсий ишлари билан кетган |
7 |
1,5 |
|
Сўзлашув бўлди, лекин чақирилаётган абонент кутишга тўғри келди |
3 |
12,5 |
|
Сўзлашув бўлди |
10 |
10 |
Жадвалдан кўриниб турибдики, телефон тармоғининг «айби» билан фақат 7% сўзлашув амалга ошмаган, 80% ҳолатда сўзлашувлар абонент жойида йўқлиги ёки бошқа телефонда сўзлашув билан бандлиги туфайли амалга ошмаган ва фақат 13% сўзлашувлар биринчи уринишдаёқ амалга ошган.
Бундан хулоса қилиш мумкинки, ҳатто телефонлаштириш зичлиги юқори бўлган шароитда ҳам телефонда сўзлашув амалга ошиш эҳтимоллиги унчалик катта бўлмас экан. Тажрибалар кўрсатишича, чақиралаётган абонент жойида йўқ пайтда ахборотни бошқа киши (масалан, котиба ёки ходим) орқали узатиш хар доим ҳам мумкин бўлавермайди ва самараси анча паст ҳисобланади. Шуни ҳам ҳисобга олиш лозимки, қўнғироқларнинг бир қисмини (56%) дарҳол қилиш унчалик шарт эмас, уларнинг 29 фоизини кун охиригача, 27 фоизини эса кейинги кунга қолдириш мумкин. Шу билан бир қаторда 60% қўнғироқларга ишга берилган ҳалақит деб қаралади, чунки бажарилаётган иш телефондаги сўзлашувдан муҳимроқ бўлади. Агар қўнғироқнинг анча қисми маълумотларни бир томонга узатилишидан иборат бўлишини ҳисобга олсак, равшан бўладики, мавжуд телефон алоқасини ахборотларни тўплаш ва узатиш тизими билан тўлдириш мақсадга мувофиқдир.
Бу вазифани хабарларни эслаб қолувчи ва белгиланган вақтда ёки олувчи талаб қилганда уларни етказиб берувчи телефон тизими бажариши мумкин («телефон» ёки тезкор почта).
Қисқа муддатларда ёзма хабарларни муассасалар, корхоналар ва ташкилотлар орасида узатиш имконини берувчи электрон почтанинг мавжудлиги телефон алоқасига яхшигина тўлдириш бўлар эди. Чунки у ишчилар вақтини тежаш билан бир қаторда натижасиз телефон чақирувлари туфайли алоқачи сарфланадиган харажатларни камайтирарди. Айтиш жойизки, юқорида кўрсатилган алоқа харажатлари иқтисоди ҳисобига олинадиган умумдавлат миқёсидаги самаранинг жуда кичик қисмини ташкил этади. Электрон почтанинг асосий вазифаси илгари анъанавий почта орқали узатилган ёзма корреспонденцияларни узатишдир. Маълум кўп тоифадаги хизматчиларнинг анча вақти хизмат корреспонденцияларини тайёрлашга сарфланади.
Бу жараённинг ўрталаштирилган алгоритмини келтирайлик. Аввал бажарувчи ҳужжатларнинг қўлёзма қораламасини тайёрлайди. Бунда у турли жойларда сақланаётган бошқа ҳужжатлар билан танишиши, шу жумладан, архивдаги ҳужжатлар рақами, санасини ёзиб олиши керак бўлади. Кейин ҳужжат ёзув машинасида печатланади ва бажарувчи текширувидан сўнг, бажарувчининг бевосита бошлиғига кўриб чиқиш учун жўнатилади. Кўриб чиқиш ва таҳрирлаш жараёнида ҳужжатга ўзгартиришлар киритилади, нимадир қисқартирилади. Нимадир тузатилади ва ҳ.к. Ҳужжатга киритилган тузатишларни ҳисобга олган ҳолда қайта чоп этилади ва ташкилот раҳбарига имзолаш учун узатилади. Шундан сўнг ҳужжат почта орқали жўнатиш учун девонхонага берилади. Кўп холларда тайёрланаётган ҳужжат бир нечта бошлиқ томонидан кўриб чиқилади, натижада бу ҳужжат бир неча бор тузатилади ва қайта чоп этилади. Таъкидлаш лозимки, ёзув машинасида чоп этиш жараёнида ҳам хатолар вужудга келади ва ҳужжатни яна қайта қисман ёки тўла чоп этишга тўғри келади. Шундай қилиб, кенг қўлланган ҳужжатларни тайёрлаш алгоритмини асосий камчилиги бу ҳужжатларни қайта – қайта машинкалашдир. Бу ортиқча қоғоз сарфланишига ва энг асосийси машинисткалар иш вақтини бекорга сарфланишига олиб келади. Иш ҳажмининг кўплиги ва оғирлиги туфайли кўпчилик машинисткалар ишдан бўшаб кетишади ва ишхоналарда машинисткалар тақчиллиги юзага келади. Натижада хатларни бир қисмини ходимларнинг ўзи машинкалайди, бу эса иш вақтининг янада бекор сарфланишига сабаб бўлади.
Микроэлектрониканинг ривожланиши микропроцессорларнинг пайдо бўлиши ёзув машиналарининг тубдан янгилаш имконини берди, натижада улар интеллектуал автоматга айланди. Уларда хотира, маълумотларни кўрсатиб туриш қурилмаси пайдо бўлди. Бундай автомат клавиатурада ишлаш давомида ахборотларни оператив хотира қурилмасига ёзиш ва бир вақтнинг ўзида дисплей экранида кузатиш имкониятини таъминлайди. Матнни клавиатура орқали териш давомида унинг тўғрилиги дисплейга қараб назорат қилиб турилади. Хато мавжудлиги аниқланганда уни дарҳол тузатиш имконияти мавжуд бўлади.
Автомат матн чегараларини ўнг ва чап томонидан чеклаши, матнни хизмат қоғозларига (бланкаларга) тушириш, матнга хотирасида сақланаётган стандарт белгиларни, сўзларни, стандарт матнларни қўшиши мумкин. Бир қанча қўшимча имкониятлар ҳам мавжуд бўлиб, уларга қоғозни автоматик киритиш, қаторда ва белгилар орасидаги масофа ўзгартириш, бир ва икки устунда чоп этиш, қатор охирига келганда кареткани автоматик тарзда орқага қайтариш, стандарт шаклларни автоматик равишда тайёрлаш кабиларни кўрсатиш мумкин.
Оператив хотира қурилмасида (ОХҚ) сақланаётган, тўла таҳрирдан чиқарилган матнни оператор махсус тугмани босиб печатлаш қурилмаси ёрдамида зарур миқдордаги нусхада чиқариб олиши мумкин.
Айрим автоматлар, ОХҚдан ташқари магнит дисклар ёки дискеталарда сақланувчи узоқ муддатли хотира (бир неча мегабайт хажмида) билан таъминланган. Узоқ муддатли хотира матнларни тахрирлашга мўлжалланган мураккаб дастурларни сақлаш, электрон архивларни яратиш ва х.к.лар учун ишлатилиши мумкин.
Ўз-ўзидан маълумки, бундай автоматлардан фойдаланиш анъанавий ёзув машинкаларига нисбатан мехнат самарадорлигини бир неча марта оширади, хужжат сифатини яхшилайди, қоғоз сарфини камайтиради.
Ёзишмалар хажмига қараб бир муассасанинг турли бўлинмаларига бундай автоматларнинг турли модификациялари, яъни энг оддийсидан магнит дискларда бир неча бетларни сақлаш имконияти бўлган мураккаб автоматларгача ўрнатиш мумкин.
Битта муассасада бир қанча иш жойларини яратиш учун соддалаштирилган автоматлар қўлланилади. Улар марказий автоматнинг гуруҳли узоқ муддатли хотирасидан ва унинг тез ишловчи чоп этиш қурилмасидан фойдаланади. Бундай тизим тегишли дастурий таъминот мавжуд бўлганда локал тармоқни ҳосил қилади ва муассаса ичидаги бўлимлар орасида ёзма ахборотлар олмашинишини таъминлайди. Қурилмалар кўпинча хорижий фирмалар томонидан ишлаб чиқарилган. Масалан: Болгарияда “Изот-1002С”, Германияда “РоботронА-5310”, Финландияда “Нокиа WPS-80”, Италияда “Оливетти-ЕТ351” ва ҳ.қ.
Юқорида айтилганлардан келиб чиқиб хулоса қилиш мумкинки, бошқарув соҳасидаги ходимлар сони ошиб бориши муносабати билан ва бошқарувга сарфланадиган ҳаражатларнинг катта қисмини ходимлар маоши ташкил этишини ҳисобга олиб, (АҚШда 90% гача) муассаса, ташкилот ва корхоналар ишчилар меҳнат самарадорлигини оргтехника автоматлари асосида ошириш мақсадга мувофиқдир. Электрон почтадан девонхона ишларини автоматлаштирувчи қурилмалар билан биргаликда фойдаланиш иш самарадорлигини оширишнинг ишончли йўли ҳисобланади.
Матн ва график кўринишдаги ахборотларни узатиш тизими. Анъанавий усуллар. Ҳозирги вақтда қуйидаги тизимлар кенг қўлланилмоқда: телеграфия, маълумотлар узатиш ва факсимил алоқа.
Телеграфия – санаб ўтилганлардан энг қадими йси бўлиб, 150 йиллик ривожланиш даврида унинг барча ташкил этувчи қисмларига ўзгартиришлар киритилди. Ҳозирги вақтда электромеханик телеграф аппаратларидан электронмеханик аппаратларига ўтиш жараёни давом этмоқда. Электрон – механик аппаратлар микропроцессорлар, хотирлаш қурилмалари ва таҳрирловчи қурилмаларни қўллаган ҳолда ишлаб чиқарилган. Каналлар ҳосил қилувчи аппаратурада каналларни частоталар бўйича ажратувчи тизимдан иқтисод жиҳатдан самаралироқ бўлган вақт бўйича ажратилувчи кўп каналли тизимга ўтиш кузатилмоқда. Коммутацион каналларни коммутациялаш билан бир қаторда хабарларни коммутациялаш ҳам кенг қўлланилмоқда. Коммутация тизимининг станциялари ва кичик станциялари (концентраторлари) ЭҲМда бошқариладиган рақамли электрон техникаси асосида қурилмоқда.
Хабарларни коммутациялаш тизими каналларни коммутациялаш тизимига қараганда телеграф алоқаси операторлари сонини анча қисқартириб, тармоқнинг техникавий-иқтисодий тавсифларини яхшилайди.
Телеграф алоқасининг асосий муаммоси телеграммаларни тайёрлаш учун қўл меҳнатидан жуда кўп фойдаланиш бўлиб қолмоқда. Телеграф соҳасидаги ишчиларнинг 70 фоизи телеграммаларга ишлов бериш билан банд бўлиб, шулардан, 46 фоизи бевосита телеграф аппаратларида ишлашади. Барча харажатларни 60 фоизи маош учун кетадиган харажатдир. Операторнинг қўл меҳнати (телеграммалар тайёрлаш, перфорациялаш) жуда оғир меҳнат бўлгани учун доимо операторлар етишмовчилиги (дефицити) кузатилади.
Бу масалани қатъий ҳал қилиш йўли – телеграммаларни тайёрлаш жараёнини автоматлаштириш бўлиб, бунинг учун узатишнинг факсимил усулига ўтиш лозим.
Телеграф алоқасининг рақам-ҳарфли охирги қурилмалари ва факсимил қурилмалари орасида бевосита сигналлар олмашинуви имкони йўқлиги туфайли телеграф тармоғини факсимил узатиш усулига ўтказиш жараёни мураккаблашади, шунинг учун ҳам мавжуд телеграф тармоғини ўтиш даври мобайнида яъни, тармоқ тўла таъминлангунга қадар факсимил аппаратлар билан бирлаштириш зарурати пайдо бўлади. Ўтиш даврида бу жараённи енгиллаштириш учун ҳам телеграф, ҳам факсимил аппаратдан ахборотлар қабул қила олиш имкониятига эга бўлган, комбинацияланган охирги қурилмаларни ишлаб чиқариш талаб қилинади. Телеграфиядан кейинги ўринда пайдо бўлган вақти (50 йиллар) бўйича ҳам, рақамли ахборот узатиш тизимини жорий қилиш ҳажми бўйича ҳам маълумотларни узатиш (МУ) туради. ХХ асрнинг иккинчи ярмида катта техникавий ва ижтимоий тизимларнинг пайдо бўлиши уларни бошқариш учун тўлиқ, ишончли ва тезкор ахборотларни талаб этди.
Бу ахборотларни қайта ишлаш ва сақлаш кейинги ярим аср давомида асосан электрон ҳисоблаш машиналарида, ахборотларни узатиш эса электр алоқа тармоқлари бўйича амалга оширилиб келинди. Шу туфайли МУЭҲМлар орасида ва ЭҲМ ҳамда узоқда жойлашган абонент қурилмалари (терминаллар) орасида алоқалар пайдо бўлди. 70 йилларгача кўпчилик МУ тармоқлари каналларни коммутациялаш тизими бўйича ва жуда оз қисми хабарларни коммутациялаш тизими бўйича қурилган эди.
70-80 йилларда кўпчилик янги МУ тармоқлари пакетларни коммутациялаш асосида ва оз қисми каналларни коммутациялаш асосида яратилди. Таъкидлаш керакки, каналларни коммутациялаш асосидаги янги МУ тармоқлари олдин қурилган тармоқлардан тубдан фарқ қилиб, улар синхрондир.
МУ тармоқлари дастлабки пайтда (60-йиллар) жуда катта тезлик билан ривожланиб, охирги қурилмалар сони ҳар йили икки баравар ортиб борди.
Ахборот ҳажми бўйича 70-йилларда ЭҲМлар орасида хабар узатиш нутқий алоқа билан тенглашади деб қилинган тахминлар ҳам кам эмас эди. Лекин 60-йилларда ва 70-йилларнинг бошида қилинган тахминлар амалга ошмади, чунки, МУ ривожланиши давом этган бўлса ҳам, лекин унинг суръати тахмин қилинганидан анча паст эди.
ЭҲМдан фойдаланувчиларга хизмат кўрсатиш, алоқа каналлари бўйича вақт тақсимоти режимида ишловчи, умумжамоа фойдаланиш марказлари томонидан тақдим этилади деб тахмин қилинганди. Лекин микропроцессор техникасининг шиддатли ривожланиши бир қанча фойдаланувчиларга 70-йилларнинг ўрталари – 80 йилларнинг бошида ахборотларни алоқа канали бўйлаб умумжамоа фойдаланишидаги катта ЭҲМларга узатмасдан, индивидуал микро-ЭҲМ ёрдамида ахборотларни бевосита маълумотлар манбаининг ўзида қайта ишлаш имконини берди. МУга эҳтиёжнинг пасайишига шунингдек, ЭҲМда маълумотларни қайта ишлаш таннархи жуда тез пасайиб бориши, алоқа каналлари бўйлаб ахборот узатиш тарифлари эса, ёки жуда секин пасайиши (асосан, ернинг сунъий йўлдошлари орқали каналларда), ёки умуман пасаймаслиги, айрим ҳолларда эса ҳатто ўсиб бориши сабаб бўлди.
Телеишлов бериш тизимидан фойдаланувчилар сонининг ўсиши секинлашишига тайёргарлиги бўлмаган абонентлар дастурчиларининг ЭҲМ билан бевосита муомала қилишидаги мавжуд қийинчиликлар ҳам ўз таъсирини кўрсатди.
Муассасаларда, илмий-текшириш ва лойиҳа институтларида, корхона ва ташкилотларда шахсий микро-ЭҲМлар кўпайиб бориши билан, ташкилот ичидаги барча ҳисоблаш воситалари ва терминал қурилмаларини ягона тақсимланган ҳисоблаш тизимига бирлаштириш зарурлиги ва мақсадга мувофиқлиги маълум бўлди. Масалан, 80-йиллар бўсағасида янги телеишлов бериш тизимлари - локал тармоқлар пайдо бўлди ва тез ривожлана бошлади. Каналлар масофаси (0.01 – 10 км) ва МУ тезлиги (0.1 – 10 Мбит/с) бўйича локал тармоқлар ҳисоблаш тизимининг ички шиналари ва ҳисоблаш тармоқлари ўртасидаги оралиқ ҳолатни эгаллайди.
Хорижий экспертларнинг баҳолашига қараганда, янгидан ҳосил қилинаётган ахборотларнинг 80 фоизига яқини фақат шу ахборотлар ҳосил қилинган ташкилот ичида ишлатилар экан. Шунинг учун ҳам локал тармоқлардаги ахборотлар ҳажми минтақавий ва глобал тармоқлардаги ахборотлар ҳажмидан бир неча баравар ортиқ бўлади. Шу туфайли АҚШда 80-йиллар охирига бориб, маълумотлар узатувчи қурилмаларнинг 60 фоизи - бир бино ичида маълумотлар узатишни, 22 фоизи –100 км гача масофага, 10 фоизи – 1000 км гача ва фақат 8 фоизи – 1000 кмдан ошиқ масофага маълумотлар узатишни таъминлайди деб тахмин қилишган.
70 – 80 йилларда микро ЭҲМ пайдо бўлиши ва локал тармоқларнинг ривожланиши туфайли телеишлов беришнинг минтақавий ва глобал тармоқлари ўсиш тезлиги секинлашишига қарамай, охирги фойдаланувчиларнинг марказлаштирилган маълумотлар банкига ва умумжамоа фойдаланишидаги ўта катта ЭҲМларга тезкор кира олиши муаммо бўлиб қолаверди. Шунинг учун, локал тармоқлар ривожланиб борган сари яқин вақтда алоқа каналлари ва тармоқларига МУ юкланиши ошиб боради дейишга асос бор эди. Бундай асос сифатида локал тармоқларни минтақавий ва глобал тармоқларга бирлаштириш истиқболларини кўрсатиш мумкин бўлиб, у бир томондан фойдаланувчиларга махсус маълумотлар банкининг ахборот ресурслари ва супер-ЭҲМ ҳисоблаш имкониятларидан фойдаланишга йўл очади, иккинчи томондан эса индивидуал терминалга нисбатан локал тармоқларда телеишлов бериш тизимлари қийматини нисбатан пасайтиришга хизмат қилади.
Бундан ташқари, МУ минтақавий ва глобал тармоқларининг ривожланиши рақамли ахборотларни узатиш тизимларининг ўсиб бораётган талабларини қондириш учун ҳам хизмат қилади.
80-йиллар бошида бу жараён хорижий давлатларда олдинги йилларга нисбатан МУдан олинган фойда 30 фоизга ошиши орқали намоён бўлди.
Янги тизимлар. 70-йилларда матн ва график кўринишдаги ахборотларни узатишнинг янги тизимлари – телетекс, телефакс, датафакс, бюрофакс, телеавтограф, видеотекс, телетекст юзага келди.
Бундай тизимлар гуруҳларидан бири ҳужжатнинг «қатъий нусхаси»ни етказиб беришни таъминловчи матн ва график кўринишдаги ахборотларни узатиш тизими бўлиб, у халқаро миқёсда Телетекс, Телефакс, Датафакс ва Бюрофакс номини олди.
