Узбекское агентство связи и информатизации.
Ташкентский Университет информационных технологий.
Кафедра ТСП
Методическое пособие
к учебной практике
для студентов по направлению обучения
5522200 «телекоммуникации».
Ташкент - 2010
Методическое пособие к практическим занятиям по
учебной практике по дисциплине ТСП для студентов бакалавриатуры
по направлению обучения 5522200 «Телекоммуникации».
Общее руководство и
ответственный редактор Р.И. Исаев
Составитель:
старший преподаватель кафедры
Телекоммуникационные системы
передачи Л.П. Былдина
Методическое пособие выполнено в соответствии с
учебной программой ТУИТ для подготовки бакалавров по направлению обучения 5522200
«Телекоммуникации».
Ташкентский Университет информационных
технологий 2010 год
Введение
Данное
методическое пособие предназначено для знакомства студентов с элементной базой
и получения практических навыков сборки электрических схем.
Курс
проводится в течении семестра в виде
лабораторно-практических занятий на которых студенты кратко знакомятся с
теорией и проводят практические работы по проверке деталей, пайке и монтажу
электрических схем.
В процессе
изготовления и эксплуатации техники ТСП приходится сталкиваться с множеством
проблем, требующих разрешения.
В
результате прохождения учебной практики студенты должны приобрести определенные
навыки, которые способствуют к более эффективному приему знаний, преподаваемых на
аудиторных занятиях.
Один из
разделов посвящен правилам безопасности, с которыми необходимо ознакомится,
прежде чем приступать к учебной практике.
Оглавление
Занятие - 1.
Изучение резистора.
Занятие - 2.
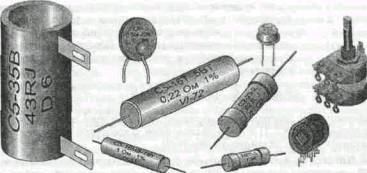
Изучение конденсатора.
Занятие - 3.
Изучение катушки индуктивности.
Занятие - 4.
Изучение трансформаторов.
Занятие - 5.
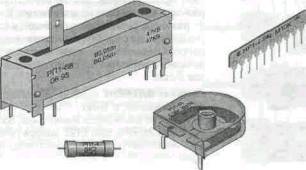
Изучение коммутационных изделий.
Занятие - 6.
Изучение диодов и полупроводниковых диодов.
Занятие - 7.
Изучение полевых и биполярных транзисторов.
Занятие - 8.
Изучение интегральных микросхем.
Занятие - 9.
Изучение монтажа электрических схем.
Занятие – 10. Изучение пайки радиодеталей.
Занятие – 11.
Изучение и составление схем.
Занятие – 12.
Изучение определения площади монтажной платы.
Занятие - 13. Изучение компоновки деталей на плате.
Занятие – 14. Изучение изготовления монтажной платы.
Занятие –15. Изучение подготовки к сборке и монтажу.
Занятие – 16. Изучение монтажа и сборки устройства по
варианту
Литература
1) Гилев В. Цветовая
маркировка постоянных резисторов// Радио, 2003, №9.
2) Дропов В.
Кодированные обозначения на резисторах// Радио,2004, №1.
3) Васютинский С.Б. Вопросы
теории и расчета трансформаторов. Л., 1970
Фишлер Я.Л., Урманов Р.Н. Преобразовательные
трансформаторы. М., 1974
Баршевский Г.Г., Денисов В.В. Магнитные усилители и
трансформаторы. Л., 1981
4) Сидоров И.Н.
Издательство: горячая линия – Телекоммуникаций. 2004
5) .РЭА Беларусь
Резисторы, конденсаторы ,трансформаторы, регистры,
дроссели, коммутационные устройства. 1994
6) .Энергоиздат Изучение трансформаторов 2004
7) .Агахапян Т.М. Интегральные микросхемы 1999
8) .Максимихин Б.А. Изучение пайки радиодеталей.
9) .Казаков А.А.
Методы конструктирования монтажных плат.
10)
Адрес в Интернете: www.wikipedia.ru
11)
Адрес в Интернете:www.radiomaster.ru
Занятие №1
Изучение резисторов. Система условных обозначений
В соответствии с действующей, в настоящее время системой
сокращенных и полных условных обозначений (ОСТ 11.074.009-78) резисторов,
сокращенное условное обозначение вида компонента состоит из следующих
элементов:
ПЕРВЫЙ ЭЛЕМЕНТ - буква или сочетание букв, обозначающих подкласс
резисторов (Р - резисторы постоянные; РП - резисторы
переменные; HP - наборы резисторов; ВР - варистор постоянный; ВРП - варистор
переменный; ТР - терморезистор с отрицательным температурным коэффициентом
сопротивления /ТКС/; ТРП - терморезистор с положительным ТКС ).
ВТОРОЙ ЭЛЕМЕНТ - цифра, определяющая группу резисторов по материалу
резистивного элемента (1 - непроволочные; 2 -
проволочные или металлофольговые).
ТРЕТИЙ ЭЛЕМЕНТ - цифра, обозначающая регистрационный номер разработки
конкретного типа резистора. Между вторым и третьим элементом ставится дефис:
Р1-4, РП1-46.
Для полного условного обозначения резистора к сокращенному обозначению
добавляется вариант конструктивного исполнения (при необходимости), значения
основных параметров и характеристик, климатического исполнения и обозначение
документа на поставку. Климатическое исполнение (В - всеклиматическое
и Т - тропическое) для всех типов резисторов
указывается перед обозначением документа на поставку. Буквенно-цифровая
маркировка на резисторах содержит: вид, номинальную мощность, номинальное
сопротивление, допускаемое отклонение сопротивления и дату изготовления.
