Лабораторная работа № 10-0
Монтаж оптических кабелей с использованием муфты UCSO 4-6
1. Цель работы
Целью настоящей работы является приобретение навыков по монтажу соединительной оптической муфты типа UCSO 4-6 фирмы «Siemens».
2.Задание
1.1. Ознакомиться с деталями, входящими в комплект муфты UCSO 4-6.
1.2. Разделать концы, предназначенного для монтажа волоконно-оптического кабеля.
1.3. Произвести монтаж кассетного блока муфты.
1.4. Произвести монтаж кассет муфты.
1.5. Произвести герметизацию вводов кабеля в муфту.
1.6. Произвести монтаж корпуса муфты.
3. Теоретические сведения
3.1. Конструкция муфты
Для монтажа оптических кабелей различных конструкций в последнее время широко используется универсальная муфта USCO 4-6 производства RXS Schrumpftechnik-Gamituren Gmb (Германия) [1].
Универсальная муфта USCO 4-6 является "механической", то есть монтируется без элементов горячей пайки.
Расшифровывается марка муфты следующим образом:
U - Universal- универсальная;
C - Closure- муфта;
S - Splices- сварка;
О - Optic - оптическая;
4 - число заводимых кабелей;
6- максимальное число сварочных распределителей ("гребенок").
Рассмотрим муфту, рассчитанную на сварку четырех модулей по шесть волокон в каждом, т.е. двадцати четырех волокон, которые размещаются в двух кассетах, входящих в ее комплект.
Муфта UCSO 4-6 может использоваться как соединительная или разветвительная.
Монтаж муфты допустим при температуре от –5oС до +50oС. Для монтажа муфты требуется следующее оборудование:
1. Сварочный аппарат типа S 46999-M-7-A-30 или S 46999-M-7-A60.
2. Набор инструмента для сварочного аппарата.
3. Резак (с установочным устройством) типа S46999-M-9-B-6.
4. Держатель модулей при сварке.
5. Монтажный стол.
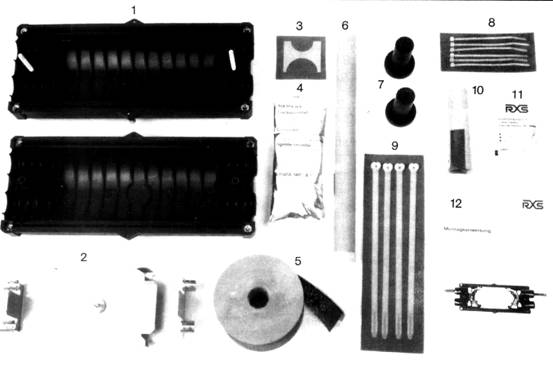 |
Рис. 3.1. Детали для монтажа муфты
Комплект муфты содержит следующие детали (рис. 3.1.):
1. Половинки муфты из полипропиленового сополимера (1).
2. Блок для размещения кассет с крышкой (2).
3. Калибратор (3).
4. Средство для высушивания полости муфты (4).
5. Катушка с лентой для герметизации муфты (5).
6. Шнур для герметизации муфты (6).
7. Втулка (7)
8. Крепежные хомуты для модулей размером 2.4 х 92мм (8).
9. Крепежные хомуты для кабелей размером 7.6 х 203 мм (9).
10. Компаунд для герметизации муфты (10).
11. Ароматизированная салфетка (11).
12. Инструкция по монтажу муфты (12).
13. Ветошь.
 |
|
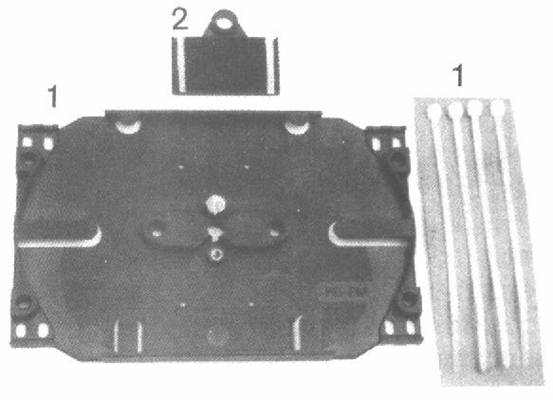
Непосредственно для сварки волокон в комплекте деталей предусмотрены (рис. 3.2.):
1. Две кассеты, в каждой из которых находятся гребенки для размещения сварных соединений (1,2).