Телетекс – хизмат корреспонденцияларини узатишнинг абонент принципи бўйича тузилган ҳарфли-рақамли тизимдир. Телетекснинг асосий ғояси замонавий ёзув машинкаларининг барча имкониятларини бирлаштириш ва тармоқ абонентларига матннинг мазмуни ва шаклини сақлаган ҳолда узатиш. У бир тарафдан Телекс тизимига ўхшаб кетади, лекин ундан нисбатан анча кенг алифбоси мавжудлиги, узатиш тезлигининг катталиги, юқори ишончлиликка эгалиги, жўнатишга тайёрланаётган ҳужжатни таҳрир қилиш имконияти мавжудлиги ва бошқа қўшимча имкониятлари билан фарқ қилади. Телетекс тизимида ахборотларни узатиш телефон тармоқлари ёки МУ тармоқлари орқали амалга оширилади.
Телетекснинг Телексга нисбатан муҳим фарқли томони ва асосий устунлиги шундаки, Телетекс тизимида матнни узатиш учун клавиатура орқали қўшимча ишлар бажариш керак эмас. Ушбу устунликка охирги қурилмада тайёрланган матн унинг тезкор хотира қурилмасида хотирага олиниши ва ахборот у ердан алоқа канали бўйлаб узатилишига эришилади.
Телетекснинг охирги қурилмасида ахборотларни қабул қилиш ҳам хотира қурилмаси(ХҚ) орқали амалга оширилади, қабул қилинган хабарни у ерда дисплей экранида кўриш ёки босмадан чиқариш мумкин. Шундай қилиб, Телетексда ахборотлар ХҚдан ХҚга узатиш орқали амалга оширилади.
Булардан ташқари, МККТТ тавсияларига мувофиқ узатилаётган ахборотларнинг ишончлилиги ҳам ортади. Бунда 16 текширув разрядига эга даврий(циклик) код ва ҳал қилувчи тескари алоқа ишлатилади, бу эса белгилар бўйича хатолар коэффициентини 1СГ8 дан катта бўлмаслигини таъминлайди. Ўртача узатиш тезлиги 2400 бит/с бўлганда, машинада босилган бир бет матнни узатишга 10 сониядан кам вақт сарфланади.
Юқорида айтилганлардан кўринадики, Телетекс тизимининг маълумотлар узатиш тизими билан бир қанча ўхшашликлари бор. Бу ўхшашликларга - узатишнинг рақамли усули, 2400 бит/с узатиш тезлиги, ишончлиликни ошириш усуллари, боғланишни бошқариш, фойдаланадиган тармоқларни мисол қилиб кўрсатиш мумкин. Таъкидлаш жоизки, йирик муассасаларда ва ташкилотларда ёзма ҳужжатларни бир бинода ёки қўшни биноларда жойлашган бўлинмалар орасида курьерлар орқали етказиб беришни ЭП билан алмаштириш мумкин. Бу ҳолат муассаса ичидаги ЭПни МУнинг локал тармоқларига яқинлаштиради. ЭП ва МУ даги умумийлик Телетекс тармоғи ва ЭҲМ тармоғида ишловчи универсал терминал яратиш имконини беради.
Ҳарфли-рақамли ва факсимил усулларда ишловчи терминал яратиш йўналишида ҳам изланиш олиб борилмоқда. Бу йўлда айрим қийинчиликлар мавжуд бўлиб, бу ҳақда юқорида телеграммаларни факсимил усулларда узатишни кўриб чиқилганда айтиб ўтилган эди. Ушбу муаммони ҳал қилишда Телетекс, Телефакс ва бошқа тармоқларни ўзаро бир-бири билан ёки МУ тармоқлари билан бирлаштириш мумкин.
Телетекснинг охирги қурилмаси оператор-машинистканинг автоматлаштирилган иш жойи билан бир бутунликни ҳосил қилади. Бундан Телетексни абонент тизимида ташкил этиш мақсадга мувофиқлиги келиб чиқади яъни, Телетекснинг охирги қурилмасини узатиш учун мўлжалланган корреспонденциялар тайёрланаётган ерда жойлаштириш нисбатан яхши самара беради.
Шундай қилиб, Телетекснинг жорий этилиши электронлаштирилган иш юритиш тизимининг вужудга келишига туртки бўлди, чунки унда бундай тизимнинг асосий дастлабки элементлари мавжуд эди. Ўз навбатида матнни тайёрлаш ва электралоқа тармоғи орқали хабарларни узатиш функцияларини битта иш жойида бирлаштириш учун электрон оргтехника унга алоқа каналларини улашни тақозо этди.
Ҳарфли-рақамли Телетексдан фарқли равишда Телефакс, Датафакс ва Бюрофакс узатишнинг факсимил усулидан фойдаланади. Бунда Телефакс ва Датафакс абонент тизимлари ҳисобланиб, биринчиси умумий фойдаланишдаги телефон тармоғидан, иккинчиси эса МУ тармоқларидан фойдаланиб ишлаши орқали бир-биридан фарқ қилади. Бюрофакс эса мижоз тизими ҳисобланади. Таъкидлаб ўтиш лозимки, барча санаб ўтилган тизимларда факсимил ахборот узатгичда кодлаштирилади ва рақамли шаклда алоқа каналлари орқали узатилади.
Факсимил усулидан фойдаланувчи барча тизимларнинг ютуғи -фақат ҳарфли-рақамли эмас, балки график кўринишдаги ахборотларни ҳам узата олишидир. Факсимил тизимларнинг ҳарфли-рақамли тизимларга нисбатан асосий камчилиги асл нусхани узатиш учун катта ҳажмдаги кодли комбинацияларнинг керак бўлишидир. Масалан, А4 (210х296 мм)ўлчамдаги асл нусхани Телетекс усулида узатиш учун 2"104 бит, Телефакс ва унга ўхшаш усулларда 2"106 бит, яъни 100 марта катта ҳажм талаб қилинади. Ҳатто факсимил ахборотларни сиқиб кичрайтириш қурилмасидан фойдаланганда ҳам, узатилаётган ахборот ҳажмини 7-8 марта камайтириш мумкин ва у ҳарфли-рақамли усулга қараганда яна 12-15 марта катта бўлиб қолади. Шунинг учун узатишнинг факсимил усулларини қўллаш алоқа тармоғининг ўтказа олиш қобилияти анча катта бўлишини талаб қилади. Матнни электр сигналларига айлантирувчи - ўқувчи автоматлар нисбатан тежамли қурилмалар ҳисобланиб, улар намуна бўйича таниб олиш принципи асосида ишлайди. Аммо, ўқувчи автоматларни такомиллаштириш устида фаол иш олиб борилганлигига қарамай, улар ҳозирча жуда мураккаб ва қиммат. Вақт ўтиши билан, ўқувчи автоматлар факсимил узатгичлар ўрнини эгаллайди ва узатилаётган ахборотлар ҳажмини анча қисқартириш имконини беради. Ўқувчи автоматларнинг факсимил узатиш усулига нисбатан асосий устунлиги - қўлёзма хабарларни узатишда уларни машинада ёзилган матнга айлантира олиш имкониятидир.
Ҳозирги вақтда факсимил тизимларнинг охирги қурилмаси рақамли факсимил аппарат кўринишига эга бўлиб, телефон тармоғи орқали 2400-4800 бит/с тезликда ва МУ тармоғи орқали 4800, 9600 ва 48000 бит/с тезликда ишлай олади. Унда ахборотларни тахминан 8 атрофидаги сиқиш коэффициенти билан статистик кодлаш амалга оширилади, бу эса бир бет матнни 2400 бит/с тезликда 2 дақиқада ва 9600 бит/с тезликда 30 сонияда узатиш имконини беради.
Айтиб ўтилганидек, Телетекс ва Телефакс (Датафакс, Бюрофакс) охирги қурилмаларининг кўпчилиги умумий фойдаланишдаги телефон тармоғи орқали ҳамда каналлар ва пакетларни коммутациялаган ҳолда МУ тармоқлари орқали ишлайди. Аммо айрим ҳолларда тежамкорликни ошириш ва имкониятларни кенгайтириш учун бирламчи тармоқлар каналларидан ва махсус коммутация станцияларидан фойдаланувчи махсус тармоқлар қурилади. Телетекс тармоғида бундай станцияларнинг мавжуд бўлиши Телетекс ва Телекс охирги қурилмаларига ўзаро ахборот алмашиш имконини беради. Бу Телекс тармоқлари ривожланишининг дастлабки босқичларида яъни, унинг охирги қурилмалари сони чекланган босқичда жуда муҳимдир. Телетекс қурилмалари сони ошиб бориши билан Телекс аппаратлари сони аввал ўсиб боришдан тўхтайди, кейин эса қисқара бошлайди (Телетекс қурилмалари пайдо бўлган ташкилотлар ҳисобига) деб тахмин қилиш мумкин.
Телефакс, Датафакс ва Бюрофакс тармоқларидаги махсус станциялар бу станциялардаги охирги қурилмаларни соддалаштиришга ва арзонлаштиришга имкон беради, чунки сигналларга ишлов бериш бўйича нисбатан мураккаб операциялар (рақамли шаклга айлантириш, ахборотларни сиқиб кичрайтириш, уни тунги вақтда имтиёзли нархларда узатиш учун сақлаш) бу станцияларда гуруҳли усулда амалга оширилади.
70-йилларнинг ўрталари – 80-йилларнинг бошида маиший телевизорлар экранида хабарларни (матнларни, тасвирларни) қабул қила олиши билан ажралиб турувчи, рақамли ахборотларни узатишнинг яна бир гуруҳ тизимлари ривожлана бошлади. Видео-текст тизимида ҳарфли-рақамли ахборот телефон тармоғи абонентлари сўрови бўйича махсус ҳисоблаш маркази томонидан узатилади, бунда сўров 0 дан 9 гача рақамли ўнта тугмаси ва бошқарув тугмаларига эга бўлган клавиатура ёрдамида берилади. Сўров сигналлари модем орқали рақамли шаклга айлантирилади ва телефон тармоғи бўйича махсус ҳисоблаш марказига узатилади, у ерда сўров дешифровкаланади ва абонентга телефон тармоғи орқали маълумотлар банкидаги керакли ахборотлар рақамли шаклда узатилади. Келиб тушган ахборотлар маиший телевизор экранига чиқарилади. Абонент терминали таркибига айтиб ўтилган модемдан ташқари, қабул қилгич-узатгич, хотирлаш қурилмаси, белгилар генератори ва бошқариш қурилмаси киради. Айрим ҳолларда бу тўплам ёзув машинаси клавиатураси ва босиб чиқариш қурилмаси ёки факсимил аппарат билан тўлдирилади. Видеотекснинг абонент терминали тузилиш жиҳатидан телевизорга қўшимча қурилма кўринишида бўлади.
Видеотекс тизимидан фақатгина маълумотлар бериш хизматидагина эмас, балки ЭПда ҳам фойдаланиш мумкин. Бунда абонент сўровига биноан телевизор экранида почта варақчаси тасвири пайдо бўлади ва абонент уни клавиатура ёрдамида тўлдиради (манзил сифатида телефон рақами хизмат қилади). Хабар телефон тармоғи орқали қабул қилувчи(адресат)нинг телевизорига узатилади, ундан ўз навбатида худди шу йўл орқали жавоб олиниши мумкин бўлади. Телевизор экранига чиқариладиган ахборот хотирлаш қурилмасига ёзиб қўйилиши, босмага чиқарилиши ёки факсимил аппаратга юборилиши мумкин.
Телетекс тизими (Телетекс билан адаштирмаслик керак) ҳарфли-рақамли ахборотларни маиший телевизор экранларига телевизион тарқатиш тармоқлари орқали узатади. Видеотекснинг телемаълумот тизимида икки тарафлама ахборот алмашишдан фарқли равишда, Телетекс телевизион тармоқнинг барча абонентларига бир тарафлама циркуляр телеузатишни таъминлайди. Телетекснинг ахборот-ҳисоблаш маркази телетомошабинларнинг сўровлари бўйича, ўз хотирасида мавжуд бўлган дастурлардан тезкор ахборотларни марказлаштирилган ҳолда узатишни амалга оширади. Телетомошабин дастурни танлаш учун телефон аппарати клавиатурасидан фойдаланади. Телетекс ахборотлари телекўрсатувларга боғлиқ бўлмаган ҳолда ёки улар билан ўзаро алоқада, масалан хорижий фильмлар ёки карлар учун мўлжалланган субтитрларда узатилиши мумкин. Бу ахборот 1200 бит/с тезлик билан нурнинг тескари ҳаракатланиш вақтида телевидение трактига киритилади. Телетекс хизматларидан фойдаланиш учун маиший телевизор махсус қўшимча қурилма билан жиҳозланади. У келаётган ахборот сигналларини телевизион сигналлардан ажратади, уларни хотирада йиғади ва телевизорга чиқаради. Бу қурилма Видеотекс тизимидаги абонент терминалидан анча содда тузилган, чунки у ахборот маркази билан абонент ўртасидаги мулоқот воситаларига эга эмас. Ҳозирги вақтда ҳам Видеотекс, ҳам Видеотекс тизимларида ишлашга имкон берувчи универсал терминаллар ишлаб чиқариш устида ишланмоқда.
Телеавтограф тизими умумий фойдаланишдаги телефон тармоғи орқали қўлёзма, матн ва график кўринишдаги ахборотларни овозли ахборот билан биргаликда узатишга мўлжалланган. Матнли ахборотни овозли ахборот частота спектрида узатиш учун кенглиги 400 Гц (масалан, 1600-2000 Гц) атрофида полоса ажратилади. Ахборотни киритиш «электрон қалам» ва координаталар тўри бўлган планшет ёрдамида амалга оширилади. Планшетга узатилиши лозим бўлган маълумотлар киритилган А5 (148х210 мм) форматли қоғоз варағи қўйилади. Узатиш учун «электрон қалам»ни матн белгилари ёки расм чизиқлари устидан айлантириб чиқиш керак. Қалам ва планшет орасида сиғимнинг мавжудлиги қалам ҳолати координаталарини аниқловчи координаталар тўри ёрдамида сигнални кодлаштиришга имкон беради. Бу сигналлар тармоқ орқали тахминан 200 бит/с тезлик билан узатилади. Қабул қилгичда ахборотлар коддан чиқарилади ва дисплей экранига юборилади.
Назорат учун саволлар:
1. ЭПнинг тузилиш принциплари.
2. Матн ва график кўринишдаги ахборотларни узатиш тизими
3. Локал тармоқларга мисоллар келтиринг.
4. Янги тизимлар ва уларнинг ривожланиш босыичлари.
19-мавзу. ПОЧТА КАССА ТЕРМИНАЛЛАРИ
Режа:
1. Почта касса терминаллари тўғрисида умумий тушунча.
2. Почта касса терминалларидан фойдаланишнинг қулайликлари.
Почта бўлимларидаги автоматлаштириш жараёнлари даражаси ҳозирги кундаги юқори автоматлаштириш даражасидан кескин орқада қолмоқда. Қисман ушбу жараён банк кассаларининг бош ҳисоблаш машиналарининг асосий ҳисоб файлларига киришдаги қийинчилик билан ифодаланади. Операция давомидаги яъни, маркаларни сотиш ва почтада пул ўлказиш, хат, посилкаларни жўнатиш каби ишларни автоматлаштиришга оид ечимларни хал этишда қийинчилик туғдирмайди. Шу билан бирга почта алоқаси корхоналари почта бўлимлариаро кенг тарздаги алоқаларни фойдаланиш имконига эгадир. Анъанавий почта операцияларига банк ва бошқа воситачилик хизматлари ҳам киради.
Почта касса терминали мижозлар билан нақд пулли хисоб-китобни, ҳамда пул ўтказиш йўли билан хизмат кўрсатиши мумкин. Бунда магнитли карта ва смарт-карталардан фойдаланилади.
Почта-касса терминалларининг пайдо бўлиши билан жараён давомидаги бирламчи ахборотни пайдо қилиш масаласи ҳал этилади. Охир оқибат хизматларни амалга ошириш ишини автоматлаштириш имкони туғилади. Мижозларга хизматнинг янги кўринишлари таклиф этилади, почтанинг ҳамма кўринишларини қайта ишлаш, йўлланувчи хужжатлар бланкаларини қайта ишлаш, даврий нашрларга буюртмаларни қайта ишлаш, алоқа корхоналариаро ахборот олмашув, хамма хисоб назорат хужжатларини олиб боришни автоматлаштирилган тизимини бунёд этиш мумкин.
Почта корхоналарида “Онега - IIIЗЭ” ва “Онега - ЭКМ” машиналари ўрнини эгаллаган “ОКА-ЗООМ” назорат касса машинаси фаолият кўрсатаяпти.
“ОКА-ЗООМ” назорат касса машинаси қайта дастурлаш имконига эга бўлган иҳтисослаштирилган проффесионал микро ЭҲМ бўлиб хисобланади. Ушбу машина қуйидаги операцияларни амалга ошириш учун мўлжалланган:
- касса операцияларини расмийлаштириш жараёнларини автоматлаштириш, яъни қайд этилувчи жўнатмаларнинг ҳамма кўринишлари бўйича, почта бўлимларидаги ихтисослаштирилган иш ўринларидаги пулли воситаларни хисобга олиш;
- почта жўнатмалари харакатини кузатувчи хужжатларни расмийлаштиришни автоматлаштириш;
- пулли воситалар харакати билан боғлиқ бўлган пулли хисоботлар ва операцияларни назорат қилиш. “ОКА-ЗООМ” назорат касса машинасининг дастурий таъминоти мижозларга ишни бажариш бўйича уч хил турда бўлади:
Биринчиси, қуйидаги касса операцияларини бажаришга мўлжалланган:
- пул ўтказмаларини қабул қилиш ва тўлаш;
- бахоси эълон қилинган хатлар, бандероллар ва посилкаларни қабул қилиш;
- электр алоқа хизматларига тўлов, бунга телеграммани қабул қилиш ва ҳалқаро телефон сўзлашувларни тўлови ҳам киради;
- даврий нашрларга обуналарни расмийлаштириш;
- кассада тўланувчи пенсия суммаларини хисобга олиш;
Машина керакли йўланма ва касса ҳужжатларини шакллантириш ва чоп этишни таъминлайди.
Иккинчиси, қабул этилиб жўнатишга тайёрланган обуна нашрларининг адади (тиражи) хақидаги маълумотларни қайта ишлаш масаласини ҳал этишга мўлжалланган.
Учинчиси, алоқа корхонасининг бўлимларидаги комплекс масалаларни хал этишга мўлжалланган:
- келиб тушадиган пулли ўтказмаларни назорат қилиш;
- банк орқали пул ўтказиш йўли билан амалга ошириладиган тўловларни расмийлаштириш;
- почтадаги наъвларга ажратиш участкасидан ўтувчи посилкали почталар харакатини хисобга олиш;
“ОКА-ЗООМ” назорат касса машинасининг комплекти бешта модулдан иборат:
Биринчиси, функционал рақамли клавиатура ва ўн олти разрядли индикаторли тизимли платадан иборат.
Иккинчиси, рулонли хужжатлар (квитанциялар, операцион кундалик) ни чоп этувчи қурилма.