До введения указанного выше стандарта, по классификации до 1980 года (ГОСТ
3453-68), названия отечественных постоянных резисторов (раньше называли -"сопротивления") начинались буквой "С",
переменных и подстроечных с "СП" (затем
следовал номер группы резистора в зависимости от токонесущей
части: 1 - непроволочные тонкослойные углеродистые и бороуглеродистые;
2 - непроволочные тонкослойные металлодиэлектрические или металлоокисные;
3 - непроволочные композиционные пленочные; 4 - непроволочные
композиционные объемные; 5 - проволочные; 6 - непроволочные тонкослойные
металлизированные). Названия нелинейных сопротивлений
(варисторов) начиналось с букв "СН" (1 - карбидокремниевые), термозависимых сопротивлений (терморезисторов) - с букв
"СТ" (1 - кобальто-марганцевые, 2 -
медно-марганцевые, 3 - медно-кобальто-марганцевые, 4
- никель-кобальто-марганцевые), а светозависимых
сопротивлений (фоторезисторов) начиналось с букв "СФ" (1 -
сернисто-свинцовые, 2 - сернисто-кадмиевые, 3 - селенисто-кадмиевые).
Далее через тире следовал регистрационный номер (номер разработки).
СИСТЕМА
СОКРАЩЕННЫХ ОБОЗНАЧЕНИЙ РЕЗИСТОРОВ
Сопротивление резисторов измеряют в омах (Ом), килоомах (кОм), мегаомах (МОм) и т.д. Номинальное значение
сопротивления определяет силу проходящего через него тока при заданной разности
потенциалов на его выводах В зависимости от размеров
резисторов применяются сокращенные (кодированные) обозначения номинальных
сопротивлений и допусков, которые состоят из четырех-пяти элементов, включающих
две-три цифры и две буквы
ПЕРВЫЙ ЭЛЕМЕНТ - цифры, указывающие величину сопротивления в Омах.
Согласно ГОСТ 2825-67 установлено шесть рядов номинальных сопротивлений:

Е6, Е12, Е24, Е48, Е96, Е192. (цифра после буквы
"Е" указывает число номинальных значений в данном ряде).
ВТОРОЙ ЭЛЕМЕНТ - буква русского или латинского алфавита обозначает
множитель, составляющий сопротивление и определяет положение запятой
десятичного знака ("R(E)"=1; "К(К)"=103;
"М(М)"=106; "G(Г)"=109;
"Т(Т)" =1012). Если же номинальное сопротивление выражено
целым числом с дробью, то единицу измерения ставят на месте запятой.
ТРЕТИЙ ЭЛЕМЕНТ - буква, обозначающая величину допуска в процентах:
(Е=±0.001; L=±0.002; R=±0.005; Р=±0.01; U=±0 02;
В(Ж)=±0.1; С(У)=±0.25; D(Д)=±0.5; F(Р)=±1; G(Л)=±2; J(И)=±5; К(С)=±10;
М(В)=±20; N(Ф)=±30. Величина допуска может быть нанесена под номиналом
сопротивления во второй строке.
ЦВЕТОВОЕ
КОДИРОВАНИЕ МИНИАТЮРНЫХ РЕЗИСТОРОВ
На постоянных резисторах в соответствии с ГОСТ 175-72 и требованиями
Публикации 62 МЭК (Международной электротехнической комиссии) маркировка
наносится в виде цветных колец. Каждому цвету соответствует определенное
цветовое значение:
|
Цвет знака
|
Номинальное
сопротивление, в Ом
|
Множитель
|
Допуск,%
|
|
Первая полоса
|
Вторая полоса
|
Третья полоса
|
Четвертая полоса
|
Пятая полоса
|
|
Серебристый
|
|
|
|
0,01
|
±10
|
|
Золотистый
|
|
0
|
|
0,1
|
±5
|
|
Черный
|
|
0
|
|
1
|
|
|
Коричневый
|
1
|
1
|
1
|
10
|
±1
|
|
Красный
|
2
|
2
|
2
|
100
|
±2
|
|
Оранжевый
|
3
|
3
|
3
|
1000
|
|
|
Желтый
|
4
|
4
|
4
|
104
|
|
|
Зеленый
|
5
|
5
|
5
|
105
|
±0,5
|
|
Голубой
|
6
|
6
|
6
|
106
|
±0,25
|
|
Фиолетовый
|
7
|
7
|
7
|
107
|
±0,1
|
|
Серый
|
8
|
8
|
8
|
108
|
|
|
Белый
|
9
|
9
|
9
|
109
|
|
Маркировочные знаки на резисторах сдвинуты к одному из выводов и
располагаются слева направо. Если размеры резистора не позволяют разместить маркировку ближе к одному из выводов, ширина
полосы первого знака делается примерно в два раза больше других.
Резисторы с малой величиной допуска (0.1%...10%) маркируются пятью цветовыми
кольцами. Первые три - численная величина сопротивления в Омах, четвертое -
множитель, пятое кольцо - допуск. Резисторы с величиной допуска ±20%
маркируются четырьмя цветовыми кольцами. Первые три - численная величина
сопротивления в Омах, четвертое кольцо -множитель.