2. Крепежные хомуты для модулей размером 2,4 х 92 мм в количестве четырех штук (3).
3. Изолента шириной 19 мм.
4. Клеющиеся номера.
5. Паста для защиты места сварки.
В зависимости от типа кабеля и его марки в комплект муфты могут входить дополнительные материалы.
Так для кабелей с ленточной стальной броней это:
1. Зажим с гибким медным проводом для соединения брони кабеля с металлическим корпусом муфты.
2. Кабельный соединитель А5 х 2,3.
3. Коропластовая изолента.
4 Припой ПОС - 60 в виде проволоки диаметром 2 мм (гарпиус).
Для крепления кабеля в стальной гофрированной оболочке в комплекте предусматривается специальный зажим с диаметром, меняющимся от двенадцати до двадцати миллиметров.
Для пайки медных жил имеется припой в виде проволоки диаметром 2 мм с содержанием 60 % свинца и изолирующие гильзы диаметром 3,5 мм.
Как уже говорилось, каждая гребенка максимально рассчитана на 12 волокон. Однако конкретное количество волокон, вводимое гребенку, лимитируется их наружным диаметром (табл. 3.1).
Таблица 3.1
|
Наружный диаметр волокон, мм |
Максимальное количество волокон в гребенке |
|
3,5
|
1
|
|
3,0 |
3
|
|
2,4
|
5
|
|
2,0 |
6
|
|
1,4 |
12
|
3.2. Технологический процесс монтажа муфты
Технологический процесс монтажа муфты содержит следующие операции:
1. Подготовка сварочного блока.
2. Разделка концов кабеля (снятие защитных покровов).
3. Подготовка волокон к сварке.
4. Закрепление концов кабелей в муфте.
5. Закрепление модулей кабеля в кассете.
6. Пайка медных жил и сварка волокон.
7. Закрепление кассет, выкладка модулей, закрытие сварочного блока.
8. Закрытие муфты.
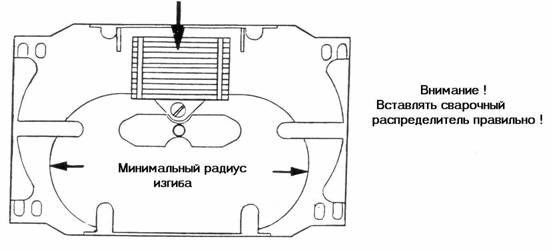
Монтаж муфты начинается с подготовки сварочной кассеты, а именно, установки в ней гребенки так, как показано на рис. 3.3.
 |
|
Рис.3.3. Установка гребенки в кассете
Если кабель имеет защитный полиэтиленовый шланг, гофрированную стальную оболочку и внутреннюю полиэтиленовую оболочку, разделка концов кабеля производится следующим образом.
Концы кабеля очищаются. Делается метка на защитном шланге, поперечный и два продольных надреза, после прогрева защитный шланг снимается со стальной оболочки.
Делается метка на стальной оболочке, круговой надрез, с помощью утконосов она разгибается вдоль шва и на уровне кругового надреза удаляется (рис. 3.4.).
 |
Рис. 3.4. Разделка конца кабеля в стальной оболочке
На расстоянии 5 мм от среза стальной оболочки на внутренней полиэтиленовой оболочке делается круговой надрез.
С конца кабеля на оболочке делается также круговой надрез на расстоянии 100 мм. Оболочка стягивается и удаляется, а на оставшейся части делается продольный разрез длиной 10 мм, в который вставляется специальная нить для вспарывания оболочки (рис. 3.5.)
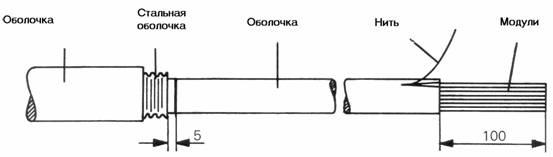 |
Рис. 3.5. Разделка конца кабеля с внутренней оболочкой
Внутренняя оболочка вспарывается до кругового надреза и удаляется. На рис. 3.6. показан разделанный конец оптического кабеля после удаления некоторых конструктивных элементов, с укороченным слоем арамидной пряжи и модулями.