Учинчиси, қўшиб бериладиган ҳужжатларни (транспортга оид) чоп этувчи қурилма.
Тўртинчиси, эгилувчан магнит дисклардаги бир томонли тўплагич.
Бешинчиси, столга қўйиладиган тензометрик тарозилар.
“ОКА-ЗООМ” назорат касса машинасининг аппарат дастурий базаси мукаммаллашмаган бўлишига қарамай шу машиналарнинг қўлланилиши почта алоқалари автоматлаштирилган информацион тизимини бунёд этиш масаласини шакллантириш имконини беради.
Тизим деганда – почта алоқаси кўп босқичли информацион ва телекоммуникацион тармоқни ташкил этиш назарда тутилади. Ҳамма жараёнларда назарда тутилган, тармоқларга қўшилган почта-касса ва почта-банк терминаллари билан жихозланган бўлиши керак.
“АЗИМУТ – ПОСТ Ф” почта-касса терминали. “АЗИМУТ – ПОСТ Ф” почта-касса терминали Россия давлат стандарти сертификатига эга бўлиб почта алоқаси корхоналарида қўлланиш учун тавсия этилган. “АЗИМУТ – ПОСТ Ф” почта-касса терминали таркибига қуйидаги блоклар киради:
- тизимли блок;
- Монитор 14’’ монохром SVGA;
- Оператор клавиатураси;
- Epson TM – U 950 базасидаги фискалли принтер;
- Мижоз дисплейи (бахо ва оғирликларни акс эттириш учун);
Почта-касса терминалига қўшимча қурилмалар сифатида ридер штрих-коди (клавиатурага боғланади);
Магнитили карта ридери (клавиатурага боғланади);
Смарт карта ридери (фискал блокка боғланади);
Тўхтовсиз таъминланиш (250 ВА) манбаи;
Тизимли блок – бу Pentium Intel – 120 процессорли оператив хотираси 16 МБ, 1.3 ГБ ли винчестер 1.44 дисковод ва PC-POS платали компьютердир. PC-POS платаси 128 КБ хажмдаги хотира эга бўлиб бу хотирага пулли ва миқдорий хисобларни киритиш учун мўлжалланган.
Терминалга қўшиладиган оператор клавиатураси стандарт ёки ихтисослаштирилган бўлиши мумкин. Фискалли принтер “АЗИМУТ – ПОСТ Ф” почта-касса терминалининг фарқли хусусиятларидан бири бўлиб у Epson TM – U 950 ва фискал блокидан иборат. Фискалли блок принтер тагига махкамланади. Фискалли блок NEC V 40 процессорли базасида амалга оширилган бўлиб қуйидаги асосий қисмлардан иборат:
- NEC V 40 процессори;
- Ишчи хотира 32 К;
- Фискалли ПЗУ 128 К;
- Календар ва соатлар;
Бир кун давомидаги пулли ўтказмалар хотирада тўпланиб куннинг охирида фискал хотирага ўтказилади.
Почта-касса терминалининг ва фискал қайдловчининг дастурий таъминоти бир хил экран интерфейсига эгадир. Бу эса ўз навбатида терминалнинг фискал қайдловчисига алмаштириш ва аксинча бўлишини операторга ўргатишни чеклайди.
Дастурий таъминот қуйидаги жараёнларни амалга оширишни таъминлайди:
- Пул ўтказмаларини қабул қилиш ва тўлаш;
- Хат, посилка, бандеролларни қабул қилиш;
- Телеграммани қабул қилиш;
- Пенсия ва коммунал тўловларни тўлаш;
- Банк операциялари;
- Касса функциялари.
Почта касса терминалидаги ахборотлар туман алоқа бўлими ахборот пунктига дискетада ёки модем ёрдамида узатилади. Худди шу тарзда почта бўлимидаги ахборот терминалга узатилади.
“ДОН-003 Ф” почта касса терминали“. ДОН-003 Ф” почта касса терминали почта хизматлари доирасидаги касса операцияларини амалга ошириш учун мўлжалланган бўлиб фискал қурилмалар билан жиҳозланган юқори ишончликдаги компьютер базасида бунёд этилган бўлиб ҳамма операцияларни самарали назорат этиш имконини беради.
Почта касса терминалида ахборотларни қайта ишлаш маркази билан телефон линиялари ёрдамида маълумот олмашиш назарда тутилган.
СПОС – 4 интерфейси фойдаланувчи учун касса ресурсларини қулай ва кўргазмали тарзда етказиш имконини беради. Интерфейснинг дастурини фойдаланувчининг ўзи амалга ошириш имкони борлиги фойдаланувчи томонидан объектларни бунёд этиш ва ўз ҳоҳишига қараб жойлаштириш шароитини яратди. Интерфейс дастурини ўзгартириш учун фойдаланувчи қўл ёрдамидаги ва кўргазмали дастурлашни махсус пакет ёрдамида амалга ошириши мумкин.
“ДОН-003 Ф” почта касса терминали қуйидаги хизматларни автоматлаштирилган тарзда амалга оширишга мўлжалланган:
- пулли ўтказмаларни қабул қилиш ва тўлаш;
- посилкалар, бандероллар, хатларни қабул қилиш ва айрим жараёнларни қайта ишлаш;
- обунани расмийлаштириш;
- қўшимча алоқа хизматларини тўлаш;
- коммунал тўловларни қабул қилиш;
- пенсияларни тўлаш ва кредит карточкаларини қайта ишлаш;
“ДОН-003 Ф” почта касса терминали қуйидаги операциялар бажарилишини таъминлайди:
- пулли суммаларни, натижаларни, топширилган суммаларни, умумий натижаларни, нақд тўланган пулларни ҳисобга олиш;
- операцион, пулли кўрсаткичлар ва уларнинг ўчирилганларини олиб ташлаш;
- хизматлар хақидаги маълумотларни ҳисобга олиш;
- оператор хатосини тўғрилаш, солиқларни ажратиш ва фоизли қўшимчаларни хисоблаш;
“ДОН-003 Ф” почта касса терминали фойдаланувчиларга кенг имкон яратиши билан бирга асосан касса аппарати сифатида фойдаланилади.
Назорат учун саволлар:
1. Почта касса терминалларининг асосий вазифалари.
2. “АЗИМУТ – ПОСТ Ф” почта-касса терминалини тавсифлаб беринг
3. ДОН-003 Ф” почта касса терминалининг ишлаш жараёни кандай.
20-мавзу. ПОЧТА КАССА ТЕРМИНАЛЛАРИДА ВА АЛОҚА ТАРМОҚЛАРИДА АХБОРОТ ҲИМОЯСИ.
Режа:
1. Почта касса терминалларига қўйиладиган асосий талаблар.
2. Почта алоқасида ахборот ҳимояси.
Почтанинг бундан кейинги тараққиётини информацион технологияси ресурсларидан фойдаланмай тасаввур этиш қийин. Ахборот узатишнинг электрон технологиясига ўтишдаги муҳим вазифа ҳимоя яъни информацион хавфсизликни таъминлаш бўлиб ҳисобланади. Табиийки ушбу фактор тармоқлараро узатувчи ахборотнинг характери ва мазмуни даражаси билан аниқланади. Шундай информациялар мисолига бугунги кундаги почта алоқаси хизмати доирасидаги пулли ўтказмаларни химоялаш киради. Почта касса терминалларига қўйиладиган асосий талаблардан бири ёпиқ ахборотларни сақлай олиш ва уларнинг ҳимоясини таъминлаш бўлиб ҳисобланади. Бундан ташқари ушбу масалалар қатор давлат меъёрий ҳужжатлари билан бошқариб борилади. Ахборотни ҳимоя қилишнинг асосий усуллари бу шифрлаш, электрон рақамли имзодан фойдаланиш бўлиб ҳисобланади. Ушбу усулларни ахборотни крептографик ҳимоя тизими деб аталади. У ёки бу ахборотни ҳимоя қилиш талаби даражасига қараб санаб ўтилган усуллар бир вақтда ёки айрим-айрим санаб ўтилган усуллардан фойдаланилади. Ахборот химоясининг крептографик тизими асосида калитлар тизимидан фойдаланиш ётади.
Ахборотни шифрлаш (ёки шифрламаслик) бу очиқ ахборотни ёпиқ ахборотга маълум шифр (алогоритм) бўйича фақат узатувчи ва қабул қилиб олувчига маълум бўлган калитлар ёрдамида ўзгартириш (файллар даражасида) жараёнидир. Ахборотни ҳимоялаш ташқаридаги шахсларни ахборот ресурсларига (масалан почта касса терминалига, шахсий компьютерга) кира олмаслигини таъминлайди.
Узатилаётган ахборот химоясини таъминлаш қатор ишланмалари мавжуддир. Уларнинг умумий ишлаш принципи қуйидагича:
Ёпиқ электрон почта тизимидан фойдаланувчиларнинг абонентлик пунктлари ахборотни химоялаш билан жихозланган бўлиб дастлабки ахборотни химоялашни таъминлайди. Телекоммуникация тизими ёпиқ ахборотларни узатиш учун ишончли электрон почта воситалари билан таъминлайди. Умумий холда ёпиқ ахборот тизими телекоммуникациянинг функционал тизимларига эгадир: хабарларни узатиш; ахборотни криптографик химояси; ахборотни тайёрлаш ва қайта ишлаш.
Ахборотни химоялаш “Верба” криптографик тизими рухсатсиз киришдан химояловчи ва ахборотни дискларда сақловчи хамда алоқа каналлари орқали узатувчи дастурий комплекс бўлиб хисобланади.
Почта алоқасининг интеграллашган ахборот тармоғида аппарат дастурий воситалар мавжуддир. Химояланган интеграллашган почта алоқаси алоқа тизимининг умумий кўриниши 3.1-расмда келтирилган.
Почта алоқасининг интеграллашган ахборот тизимидаги ахборотни химоялаш ғоясининг асосини калит тизими ташкил этади. Калитли тармоқлар таркиби 3.2-расмда келтирилган.
![]()
![]()
![]()
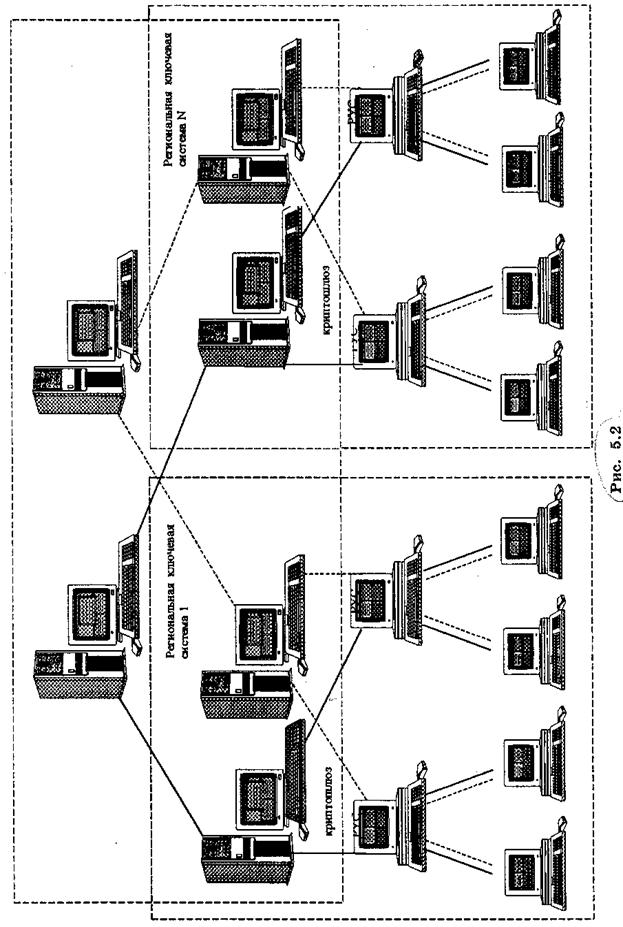
Назорат учун саволлар:
1. Почта касса терминалларига қўйиладиган талаблар қандай.
2. Почта алоқасида ахборот ҳимояси ыандай амалга оширилади.
21-мавзу. ПОЧТА АЛОҚАСИНИ АВТОМАТЛАШТИРИШДА АХБОРОТ ТИЗИМИНИНГ ЎРНИ.
Режа:
1. Ахборот тизимларининг почта алоқасидаги ўрни ва аҳамияти.
2. Республика ҳудудида пул ўтказмаларини юбориш тизими.
Почта алоқаси томонидан кўрсатиладиган хизматлар давлат ва жамият учун ижтимоий аҳамиятга эга бўлиб жуда ҳам оммабоп бўлиб ҳисобланади.
Чунки у жамиятнинг ҳамма қатлами, давлат ҳокимияти ва бошқарувининг ҳамма бўғин ва тартибини қамраб олган. Почта алоқаси корхонаси почта хизмати яъни, почта жўнатмаларини (хатлар, бандероллар, посилкалар) қабул қилиш,қайта ишлаш ва манзилга етказиб бериш билан бир қаторда даврий нашрларни тарқатади,коммунал хизматлар,электр энергия,газ таъминоти учун тўловларни амалга ошириш ва шу кабилар билан шуғулланади.
Ўзбекистон Республикаси почта тармоғи 3044 алоқа боғламаси, 38 авиа, 1темир йўл, 384 автомобил маршрутларидан иборат.Ўзбекистон 28тадан ортиқ мамлакат билан почта алоқаларини амалга оширади.Ўзбекистон 1994 йилдан бошлаб жаҳон почта иттифоқига тўлақонли аъзо бўлиб келаяпти.
Бозор иқтисодиётига ўтиш халқаро алоқаларнинг ривожланиши ўз навбатида почта алоқаларининг ривожланиши йўналишини чуқур таҳлил этишни тақазо этади.
Шу мақсадда почта алоқасининг автоматлаштирилган ахборот тизимини бунёд этишнинг (1999-2010йилларга)концепциясини ишлаб чиқиш ва ушбу дастур асосида почта тармоғини ахборотлаштириш бўйича истиқболли масалаларни аниқлаб олиш бўлди.
кўйилган масалаларнинг хал этилиши ўз навбатида мижозларга хизмат кўрсатиш сифати, маданияти ва тезкорлигини ошириб кўрсатиладиган хизматни ўз вақтида бажарилишини таъминлаш,сарфланувчи қоғоз ҳажмининг камайиши ва шу кабиларга олиб келади. Почта алоқасининг автоматлаштирилган ахборот тизими (ПАААТ)ни бунёд этилишининг муҳим муаммоларини хал этишда автоматлаштирилган ахборот – технологик тизим (ААТТ)ва бошқарув тизимларига оид масалаларни ишлаб чиқиш ва жорий этишни тақозо этилади. Ушбу масалаларга қуйидагилар киради;
- пул ўтказмаларини қайта ишлаш ва назорат қилишга оид масалалар мажмуаси;
- почта жўнатмаларини қайд этиш, ҳисобга олиш ва назорат қилишга оид масалалар мажмуаси;
- коммунал тўланмаларни расмийлаштириш, хисобга олиш ва назорат қилишга оид масалалар мажмуаси;
- нафақага оид масалалар мажмуаси;
- обуна ва етказиб беришни қайта ишлашга оид масалалар тўплами;
- халқаро жўнатмаларни расмийлаштириш ва назорат қилишга оид масалалар мажмуаси;
- буйруқ ва фармойишларни хисобга олиш масалалар мажмуаси;
- раҳбарни ахборот – маълумотлар билан таъминлашга оид масалалар мажмуаси;
- ААТТ масалалар мажмуаси;
- Ҳисоблаш масалалари мажмуаси;
- Тадбиркорлик ахборот-қидирув тизим ва ш.к
ПАААТ ахборот масалалари комплексини жорий этишни хал этиш қуйидаги тамойилларда олиб борилади.
а) почта алоқаси корхоналарида дастурий ва технологик масалаларни хал этиш учун юқори малакали мутахассислар гурухини тузиш керак;
б)Жорий этишнинг босқичларини ташкилий ва молиявий ишларни эътиборга олган холда таъминлаш;
в)Жорий этишни мураккаблик даражасидан ташкилий ва техникавий имконларни хисобга олган холда олиб бориш.
Комплекс механизациялаш ва автоматлаштириш иши оддий кичик масалаларни ечишдан бошланиши табиийдир. Жумладан, почта пул ўтказмаларига ишлов беришни автоматлаштиришдир.
3.3-расмда республика худудида пул ўтказмалари операциялари, расмда халқаро пул ўтказмалари операциялари, 3.4-расмда йирик почта корхонасида пул ўтказмалари операциялари,
3.5-расмда йирик почта корхонасида пул ўтказмалари операцияларини автоматлаштирилган технологик жараёнлар тизими келтирилган.