Незначащий ноль в третьем разряде и величина допуска не маркируются. Поэтому
такие резисторы маркируются тремя цветовыми кольцами. Первые два - численная
величина сопротивления в Омах, третье кольцо - множитель. Мощность резистора
определяется ориентировочно по его размерам.
ОБОЗНАЧЕНИЕ
РЕЗИСТОРОВ ЗАРУБЕЖНЫХ ФИРМ
Единая структура условных обозначений резисторов за рубежом отсутствует. Она
произвольно устанавливается фирмами-изготовителями. В основу обозначения
постоянных резисторов положен буквенно-цифровой (или цифровой) код, которым
обозначают тип, значения основных параметров (номинальная мощность, ТКС,
номинальное сопротивление, допускаемое отклонение) и вид упаковки.
Для резисторов специального назначения (изготовляемые по
стандартам MIL) условное обозначение формируется следующим образом:
ПЕРВЫЙ ЭЛЕМЕНТ - обозначает серию резистора, согласно
таблицы:
|
Серия
|
Наименование
резисторов
|
N стандарта
|
|
RL
|
Стандартные металлопленочные резисторы (допуск ±2, ±5)
|
MIL-R-22684
|
|
RN
|
Металлопленочные прецизионные резисторы
|
MIL-R-10509
|
|
RE
|
Мощные проволочные резисторы с алюминиевым радиатором
|
MIL-R-18546
|
|
RNC
|
Металлопленочные резисторы с уровнем надежности
"S"
|
MIL-R-55182
|
|
RLR
|
Металлопленочные резисторы с уровнем надежности
"Р"
|
MIL-R-39017
|
|
RB
|
Проволочные прецизионные резисторы миниатюрные и субминиатюрные
|
MIL-R-93
|
|
RBR
|
Проволочные прецизионные резисторы с уровнем надежности
"R"
|
MIL-R-39005
|
|
RW
|
Проволочные мощные резисторы для поверхностного монтажа
|
MIL-R-26
|
|
RNR
RNN
|
Металлопленочные прецизионные резисторы с герметичным
уплотнением
|
MIL-R-55182
|
|
RCR
|
Углеродистые композиционные резисторы
|
MIL-R-39008
|
|
М55342
|
Толстопленочные кристаллы резисторов с уровнем надежности
"R"
|
MIL-R-55342
|
ВТОРОЙ, ТРЕТИЙ, ЧЕТВЕРТЫЙ И ПЯТЫЙ ЭЛЕМЕНТ - цифровой код, обозначающий
номинальное сопротивление
ШЕСТОЙ ЭЛЕМЕНТ - буквенный код, которым обозначается уровень
надежности резисторов в течение 1000 часов-
|
Код
|
М
|
Р
|
R
|
S
|
|
Уровень надежности (число отказов в
%)
|
1
|
0,1
|
0,01
|
0,001
|
Обозначение номинального сопротивления представляет собой код из четырех
цифр, первые три из которых указывают величину номинала сопротивления в Омах, а
последняя - число последующих нулей. Для резисторов с допуском более 10% код
состоит из трех цифр, в котором значащими являются первые две. Некоторые фирмы
указывают номинальное сопротивление, закодированное в соответствии с
Публикацией МЭК № 62, 63:
|
Сопротивление
|
код
|
Сопротивление
|
код
|
Сопротивление
|
код
|
Сопротивление
|
код
|
|
0,1 Ом
|
R10
|
47 Ом
|
47R
|
4,7 кОм
|
4К7
|
220 кОм
|
М22
|
|
0,15 Ом
|
R15
|
68 Ом
|
68R
|
6,8 кОм
|
6К8
|
330 кОм
|
МЗЗ
|
|
0,22 Ом
|
R22
|
100 Ом
|
100R
|
10 кОм
|
10К
|
470 кОм
|
М47
|
|
0,33 Ом
|
R33
|
150 Ом
|
150R
|
15 кОм
|
15К
|
680 кОм
|
М68
|
|
4,7 Ом
|
4R7
|
220 Ом
|
220R
|
22 кОм
|
22К
|
1,0 МОм
|
1МО
|
|
6,8 Ом
|
6R8
|
330 Ом
|
330R
|
33 кОм
|
ЗЗК
|
1,5 МОм
|
1М5
|
|
10 Ом
|
10R
|
1 кОм
|
1КО
|
47 кОм
|
47К
|
2,2 МОм
|
2М2
|
|
15 Ом
|
15R
|
1,5 кОм
|
1К5
|
68 кОм
|
68К
|
3,3 МОм
|
ЗМЗ
|
|
22 Ом
|
22R
|
2,2 кОм
|
2К2
|
100 кОм
|
М10
|
4,7 МОм
|
4М7
|
|
33 0м
|
33R
|
3,3 кОм
|
ЗКЗ
|
150 кОм
|
М15
|
6,8МОм
|
6М8
|
Для примера рассмотрим условное обозначение постоянных резисторов фирмы Philips :
ПЕРВЫЙ ЭЛЕМЕНТ - тип (класс) резистора: AC, ACL (Cemented
Wirewound' Nonisolated)
-мощные керамические проволочные, CR (Carbon Resistor) -углеродистые пленочные, EH (Power
Wirewound Isolated)
-мощные, опорные проволочные. MPR (Metal
film precision Resistor) -металлопленочные прецизионные, MR (Vetal film Resistor)
-металлопленочные, NPR (Fussible) -предохранительные
металлопленочные, PR (Power metal
film Resistor) -мощные
металлопленочные, RC (Chip Resistor)
- бескорпусные (кристаллы),SFR (Standart
film Resistor) -стандартные
пленочные, VR (High- ohmic Voltage Resistor)
-высоковольтные, WR (Enamelled Wirewound
Isolated Resistor) - мощные
эмалированные пленочные;
ВТОРОЙ ЭЛЕМЕНТ - максимальный диаметр корпуса (кроме класса RC): 06 —
0,6 мм;
08 — 0,8 мм;
16—1,6 мм; 21 — 2,1 мм;
24 или 25 — 2,5 мм;
30—3 мм; 31 или 34 — 3,1 мм;
37 или 39 — 3,7 мм;
52 или 54 — 5,2 мм;
68 или 74 — 6,8 мм.