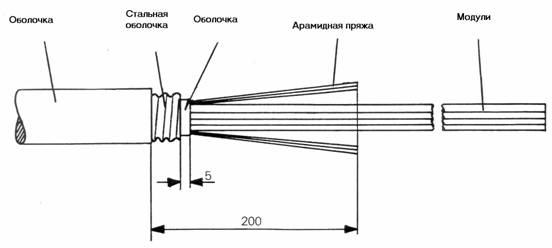 |
Рис. 3.6. Разделка конца кабеля в стальной оболочке
Сердечник кабеля должен быть очищен от гидрофобного заполнителя.
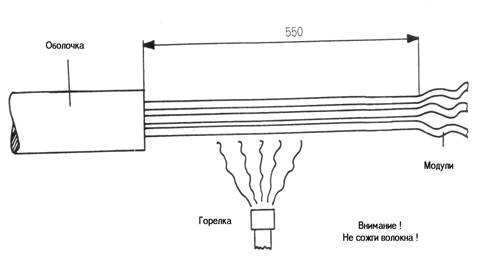
Рис. 3.7. Разглаживание концов модулей термоустройством
Модули предварительно разглаживаются потоком горячего воздуха от термоустройства на длине порядка 550 мм (рис. 3.7.).
После этого модули нумеруются в соответствии с принятой методикой счета, начиная с красного, являющегося контрольным.
Далее укорачивается центральный силовой элемент до 300 мм. или медные жилы до 600 мм, если они имеются (рис. 3.8.).
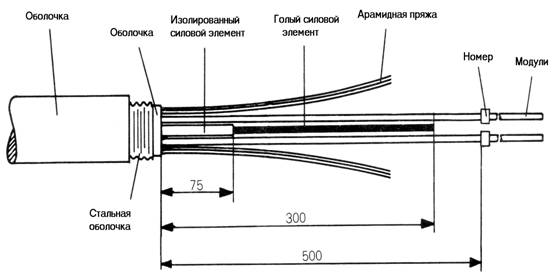 |
Рис. 3.8. Нумерация концов модулей
При наличии у кабеля стальной ленточной брони для электрической целостности последней, в муфте делается перемычка. К соединителям припаиваются гибкие кабели. В оболочке с броней с торца вырезают полоски 10 мм шириной и 20 мм глубиной. Эти полоски осторожно отгибаются и под ними накладывается 2-3 слоя изоленты. После этого на полоски надвигается зажим, который обжимается плоскогубцами. (Одна из полосок с броней обжимается соединителем с гибким кабелем для перемычки (рис. 3.9.).
 |
Рис. 3.9. Установка зажима для соединения брони
Кабели располагаются так, как показано на рис. 3.10.
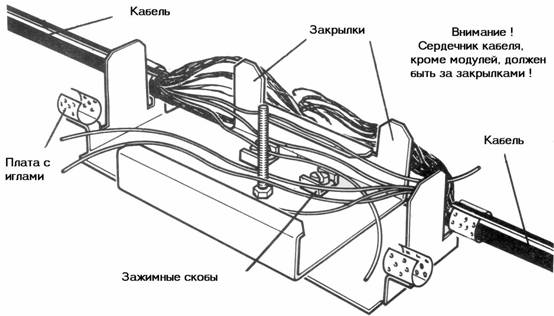 |
Рис. 3.10. Закрепление кабеля в блоке для сварки
![]() Кабель с полиэтиленовой оболочкой и ленточной броней в блок для
размещения кассет вводится следующим образом. В плату с иглами вставляется
кабель. С помощью кабельного хомута он пристегивается, как указано на рис.
3.11.
Кабель с полиэтиленовой оболочкой и ленточной броней в блок для
размещения кассет вводится следующим образом. В плату с иглами вставляется
кабель. С помощью кабельного хомута он пристегивается, как указано на рис.
3.11.
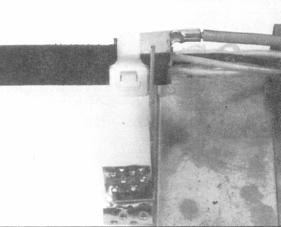
Рис. 3.11. Пристегивание кабеля зажимом
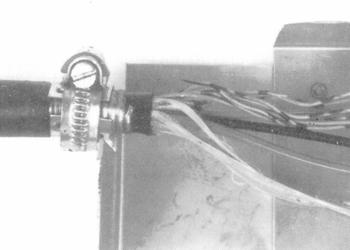
Если кабель имеет гофрированную стальную оболочку, пристегивание его к плате с иголками осуществляется с помощью зажима для стальной оболочки (рис. 3.12.).