Пул ўтказмаларига ишлов беришни автоматлаштиришда қуйидаги тавсияларни бериш мумкин:
РЕСПУБЛИКА ҲУДУДИДА ПУЛ ЎТКАЗМАЛАРИ ОПЕРАЦИЯЛАРИ
1-расм. Республика худудида пул ўтказмалари операциялари
ҲАЛКАРО ПУЛ ЎТКАЗМАЛАРИ
2-расм халкаро пул ўтказмалари
|
№ |
Йўналиш |
Мазмун, мохияти |
|
1. |
Системани алоқа бўлимида ишга туширишга тайёргарлик кўриш |
Система алоқа бўлимларида эксплуатаацияни бошлашдан олдин пул маблағлари ва почта жўнатмаларини сақланишини таъминлаш мақсадида компьютерда касса операцияларини бажарадиган хизматларининг ҳаммасига ишлатувчи номи ва пароли берилади. Фармоиши билан ишчилар ичидан паролларини ишлатишни ташкил қилиш учун масъул шахс белгиланади, у шунингдек ишловчилар маълумотномасига кетганлар ва келганлар бўйича ўзгартириш киритади. |
|
2. |
Техник журнал |
Техник журнал ишлаб чиқариш хужжатлари қуйидагиларкерак бўлади: — система ишчи вақтини ишлатилиш хисоби; — машиналарда ишлайдиган операторларни индивидуал масъуллигини қайд қилади; — таъмирлашни рўйхатдан ўтказади ва компьютер холатининг техник хисобини олади. |
|
3. |
Иш кунини бошланиши |
Системада кириш хуқуқини берувчи махсус курсларни тамом қилиб, рухсатнома олган шахслар ишлашлари мумкин. Ҳужжати йўқ шахслар ишлашга қўйилмайди. Иш бошлашдан олдин оператор компьютерни ишга тайёрлаши уни техник созлиги ва керак бўлган квитанция ленталари ва кундалик лентаси жойидалигига ишонч хосил қилиши керак. Компьютерни ва принтерни тармоқ манбаига улаши лозим. Компьютерни ишга туширгандан кейин назоратчи шахс "Почтапт" системасига киради; ўзининг номи ва паролини теради ва "кун очилиш" операциясини бажаради. |
|
4. |
Пул ёрдамларини олиниши |
Оператор касса операцияларини олиб бориш йўриқномаси асосида назоратчидан пул олади, кейинчалик "Бошқа касса операциялари" режимида суммани компьютерга киритади. Принтер (талаб килинса) квитанцияси 2 та нусхада чоп қилиб беради. Бунда операциянинг тури, вақти ва суммаси кўрсатилади, улар эса оператор ва назоратчиларда сақланади ва имзо қўйилади. |
|
5. |
Индивидуал ўтказмаларни қабул қилиш |
Ўтказмалар почта қонунлари асосида қабул қилинади ва тўлдирилади. Ўтказмалар ва квитанция бланкасини тўлдиришда оператор операцияни ўтказиш учун керак бўлган ҳамма реквизитларни теради, керак бўлсақ қўшимча хизматлар ва эксплуатацион бланкаларни танлайди, кўз ёрдамида терилган реквизитлар тўғрилигини текширади, бланкани принтерга қўяди ва операцияни сақлайди. |
|
6. |
Партион ўтказмалар |
Почта қонунлари асосида қабул қилинади ва тўлдириб тасвирланади "Почтампт" системасида қуйидаги тартибда олиб борилади: Оператор ташкилотлар рўйхатидан клиент турини (ахоли ёки корхона) биринчи ўтказма суммасини танлайди, монитордаги V тугмачани босади. Пастни чап бурчакда ўтказма суммаси ва тўлов суммаси ёниб кўринади, кейин шу каби ш103 рўйхатидаги қолган ўтказмалар тўлдириб таъсвирланади. Охирги ўтказма тўлдирилгандан сўнг, кўз ёрдамида ўтказмалар умумий суммаси, монитор экранидаги тўлов суммаси ш103 рўйхати билан солиштирилади, агар ҳамма "сақлаш" операциялари тўғри ўтказилса, принтердаги ўтказмалар бланкаларида тўлдирилиб тасвирлаш бошланади. |
|
7. |
Ўтказмалар тўлови |
Ўтказма бўйича пуллар почта қоидаси бўйича ўрнатилган тартибда тўланади. Оператор компьютерда тўланган ўтказмаларни тўлдириб тасвирлайди, бунинг учун ўтказманинг ҳамма реквизитлари терилади, улар мониторда кўрсатилган кейин принтерга бланк қўяди ва "сақлаш" операциясини бажаради.
|
|
8. |
Ўтказмалар қабулии ва тўлови бўйича «АКТ КОРРЕКТОР» операцияларини шакллантириш |
Операция "АКТ КОРРЕКТОР" хато операцияларни йўқ қилиш мақсадида олиб борилади. Шунда автоматик равишда хато сумма олиб ташланади ва хато операция суммаси ва номери чоп қилинган квитанция чоп қилинади. |
|
9. |
Ҳужжатларни назоратга ўтказиш тартиби |
Иш куни охирида оператор касса маълумотномаси МС — 42 ва унга тааллуқли хужжатлар билан ҳамма қабул қилинган ва тўланган ўтказмаларни назоратга беради. Алоқа бўлими бошлиғи (назоратчи шахс) компьютерда шакллантирилган операциялар миқдори ва суммасини назоратга берилган хақиқий миқдор ва суммалар билан солиштиради. |
|
10. |
Система хато ишлаш ҳолатида операцияларни шакллантириш |
Касса маълумотларини ва биргаликд йўналтирувчи хужжатларни олиш имконияти бўлмаганлик натижасида системада хато бўлмаганда, операцион кундалик, жонли суммлар ҳар бир операция кўринишида ҳисобланади, кундалик орқали ва оператор ва назоратчи шахс имзолари билан тасдиқланади. |
3-расм. Поча корхонасида пул утказмалари операцияларини автоматлаштирилган технологик жараёнлар тизими
-почта алоқа хизмати сохасида республика худудидаги ва ҳалқаро пул ўтказмалари бўйича хуқуқий меъёрий ҳужжатларни ишлаб чиқиб жорий этиш;
-пул ўтказмалари операцияларини бозор иқтисодиёти шароитида йўлга қўйиш учун хорижий инвестицияларни жалб қилиш;
-республикада пул сиёсатига мутасадди бўлган органлар жумладан, банк ва бошқа ташкилотлар иштирокида пул ўтказмалари операция лари билан шуғулланадиган корхоналарнинг хуқуқлари ва мажбуриятлари ,ташкилий ишлари ҳамда компьютер тармоқларини бунёд этишни аниқловчи хужатлар тайёрлаш;
-чет элдаги ушбу жараённи олиб борилиши сиёсатини тахлил этиб , Ўзбекистоннинг қадриятлари ва хусусиятларини ҳисобга олган холда пул ўтказмалари сиёсатини яратиш ва аҳолига яхши хизмат қилиш шароитини яратиш;
-«Ўзбекистои почтаси» Давлат акционерлик компанияси (ДАК) тизимидаги алоқа корхоналарини компьютерлаш тармоқларини ташкил этиш;
-пул ўтказмалари операциясининг республика худудидаги ва ҳалқаро кўринишдагиларга ишлов беришни юқори савияда ўтказиш учун замонавий дастурларни яратиш ва ҳ.к.
Инсон ўзининг бутун умри давомида шахсий жисмоний ишларини механик қурилмаларга юклашга интилиб келган. Ушбу интилишлар оқибатда ричаг, ғилдирак, шамол тегирмони каби механизмларни бунёд этилишига олиб келди ва буғ, электр ва бошқа кўринишдаги энергиялардан фойдаланиш имконини яратди. Саноат инқилоби энергияларни ишлаб чиқариш жараёнларида фойдаланишга йўналтирилган. Кейинчалик ўзаро алмашув тамойилидан фойдаланилган холда фаолият кўрсатадиган оммавий ишлаб чиқариш пайдо бўлди. Тўхтовсиз интилиш оқибати натижада механизациялашнинг мураккаб кўринишларини бунёд этиб инсон жисмоний меҳнатини енгиллаштириш мумкин бўлган шароитда тўлиқ алмаштиришга олиб келиш учун шароит яратди. Бунинг асосий натижаси меҳнат унумдорлигини ошиши бўлиб ҳисобланади. Оммавий ишлаб чиқаришда хомашё ва деталлар оқими (поток) ни бошқариш учун системали муносабат (ёндошиш) кенг тарзда қўлланила бошланди. Бундай шароитда раҳбарият томонидан қарор қабул қилиш қўйилган муаммога системали муносабатда бўлишни тақозо этади. Техникавий тараққиёти узоқ занжирининг навбатдаги қадами автоматлаштириш бўлди. Олдин таъкидлаб ўтилганидек «автоматлаштириш» ни турли тарзда тасаввур этиш мумкин. Хохлаган мулоҳазада ҳам автоматлаштириш деганда механикавий ишни одам иштирокисиз бажаришда энергиядан фойдаланишни тасаввур этилади.
Автоматлаштириш атамаси (термини) ишлаб чиқариш жараёнини бошқариш учун керак бўладиган информация оқимига ҳам тегишлидир Шундай қилиб, автоматлаштириш бевосита ишлаб чиқаришнинг ўзида информацияни қайта ишлаш соҳасида ҳам амалга оширилиши мумкин.
Назорат учун саволлар:
1. Элекирон пул ўтказмаларининг асосий қулайликлари қандай.
2. ААТТ нинг тўлиқ таснифи ва бугунги кундаги аҳволи қандай.
3. пул ўтказмалари операциясининг республика худудидаги ва ҳалқаро майдондаги ўрни.
РОБОТЛАШТИРИЛГАН КОМПЛЕКСЛАР.
22-мавзу. САНОАТ РОБОТЛАРИНИНГ КЕЛАЖАГИ ВА УЛАРДАН ИШЛАБ ЧИҚАРИШДА ФОЙДАЛАНИШНИНГ АЙРИМ МАСАЛАЛАРИ.
Режа:
1. Саноат роботларининг ишлаш принсиплари.
2. Саноат роботларининг асосий ютиқлари ва келажак тараққиётидаги ўрни.
Саноат роботларини хизмат вазифаси ва мураккаблигига қараб (худди компьютерга ўхшаб) уч авлодга бўлиш қабул этилган. Ҳозирги вақтда кенг тарзда қўлланилаётган саноат роботларининг биринчи авлоди электромеханик системага, программа ва хотирага эга бўлиб, тескари алоқа қилиш қобилиятига эга эмас. Координатларни аниқлаш механик қурилмалар ва юқори аниқликдаги потенциометрлар ёрдамида амалга оширилади. Биринчи авлод роботлари оғирлиги бир неча граммдан бир неча тоннагача бўлган юкларни суриш имконига эга бўлиб, эслаб қолиш қурилмасидаги программа 1024 тагача ҳаракатни ишга солиши мумкин.
Ушбу авлодга тааллуқли роботларнинг аксарияти учта сурилиш даражасига ҳамда ричагли тутқич қурилмасига эгадир. Эксплуатация қилинаётган биринчи авлод саноат роботларининг ричагли туткич қурилмаси бешта сурилиш даражасига эга: горизонтал текисликда бурилиш, вертикал текисликда ва ўқи бўйлаб чизиқли силжиш, ўз ўқи атрофида бурилиш ва вертикал текисликда энгашиш.
Иккинчи авлод саноат роботларида операцияларни бажариш кетма кетлиги ва координатларни эслаб қолиш электрон схемалар ёрдамида амалга оширилади, хотира ҳажмининг катталиги координатларни рақамлар кўринишида қайд қилиш имконини беради. Бу эса, ўз навбатида, операцияларнинг мураккаб программасини тузишга шароит туғдиради. Ушбу роботлар биринчи авлод саноат роботларига нисбатан ўта чаққонликка ва эслаб қолиш қурилмасида мураккаб программаларни сақлаш қобилиятига эга. Бундай саноат роботларининг бир кисми фотоэлектрик ва датчикли қурилмаларга эга бўлиб, деталнинг шакл ва ҳолатини аста секин қабул этиши мумкин. Иккинчн авлод роботлари жуда юқори даражадаги аинқликда асосий ускуналар иши билан бир ҳил шароитда ишлай олади. Рақамли программа билан бошқариладиган системанииг юқори ишончлилик даражаси уларнинг узок вақт тўхтамасдан ишлашини таъминлайди.
Бундай авлодга мансуб роботлар ускуналарни бошқаришда, йиғув ишларини автоматлаштиришда, ишлаб чикаришнинг айрим участкаларида ўртача малакадаги операторларни алмаштиришда ҳамда бошқарув жараёнини автоматлаштиришда қўлланилиши мумкин. Уларнинг юк кўтариш қобилияти 10 кг ва ундан ортиқ бўлиб, соддалаштирилган қайта созлаш системасига, автоматик қайта программалаштириш қобилиятига, ташқи муҳит ўзгаришларини қабул этиш ва айрим холатларда кўриш хусусиятига ҳам эга. Улардан турли хил ишлаб чиқариш шароитларида фойдаланиш мумкин.
Учинчи авлод роботлари эса айрим хис туйғу хислатларига, тескари алоқа қурилмасига, маълум ҳажмдаги логик (мантиқий) қурилмага эга. Бу, ўз навбатида, конкрет шарт шароитга қараб у ёки бу ечимни қабул этишга имкон туғдиради. Компьютерга боғланган бошқарув системасига эга мустақил туткичга олинаётган деталь ёки буюм шакли, ўлчами ва холатига қараб ўз хатти ҳаракатини координация қилиши мумкин. Учинчи авлод роботлари ўзида компьютер ва иш бажарувчи механизмнинг хислатларини акс эттириб, фақат айрим кўринишдаги буюмларга ишлов бериб, йиғиб ва синабгина қолмасдан, бир неча группали ускуналарни бошқариши ҳам мумкин. Учинчи авлод роботларидан фойдаланишда техника хавфсизлигининг маълум қонун қоидаларига риоя қилиш керак. Хавфлилик даражаси кўпроқ роботнинг ўлчами, юк кўтариш қобилияти, бошқарув системасига боғлик.
Унча катта бўлмаган оғирликдаги заготовка ва деталларни кўтариш ва уларни ўрнатиш учун мўлжалланган роботлар жиддий хавф туғдирмайди. Бироқ саноат роботларини ишлаб чиқаришда эксплуатация қилинаётганда (юқори тезликда ишланганда) уларнинг сурилиш қисмларининг инерцияси ишлаб чиқариш травмасига олиб келиши мумкин. Бу холат айниқса туртиб чиққан тутқичли роботларда кўп учрайди.
Катта юк кўтарувчи ва юқори тезликда ишловчи роботлар билан ишлаганда ҳам маълум даражадаги техника хавфсизлиги қоидаларига амал қилиш зарур. Масалан, маълум масофани сақлаган холда мухофаза туткичларни ўрнатиш, роботнинг ўта тез ҳаракатидан келиб чиқадиган ва операторга салбий таъсир этадиган хис туйғуларнинг олдини олиш мақсадида муҳофаза экранлари ўрнатиш ва ҳоказолар. Роботлар назорат ўлчов қурилмаларини ва ишлаб чиқариш холатини бошқариши, омбор хўжалигида махсулотларни хисоб китоб қилиши, айрим конструкторлик ишларни бажариши, хирургларга ёрдамлашиши, космик ва сув ости тадқиқотларида компьютер билан бирга қатнашиши мумкин.
Робототехникани жорий этишда роботлар хақиқатдан ҳам технологик жараённинг ажралмас қисмига айланиши учун уларнинг конкрет ишлаб чиқариш шароитини дастлабки тахлилдан ўтказиш керак. Бунда роботнинг фақат асосий параметрларинигина (юк кўта риш, позициялаш аниқлиги, силжиш даражаси, узатгич кўриниши, ричагли туткич ва бошқа қурилмалар кўриниши ҳамда уларнинг силжиш тезлиги), айрим ҳаракат ва бошқарув системаларининг бир -бирига мослигинигина эмас, балки автоматлаштириш ва турли хил ускуналарнинг фойдаланиш даражаси, технологик циклнинг бир хиллиги ва давомийлигини, энергия манбаи, робот ва бошқа ускуналарни жойлаштириш имкони, ускуналарга таъсири, роботни юклашнинг тахминий режаси, буюм ўлчамларининг ўзгариш частотаси ва уларнинг сериясини ҳам ҳисобга олиш керак.
Ишлаб чикаришда робот ва роботлаштирилган комплексларни қўллашдан олдин албатта технологик жараён картасидан фойдаланиб текширув ўтказиш лозим.
Роботлаштиришда технологик картага тегишли ахборотни текширишдан ташқари социал иқтисодий ва социал психологик факторларни (меҳнат унумдорлигининг ошиши, шарт- шароитнинг яхшиланиши, робототехника воситалари жорий этилишини ишчилар томонидан кўллаб қувватланиши) ҳам ҳисобга олиш керак. Буларнинг ҳаммаси ишлаб чиқаришни роботлаштиришда керак бўладиган хужжат тайёрлашнинг биринчи босқичига киради.
Иккинчи босқичда роботлаштириш учун танланган объект синчиклаб текширилади. Мазкур босқичда фақатгина технолог робототехникани эмас, балки конструктор механик ҳамда робот ва ускуналараро алоқа боғлайдиган мутахассис ҳам қатнашади.
Роботларни аниқ иш жойларида қўллаш мақсадга мувофиқ эканлигини хал этувчи факторлар қуйидагилардир:
1. Номенклатураси ўзгариб турадиган деталларни ишлаб чиқариш мумкинлиги ва технологик жараённинг юқори даражадаги мўътадиллиги.
2. Мехнат унумдорлигининг ошиши. Мехнат унумдорлигининг ошишини катта вақт оралиғида (энг ками бир ой) тахлил этиш керак. Чунки роботнинг силжиш тезлиги одамнинг силжиш тезлигига қараганда анча паст, шунинг учун унумдорликдаги ютуқ фақат унумсиз сарфланувчи иш вақти ҳисобига содир бўлиши мумкин.
3. Технологик жараённи мўътадиллаштириш ва бир турдаги ҳамда хавфли операцияларда инсон хатосини йўқотиш эвазига тайёрланаётган махсулот сифатини ошириш. Саноат роботлари (СР)га қуйидаги талаблар қўйилади:
1. Зарур харакатларни амалга ошириш. Кўзда тутилган ҳаракатлар сонини ошириб кўрсатиш, ўз навбатида, техник иқтисодий кўрсаткичларга таъсир этади. Хар бир ҳаракат даражасини нотўғри ҳисоблаш ёки тасаввур этиш саноат роботларини ўртача ҳисобда 5—6 фоизга қимматлашиб кетишига олиб келади, чунки бундай холда қўшимча узатгичларга эҳтиёж туғилади.
СРнинг ҳозирги замон конструкцияларида асосан пневматик, гидравлик, электромеханик узатгичлар ва уларнинг биргаликдаги куринишидан фойдаланилади. СРни гидравлик ва электромеханик узатгич билан бошқаришда одатда микропроцессор ва мини компьютер ишлатилади. Бу эса, уз навбатида, роботларнинг ўта ҳаракатчанлигини, ишончлилиги, мураккаб ҳаракатларни бажара олиш имконини яратади ва хотирасида кўп миқдордаги программани сақлаб қолиш имконини беради.
2. Роботларни берилган оғирлик, геометрик шакл ва ўлчамдаги тайёр буюм, деталь ва загатовкалар билан таъмин этиш. Саноатда қўлланиб келинаётган пневматик узатгичли саноат роботларининг юк кўтариш қобилияти бир неча граммдан 15 кг гача, электромеханик узатгичли СРларининг юк кўтариш қобилияти бир неча юз граммдан юз кг гача, гидравлик узатгичли СРла рининг юк кўтариш кобилиятн эса 10 кг дан бир неча тоннагачадир.
3. Загатовка ва деталларни керакли мўлжалга ўрнатиш аниқлигини таъминлаш. Ушбу талаб технологик жараён хусусиятлари билан белгиланади.
Пневматик узатгич билан ишлайдиган СРларда иш бажарувчи механнзмларнинг ишлаш аниқлиги юқоридир (хатолик 0,05—0,1 мм). Гидравлик ва электромеханик узатгич билан ишлайднган СРларида иш бажарувчи механизмлари ишлашидаги йўл қўйиладиган хатолик ўртача 1—2 мм ни ташкил этади. Иш бажа рувчи механизмлар аниқлигини ошириш учун махсус, назорат системалари қўлланилади.
Иш бажарувчи механизмлар аниқлигини ва узатгичлар динамик характеристикасини ошириш саноат роботлари таннархини оширишга тўғри пропорционал боғлиқдир. Шунинг учун ушбу параметрга бўлган талабни технологик жараён параметрларига мос равишда қўйиш керак.
4. Керакли силжиш тезлигини таъминлаш. Пневматик узатгич билан ишловчи СР энг юқори тезликка эга. Бундан узатгичли робот манипуляторининг чизиқли тезлиги 1 м/с, бурчакли тезлиги 360°С ни ташкил этиши мумкин. Пневматик узатгичли СРнинг юқори тезлиги уларни оғирлиги унча катта бўлмаган деталлар билан ишлашга имкон беради Гидравлик узатгичли саноат роботлари манипуляторининг чизиқли тезлиги 0,5 1 м/с ни, бурчакли тезлиги 120°С ни ташкил этади. Электромеханик узатгичли СРлари манипуляторининг тезлиги бирмунча кам бўлиб, чизиқли тезлиги 0,8 м/с, бурчакли тезлиги 90°С гачадир.