ПРИМЕЧАНИЕ: Для классов AC, ACL и ЕН цифры обозначают допустимую мощность
рассеяния: 01 — 1 Вт; 02 — 2 Вт; 03-3 Вт; 04—4 Вт; 05—5 Вт; 07—7 Вт; 09-9 Вт;
10 - 10 Вт; 15 - 15 Вт; 17 - 17 Вт; 20 - 20 Вт.
ТРЕТИЙ ЭЛЕМЕНТ - кодируется буквенными символами и обозначает
конструктивное исполнение контактных выводов и материал покрытия контактов (см. табл.1). Обозначение номинального сопротивления, в
зависимости от типа резистора, может быть представлено: - кодом из четырех (или
трех) цифр, в котором первые три (или две) являются значащими, а последняя обозначает число последующих нулей; - кодом в
соответствии с Публикацией МЭК № 62; - цветовым кодом в соответствии с
Публикацией МЭК № 63.
Таблица 1. Цветовое различие выпускаемых корпусов резисторов.
|
Цвет корпуса
|
Тип резистора
|
|
Светло-коричневый
|
CR16,
CR25, CR37, CR52, CR68
|
|
Светло-зеленый
|
SFR16, SFR25, SFR30
|
|
Серый
|
NFR25, NFR30
|
|
Зеленый
|
MR16,
MR25, MR30, MR52, MR24E(C), MR34E(C), MR54E(C), MR74E(C), MPR24, MPR34, AC04,
AC05, AC07, AC10, AC15, AC20, ACL01, ACL02, ACL03
|
|
Светло-голубой
|
VR25, VR37, VR68
|
|
Красный
|
PR37, PR52
|
|
Коричневый
|
WRO167E, WRO842E, WRO825E, WRO865E
|
Некоторые фирмы применяют цветовое кодирование для отличия резисторов, изготавливаемых
по стандартам MIL, от резисторов промышленного и бытового назначения или
обозначения ТКС для отличия проволочных резисторов от
постоянных.
НЕКОТОРЫЕ
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ РЕЗИСТОРОВ
Резисторы, применяемые в колебательных контурах, усилителях высокой частоты,
аттенюаторах, должны обладать только активным сопротивлением, т. е. не изменяют
свое сопротивление в рабочем диапазоне частот. Граничная частота, на которой
может работать резистор, зависит от его номинального сопротивления и собственной
емкости :
Frp.
= 1/4πRC.
Собственные емкости, например, непроволочных резисторов (ВС,
МТ, ОМЛТ, С2-6, С2-13, С2-14, С2-23, С2-33) находятся в интервале 0,1... 1,1
пФ. При работе в импульсном режиме средняя мощность не должна
превышать номинальную, т.к. через резистор протекают периодические импульсы
тока, мгновенные значения которых могут значительно превышать значения в
непрерывном режиме
Занятие №2
Изучение конденсаторов
Принцип действия конденсаторов основан на способности накапливать на обкладках электрические заряды при приложении
между ними напряжения. Количественной мерой способности накапливать
электрические заряды является емкость конденсатора. В простейшем случае
конденсатор представляет собой две металлические пластины, разделенные слоем
диэлектрика. Емкость такого конденсатора, пФ
|

|
(2.19)
|
где e - относительная
диэлектрическая проницаемость диэлектрика ( e >1
),
S - площадь обкладок
конденсатора (см2),
d - расстояние между
обкладками (см).
Конденсаторы широко используются в РЭА для самых различных
целей. На их долю приходится примерно 25% всех элементов принципиальной схемы.
2.2.1. Классификация и конструкции конденсаторов.
По назначению конденсаторы делятся на конденсаторы общего
назначения и специального назначения. Конденсаторы общего назначения делятся на низкочастотные и высокочастотные. К конденсаторам
специального назначения относятся высоковольтные, помехоподавляющие,
импульсные, дозиметрические, конденсаторы с электрически управляемой емкостью
(варикапы, вариконды) и др.
По назначению конденсаторы подразделяются на контурные,
разделительные, блокировочные, фильтровые и т.д., а по характеру изменения
емкости на постоянные, переменные и полупеременные (подстроечные).
По материалу диэлектрика различают три вида конденсаторов:
с твердым, газообразным и жидким диэлектриком. Конденсаторы с твердым
диэлектриком делятся на керамические, стеклянные,
стеклокерамические, стеклоэмале-вые, слюдяные,
бумажные, электролитические, полистирольные, фторопластовые и др.
По способу крепления различают конденсаторы для навесного и
печатного монтажа, для микромодулей и микросхем.