|
Рис. 3. 12. Крепление кабеля зажимом
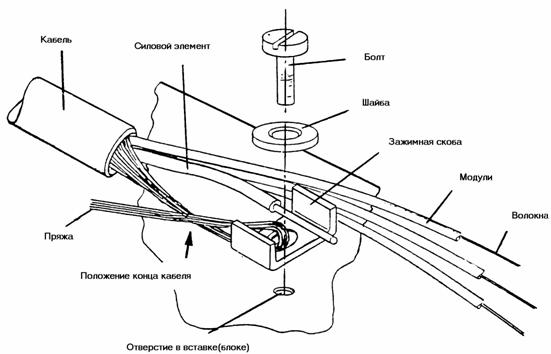
Рис. 3.13. Закрепление пряжи и силового элемента с помощью зажимной скобы
Зажимная скоба, находящаяся в блоке для размещения кассет, слегка освобождается. Жгут из арамидной пряжи вместе с центральным силовым элементом продергивается снизу сквозь отверстие в зажимной скобе. Скоба с шайбой кладется на жгут. В отверстие вставляется болт и при натянутом жгуте заворачивается. После этого жгут отгибается к основной части кабеля. Центральный силовой элемент при этом укорачивается (рис. 3.13).
В случае, когда y кабеля имеется ленточная броня, медный провод перемычки зажимается также под зажимной скобой (рис. 3.14.).
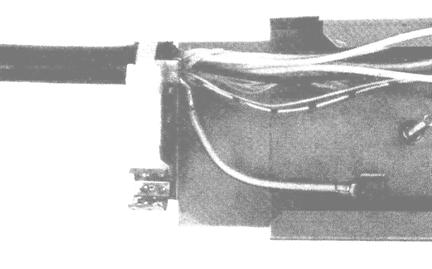 |
Рис. 3.14. Закрепление медного провода зажимной скобой
Согласно (рис. 3.15.) отмечается место снятия оболочки модуля. Резаком делается круговой надрез на оболочке модуля, после чего он аккуратно надламывается и стягивается. Такая операция проделывается со всеми модулями. Если в модуле одно волокно, то номер наклеивается на модуль, а если несколько, то нумеруется каждое волокно отдельно.
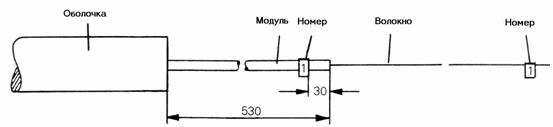 |
Рис. 3.15. Укорочение модулей и нумерация волокон
При монтаже соединительной муфты закрепление модулей кабеля в кассете производится следующим образом.
Конец модуля обворачивается липкой лентой так, как показано на рис. 3.16.
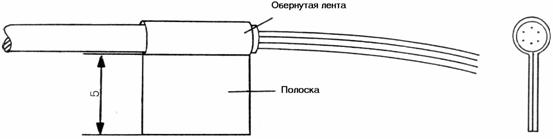 |
Рис. 3.16. Модуль с обернутой вокруг лентой
Модули располагаются в сварочном блоке согласно рис. 3.17.
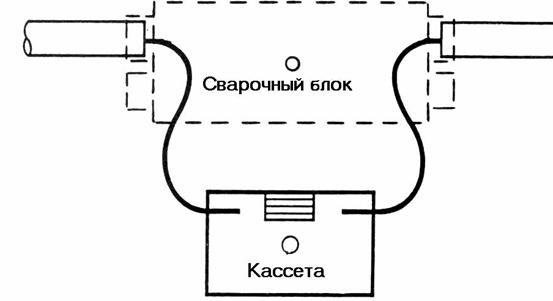 |
Рис. 3.17. Закрепление модулей в кассете
Обернутый полоской ленты модуль вставляется в кассету и пристегивается с помощью защелок.
Волокна укладываются в кассете в три оборота при максимальном радиусе изгиба (рис. 3.18.).
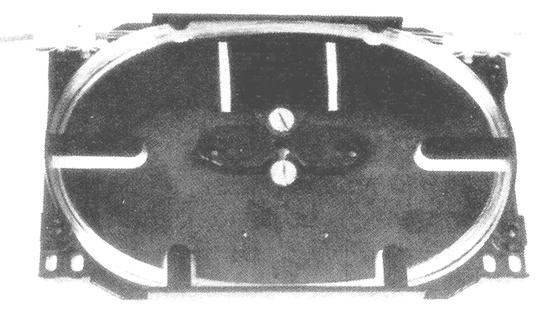 |
Рис. 3.18. Прикрепление оптических волокон
В случае монтажа разветвительной муфты закрепление модулей кабеля производится следующим образом.