5. Бошқа бир турдаги детални ишлаб чиқариш учун СР программасини ўзгартиришга сарфланувчи вақтнинг камайтирилиши. Ушбу кўрсаткич робототехнологик комплекснинг хақиқий унумдорлигига таъсир этувчи асосий факторлардан биридир.
Программалаштириш позицияли бошқариш қурилмалари манипулятор координат системасида нуқталар бўйлаб ҳамма сурилиш даражаси бўйлаб амалга оширилади. Шунинг учун программани ишлаб чиқиш ва созлаш мураккаб бўлиб, унга сарфланувчи вақт бир неча минутдан бир неча соатгача ташкил этиши мумкин. Программалар тўплами мавжуд бўлса, қайтадан про граммалаш ёзиб қўйилган программалардан керагини танлаб олиш йўли билан амалга оширилади. +урилма хотирасидан керакли программани танлаб олишга одатда бир неча секунд вақт сарфла ланади, холос.
Контурли бошқарув системаси эсда сақлаб қолиш қурилмалари асосида амалга оширилади. Программалаштириш ўқитув режимида манипулятор иш органини керакли траектория бўйлаб оператор ёрдамида юрғизиб бажарилади. Бир вақтнинг ўзида кесиш асбобининг ишга тушиши ёки технологик ускунани тўхтатиш хақидаги буйруқлар ҳам программага киритилиши мумкин. Программалаштириш тезлиги техник восита ва оператор малакасига боғлиқ.
Саноат роботларининг гурухли қўлланилишида программа тайёрлашга сарфланадиган вақт комплекс ёки линия, қурилмаларни бошқарув системаси умумий структурасига боғлиқ.
6. Саноат роботларининг технологик ишончлилигини ошириш. Бу масала СР асосида бунёд этилувчи автоматик комплекс ва линияларнинг юқори самарадорлигини оширишда муҳим рол ўйнайди. Роботлар ишончлилиги робототехнологик комплексга кирувчи ускуналар ишончлилигидан паст бўлиши керак эмас. Чунки роботнинг тез-тез ишдан чиқиб туриши ҳамма комплекснинг ишсиз туриб қолишига олиб келади.
Ишлаб чиқарилаётган СРларнинг тўхтовсиз ишлаш вақти 120—1000 соатни ташкил этади. Капитал таъмиргача бўлган хизмат муддати 3 — 6 йил. Энг ишончли роботлар пневматик узатгич билан жихозланган роботлардир. СРларнинг ишдан чиқишига бошқарув системаси ҳамда механик қисмларининг нобоплиги, мослама, асбобларнинг нотўғри танланиши, программалашдаги хатоликлар сабаб бўлиши мумкин.
7. Ишлаб чикариш майдонларининг кам талаб этилиши. Роботлар конструкцнясини танлашда уни эксплуатация этиш мобайнида керак бўлган қулайликни ҳам эътиборга олиш керак.
8. Саноат роботлари ва уларни жихозлашга сарфланувчи ҳаражатларнинг кам бўлиши. СРлар харажатининг кўплиги одатда унинг қўлланилишини чегаралаб келаяпти. Ҳозирги вақтда пневматик узатгич билан жиҳозланган оддий робот учун сарфланган ҳаражат 5 — 10 минг сўмни, гидравлик ва электромеханик узатгичлар билан жиҳозланган роботлар учун эса 40 минг сўмни ташкил этади. Роботлар қиммати маълум миқдорда уни бошқарув системаси қиммати билан белгиланади.
СРларни жорий этиш самарадорлиги, ўз навбатида, деталларга группа тарзида ишлов беришга, ускуналарни тўлиқ тарзда деталлар билан таъминлашга (икки сменада) боғлиқдир. СРларни жорий этишда саноат корхонасининг истиқболли тараккиётини ҳам ҳисобга олиш керак.
СР ларни ва технологик ускуналарни жойлаштириш конкрет ишлаб чиқариш хусусиятига боғлиқдир. Механика цехларидаги ишлаб чиқариш қуйидаги xусусиятлар билан белгиланади:
— ташкилий куринишларнинг турли туманлиги — бир ва бир неча предметли поток линиялар, гурухли участкалар, рақамли программа билан бошқариладиган станоклар ва уларга боғланган компьютер билан жиҳозланган участкалар:
- технологик потокдаги ишлов берилаётган деталлар оғирлигининг бир хиллиги, металл кесиш станоклари, ускуна, мосламаларнинг турли хиллиги, назорат операцияларининг кўплиги;
- технологик жараёнларга слесарлик ва қўл ёрдамида амалга ошириладиган бошқа операцияларнинг қўшилиши.
- хомаки операцияларда хосил бўладиган қириндиларнинг кўплиги.
Механик ишлов бериш саноатида бир ва икки манипуляторли махсус ва универсал СРлари қўлланилади. Манипуляторлар сурилиш масофаси 300—1000 мм, сурилиш тезлиги 0,5—1 м/с, позицияланиш хатолиги 1 ммгача. Махсус ва универсал СРлари (турли хил юк кўтарувчи) станок олдига, махсус СР (5 кг гача юк кўтарувчи) тўғридан- тўғри станокка, сурилувчан СРлари эса полга ўрнатилади, СРлари бир неча станокка хизмат қилиши мумкин.
Механик ишлов бериш саноатида загатовка ва деталларни олиб юриш учун турли хил техник воситалар, аравачалар, робот каралар қўлланилиши мумкин.
Йирик машинасозлик корхоналарида робототехника билан жиддий шуғулланишни хаёт тақозо этмоқда. Ана шундай корхоналарда робототехника бўлимлари ташкил этилмоқда. Робототехника бўлимининг вазифасига қуйидагилар киради: СРларнинг асосий технологик ускуналари ва уларнинг моделларини аниқлаш; робототехнологик комплексда ишлов берилиши керак бўлган деталлар номенклатурасини танлаш; роботлаштирилган технологик жараёнларни ишлаб чиқиш; СРлар учун бошқарув программаларини хисоблаш ва жорий этиш; СРларни махсус технологик мосламалар билан жихозлаш ва ташқи муҳитга тегишли алоқаларни ўрнатиш ишлаб чиқаришга саноат роботлари ва робототехнологик системаларни жорий этиш; ҳамма технологик бўлимлар ишини мувофиқлаштириш; электрон ускуналар, дастурчилар ва созловчи кадрларни тайёрлаш; систематик тарзда робототехника воситаларидан фойдаланишни назорат остига олиш ва шу кабилар.
Ҳозирги кунда робот, ишлов берувчи марказ, рақамли программа билан бошқарилувчи станокларни ишлаб чиқариш ва жорий этиш билан шуғулланмаётган бирон бир йирик завод, корхона илмий текшириш институти ёки олий ўқув юртини топиш қийиндир. Фақат техникавий масалаларгина хал этилаётган дастлабки вақтларда бундай шуғулланиш тўғри деб топилган ва бундан бошқа йўл эди. Ҳозир эса ушбу сохадаги ҳамма фаолиятни координациялаш ва энг кераклисини ишлаб чиқаришга жорий этишдаги самарадорликни текшириш вақти етиб келди.
Бир нарсани очиқ, айтиш керакки, робот, ишлов берувчи марказ, рақамли программа билан бошқарилувчи станоклар бахосининг юқорилиги, уларни жорий этиш масаласи яхши йўлга қўйилмаганлиги, ишлаб чиқарилаётган махсулотни арзонлаштириш ўрнига, аксинча, қимматлашишига олиб келмоқда. Бошқача сўз билан айтганда, янги техникага қўйилаётган талаб ҳамма вақт ҳам бажарилаётгани йўқ.
Робот ва бошқа янги техникаларнииг бахоси юқорилигини оқлаш мақсадида уни бунёд этувчилар янги техникадан олиниши мумкин бўлган иқтисодий самарани аниқлаш методикасининг мукаммаллашмаганини баҳона қиладилар. Бир томондан, бу ҳам тугри. Мавжуд методикалар ишлаб чиқариш циклининг қисқартирилишини, айланма воситаларнинг силжиш тезлигини, янги махсулотга ишлов беришга ўтишда маҳсус мосламалар ва ускуналарни алмаштириш учун сарфланадиган ҳаражатларнинг иқтисод қилиниши ва шу каби қатор афзалликларни эътиборга олмайди.
Бироқ ҳар қандай мукаммал методика бунёд этилгани билан энг асосий масала янги техниканинг қимматлилиги масаласи хал этилмаган бўлур эди.
Нима қилиш керак? Бу техника ҳали узоқ; вақт қимматлигича қолиши мумкин. Янги техникани қўлламаслик эса мумкин эмас, бу замон, ҳаёт талабидир. Янги техника сон-саноқсиз корхоналарга кириб борар экан, фойда ўрнига зарар келтирса, корхоналарни янги техника билан қайта қуроллантириш, фан ва техника тараққиётини жадаллаштириш ҳақида бўладиган гаплар ҳам шов-шувдан нарига ўтмай қолаверади.
Истаган методика билан амалга оширилган энг оддий хисоб китоблар ҳам шу нарсадан далолат бераяптики, янги техниканинг ҳозирги баҳосида уларни бир сменада эксплуатация қилиш зарардан бошқа нарса эмас. Кўп ҳолларда ҳатто икки сменали иш ҳам иқтисодий самара олишга ёрдам бермайди. Фақатгина тўлиқ уч сменали ишгина ҳамда бутун сутка давомида, дам олиш ва байрам кунларида ҳам ишлагандагина янги техника сезиларли иқтисодий самара бериши мумкин. Бу мулохазани фақат бизнинг мамлакатимиздаги тажриба эмас, балки чет эллик саноат корхоналарининг иш тажрибаси ҳам оқламоқда.
Бунинг асосий сабаби мосламаларни созлашда, асбобларни алмаштиришда, ускуналарни таъмир қилишда, загатовка билан таъминлашда ва бошқа ташкилий ишларни амалга оширишда содир бўлувчи йўқотувларнинг мавжудлигидир.
Бундан шундай хулоса чиқадики, ҳар бир корхона робот, робототехнологнк комплексларни буюртиришдан, сотиб олишдан олдин моддий техника таъминотини ва ишлаб чиқаришни ташкил этишнинг ташкилий масалаларини жиддий тахлил этиши ва бу хакда жон куйдириши керак. Шу нарсани унутмаслик керакки, янги техника станокда ишловчилар сонини шартли ва шартсиз тарзда камайтириш билан бирга математик, дастурчи, созловчи, электроника мутахассисларини ҳам талаб этади. Демак, коллектив тарзда фойдаланиш керак бўлган мутахассисларни тайёрлаш ҳам муҳим масалалардан бири бўлиб ҳисобланади.
Кўп ҳолатларда янги техника баҳоси ундан олинадиган самарага қараганда тезроқ ўсиб бормоқда. Шунинг учун ҳам ҳозирги вақтда янги машиналарни арзонлаштириш муаммоси хал қилиниши керак бўлган асосий масалалардан биридир.
Ҳалқ ҳўжалигида фан техника тараққиётини жадаллаштириш масаласини хал этишда нозик автоматлашган жараёнлар, автоматик манипуляторлар ва роботли технологик комплексни юзага келтириш муҳим ахамиятга эга. Ишлаб чиқаришда бундай системаларнинг юзага келиши аслида фан техника тараққиётида янги босқич бошланганлигини билдиради.
Бир нарсани унутмаслик керакки, асосий мақсад техникани сотиб олишда эмас, балки уни иқтисодий ривожлантиришнинг дастагига айлантиришдадир.
Роботларни ишлаб чиқаришга жорий этишда робо тотехникага керак бўлган технологик жараёнларни босқичларга ажратиш керак. Ана шундагина энг мухим техникавий, иқтисодий ва социал муаммоларни хал этиш тартибини ишлаб чиқиш мумкин. Биринчи босқичда бажариладиган ишларга оғир жисмоний мехнат билан боғлиқ жараёнлар, жумладан, ортиш, тушириш ҳамда радиоактив моддалардан фойдаланиладиган ишлар; жуда юқори ва паст хароратда, юқори намлик ва титраш, ифлосланган хаво, юқори даражадаги шовқин, бир турли ва дам бадам қайтарилиб турадиган ишлар; турли хил технологик, транспорт ва бошқа ускуналарнинг хизмат вазифасини бажарадиган, ускуна, линия, участкаларни автоматик тарзда бошқариш ишлари киради.
Қуйида саноат роботлари қўлланилаётган бир қатор ишлаб чиқариш жараёнларини кўриб чиқамиз.
Қуюв ишлари. Ҳозирги замон саноат роботлари ва автоматик манипуляторлар қуюлмаларни ишлаб чиқишнинг асосий жараёнларида (бошланғич материалларни тайёрлашдан тозалашгача, термик ишлов беришда, назорат қилиш ва синашда, юклаш ва туширишда транспорт ва омбор ишларида ва ҳоказо) кенг жорий этилмоқда. Қуюв ишларида роботларнинг қўлланилишини кенгайтириш шакл ҳосил этиш, йиғиш, формаларни қўйиш ва шу каби жараёнларда бошқарув системасини жорий этиш имконини беради.
Темирчилик — штамп ишлари. Ҳалқ хўжалигининг турли хил тармоқларида пресслаш воситасида варақали совуқ штамп қилиш йўли билан ҳар хил шакл ва ўлчамдаги деталлар олинади. Серияли ва майда серияли ишлаб чиқаришда загатовкани штампга қўйиш ва олиш ишлари кўпинча қўл ёрдамида амалга оширилади. Зерикарли ва бир турдаги бу ишлар, ўз навбатида, травма содир бўлишига олиб келади. Эндиликда, штампга загатовкани автоматик тарзда узатиш ва штампланган детални олиш ҳар хил саноат роботлари ва манипуляторлар ёрдамида амалга оширилмоқда. Шу мақсадда қўлланилаётган роботлар тез ҳаракат қила оладиган узатгичлар, ишончли бошқарув системалари, универсал ёки тез алмаштириш мумкин бўлган магнитли, вакуумли ва шунга ўхшаш тутқич қурилмаларига эга бўлиши керак.
Кукунли материаллардан буюм тайёрлаш. Кукунли металлургия усули билан буюм тайёрлашда прессформани прессли ускунага қўйиш ва олиш, прессформанинг шакл ҳосил этувчи юзаларини мойлаш, тайёр буюмни прессформадан олиш, термик печга қуйиш ва шу каби асосий, ёрдамчи ишларни бажаришда саноат роботла ри қўлланилади. Бундан ташқари, термопластик материалларни қўйишдаги қатор технологик операциялар ҳамда юклаш тушириш, жойлаш, назорат ишларида ҳам роботлардан фойдаланилади.
Пайвандлаш ишлаб чиқариши. Пайвандлаш ишлаб чиқаришида саноат роботлари, энг аввало, бевосита пайвандлаш бўйича асосий технологик операцияларни бажаришда қўлланилади.
Универсал ва махсус саноат роботларининг пайвандлаш ишларида амалга ошириши керак бўлган асосий вазифаларига қуйидагилар киради: мосламани технологик ёки бошқа ускунага ўрнатиш ва олиш, пайванд қилишдан олдин деталь ва узелларни йиғиш, детални пайвандлашга тайёрлаш, пайвандланган буюмни иш зонасидан олиш ва узоқлаштириш, асосий пайвандлаш технологик операциясини бажариш, керак бўлиб қолса пайвандлаш жараёнигача загатовка, детални ва пайвандланган буюмни туғрилаб қўйиш — мосламага урнатиш, пайвандланган чокларни тозалаш, пайванд сифатини назорат этиш, автоматик ёки поток линиялари ишини бошқариш ва хоказолар.
Термик ишлаб чиқариш. Термик ишлов беришдаги роботлаштиришга оид операцияларнинг бир қисми 10000С дан ошадиган ҳароратда содир бўлишини ҳисобга олиб туткич қурилмаларини юқори ҳароратда ҳам ўз параметрларини ўзгартирмайдиган иссиққа чидамли материалдан тайёрлаш керак.
Термик ишлов беришда саноат роботлари бажариши мумкин бўлган ишларга қуйидагилар киради: буюмни термик ишлов беришга тайёрлаш, термик печга узатиш ва жойлаш, тозалаш, қайтариб олиш, тўғрилаш, қаттиқлиги ва сифатини назорат қилиш, ускуналар ишини бошқариш ва ҳоказолар.
Механик ишлов бериш. Механик ишлов беришдаги серияли, майда серияли ва доналаб ишлаб чиқаришнинг асосий хусусиятларидан бири машина вақтининг камлиги ҳисобланади. Механик ишлов беришнинг умумий циклида деталларни кутиш ва ташишга сарфланувчи вақт ушбу деталларни ишлаб чиқаришда турган вақтининг 95 фоизини ташкил этади. Роботларни қўллаш ускуналардан фойдаланиш коэффициентини ошириш, ишлаб чиқариш циклини қисқартириш, маҳсулот сифатини яхшилаш имконини беради.
Саноат роботларининг универсаллиги уларни турли хил металл кесиш станокларининг ёрдамчи ишларини автоматлаштиришда фойдаланиш имконини беради. Кўпчилик ҳолларда ҳар бир робот икки ва ундан ортиқ станокка ҳизмат қилиши мумкин. Роботлар ёрдамида автоматлаштирилган оддий станоклар кўпинча унумдорлик бўйича маҳсус автоматлардан қолишмайди ва арзонга тушади. Сурилувчан роботлардан фойдаланилганда битта робот станоклар группаси участка ва поток линияларига хизмат қилиши мумкин.
Механик ишлов беришда саноат роботлари ёрдамида амалга оширилиши керак бўлган асосий ва ёрдамчи операцияларга куйидагилар киради: турли хил металл кесиш станоклари ва комплексларга мосламаларни ўрнатиш ва олиш, рақамли программа билан бошқарилувчи ва группали универсал станокларга, участка ва поток линияларга ҳизмат этиш, загатовкани, асбобни, мосламани ўрнатиш ва олиш, технологик операцияларни (пармалаш, силлиқлаш, сайқаллаш ва ҳоказо) бажаришни назорат этиш ва синаш, операциялараро ва цех ичидаги транспорт ишларини бажариш, технологик, транспорт ускуналари ишини бошқариш ва ҳоказолар.
Роботлаштирилган поток линиялар вариантидан бири <<Универсал 5>> моделли саноат роботи базасида ташкил этилган линия ҳисобланади. Бу линия тўртта Универсал 5 роботи билан жихозланган саккизта металл кесиш станогидан иборат. Линияда битта робот, иккита станокдан иборат секциялар мавжуд. Секциялар қабул этиш ва узатиш қурилмалари билан боғланган. Бу линияда саноат роботлари қуйидаги операцияларни бажаради: станокларни загатовка билан таъминлайди, келаётган загатовкани ушлаб туради; загатовкани станокдан станокка узатади; загатовкани мосламага ўрнатишдан олдин фазодаги йўналишини туғрилаб олади загатовкани узатувчи қурилмага ўрнатади ва ҳоказо.