Конденсаторы гибридных ИМС представляют собой трехслойную
структуру: на подложку наносится металлическая пленка, затем диэлектрическая
пленка и снова металлическая пленка. В качестве конденсаторов полупроводниковых
ИМС может использоваться один из электронно-дырочных переходов транзистора или
МДП -структура : роль нижней обкладки выполняет
подложка (П), роль диэлектрика (Д) выполняет слой окиси кремния SiO2
и роль верхней обкладки конденсатора выполняет металлическая пленка (М).
Пакетная конструкция.
Она применяется в слюдяных, стеклоэмалевых, стеклокерамических и некоторых
типах керамических конденсаторов и представляет собой пакет диэлектрических
пластин (слюды) I толщиной около 0,04 мм, на которые напылены
металлизированные обкладки 2, соединяемые в общий контакт полосками фольги 3
(рис.2.12). Собранный пакет спрессовывается обжимами 4, к которым
присоединяются гибкие выводы 5, и покрывается влагозащитной эмалью. Количество
пластин в пакете достигает 100 .
Емкость такого конденсатора зависит от числа пластин в
пакете, пФ ,
|
|
(2.20)
|
Трубчатая конструкция.
Она характерна для высокочастотных трубчатых конденсаторов и представляет собой
керамическую трубку I (рис.2.13) с толщиной стенок около 0,25 мм, на внутреннюю и
внешнюю поверхность которой методом вжигания нанесены
серебряные обкладки 2 и 3. Для присоединения гибких проволочных выводов 4
внутреннюю обкладку выводят на внешнюю поверхность трубки и создают между ней и
внешней обкладкой изолирующий поясок 5, снаружи на трубку наносится защитная
пленка из изоляционного вещества.
Емкость такого конденсатора
|
|
(2.21)
|
где / - длина перекрывающейся части обкладок в см,
D1 и D2
- наружный и внешний диаметры трубки

Дисковая конструкция.
Эта конструкция (рис.2.14) характерна для высокочастотных керамических конденсаторов:
на керамический диск I с двух сторон вжигаются
серебряные обкладки 2 и 3, к которым присоединяются гибкие выводы 4. Емкость
такого конденсатора определяется площадью обкладок и рассчитывается по (2.19).
Литая секционированная конструкция. Эта конструкция характерна для монолитных многослойных
керамических конденсаторов (рис.2.15), получивших в последние годы широкое
распространение, в том числе в аппаратуре с ИМС.
Такие конденсаторы
изготовляют путем литья горячей керамики, в результате которого получают
керамическую заготовку I с толщиной стенок около 100 мкм и прорезями (пазами) 2
между ними, толщина которых порядка 130-150 мкм. Затем эта заготовка окунается
в серебряную пасту, которая заполняет пазы, после чего осуществляют вжигание серебра в керамику.
В результате образуются две группы серебряных пластин,
расположенных в пазах керамической заготовки, к которым припаиваются гибкие
выводы. Снаружи вся структура покрывается защитной пленкой. В конденсаторах,
предназначенных для установки в гибридных ИМС, гибкие выводы отсутствуют, они
содержат торцевые контактные поверхности, которые присоединяются к контактным
площадкам ГИС.
Рулонная конструкция.
Эта конструкция (рис.2.16) характерна для бумажных пленочных низкочастотных
конденсаторов, обладающих большой емкостью. Бумажный конденсатор образуется
путем свертывания в рулон бумажной ленты 1 толщиной около 5-6 мкм и ленты из
металлической фольги 2 толщиной около 10-20 мкм. В металлобумажных
конденсаторах вместо фольги применяется тонкая металлическая пленка толщиной
менее 1 мкм, нанесенная на бумажную ленту.
Рулон из чередующихся слоев металла и бумаги не обладает
механической жесткостью и прочностью, поэтому он размещается в металлическом
корпусе, являющемся механической основой конструкции.
Емкость таких конденсаторов
|
|
(2.22)
|
где b - ширина ленты, l - длина ленты, d
- толщина бумаги.
Емкость бумажных конденсаторов достигает 10 мкф, а металлобумажных 30 мкф.
Подстроенные (полупеременные) конденсаторы. Особенностью этих конденсаторов является то, что их
емкость изменяется в процессе производства РЭА (регулировки), а в процессе
эксплуатации емкость таких конденсаторов должна сохраняться постоянной и не
изменяться под воздействием вибрации и ударов.
Они могут быть с воздушным или твердым диэлектриком. На
рис.2.17 показано устройство подстроенного конденсатора с твердым диэлектриком
типа КПК (конденсатор подстроечный керамический).
Такой конденсатор состоит из основания 2 (статора) и вращающего диска 1
(ротора). На основание и диск напылены серебряные
пленки полукруглой формы. При вращении ротора изменяется площадь перекрытия
пленок, а следовательно, емкость конденсатора. Как
правило, минимальная емкость (когда пленки не перекрыты) составляет несколько
пикофарад, а при полном перекрытии пленок емкость конденсатора будет
максимальной, величина этой емкости составляет несколько десятков пикофарад. От
ротора и статора сделаны внешние выводы 3 и 4. Плотное прилегание ротора к
статору обеспечивается прижимной пружиной 5.
На рис.2.18 показано устройство подстроечного
конденсатора с воздушным диэлектриком. На керамическом основании 1 установлены
колонки 2 для крепления пластин статора 3. Пластины ротора 4 закреплены на оси
ротора 5. Посредствам пружины - токосъема 6 ротор подключается к
соответствующим точкам принципиальной схемы. Крепление конденсатора
осуществляется с помощью колонок 7, имеющих внутреннюю резьбу.