Модуль обворачивается изолентой также, как в соединительной муфте.
 |
Расположение модулей в сварочном блоке показано на рис. 3.19. Волокна укладываются в кассете также, как показано на рис. 3.18.
Рис. 3.19. Ввод модулей в сварочный блок
Пайка медных жил осуществляется следующим образом. Первоначально на каждый провод насаживается изолирующая гильза. Пайка медных проводов осуществляется обычным методом с применением паяльника, канифоли и припоя.
На пропаянный сросток насаживается изолирующая гильза. Изолированные сростки укладываются на дно сварочного модуля.
Сварка волокон осуществляется в следующей последовательности.
Кассета укладывается на верхнюю панель сварочного аппарата и закрепляется болтами. Модуль закрепляется в модуледержателе сварочного аппарата (рис. 3.20.)
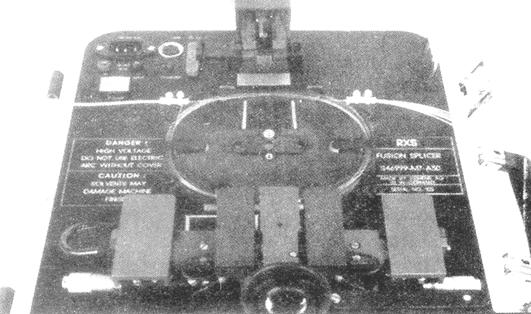 |
Рис. 3.20. Установка кассеты на сварочном аппарате
Берется первое волокно и укладывается в ямку-желобок гребенки с левой стороны. В табл. 3.2. приведена нумерация волокон по цвету.
Таблица 3.2
|
Номер волокна |
Цвет
|
|
Первое |
Красный |
|
Второе |
Зеленый
|
|
Третье |
Синий
|
|
Четвертое |
Желтый
|
|
Пятое |
Натуральный
|
|
Шестое |
Красно-черный
|
|
Седьмое |
Зелено-черный
|
|
Восьмое |
Сине-черный
|
|
Девятое |
Желто-черный
|
|
Десятое |
Черный |
Волокно отрезается по метке (рис. 3.21.). С помощью стриппера на длине волокна 40 мм сдирается внешнее покрытие и оболочка волокна. Волокно очищается мягкой бумагой. С помощью резака сварочного аппарата волокно скалывается под прямым углом и кладется в левый зажим аппарата.
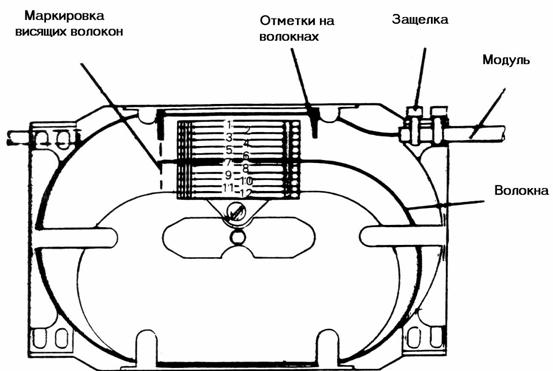 |
Рис. 3.21. Размещение волокон в кассете
Аналогичная операция производится с первым волокном с правой стороны аппарата. В сварочном аппарате производится сварка волокон.
Сваренные волокна укладываются в желобок гребенки на первое место. Далее таким же способом свариваются остальные волокна. Сростки сваренных волокон укладываются в соответствующие желобки гребенки и заливаются компаундом.
Закрытие сварочного блока в соединительной муфте производится следующим образом.
Не поворачивая кассету модули раскладываются друг под другом, болтающиеся концы при этом закрепляются на пересечении кабельным хомутом, как показано на рис. 3.22.