Роботлаштирилган линиянинг биринчи секцияси МР Г6А моделдаги фрезерлаш — марказлашган станогидан ҳамда ГЕ61МФА моделли программа билан бошқарилувчи токарлик станогидан, иккинчи секцияси иккита 1А616С моделдаги токарлик нусхалаш станогидан, учинчи секцияси 1Е61МФА моделли токарлик станоги ва ВТ 53 моделли силлиқлаш станогидан, тўртинчи секцияси эса ВТ 53 моделли силлиқлаш станоги ва UPW 12,5x70 моделли резьба ўядиган станокдан иборат.
Участка кўринишида амалга оширилган робототехнологик комплекслар, ўз навбатида, эпчил ишлаб чиқариш системаларини жорий этиш имконини беради, чунки комплексдаги хар бир станокда турли хил деталларга ишлов бериш имкони туғилади. Шундай комплекс участкалардан бири ТУР 1 ҳисобланади.
Юзаларни қоплаш жараёнлари. Буюмлар юза қисмини металл ёки кукунсимон полимерлар билан қоплаш, гальваника, турли хил усуллар билан бўяш ишларида саноат роботларидан кенг фойдаланилади. Роботлар буюм юзасини металлаштиришда юзани тайёрлаш (тозалаш, силлиқлаш ва шу каби), буюмни узатиш ва ускунага ўрнатиш, металлаштириб бўлгандан сўнг буюмни иш зонасидан олиш ва нихоят бевосита буюм юзасини металл билан қоплаш каби ишларни бажаради. Буюм юзасини қоплаш гальваник усули қўлланганда эса роботлар ускуналарга хизмат этиш, юзани қоплашга тайёрлаш ва нихоят, қоплаш жараёнини амалга оширади.
Йиғув ишлари. Йиғув ишларидаги асосий ва ёрдамчи операцияларни автоматлаштиришда махсус саноат роботлари қўлланилмоқда. Бундан роботларнинг қўлланилиши операторни жуда кўп жисмоний ишлардан озод қилиб, жараённинг муътадиллигини таъмин этади, оператор томонидан йўл қўйилиши мумкин бўлган хатоликларнинг олди олинади. Йиғув ишларини роботлардан фойдаланиб автоматлаштириш имкони буюмларни узатишда тўғри чизиқли йўналиш бўлганда ва уларни мосламага ўрнатишда кўпайиб боради.
Назорат, транспорт ва омбор ишларини автоматлаштириш. Роботлар қатор назорат ишларини автоматлаштиришда, қотишма ва бошқа материаллар кимевий таркибини анализ қилишда, намунавий деталларни назоратга тайёрлаш ва уларни назорат этиш учун ускуналарга ўрнатишда, синовдан ўтказишда ва шу кабиларда қўлланилади.
Саноат роботларини омбор хужалигида қўлланилганда деталларни систематик тахлаш, жойлаштириш, уларни излаш, белгиланган программа бўйича ташиш каби ишлар амалга оширилиши мумкин.
Умуман олганда саноат роботлари қурилишда, енгил саноатда, фармацевтика почта хизмати ва бошқа тармоқларда, илмий тадқиқот ишларида қўлланилиши мумкин. Масалан, тўқимачилик, саноатида материалларни бўлак-бўлак қилиб ташишда, тикув материалларини бир-бирига мослаб беришда, тугмачаларни тикишда ва почта юкларини тахлаш ва ташишда ҳоказоларда. Хизмат этиш сохасида роботлар коровуллик, боғдорлик вазифасини ўташи, идиш товоқ ва кийим кечакларни ювиши, бензин тарқатадиган станцияларда ишлаши, ахлатларни йиғиши, доналаб сотиладиган товарларни сотиши, озиқ-овқат буюртмаларини жойлаши мумкин. Роботлар яна ёнғинни автоматик ўчириш системасида ишлаши, кўча ҳаракати қоидаларини бошқариши мумкин.
Назорат учун саволлар:
1. Саноат роботларини хизмати ва вазифаси қандай.
2. Механика цехларидаги ишлаб чиқариш қандай xусусиятлар билан белгиланади.
3. Саноат роботлари қандай вазифаларни бажаради.
23-мавзу. РОБОТОТЕХНИКАНИНГ ЎСИШ ҲОЛАТИ ВА ИСТИҚБОЛИ
Режа:
1. Робототехниканинг ривожланиш даври ва саноатда қўлланилиши.
2. Саноат роботларининг турлари ва уларнинг қўллашдаги асосий ютиқлар.
Пайдо бўлган вақтдан бошлаб шу кунгача мавжуд роботларнинг 10 фоизга яқини машинасозликда, 70 фоизга яқини эса механик ишлов беришдаги штамповка ва транспорт ишларида қўлланиб келинмоқда. Бунга сабаб ушбу жараёнларда жуда кўп сонли детални олиш ва ўрнатиш каби оддий операциялар мавжуд. Бошқа тармоқларда роботларни қўллаш учун уларнинг конструкциясини мукаммаллаштириш керак. 1985 йилда штамповка ва механик ишлов беришда қўлланиладиган роботлар улуши 60 фоизгача камайтирилган бўлса, йиғув ишларида эса 20 фоизгача кўпайтирилди. 1990 йилда йиғиш, пайвандлаш, буяш ишларида қўлланилувчи роботларни 33 фоизга етказиш режалаштирилган эди. Аммо бу режа амалга оширилмай қолди.
Автомобил заводида йиғма конвейер олдида одамлар қандай ишлаётганлигини кузатганмисиз! Узунлиги бир километрча келадиган конвейер бўйлаб олдин автомобил кузови кела бошлайди. Йўл йўлакай унинг ҳар икки томонидан, тепадан аравачаларда, транспортёрларда йиғиш учун двигателлар, ғилдираклар, болтлар, гайкалар, ойналар, ўриндиқлар, хуллас, машинанинг барча аъзолари бирин-кетин тартиб билан келаверади. Кузов ўнлаб, юзлаб минглаб узел ва деталлар билан маҳкамланиб, безатилади, қарабсизки, ҳар минутда битта машина тайёр. Автомобиль кетидан автомобил..
Уларни жуда кўп одамлар — операторлар йиғади. Конвейерда ишловчиларнинг ҳаммаси иҳтисослашган. Йиғишнинг барча жараёни катъий тақсимланган, алохида-алохида операцияларга бўлинган. Ҳар бир операция бир, баъзан икки операторга юкланган, уни бир минутда бажарилиши ҳисобга олинган.
«Минутда — автомобил»— бу одам ҳар минутда ўзига топширилган операцияни бошлаши ва тугатиши лозим, деган маънони англатади. Ҳар минутда биттадан операция. Икки соат ўтгач, ўн минутлик танаффус, кейин яна минутига биттадан операция бажариш давом этаверади.
Минг-минглаб кишилар машина, станоклар, конвейерлар қаршисида эртадан кечгача туриб меҳнат қилишади. Бажариладиган ишнинг бир ҳиллиги ҳизматчини толиқтиради, аксар, анчагина куч сарф этишни талаб этади. Ишлаб чиқариш жараёнларининг автоматлаштирилиши кишиларни бир катор оғир юмушлардан маълум даражада озод қилди. Лекин бу амалга оширилган ишлар жамият талабини қондириш нуқтаи назаридан нихоятда камдир.
Машиналар тобора мураккаблашиб боряпти, уларни ишлатадиган одам меҳнати эса хали ҳам оддийлигича, малакасизлигича қолмоқда. Ишлаб чиқариш тобора меҳанизациялашиб ва автоматлаштирилиб борилаверар экан, бир ҳилдаги, одамни толиқтирувчи меҳнат турлари ортаверади. Тажрибали ва билимдон токар бирон детални ясашга киришар экан, у аввало, ишга ижодий ёндошади, станокка хом ашёни ўзи ўрнатади, кескични ўзи чархлайди, ҳуллас, ҳамма ишини ўзи бажаради ва нихоят қўлинг ўргилсин детални яратади. Албатта, бундай малакали токар, ҳамма вақт қадрланади. Бироқ сон саноқсиз ортиб бораётган машиналару автоматлардан ҳам мана шундай ишлаш талаб қилинади, бошқача айтганда, ҳамма қизиқарли юмушлар машиналар га, бир хил, зерикарли ишлар эса одамлар зиммасига тушмоқда.
Модомики, одамнинг иштирокисиз ҳилма ҳил мураккаб ва аниқ ишларни бажарадиган машина яратилаётган экан, уни яна бир қатор мосламалар билан жиҳозлаб, зиммасига яна бошқа вазифаларни юклаш мумкин эмасмикан? Масалан, айтайлик, машина ўз-ўзига автоматик равишда ҳизмат қилса—загатовкани ўзи станокка ўрнатса, тайёр маҳсулотни олиб жойига кўйса. Нима учун мана шундай ўз-ўзига ҳизмат қиладиган мукаммал машина яратиш мумкин эмас?
Машиналар, станоклар, турли мосламаларни ишга тушириш, йиғма операцияларни амалга ошириш ишлари кўпчилик кучи билан бажарилганда содда ва осон кўринади. Вахоланки, худди шу ишларни анъанавий усул ва воситалар ёрдамида автоматлаштирилса автоматлаштириш системаси мураккаблашади, шунингдек, нихоятда тор, фақат бир ҳилдаги маҳсулотни тайёрлашга мослашиб қолади. Оқибатда машинанинг универсаллиги чекланади, қолаверса, бундай машинани ишлаб чиқариш жуда қимматга тушади.
Машиналарни бошқариш оператордан зийраклик, чаққонлик ҳамда муайян малакани талаб қилади. Унинг ишини автоматлаштириш учун одам ўрнини боса оладиган бутун бир махсус автомат ва роботлар яратиш лозим бўлади.
Кўпгина ишлаб чиқариш жараёнлари бир неча марта қайтариладиган турли операциялар йиғиндисидан иборатдир. Даврийликни машиналаштирилган, автоматлаштирилган ишлаб чиқаришнинг қонуни дейиш ҳам мумкин. Робот ҳам бошқа автоматлар сингари ҳамиша қайтарилиб турадиган вазифаларни бажариш учун мослаштирилган. Шу жихатдан робот бошқа барча машиналарга ўхшайди.
Айни вақтда саноат роботи турли мақсадларга мўлжалланган универсал системадир. Ундан турли станоқ ва машиналарни ишлатишда, турли технологик жараёнларни бошқаришда фойдаланиш мумкин. Дастурли бошқариш системаси билан жихозланган саноат роботи, бошқа машиналар сингари, дастурли бошқарилувчи автоматик манипулятор деб юритилади.
Роботнинг ишчи органи — ҳаракат қилувчи ва юмуш бажарувчи механик қўли одамнинг қўлига ўхшайди. Мана шуниси билан у бошқа автоматлардан фарқланади ва одам оператор фаолиятига яқинлашади.
Серияли ишлаб чиқарилаётган роботлар ишчи параметрларини таҳлил қилиш йўли билан ҳозирги замон саноат роботларининг илмий техникавий даражаси хақидаги тасаввурга эга бўлиш мумкин. Энг муҳим ишчи параметрларга юк кўтарувчанлик, бошқарув тури, ҳаракатчанлик даражаси, ҳаракатланиш тезлиги, позиция олиш аниқлиги, узатгичлар кўриниши, ишончлилик, таннархи, оғирлиги, габаритлари ва ҳоказолар киради.
Саноат роботларининг тезкорлиги етарли эмас. Чет элларда ва бизнинг мамлакатимизда ишлаб чиқарилаётган роботларнинг нисбий тахлили шу нарсадан далолат берадики, бизнинг мамлакатимизда роботсозлик умумий йўналишлар ва талабларга мос тарзда ривож ланиб бормоқда.
1985 йилда Москвадаги «Сокольники» да «Роботокомплекслар 85» кўргазмаси намойиш этилди. Бу кўргазмада энг мураккаб операцияларни бажара оладиган ҳозирги замон саноат роботлари намойиш этилди.
Кўргазмада Болгария, Чехословакия, АКШ, Англия, Австрия, Япония, Финляндия, Франция, Германия Федератив Республикаси, Швеция, Швейцария каби мамлакатлардан келтирилган икки юздан ортиқ фирма стендларида роботларнинг айрим моделларигина эмас, балки улар ёрдамида бунёд этилган робототехнологик комплекслар, эпчил ишлаб чиқариш модуллари ва системалар кўрсатилди. Масалан, Германия экспозициясида пластмасса ва металлдан детал тайёрлайдиган робототехнологик комплекс билан, Болгария экспознциясида токарлик станоклари ва ишлов бериш марказларига ҳизмат кўрсатувчи роботлар билан танишиш мумкин булди. Айниқса, Чехословакия экспозициясида намойиш этилган пайвандлаш учун мўлжалланган робототехнологик комплекс кўргазма иштирокчиларида катта қизиқиш уйғотди. Финлар олиб келган экспозиция ҳам турли хилдир. Жумладан, Нокиа фирмаси стендида кўриш қобилия тига эга бўлган роботли автоматик система билан танишиш мумкин эди. Австрия экспозициясида юклаш тушириш қобилиятига эга бўлган робот, Япония экспозициясида «Санко сейки» фирмасида тайёрланган бўяш операциясини бажара оладиган, металлургия маҳсулотини назорат этишга оид операцияларни амалга ошира оладиган роботлар намойиш этилган эди.
Кўргазмада илмий техник симпозиум бўлиб, унда турли мамлакатлар мутахассислари робототехниканинг бундан кейинги тараққиёти муаммоларини тахлил этдилар.
Матбаачи роботи электрон саноатида андоза асосида чоп этиш жараёнини автоматлаштиришга мўлжалланган. Ушбу робот ўзини ўзи загатовкалар билан таъмин этиб, чоп этилувчи платаларга турли хил расмларни босади ва тайёр маҳсулотни конвейерга олиб қўяди. Операциялар программалаштирилган бўлиб, иш унумдорлигини кенг миқёсда ростлаш мумкин. Матбаачи роботни қўллаш соғлиқ учун зарар бўлган зонадан операторни бўшатиш имконини берди.
«Силикат» илмий ишлаб чиқариш бирлашмасида яратилган робот беш кишини оғир қўл меҳнатидан халос қилди. Одатда қўлда бажариладиган иш жараёни ғиштни хумдонга жойлаш учун уни вагонеткаларга тах.лаш шу роботга топширилди. Бундан автоматлар мамлакатдаги бир қанча ғишт заводларида муваффақиятли қўлланилмоқда. Бироқ бирлашма мутахассислари машхур Санкт-Петербург схемасини шунчаки такрорлаганлари йўк, балки уни анча такомиллаштирдилар. Тошкентда яратилган робот ихчамроқ, унинг пневмо туткич «қўллари» пухтароқ ишлайдиган бўлди. Бир соат ичида у беш мингта ғиштни тахлаб беради.
Роботнинг саноат варианти Тошкентдаги қурилиш, материаллари экспериментал заводида синовдан ўтган. Республикадаги заводларда ғишт ҳали ҳам нам лойдан тайерланмоқда. Бунда қолипдан чиққан ғишт анча юмшоқ бўлади, автомат унга зарар етказиши мумкин. Йилига 20 миллион дона ғиштни нимқуруқ, пресслаб берадиган Яланғоч линиясида эса иш бошқача. Шунинг учун биринчи роботни шу ерда ишга туширилган.
1980—1985 йиллар мобайнида Тошкент трактор ишлаб чиқариш бирлашмаси заводида бешта роботлаш тирилган технологик комплекслар (РТК) яратилиб, ишга туширилган:
1. Кичик ҳажмдаги корпус деталларига ишлов берадиган РТК. Бу деталларнинг вакили қилиб 102Б краннинг корпуси қабул қилинган. Бу линия 3 та рақамли программа билан бошқариладиган 2Р135Ф2 моделли пармалаш станоги, НТ300 моделли токар ярим автоматдан, 2Г135 станогидан ва 2 та РБ 231 роботидан ташкил топган.
2. Алюмин қопқоқларининг уч турига ишлов берадиган линия, 2 та 1Н713 моделли станоклардан, 2Г175 моделли бурғилаш станогидан ва РБ 231 роботдан ташкил топган.
3. Шлицали валларга ишлов берадиган комплекс линия битта МР71 моделли станокдан, 2 та рақамли программа билан бошқариладиган токарли 1717ФЗ станоклардан, 2 та МШ300 Т шлицетокарли станоклардан ва 2 та Р505 роботлардан ташкил топган.
4. Шпонкали пазли ва арикчали валларга ишлов берадиган линия МР71М моделли фрезерли марказловчи станокдан, 2 та рақамли программа билан бошқариладиган 1713ФЗ токарли махсус станокдан ва 2 та Р505 роботлардан ташкил топган.
5. Шпонкали ва ариқчали валларга комплекс ишлов берадиган линия 2 та МР71М фрезерли марказловчи станоклардан, 2 та 1Н713 токарли станокдан, 2 та махсус станоклардан ва 3 та Р505 роботлардан ташкил топган.
Бу линиялар мустақил ишлаб чиқариш структура бирлигини ташкил қиладиган ягона участкага бириктирилган. Ҳаммаси бўлиб бу линияда 14 та робот, 24 та станок бор.
Корхоналарнинг муваффақияти, унинг экономикага, жамият турмушининг ҳамма соҳаларига самарали таъсири фақат илмий ҳодимларнинг куч ғайратлари билангина таъминланиши мумкин эмас, албатта. Ҳалқ хўжалиги учун бенихоя катта аҳамиятга эга бўлган бу жараёнга ижтимоий ишлаб чиқаришдаги, хўжалик механизмининг ҳамма бугинларидаги барча ходимларни жалб этиш тобора катта аҳамият касб этмоқда.
Корхоналар тараққиёти хўжалик фаолияти услуби ва методларини тубдан ўзгартиришни, қолонқликка қарши кескин кураш олиб боришни, фанга чинакам хурмат билан қарашни, фан ахллари билан ҳаммаслак бўлиб иш юритишни тақозо этади.
Ишлаб чиқариш бирлашмалари ва корхоналарининг ҳамма рахбарлари бу талабнинг нечоғли муҳимлигини тўла-тўкис англаб олганларича йўқ. Тугалланган илмий тадқиқот ишлари қониқарсиз жорий этилаётганини, илмий муассасалар ва олий ўқув юртлари билан хўжалик шартномалари тузишга хафсаласизлик билан қаралаётганини, институтлар ва олий ўқув юртлари базасида тармоқ илмий тадқиқот лабораторияларини тузишдан бош тортилаётганини, корхоналарда тажриба экспериментал база вужудга келтириш истаги йўқлигини кўрсатувчи фактлар мана шуни тасдиқлаб турибди.
Кейниги вақтларда робот, роботлаштирилган комплекслар, эпчил автоматлаштирилган системаларни корхоналарда қўллаш ҳаёт тақозоси бўлмай, модага айланиб қолиш холатлари ҳам учраб турибди.
Робот, роботлаштирилган комплекслар, эпчил автоматлаштирилган системалар, энг аввало, ҳар томонлама тахлил этиб чиқилган корхоналар шароитида, ишончли ва юқори унумдор ускуналар асосида бунёд этилиши ва жорий этилиши керак. Ишлаб чиқаришни автоматлаштириш, ўз навбатида, автоматлаштирилган лойихалаш системасини эпчил автоматлаштирилган система билан биргаликда олиб бориш вазифасини қўяди.