Кондерсаторы переменной
емкости. Емкость этих конденсаторов может
плавно изменяться в процессе эксплуатации РЭА, например, для настройки
колебательных контуров. Так же, как и подстроечный
конденсатор, он состоит из статора и ротора, но в отличие от подстроечных количество роторных и статорных пластин
велико, что необходимо для получения максимальной емкости порядка 500 пф. Как правило, эти конденсаторы имеют воздушный диэлектрик.
На рис.2.19 показано устройство трехсекционного
конденсатора переменной емкости. Каждая секция служит для настройки своего
колебательного
контура. Такие конденсаторы применяются в радиоприемной
аппаратуре. Конструктивной основой является корпус 4, содержащий валики
крепления 7 и планку крепления 9, в котором размещены статорная и роторная
секции. Ста-торная секция 5
изолирована от корпуса, а роторная секция 1 состоит из неразрезных (внутренних)
пластин 11 и разрезных (внешних) пластин 10. .Отгибая или подгибая часть
сектора внешней пластины, можно изменять емкость в небольших пределах, что
бывает необходимо в процессе заводской настройки аппаратуры. Роторные пластины
закреплены на оси 2. Плавность вращения оси обеспечивается шариковым
подшипником 3 и подпятником 8. На корпусе конденсатора около каждой роторной
секции установлены специальные пружины -токосъемы 6,
которые плотно прижимаются к ротору. Посредством токосъемов производится
подключение роторных секций к соответствующим точкам схемы аппаратуры.
2.2.2.Параметры конденсаторов.
Основными параметрами являются емкость и рабочее
напряжение. Кроме того, свойства конденсаторов характеризуются рядом паразитных
параметров.
Номинальная емкость Сном и
допустимое отклонение от номинала ±DС. Номинальные значения емкости Сном высокочастотных
конденсаторов так же как и номинальные значения сопротивлений стандартизированы
и определяются рядами Е6, Е12, Е24 и т.д.(см.табл.2.1).
Номинальные значения емкости электролитических конденсаторов определяются
рядом: 0,5; 1; 2; 5; 10; 20; 30;50; 100; 200; 300; 500; 1000; 2000:5000 мкф.
Номинальные значения емкости бумажных пленочных
конденсаторов определяются рядом: 0,5; 0,25; 0,5; 1; 2; 4; 6; 8; 20; 20; 40;
60; 80; 100; 200;400; 600; 800; 1000 мкф.
По отклонению от номинала конденсаторы разделяются на
классы (табл.2.4).
Таблица
2.4
|
Класс
|
0,01
|
0,02
|
0,05
|
00
|
0
|
I
|
II
|
III
|
IV
|
V
|
VI
|
|
Допуск, %
|
±0,1
|
±0,2
|
±0,5
|
±1
|
±2
|
±5
|
±10
|
±20
|
-10
+20
|
-20
+30
|
-20
+50
|
Конденсаторы I, II, и III классов точности являются
конденсаторами широкого применения и соответствуют рядам Е24, Е12 и Е6.
В зависимости от назначения в РЭА применяют конденсаторы
различных классов точности. Блокировочные и разделительные конденсаторы обычно
выбирают по II и III классам точности, контурные конденсаторы обычно имеют 1,0
или 00 классы точности, а фильтровые - IV, V и VI классы точности.
Электрическая прочность конденсаторов характеризуется величиной напряжения пробоя и зависит в
основном от изоляционных свойств диэлектрика. Все конденсаторы в процессе
изготовления подвергаются воздействию испытательного напряжения в течении 2 - 5 с. В технической документации указывается
номинальное напряжение, т.е. такое максимальное напряжение, при котором
конденсатор может работать длительное время при соблюдении условий, указанных в
технической документации. Для повышения надежности РЭА конденсаторы используют
при напряжении, которое меньше номинального.
Стабильность емкости
определяется ее изменением под воздействием внешних факторов. Наибольшее
влияние на величину емкости оказывает температура. Ее влияние оценивается
температурным коэффициентом емкости (ТКЕ):
|
|
(2.23)
|
Изменение емкости обусловлено изменением диэлектрической
проницаемости диэлектрика, изменением линейных размеров обкладок конденсатора и
диэлектрика.
В основном же изменение емкости вызывается изменением
диэлектрической проницаемости.
У высокочастотных конденсаторов величина ТКЕ не
зависит от температуры и указывается на корпусе конденсатора путем окраски
корпуса в определенный цвет и нанесения цветной метки.
У низкочастотных конденсаторов температурная зависимость
емкости носит нелинейный характер. Температурная стабильность этих
конденсаторов оценивается величиной предельного отклонения емкости при крайних
значениях температуры. Низкочастотные конденсаторы разделены на три группы по
величине температурной нестабильности: Н20 - ±20%; НЗО - ±30%;
Н90 - (+50 -90)%.
Стабильность конденсаторов во времени характеризуется
коэффициентом старения
|

|
(2.24)
|
Потери энергии в конденсаторах обусловлены электропроводностью и поляризацией диэлектрика
(см. 1.6.7) и характеризуются тангенсом угла диэлектрических потерь tgd. Конденсаторы с керамическим
диэлектриком имеют tgd
»10-4, конденсаторы со слюдяным
диэлектриком - 10-4, с бумажным - 0,01-0,02, с оксидным-0,1-1,0.
2.2.3.Система обозначений и маркировка конденсаторов.