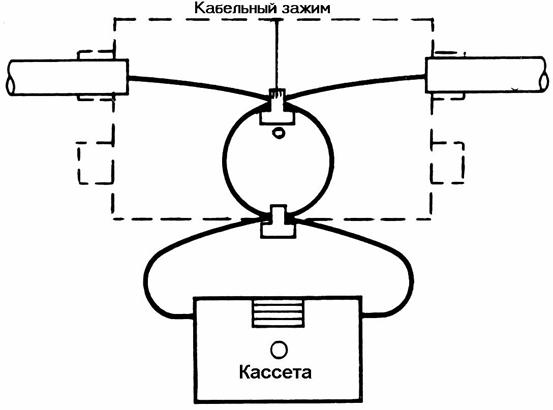 |
Рис. 3.22. Размещение модулей в соединительной муфте
Без поворотов относительно модулей входящих в нее кассета осторожно вводится в сварочный блок. Петли из модулей поправляются.
На сварочный блок накладывается крышка и он закрывается. Закрытие сварочного блока в разветвительной муфте производится так.
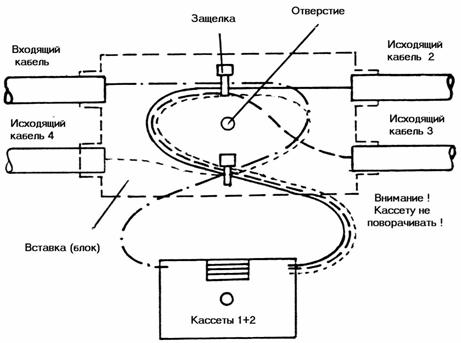 |
Кассеты 1 и 2 кладутся одна под другой (рис. 3.23.).
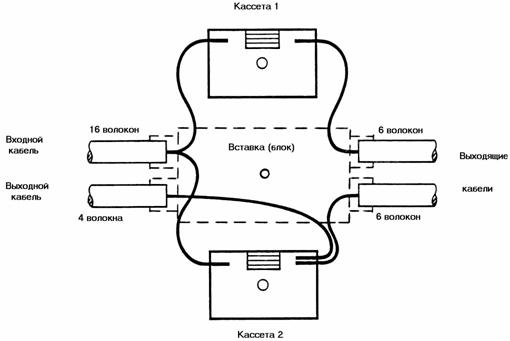
Рис. 3.23. Размещение модулей в разветвительной муфте
Модули кабелей 2 и 3 располагаются слева от зажимной скобы. В этом жгуте должен находиться и модуль от кабеля 4. Болтающиеся концы модулей крепятся кабельными хомутами (рис. 3.23.).
Кассета осторожно вводится в сварочный блок. При этом модули расправляются. На сварочный блок кладется крышка и он закрывается.
На вводе в муфту оболочка кабеля очищается, убирается шершавость. После этого смазывается компаундом и высушивается.
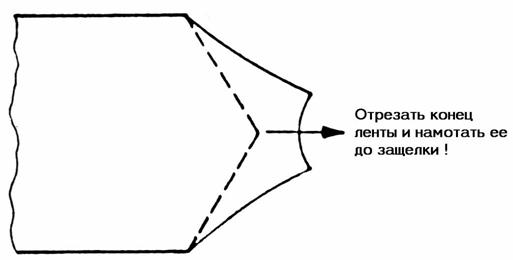 |
Лента для герметизации муфты готовится так, как показано на рис. 3.24.
Рис. 3.24.Подготовка ленты для герметизации муфты
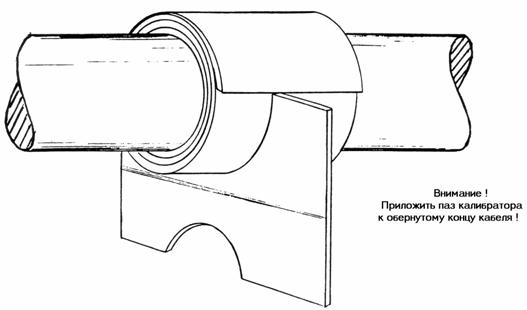 |
Конец ленты закрепляется на оболочке, затем она наматывается до защелки, которой закреплен кабель в плате с иголками. Проверяется диаметр обмотанной оболочки калибратором (рис. 3.25.).
Рис. 3.25.Проверка диаметра обмотанной оболочки калибратором
Сварочный блок осторожно кладется с кабелем в нижнюю половинку муфты. Если в муфту заводятся не четыре кабеля, а два, в корпусе муфты резервные отверстия для кабелей закрываются втулками. Для этого втулка предварительно обматывается герметизирующей лентой, как показано на рис. 3.26.
 |
Рис. 3.26.Подготовка втулки
 |
Диаметр обмотанной втулки также проверяется калибратором. Обмотанные втулки вставляются в нижнюю половинку муфты (рис. 3.27., 3.28.).