Автоматлаштирилган лойихалаш системасини ишлаб чиқиш корхонани хозирги замон ҳисоблаш техникаси билан жихозлаш ва шу асосда программалар билан таъминлашдан иборатдир. Илғор технологияга асосланган эпчил автоматлаштирилган лойихалаш системаларини бунёд этиш назарий тадқиқот билан ишлаб чиқаришни биргаликда қўшиб олиб боришни тақозо этувчи мураккаб муаммодир.
Шу нарсани ишонч билан айтиш мумкинки, кибернетик методларнинг кенг жорий этилиши илмий техника тараққиётининг бош йўлланмаларидан бири бўлиб қолмоқда. Кибернетик методларнинг энг муҳими моделлаштиришдир. Конструкторлар бирон бир машинани куришдан олдин унинг характеристикасини ҳар хил моделларда ўрганиб чиқишади.
Математика тилида тенгламалар ёрдамида турли хил объектга тегишли жараёнларни баён этиб, рақамларда ифодалангач жавобларга эга бўлиш мумкин. Тадқиқ этилаётган жараённи бу тарзда баён этиш математик моделлаштириш деб аталади. Ҳозирги замон тадқиқот ишларида қўлланилаётган математик моделлар шунчалик мураккабки, уларни замонавий юқори унумли компьютерларсиз тахлил этиб бўлмайди.
Тадқиқотчилар объектда содир бўлаётган жараёнларни математик моделда қайта-қайта текшириб кўриб, жараённинг холати хақида тўлиқ маълумотга ҳамда конструкциянинг энг мақбул вариантини лойихалаш ва самарали бошқариш имконига эга бўладилар.
Математик моделни жорий этиш тарихи ядро энергияси ва космик фазони эгаллашдек юксак муаммони ҳал этишдан бошланган. Ҳозирги кунда ана шу методларнинг амалдаги мухим татбиқ технологик жараёнларни бошқариш, роботлаштирилган комплекс ва эпчил автоматлаштирилган системаларни ишлаб чиқиш муаммоларини келтириб чиқармоқда.
Ҳозирча математик модель кўпроқ физикада мукаммал қўлланиб келинмоқда. Галилей замонидан бошлаб физика фани аниқ фан сифатида тараққий эта бориб, миқдорий ҳисоб китоблар амалга оширила бошланган. Табиатдаги хар бир қонун формула билан ифодаланиб, аниқ миқдорий ҳисоблар олиб борилсагина физик қонун кўринишида тан олинади.
Бошқа айрим фанлар ҳали бу даражага етишганлари йуқ, шунинг учун ҳам уларнинг гуркираб ўсиши боши берк кўчага кириб қолмоқда. Мисол учун технологик жараённи бошқариш, роботлаштирилган комплекс, эпчил автоматлаштирилган системаларни олайлик. Технолог ва машинасозларнинг беқиёс катта меҳнатини эъзозлаган ҳолда, шу нарсани катъий эътироф этиш керакки, машинасозлик технологияси фани хали аниқ ва миқдорий ҳисобларга эга бўлган фан қаторидан ўрин олганича йўқ. Металларга ишлов бериш, технологик жараёнларни бошқариш, роботлаштирилган комплексларни, эпчил автоматлаштирилган системаларни бунёд этиш муаммоларнинг тараққиёт қонуниятлари хали тўлиқ тарзда тенглама ва формулаларда акс эттирилганича йўқ. Бунда кўпчилик тадқиқотчи ва инженер, техник, олимлар ҳисоблаш техникасини айблайдилар. Вахоланки, бунинг асосий сабаби ҳисоблаш машинасигина эмас, балки ҳаётий математик моделларнинг ишлаб чиқилмаётганлигидир. Шунинг учун ҳам математик моделларни ишлаб чиқишни ҳаёт тақозо этмоқда.
Кўпинча математик моделни ишлаб чиқиб, унинг асосида ҳисоблаш тажрибаларини олиб бориш математиклар вазифаси деган мулоҳазани эшитиш мумкин. Модель ва тенгламани мутахассисчалик яхши тушунадиган одам кам бўлса керак. Ҳар бир мутахассис ўз сохасидаги жараёнларни баён этишда тажриба манти қидан тулик фойдаланиши зарур. Ушбу муаммолар тўлиғинча почта хизматига ҳам таалуқлидир.
Математик, физик, кимёгар, биолог ва технолог билан ҳаммаслак бўлиб иш юритгандагина энг яхши модель яратилади, улар бир- бирларини яхши тушунишлари, умумий тил топишлари керак. Шунинг учун ҳозир техника кибернетикаси, медицина кибернетикаси, қишлок хўжалик кибернетикаси, кимё кибернетикаси, машинасозлик кибернетикаси ва ҳоказо ибораларни эшитиш мумкин. Ўрта мактабларда, лицей ва касб-хунар коллежларида олий ўқув юртларида, малака ошириш курсларида кибернетик методларни, компьютерлаштириш масалаларини чуқурроқ ўрганишга даъват этилаётганлигининг сабаби ҳам ана шундадир. Почта хизмати жараёнларини чуқур тахлил этиш ва унинг математик моделларини яратиш навбатдаги вазифалардан биридир.
Роботлаштирилган комплекс ва эпчил автоматлаштирилган системаларни кенг жорий этишни интенсив йўлдан олиб бориш учун қандай тадбирларни амалга ошириш зарур?
Биринчидан, лицей ва касб-хунар коллежларида, олий ўқув юртларида, малака ошириш институт ва курсларида комплекс механизациялаш ва автоматлаштириш, роботлаштириш, электроника каби мутахассисликка бўлган эътиборни кучайтириш, ўқув жараёнларини бевосита ишлаб чиқариш билан боғлаб олиб бориш керак;
иккинчидан, корхоналарда, лойиха конструкторлик бюроларида, институт ва унинг филиалларида раҳбар ҳодим, яъни бош инженер, бош технолог, бош конструктор, бош мутахассис бошчилигида махсус гурух, бўлим ва лабораториялар ташкил этиш;
учинчидан, корхоналардаги технологик шарт-шароитни тахлил этиш учун тавсияномалар ишлаб чикишга мўлжалланган регионал ва худудий гурухлар ташкил этиш;
тўртинчидан, махсус робот, роботлаштирилган комплексларни яратиш, синаш ва такомиллаштириш бўйича тажриба экспериментал цехини қуриш ва ишга тушириш;
бешинчидан, тайёр робот ва манипуляторларни керакли участка ва цехларга ўрнатиб, уларни ишлата била оладиган мутахассисларни тайёрлаш;
олтинчидан роботлар, роботлаштирилган комплекслар, эпчил автоматлаштирилган системаларни математик, ўхшаш моделларини ишлаб чиқиш билан шуғулланадиган илмий лабораториялар ташкил этиш.
Ана шу тадбирлар муваффақиятли амалга оширилгандагина ҳалқ хўжалигини ривожлантиришнинг интенсив йўлига ўтиб олиш мумкин.
Назорат учун саволлар:
1. Робототехниканинг ишлатилиш соҳалари.
2. Робототехниканинг авзалликлари.
3. Роботлаштирилган комплекс ва эпчил автоматлаштирилган системаларни кенг жорий этишни интенсив йўлдан олиб бориш учун қандай тадбирларни амалга ошириш зарур
24-мавзу. РОБОТОТЕХНИКАНИНГ ЧЕТ ЭЛДАГИ ҲОЛАТИ ВА ТАРАҚҚИЁТИ.
Режа:
1. Робототехниканинг бугунги кундаги ҳолати.
2. Гарбий Европа мамлакатлари саноат роботлари.
Ҳозирги кунда хорижий мамлакатларда роботларни ишлаб чиқиш ва тайёрлаш билан икки юзга яқин фирма шуғулланиб келаяпти, жумладан Гарбий Европадаги 90 га якин фирмада 170 мингга якин роботлар ишлаб чиқилган. Чет эл мамлакатлари робот лар ишлаб чиқаришга 1990 йилгача, бўлган даврга катта капитал маблағ ажратишган эди. Масалан, АҚШ ва Япония 1981-1986 йилда 0,5 ва 1 миллиард капитал маблағ ажратган бўлса, 1986-1990 йилда ҳар бир мамлакат 2 миллиардга якин доллар ажратган. Ҳозирги вақтда битта роботнинг таннархи 4 минг доллардан 200 минг долларгача. Роботларни ишлаб чиқариш ва бунёд этиш бўйича Япония биринчи ўринни эгаллаб келмоқда. Дунёдаги мавжуд роботларнинг 38 фоизи Японияга ,25 фоизи АҚШга, 22 фоизи Францияга тўғри келади.
Германия Италия, Франция, Англия ва бошқа мамлакатларда ҳам саноат роботларини ишлаб чиқариш ривожланиб бормоқда.
Саноат роботларини ишлаб чиқариш бўйича дунёда Япония бирничи ўринни эгаллашининг асосий сабаби саноат роботлари билан шуғулланувчи фирмаларга катта капитал маблағлар ажритилганлигидадир. Агар бу соҳага 1969 йилда 0,4 миллиард йен ажратилган бўлса, 1976 йилда 15 миллиард, 1977 йилда 18—20 миллиард йен ажратилган. Саноат роботларининг бозор нархи 1977 йилда 100 миллиард йенни ташкил этган бўлса, 1985 йилда 260 миллиард йенни ташкил этган.
АҚШ, Германияда ҳам саноат роботларини ишлаб чиқариш учун катта капитал маблағлар ажратилмоқда. Саноат роботларининг бозор нарҳи. АҚШда 1977 йилда 50 миллион долларни ташкил этган бўлса, 1985 йилда 1.400 миллион долларни ташкил этди.
Япониядаги асосий ва ёрдамчи операцияларни механизациялаш ва автомзтлаштиришга оид воситаларни уч гурухга бўлиш мумкин:
— оператор ёрдамида бошкариладиган манипуляторлар;
- олдиндан белгиланган дастур асосида ишлайдиган ва қайта созланмайдиган автоматик манипуляторлар;
- дастур билан бошқариладиган ва автоматик тарзда қайта созланадиган саноат роботлари. Бундан роботлар, ўз навбатида, циклли ва рақамли дастур билан бошқариладиган роботларга бўлинади.
Япон роботсозлари саноат роботларини махсус технологик мақсад бўйича ишлаб чиқарадилар. Ҳатто универсал саноат роботлари буюртмани талаб этган қўшимча қисмлар билан жиҳозланади.
Жуда кўп жаҳон фирмалари Япония ишлаб чика раётган саноат роботларига қўшимча талаблар қўймокдалар, жумладан, роботлар бахосини камайтириш, конкрет операцияларни бажара оладиган ва группа роботларни компьютерлар орқали бошқара оладиган қурилмаларни ишлаб чиқариш, роботларнинг эпчил кўлларини тайёр лаш, роботларни керакли позицияга суриб кўя билиш; роботларнинг хотира ҳажмини ошириш, бошқарув системаси ва айрим қисмлар ишончлилигини ошириш, роботларда рангни, предметлар ҳолати ва шаклини аниқлаш; саноат роботлари турларининг техникавий характеристикасини стандартлаштириш; автоматлаштирилган омборлар ишлаб чиқариш ускуналари билан боғланган комплексларни ишлаб чиқиш; роботлар ёрдамида буюмларни жойлаш ва тахлаш ишларини бажариш ва ҳоказолар.
АҚШда ишлаб чиқарилаётган дастурли биринчи авлод роботларининг умумий қиммати 1977 йилда 33 миллион долларни, 1985 йилда эса 370 миллион долларни ташкил этган.
АҚШда саноат роботларининг уч хил кўриниши серияли ишлаб чиқарилмоқда:
— тик оёкда туриб ишлайдиган одамни алмаштира оладиган робот (иш зонаси 10 м3 ва ундан катта);
- ўтириб ишлайдиган одамни алмаштира оладиган робот (иш зонаси 1 — 1,2м3);
- энг аниқ йиғув ва ўлчов операцияларини бажарадиган робот (иш зонаси 0,01—0,1м3).
2000 йилда бориб саноат роботларининг умумий сони 45000 донани ташкил этди.
Гарбий Европа мамлакатлари саноат роботлари. Гарбий Европада биринчи саноат роботи 1963 йилда Швецияда тайёрланган. 1973 йилда Швецияда 200 дан ортиқ саноат роботлари эксплуатация қилинган. Швецияда ҳаммаси бўлиб саноат роботларини ишлаб чиқа риш билан саккизта фирма банд бўлиб, 900 тага якин саноат роботлари ишлаб чиқарилди, уларнинг 300 та дан ортиги Швеция заводларида ишлатилмокда. Швеция бир миллион ахоли жон бошига тугри келадиган роботлар сони буйича биринчи уринда туради. Бу кур саткич Японияда 19га, АКШда 7 га тенгдир. 1980 йил нинг охирнда Фрацияда 500 га якин, Италияда 400 дан ортик, Англияда 371 та, Германия Федератив Республикасида эса 1133 та саноат роботи эксплуатация килинган.
1981 йил май ойида Англияда биринчи марта роботлаштирилган ва автоматлаштирилган йиғув ускуналари буйича кўргазма ўтказилди. Параллель тарзда йиғув ишларини автоматлаштириш бўйича иккинчи Ҳалкаро конференция ўтказилди. Бу конференцияда Англия, АКШ, Германия Федератив Республикасида йиғув иш ларини автоматлаштириш, йиғув машиналарини конструкциялаш, программа асосида ишлайдиган манипуляторларга қўйиладиган талаблар мухокама этилди.
Англияда 180 га яқин фирма саноат роботларидан фойдаланади. Саноат роботининг ўртача баҳоси 25000— 50000 фунт стерлингдир.
Швеция саноат роботлари майда серияда ишлаб чиқаришда юқори унумдорликни таъмин этиш учун кўпинча кампьютер билан жиҳозланган бўлади. Робот кампьютер билан алоқада бўлиб, рақамли программа билан бошқариладиган станок ўртасига жойлаштирилади ва ундан деталларни юклаш, туширишда бир станокдан иккинчи станокка узатишда фойдаланилади.
Австралиялик мутахассислар қўй юнгини олиш жараёнини роботларга ҳавола этдилар. Эластик тутқичлар қўйни осойишта кўтариб, электр қайчили манипулятор тагига қўяди. Ҳозирча роботлар инсонга нисбатан тўрт марта секин ишласалар ҳам, бироқ кун бўйи тўхтамай ишлаш қобилиятига эгадирлар.
Илмий техника инқилоби ўзига хос муаммоларни келтириб чиқармокда, шулардан энг асосийси ижтимоий муоммолардир.
Ишлаб чиқаришда янги техника ва технологиялар қўлланмокда. АҚШ, Япония, Германия ва Ғарбий Европанинг бошқа мамлакатлари корхоналарида роботлар одамлар ўрнини эгалламокда. Одамларчи? Кўпчилик холларда ишсизлик намоён бўлмоқда.Илмий техника тараққиёти меҳнатга лаёқатли аҳолининг АҚШда 8,5 фоизи ва Ғарбий Европада 11 фоизини бошқа ишга ўтишига сабаб бўлмоқда қолишига сабаб бўлмокда. Социологлар нуқтаий назарича, автоматлаштириш оқибатида содир бўлаётган ишсизлик муаммосини ҳам хал этиш керак. Кейинги вақтларда ғарб матбуотида илмий техника тараққиётининг ижтимоий оқибатлари билан курашишнинг янги йўли зўр бериб қидирилмоқда. Саноатда йўқ қилинаётган ишчи ўринларига маиший хизмат кўрсатиш сохасида жойлар тайёрланаяпти. воситалари янги иш жойларида саноатда қисқартирилган иш жойларига қараганда кам хақ тўланиши хақида лом мим демадилар.
Япония саноат компаниялари корандаликни қўллаб келмокдалар. Яъни, иккинчи даражали ишчилардан вақтинчалик ишларда фойдаланмокдалар.
Назорат учун саволлар:
1. Робототехниканинг бугунги кундаги ҳолатига мисоллар келтиринг.
2. Гарбий Европа мамлакатлари саноат роботлари келтириётган фойдаси қандай.
25-мавзу. РОБОТЛАР БОШҚАРУВ СИСТЕМАЛАРИНИНГ ТАХЛИЛИ.
Режа:
1. Саноат роботларининг бошкариш системаси.
2. робототехникадан фойдаланишнинг қулайликлари
Ҳозирги вақтда саноатимизда саноат роботлари нинг бошқарув системаларида микропроцессор ва кампьютерлар қўллаш иши жадал суръатлар билан олиб борилмокда.
Саноат роботларини бошкаришда учта вариант бор: циклли, позицияли ва контурли вариантлар. Мамлакатимизда ҳар бир вариантдаги бошқаришни таъминловчи техник воситалар серияли ишлаб чикарила бошланди. Эндиги асосий масала бошқаришга мўлжалланган техник воситаларни кўплаб ишлаб чиқариш ва унинг ишончлилик даражасини оширишдир.
Робототехникада микропроцессор ва кампьютерларни қўллаш роботларни ва технологик комплексларни группали бошқаришдаги мураккаб бошқарув масалаларини хал этиш имконини беради. Микропроцессор ва Микропроцессор ва кампьютерларнинг кулланилиши, ўз навбатида, роботларни бошқарув системаси ишончлилигини ошириш, ахборотни реал вақт масштабида қайта ишлаш, циклли, позицияли, контурли режимларда робот ҳаракатини программалаш тезлигини таъминлайди. Бироқ буларнинг хаммасини программали таъминотни бунёд этмасдан, инсон оператор билан буладиган муомалани программалаштирмасдан туриб амалга ошириб булмай ди. Хозирги даврда микропроцессор ва компьютерларни қўллаш йўлидаги хал этилиши керак бўлган муҳим масалалардан бири программали таъминот масаласидир.
Робототехнологик комплекслар учун бошқарув системасини бунёд этишдаги энг перспектив усул конкрет робототехнологик комплекс структураси ва унинг олдига қўйилган масалани хал этиш мақсадида буюртма микропроцессор воситасини ишлаб чиқиш ҳисобланади.
Машинасозликдаги технологик жараёнларни автоматлаштириш воситаларининг тараққиёт тарихида бошқарув программаси системасини жорий этишнинг икки йўли яққол кўзга ташланади: универсал воситалардан фойдаланиш ва махсус системаларни бунёд этиш. Универсаллик бошқарув масаласининг мураккаблиги, турли хил ускуналарга ўрганиш кераклиги ва системани ишлаб чиқиш вақтини қисқартириш билан боғлиқ. Технологик жараёнларни автоматлаштиришда программалаш воситаларини ишлаб чиқишнинг ўса бориши, ўз навбатида, электроникада ишлаб чиқаришни элементлар базасида автоматлаштириш учун мўлжалланган махсус йўлланмани бунёд этилишига олиб келмоқда.
Робототехнологик системани эксплуатация этиш шароитига мослашган бошқарув системаининг механик, электрик, электромеханик, гидромеханик, ўлчовчи, сигналли қурилмаларнинг ягона системадан иборат эканлиги робототехниканинг бошқариш системасига булган махсус талабларни келтириб чиқаради.