В настоящее время принята система обозначений конденсаторов
постоянной емкости, состоящая из ряда элементов: на первом месте стоит буква К,
на втором месте -двухзначное число, первая цифра
которого характеризует тип диэлектрика, а вторая - особенности диэлектрика или
эксплуатации (см. табл.2.5), затем через дефис ставится порядковый номер
разработки.
Например, обозначение К 10-17
означает керамический низковольтный конденсатор с 17 порядковым номером
разработки. Кроме того, применяются обозначения, указывающие конструктивные
особенности: КСО - конденсатор слюдяной спрессованный, КЛГ - конденсатор литой
герметизированный, КТ -керамический трубчатый и т. д.
Подстроечные конденсаторы обозначаются буквами КТ, переменные -буквами К П. Затем следует цифра, указывающая тип диэлектрика:
1 - вакуумные; 2 - воздушные; 3 - газонаполненные; 4 -
твердый диэлектрик; 5 - жидкий диэлектрик.В
конструкторской документации помимо типа конденсатора указывается величина
емкости, рабочее напряжение и ряд других параметров. Например, обозначение КП2 означает конденсатор переменной емкости с воздушным
диэлектриком, а обозначение КТ4 - подстроечный
конденсатор с твердым диэлектриком.
На принципиальных схемах конденсаторы обозначаются в виде
двух параллельных черточек и дополнительных элементов. На
рис.2.20,а показан конденсатор постоянной емкости, на рис.2.20,6 - полярный
(электролитический) конденсатор, на рис.2.20, в - конденсатор переменной
емкости, на рис.2.20, г - подстроечный, на рис.2.20, д - варикап, на рис.2.20, е - вариконд.
Таблица
2.5
|
Обозначение
|
Тип конденсатора
|
Обозначение
|
Тип конденсатора
|
|
К10
|
Керамический, низковольтный (Upa6<1600B)
|
К50
|
Электролитический, фольговый, Алюминиевый
|
|
К15
|
Керамический, высоковольтный (Upa6>1600B)
|
К51
|
Электролитический, фольговый, танталовый,ниобиевый и др.
|
|
К20
|
Кварцевый
|
К52
|
Электролитический, объемно-пористый
|
|
К21
|
Стеклянный
|
К53
|
Оксидно-полупроводниковый
|
|
К22
|
Стеклокерамический
|
К54
|
Оксидно-металлический
|
|
К23
|
Стеклоэмалевый
|
К60
|
С воздушным диэлектриком
|
|
К31
|
Слюдяной малой мощности
|
К61
|
Вакуумный
|
|
К32
|
Слюдяной большой мощности
|
К71
|
Пленочный полистирольный
|
|
К40
|
Бумажный низковольтный(ираб<2 kB) с фольговыми
обкладками
|
К72
|
Пленочный фторопластовый
|
|
К73
|
Пленочный полиэтилентереф-талатный
|
|
К41
|
Бумажный высоковольт-ный(ираб>2
kB) с фольговыми обкладками
|
К75
|
Пленочный комбинированный
|
|
К76
|
Лакопленочный
|
|
К42
|
Бумажный с металлизированными Обкладками
|
К77
|
Пленочный, Поликарбонатный
|
Около конденсатора ставится буква С
с порядковым номером конденсатора, например С26, и
указывается величина емкости. Около подстроенных и переменных конденсаторов
указывается минимальная и максимальная емкости. Например, обозначения 5...25
означают, что емкость изменяется от 5 до 25 пикофарад.
На корпусе конденсатора указываются его основные параметры.
В малогабаритных конденсаторах применяется сокращенная буквенно-кодовая
маркировка. При емкости конденсатора менее 100 пФ ставится буква П.
Например, 33 П означает, что
емкость конденсатора 33 пф. Если емкость лежит в
пределах от 100 пф до 0,1 мкф,
то ставится буква И (нанофарада).
Например, 10 Н означает емкость в 10 нф или 10 000 пф. При емкости более 0,1 мкф
ставится буква М, например, ЮМ означает емкость в 10 мкф.
Слитно с обозначением емкости указывается буквенный индекс, характеризующий
класс точности. Для ряда Е6 с точностью ±20% ставится индекс
В, для ряда Е12 - индекс С, а для ряда Е24 - индекс И. Например,
маркировка 1Н5С означает конденсатор емкостью 1,5 нф
(1500 пф), имеющий отклонение от номинала ±10%.
2.2.4.0сновные разновидности конденсаторов.
В РЭА применяются большое количество различных типов
конденсаторов постоянной емкости. Рассмотрим основные особенности применяемых
конденсаторов.
Керамические конденсаторы. Эти конденсаторы широко применяются в высокочастотных
цепях. Основой конструкции керамического конденсатора является заготовка из
керамики, на две стороны которой нанесены металлические обкладки. Конструкция
может быть секционированной, трубчатой или дисковой. Эти конденсаторы нетрудоемки в изготовлении и дешевы. Для изготовления
конденсаторов применяется керамика с различными значениями диэлектрической
проницаемости (e>8) и температурного коэффициента, который может быть
как положительным, так и отрицательным. Численные значения ТКЕ лежат в пределах
от -2200 . 10-6 до +100 . 10-6 1/°C
. Применяя параллельное включение конденсаторов с разными знаками ТКЕ можно
получить достаточно высокую стабильность результирующей емкости.