Рис.3.27. Установка Рис.3.28. Установка
втулки втулки
В желоб нижней половинки муфты прокладывается шнур для герметизации. Распаковывается осушитель и кладется на дно муфты.
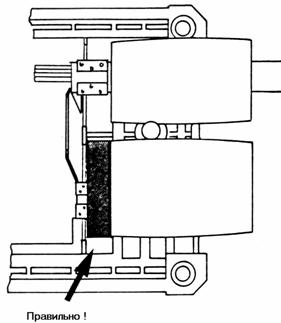
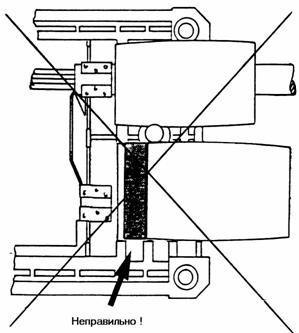
Закрылки сварочного блока осторожно отгибаются внутрь.
Внимание: Верхняя половинка муфты не должна оказывать давление на сварочный блок.
Кладется верхняя половинка муфты, прижимается. В начале закручиваются болты на коротких сторонах муфты до смыкания ее половин (рис. 3.29.).
 |
Рис. 3. 29.Завинчивание болтов на муфте
Зазор проверяется калибратором. После этого завинчиваются болты на длинных сторонах муфты. Качество закрытия муфты также проверяется калибратором. Болты заклеиваются лентой.
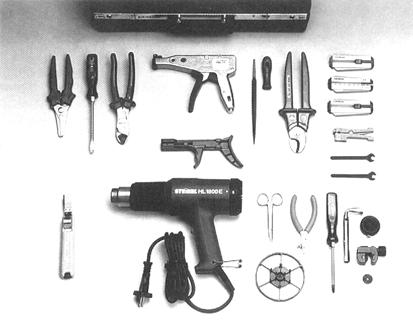 |
Для монтажа муфты используется инструмент, показанный на рис. 3.30.
Рис. 3.30.Инструмент для монтажа оптических муфт
4. Порядок выполнения работы
4.1. Изучить содержание комплекта деталей для монтажа муфты UCSO 4-6.
4.2. Разобрать порядок разделки концов кабелей перед монтажом муфты.
4.3. На макете муфты изучить технологию монтажа кассеты и укладки модулей по дну сварочного блока.
4.4. Рассмотреть технологию герметизации вводов кабелей в муфту.
4.5. Изучить процедуру окончательного закрытия муфты.
5. Содержание отчёта
5.1. Описать конструкцию муфты.
5.2. Привести последовательность операций при монтаже муфты.
5.3. Описать процесс подготовки концов кабелей к монтажу муфты и привести рисунок разделки.
5.4. Привести рисунок размещения модулей в сварочном блоке.
6. Контрольные вопросы
6.1. Какие детали входят в комплект муфты UCSO 4-6?
6.2. Какой порядок разделки концов кабелей перед монтажом?
6.3. Как отрезается модуль при разделке кабеля?
6.4. Как закрепляется модуль в кассете?
6.5. Как укладывается волокно в кассете?
6.6. Как укладываются модули в сварочном блоке?
6.7. Чем крепятся кабели к сварочному блоку?
6.8. Как герметизируются вводы кабелей сырой резиной?
6.9. Каким образом осушается воздух в полости муфты?
6.10. Как закрывается муфта?
Литература
1. Installation Instructions Issue 4, july 1993
Universal Closure UCSO 4-6 for optical wavequide cables.
2. С.С. Касымов, В.Н. Васильев Волоконно-оптические линии связи –Ташкент, ТУИТ –2001.
Методическое руководство к выполнению лабораторной работы № 6-О «МОНТАЖ ОПТИЧЕСКИХ КАБЕЛЕЙ С ИСПОЛЬЗОВАНИЕМ МУФТЫ UCSO 4-6»
Разработано в соответствии с программой курса «Линии связи». Предназначено для студентов дневной и заочной формы обучения направления «Телекоммуникации» (5522200)
Рассмотрено на заседании кафедры и рекомендовано к внутривузовскому изданию.
Протокол №19 от 05.01.04г.
Составитель: и.о.доц. Васильев В.Н.
Ответственный редактор:
проф. Арипов Х.К.
Редакционно-корректурная комиссия
Редактор: и.о.доц. Васильев В.Н.
Корректор: Халимова Р.С.