Электрониканинг мавжуд элементлари тезлиги (тактли частотаси 100 мгц гача) кўп сурилиш даражали (7 ва ундан ошиқ) механик системаларни рақамлар ёрдамида реал вақт масштабида бошқариш учун етарли эмас. Махсус микропроцессорларнинг қўлланилиши бошқаришдаги мавжуд чегараларни олиб ташлаш имконини беради.
Робототехнологик системалардаги бошқарув аниқлиги ахборот датчикларининг имкони ва аниқлигига,, микроэлектрон элемент базаларининг ишончлилиги саноат роботларини бошқариш системасидаги ишончлилик даражасига боғлиқдир. Робототехнологик системанинг тўхтаб қолиши ёки хатоликка йўл қўйиши, ўз навбатида, ишлаб чиқариш программасининг бажарилишига салбий таъсир кўрсатади. Ҳисоблаш техникаси нуқтаи назардан олганда бошқарув системасининг титраш, ифлосланган ҳаво, ҳарорат, намлик, электромагнит ҳолати таъсирида ишлаши салбий оқибатларга олиб келишини ҳам назарда тутиш керак.
Ҳар бир робототехнологик системанинг ишончли ишлаши учун ташқи мухит салбий таъсирининг олдини олиш ҳамда ускуналар элементларини диагностика қилиш мақсадида маҳсус чораларни кўриб чиқиш керак.
Назорат учун саволлар:
1. Саноат роботларини бошкаришда қандай вариантлардан фойдаланамиз.
2. Саноат роботларининг камчиликлари.
26-мавзу. ИШЛАБ ЧИҚАРИШНИ РОБОТЛАШТИРИШНИНГ ИҚТИСОДИЙ ВА ИЖТИМОИЙ МАСАЛАЛАРИ.
Режа:
1. Ишлаб чиқаришда роботлаштиришнинг иқтисодий аҳамияти.
2. Роботларнинг функсионал схемаси.
Саноат корхоналарини робототехнологик системалар асосида техник жиҳатдан қайта қуроллантиришда янги техника самарадорлигини аниқлайдиган методика ва йўриқномаларни ҳамда ижтимоий факторларни ҳисобга олиш ишларини мукаммаллаштириш талаб этилмоқда. Янги техникани жорий этишнинг ижтимоий иқтисодий самараси икки кўринишда —ижтимоий масалани хал этиш ва ишлаб чиқариш самарадорлигини оширишда намоён бўлади.
Ишлаб чиқаришни механизациялаш ва автоматлаштириш даражасини ошириш, меҳнатни қисқартиришга олиб келувчи ишлаб чиқариш воситаларини бунёд этиш, ўз навбатида, янги ресурсларни ишга солишни, янги техникани жорий этиш ва уни оммавий тарзда тарқатишни тақозо этади. Юқори даражада механизациялаштирилган ва автоматлаштирилга ишлаб чиқаришни тушириб бўлгандан кейингина оширилган ресурсларнинг ҳаражати ўзини оқлаши мумкин. Биринчи босқичда меҳнат ҳажмини камайтирувчи янги техниканинг кенг жорий этилиши асосий фондлардан олинадиган самаранинг вақтинчалик камайишига, саноат маҳсулоти таннархининг ўсишига олиб келади ҳамда иқтисодий самарага кескин таъсир этади. Робототехнологик системани жорий этишда эскирган ускуналар янгиси билан алмаштирилади, натижада корхона бошқа сифатдаги маҳсулот ишлаб чиқаришга ўтади, меҳнатининг мазмуни ва шарт-шароити ўзгаради.
Эски ва янги техникани қўллашнинг натижаларини ўзаро таққослаш жуда мураккаб иш. Чунки сифат жиҳатдан янги кўрсаткичлар содир бўлиб, бу кўрсаткичлардан корхонани техникавий қайта қуроллантириш ишидаги ижтимоий иқтисодий самарани аниқлашда фойдаланиш қийин масаладир.
Агар жамоат манфаати нуқтаи назаридан аниқланган талаб ва ресурслар (маҳсулот ишлаб чиқариш бўйича олинган буюртма, меҳнат фаолияти шароитига оид нормативлар) ҳисобга олинса, у ҳолда бирлашма янги техникани жорий этиш самарадорлиги топширилган буюртма ва нормативларнинг бажарилиши билан ифодаланади. Демак, янги техникани шундай танлаш керакки, қўйилган талаблар энг кам ресурслар ҳаражати билан амалга оширилиши керак.
Солиштириш йўли билан аниқланувчи вариантларда роботларни бунёд этиш ва эксплуатация этиш билан боғлиқ бўлган ҳамма ҳаражат ва фойдалар ҳисобга олинади. Бундай ҳисоб китоблар ишлаб чиқариш жараёнларини роботлаштиришнинг иқтисодий афзалликларини рўёбга чиқаришни мушкуллаштиради.
Саноат роботларини жорий этишни тезлаштириш учун, бу ҳайрли ишга оид ҳодимлар ишлаб чиқаришни роботлаштиришда фаол иштирок этишлари, моддий ва маънавий қизиқишга эга бўлишлари лозим.
Реал ҳаётда эса саноат роботларини жорий этишга сарфланувчи ҳаражат билан ундан олинадиган конкрет натижалар орасидаги муддатнинг чўзилиб кетиши, ўз навбатида, саноат роботларини жорий этаётган коллективларнинг ёмон аҳволга тушиб қолишига сабаб бўлмоқда. Ҳаммага маълум кундалик техника ва технологияни мукаммаллаштириш билан шуғулланаётган ходимлар эса моддий рағбатлантириш сохасида олдинга чиқиб келмоқдалар.
Робототехнологик системаларни ишлаб чиқиш ва кенг тарзда қўллаш уни иқтисодий ва ижтимоий самарасини аниқлайдиган ягона методик кўрсатмани талаб этади.
Корхонани комплекс техник қайта қуроллантиришдаги вариантларини солиштириш шу нарсадан далолат бераяптики, қаерда қўл мехнатини ўрнини босувчи қиммат ускуна интенсив тарзда фойдаланилаётган бўлса, шу ерда энг кўп иқтисодий самара мавжуддир. Саноат роботларини куллаш икки ва уч сменали ишда самара беради. Автоматик ускуналарни доналаб ўрнатиш ва улардан кам сменали ишларда фойдаланиш самара ўрнига зарар келтириши муқаррардир.
Саноат роботларини бунёд этиш ва жорий этишдан олинадиган иқтисодий самарани аниқлаш методикаси. Металл кесиш станоклари тажрибавий илмий тадқиқот институти (ЭНИМС) томонидан ишлаб чиқилган ва 1984 йил январ ойида жорий этилган йўриқномада ўз аксини топган. Бу йўриқномада саноат роботларини бунёд этиш ва жорий этишда иқтисодий самарани баҳолаш йўллари жамоат фондидан тўланадиган пуллар, ишлаб чиқаришни ташкил этиш шаклини яҳшилаш эвазига технологик ускуналарнинг банд бўлиш қобилияти ниҳисобга олиш, сменалараро йўкотувни кискартириш ишлаб чикаришни роботлаштиришда режалаштириш ва диспетчерлик ишларининг тартибга солиниши назарда тутилган.
Йўриқнома тармоқлараро хусусиятга эга бўлиб, машинасозликнинг саноат роботларини бунёд этиш ва жорий этиш билан боғлик бўлган турли хил тармоқларини (механик ишлов бериш, қуюв ишлари, темирчилик — пресслаш, пайвандлаш, йиғув ва х. к.) ўз ичига олади.
Йўриқномада саноат роботлари ва робототехнологик комплексларни бунёд этиш (лойихалаш ва ўзлаштириш) ҳамда уларни машинасозлик корхоналарида жорий этиш босқичида иқтисодий самарани аниқлаш усуллари баён этилган.
Ушбу йўриқнома ёрдамида, шунингдек, саноат роботлари ва робототехнологик комплексларни бунёд этиш ва жорий этиш билан боғлиқ бўлган ихтирочилик ва рационализаторлик таклифлари учун бериладиган мукофотлар ўлчамини аниқлайдиган кўрсатмалар ҳам бор.
Шу билан бир қаторда ушбу йўриқномада ижтимоий иқтисодий самарани ҳисобга олувчи методик масалалар тўла акс эттирилмаган.
Робототехниканинг ривожланишида компьютерларнинг бунёд этилиши катта аҳамият кашф этди. Чунки компьютер дастурловчи қурилма бўлиб унинг асосида мутлақо янги кўринишдаги қурилма бунёд этиш шароити туғилади. Шу муносабат билан компьютер ёрдамида бошқариладиган роботлар пайдо бўлди. Кейинги йиллардаги тараққиётнинг муҳим хусусиятларидан бири инсон имкониятини мукаммалаштирувчи восита микроэлектроникадан фойдаланишлар бўлиб ҳисобланади. Механика билан электрониканинг бирлашиши оқибатида мехатрон қурилмаларини пайдо бўлишидир.
Хозирги замон роботлари таркибига бир ёки бир неча механик манипуляторлар киради. Манипуляторлар илгарилама ва бурчакли ҳолатда силжий оладиган кинетик қисмлардан иборат. Манипуляторнинг охирида махсус асбоблар бўлади. Робот монипуляторлари автоматик бошқарув қурилмасига эга бўлиб у ўз навбатида сезги (сенсорли) қурилмаларига эгадир.
Демак робот (4.1-расм) автоматик тарзда ҳаракатланувчи машина бўлиб ўзида ишчи ва информацион ҳислатларини бирлаштиради. Ривожланган роботлар худди инсонга ўхшаб ташқи мухит билан ўзаро муносабатда бўлиб сунъий интеллектга эга бўлиши мумкин.
4.1-расм. Роботнинг функционал схемаси.
Автоматлаштириш воситаси сифатида роботлар бошқа шу каби воситаларидан ўзиниг кўп функциялиги (унверсалиги) ва бошқа операцияларга эпчил тарзда ўта олиши билан ажралиб туради. Унверсаллик деганда робот ишчи органлари ва унинг ҳаракатлари универсаллиги тушунилади.
Роботлар унверсаллиги инсон томонидан бажариладиган ҳар қандай операцияларни автоматлаштириш имконини беради. Робот ёрдамида автоматлаштирилган тизим (система)ларни роботлаштирилган деб юритилади.
Роботлар асосий вазифани бажаришга мўлжалланган роботлаштирилган тизим ва мажмуаларни робототехник деб аталади.
Роботлар кўпроқ машинасозликда қўлланиб келинган. Машинасозликдан бошқа механизациялаштириш ва автоматлаштириш воситалари қўлланиладиган соҳа почта алоқаси бўлиб ҳисобланади. Шунинг учун ушбу соҳадаги ишлаб чиқариш жараёнларини автоматлаштиришда робототехника воситаларидан фойдаланиш имконини қидириб топиш долзарб масала бўлиб ҳисобланади.
Робототехника воситаларидан фойдаланишга оид олиб борилган тадқиқотлар ва бу соҳадаги мавжуд тажрибалар яъни, юклаш, транспорт ва омбор операцияларига оид ишлар почта алоқасига ҳам бевосита тегишлидир.
Умумий маълумотлар ва тушунчалар.
Ўз вазифасини бажариш учун ҳар қандай робот қуйидагиларга эга бўлиши керак:
1) Бошқарув тизими (компъютер ёрдамида ишловчи):
2) Ишчи органига эга бўлган иш бажарувчи механизм яъни,манипуляторлар:
Манипулятор тўғридан-тўғри, масофавий ёки автоматик тарзда бошқариладиган бўлиши мумкун. Механик қўл, ёки автооператор (бикир дастурланган робот) ёрдамчи ва транспорт операцияларини бажарувчи қурилма. Роботларнинг биринчи авлоди бикир дастур асосида ишлайди. Биринчи авлод роботларига жуда кенг тарзда қўлланилувчи механик қўллар ва рақамли дастур билан бошқарилувчи тизимли роботлар киради. Ушбу роботлар ташқи муҳит шароитига мослашаолмайди. Шунинг учун ушбу роботларни нисбатан оддий бўлган ишлаб чиқариш жараёнларида (деталларни ташиш, жойлаш, пайвандлаш,бўяш ва ҳ.к)қўлланилади. Бунда тизимга киришда қатъий тартиб ҳамда мудофаа чораларини кўришга тўғри келади.
Ҳозирги вақтда эпчил дастур асосида ишлай оладиган иккинчи авлод яъни,адаптив-мослашувчан роботлар яратилган. Ушбу роботлар сезги датчиклари билан жихозланган бўлади. Чунки улар анча мураккаб бўлган ишлаб чиқариш жараёнларини бошқаришда қўлланилади.
Замонавий масалаларни хал этишда интеграл ёки интеллектуал роботлар учинчи авлод роботлари деб аталади.Улар ҳар қандай иш ва ишлаб чиқариш шароитига мослашаоладиган бўлиб сунъий интеллект билан жиҳозланган бўлади.Учинчи авлод роботлари компъютерлар тизими ёрдамида бошқарилади ва эвристик дастурлаш усуллари қўлланилади.
Машина-автомат сифатидаги саноат роботлари ҳаракатининг аниқлиги ва тезлиги бўйича инсон бажарадиган ишларни бажариш қобилятига эгадир.
Назорат учун саволлар:
1. Ишлаб чиқаришда роботлаштиришнинг иқтисодий аҳамияти қандай.
2. Учинчи авлод роботлари қандай мақсадларда қўлланилади.
27-мавзу. РОБОТЛАРНИНГ ТАРКИБИ ВА ТУЗИЛИШИ.
Режа:
1. Робот тизимини таркиби ва функционал кўриниши.
2. Робот тизимининг тузилиши.
Ҳозирги вақтдаги роботни қуйидагича таърифлаш мумкин; робот бу инсоннинг турли- ҳил ҳаракатлари ва интеллектуал функциясини бажарадиган ва бунинг учун керакли иш бажарувчи қурилмалардан, бошқарувчи ва ахборот тизимларидан иборат машина-автоматдир.
Робот ташқи мухит билан фаол ўзаро муносабатда бўлиб асосан қуйидаги тизимларга эга бўлиши керак : бошқарувчи,ахборот-ўлчов (сенсорли),алоқа, иш бажарувчи. Робот тизимининг таркиб-функционал кўриниши 4.2-расмда келтирилган.
 |
Бошқарув тизими –бу роботнинг «мия»си бўлиб,белгиланган дастур асосида иш бажарувчи тизим ммеханизмини бошқариш учун керак бўладиган қонунларни ишлаб чиқиш учун хизмат қилади.
Ахборот-ўлчов тизими –бу ташқи мухит ва роботнинг ўзи ҳақидаги ахборотни қабул қилиш ва ўзгартирувчи сунъий сезги органлари.
Алоқа тизими –робот билан инсон ўртасида ахборот алмашинувини бажаради ва роботнинг «тили»деб ҳам айтилади.
Иш бажарувчи тизим-бу ташқи муҳит объектига таъсир қилувчи ёки у билан ўзаро муносабатда бўлувчи қурулма. Саноат роботонинг таркибий кўриниши ва унинг тизимлари боғлиқлиги 4.3-расмда келтирилган.

4.3-расм. Саноат роботининг таркибий кўриниши.
ДКҚ- дастурий киритиш қурилмаси, ҚБП-қўл билан бошқарувчи пулт, КШҚ-командани шакллантириш қурилмаси, У-узатмалар, М-манипулятор, ТУ-технологик ускуна, АТ-ахборот тизими.
4.4-расимда саноат роботи,технологик ускуналар ватизимларининг ўзаро муносабати таркибий-функционал схемаси келтирилган.
Назорат учун саволлар:
1. Роботлаштирилган комплекс тизимларини кенг жорий этишни интенсив йўлдан олиб бориш учун амалга оширилиши керак бўлган тадбирларни айтиб беринг.
2. Қисқа тарзда робототехниканинг чет элдаги ҳолати ва тараққиётини тушунтириб беринг.
3. Роботлар бошқарув системалари моҳиятини тушунтириб беринг.
4. Роботлаштиришнинг иқтисодий ва ижтимоий аҳамиятини баён этинг.
5. Роботнинг функционал схемасини тушунтириб беринг.
Фойдаланилган адабиётлар
1. Г. В. Верхова, В. П. Соколов, А. С. Ястребов Учебное пособие для вузов «Технические средства автоматизации почтовой связи» Санкт-Петербург 2000.
2. Э.А. Буланов, Ю.И. Третенко. «Подъемно-транспортные и погрузочно-разгрузочные устройства почтовой связи». «Радио и связь» Москва 1990.
3. В.К. Титов, Т.С. Пронина, Г.В. Морозникова. «Механизация и автоматизация предприятий почтовой связи». Учебник для техникумов. «Радио и связь» Москва 1988.
4. Комплекс электронный «ОНЕГА – III-3Э» Руководства по эксплуатации. Москва 1983.
5. В.П. Соколов. Почтообрабатывающие машины и механизмы. – М.: Связь, 1980.
6. В.П. Соколов. Почтообрабатывающие машины и автоматы. – М.: Связь, 1977.
7. Г. Бронтвейн. Семейство почтово-кассовый терминал «Нева-Ас-Ф» Состояние и перспективы развития // Международный журнал почтовых технологий. – Т. 4. - № 1. – 1997.
8. С.Нинбург, Т. Олейникова. Почтово-кассовый терминал «Азимут-Пост-Ф» и фискальный регистратор // Международный журнал почтовых технологий. – Т. 4. - № 1. – 1997.
9. Железнов В.В. Автоматизация ввода информации в ЭВМ // Механизация и автоматизация производства. - № 2. – 1998.
10. В.А. Миҳевич, В.П. Соколов, Техническая эксплуатация и ремонт почто – обрабатывающих машин. Москва: радио связь, 1984
11. Д.В. Россеецкий, В.М. Файнитейн, Механизация и автоматизация обработки почты. Москва: издательство связь, 1984
12. Б.П. Бутенко, В.В. Коршунов, И.А. Мамзеяев, Технологические процессў в почтовой связи, книга 1,2. Москва: радио и связь,1998.
13. М.М. Кузнецов, Л.И. Волчкевич, Ю.П. Замчалов. Автоматизация производственных процессов. Глава VIII. Промышленные работы и манипуляторы. Москва «Высшая школа» 1978.
14. Р.Коутс, И.Влеймик. «Интерфейс», «Человек компьютер» Москва «Мир» 1990.
15. В.П. Леонтьев «Персональный компьютер» Москва «Олма-Пресс» 2003.
.
Тошкент Ахборот Технологиялари Университети АКТСИМФ илмий услубий кенгашида (2014 йил _____ сон мажлис баённомаси) муҳокама қилиниб нашрга тавсия этилган.
АКТСИМФ декани ____________ Ш.Ш.Тураев
Тузувчилар: Н.А.Тиллаева, Б.Х.Маъмуров
Маъсул муҳаррир
“ПАТ” кафедраси мудири, и.ф.н. Ф.О.Базаров
Мусаххих С.Х.Абдуллаева
Босишга рухсат этилди:_______________
Бичими 16/84. Офсет қоғози. Адади______ Буюртма №___
ТАТУ “АЛОҚАЧИ” босмахонасида чоп этилди
Тошкент шахри, Амир Темур 108 уй.
16.