Промышленностью выпускается несколько разновидностей
керамических конденсаторов:
- КЛГ-керамические литые
герметизированные,
- КЛС - керамические литые секционированные,
- KM - керамические малогабаритные пакетные,
- КТ - керамические трубчатые,
-КТП - керамические трубчатые проходные,
- КО-керамические опорные,
- КДУ - керамические дисковые,
- КДО - керамические дисковые опорные,
-К 10 предназначены для использования в
качестве компонентов микросхем и микросборок,
-К 15 могут работать при напряжениях более 1 600В.
Стеклянные, стеклокерамические и стеклоэмалевые
конденсаторы. Эти конденсаторы, как и
керамические, относятся к категории высокочастотных.
Они состоят из тонких слоев диэлектрика, на которые нанесены тонкие
металлические пленки. Для придания конструкции монолитности такой набор спекают
при высокой температуре.
Конденсаторы обладают высокой
теплостойкостью и могут работать при температурах до 300°С. Существуют
три разновидности этих конденсаторов:
К21 - стеклянные,
К22 - стеклокерамические,
К23 - стеклоэмалевые.
Стеклокерамика имеет более высокую диэлектрическую
проницаемость, чем стекло. Стеклоэмаль обладает более
высокой электрической прочностью.
Слюдяные конденсаторы.
Эти конденсаторы имеют пакетную конструкцию, в которой в качестве диэлектрика
используются слюдяные пластинки толщиной от 0,02 до 0,06 мм, диэлектрическая
проницаемость которых e»6, а
тангенс угла потерь tgd =10-4.В
соответствии с принятой в настоящее время маркировкой обозначаются К31. В РЭА
применяются также ранее разработанные конденсаторы КСО - конденсаторы слюдяные
спрессованные. Емкость этих конденсаторов лежит в пределах от 51 пф до 0,01 мкф. Слюдяные
конденсаторы применяются в высокочастотных цепях.
Бумажные конденсаторы.
В этих конденсаторах в качестве диэлектрика применяется конденсаторная бумага
толщиной от 6 до 10 мкм с невысокой диэлектрической проницаемостью (e»2...3),
поэтому габариты этих конденсаторов большие. Обычно бумажные конденсаторы
изготавливают из двух длинных, свернутых в рулон лент фольги, изолированных
конденсаторной бумагой, т. е. конденсаторы имеют рулонную конструкцию. Из-за
больших диэлектрических потерь и большой величины собственной индуктивности эти
конденсаторы нельзя применять на высоких частотах. В соответствии с принятой
маркировкой эти конденсаторы обозначаются К40 или К41.
Разновидностью бумажных конденсаторов являются
металлобумажные (типа К42), у которых в качестве обкладок вместо фольги
используют тонкую металлическую пленку, нанесенную на конденсаторную бумагу,
благодаря чему уменьшаются габариты конденсатора.
Электролитические конденсаторы. В этих конденсаторах в качестве диэлектрика используется
тонкая оксидная пленка, нанесенная на поверхность металлического электрода,
называемого анодом. Второй обкладкой конденсатора является электролит. В
качестве электролита используются концентрированные растворы кислот и щелочей.
По конструктивным признакам эти конденсаторы делятся на четыре типа:
жидкостные, сухие, оксидно-полупроводниковые и оксидно-металлические.
В жидкостных конденсаторах анод, выполненный в виде стержня,
на поверхности которого создана оксидная пленка, погружен в жидкий электролит,
находящийся в алюминиевом цилиндре. Для увеличения емкости анод делают
объемно-пористым путем прессования порошка металла и спекания его при высокой
температуре.
В сухих конденсаторах применяется вязкий электролит. В этом
случае конденсатор, изготавливается из двух лент фольги (оксидированной и неоксидированной), между которыми размещается прокладка из
бумаги или ткани, пропитанной электролитом. Фольга сворачивается в рулон и
помещается в кожух. Выводы делаются от оксидированной фольги (анод) и не
оксидированной (катод).
В оксидно-полупроводниковых конденсаторах в качестве катода
используется диоксид марганца. В оксидно-металлических
функции катода выполняет металлическая пленка оксидного слоя.
Особенностью электролитических конденсаторов является их униполяр-ность, т.е. они могут работать при подведении к
аноду положительного потенциала, а к катоду - отрицательного. Поэтому их
применяют в цепях пульсирующего напряжения, полярность которого не изменяется, например в фильтрах питания.
Электролитические конденсаторы обладают очень большой
емкостью (до тысячи микрофарад) при сравнительно
небольших габаритах. Но они не могут работать в высокочастотных цепях, так как
из-за большого сопротивления электролита tgd
достигает значения 1,0.
Поскольку при низких температурах электролит замерзает, то
в качестве параметра электролитических конденсаторов указывается минимальная
температура, при которой допустима работа конденсатора. По допустимому значению
отрицательной температуры электролитические конденсаторы делятся на четыре
группы:
Н (неморозостойкие, Тmin=
-10 С);
М ( морозостойкие, Tmin = -40 С);
ПМ ( с повышенной
морозостойкостью, Тmin = -
50 С);
ОМ ( особоморозостойкие,
Тmin = - 60 С).
При понижении температуры емкость конденсатора уменьшается,
а при увеличении температуры - возрастает.
Пленочные конденсаторы.
В этих конденсаторах в качестве диэлектрика используются синтетические
высокомолекулярные тонкие пленки. Современная технология позволяет получить
пленки, наименьшая толщина которых составляет 2 мкм, механическая прочность
1000 кг/см, а электрическая прочность достигает 300 кВ/мм. Такие свойства
пленок позволяют создавать конденсаторы с очень малыми габаритами.
Конструктивно они аналогичны бумажным конденсаторам и относятся к 7-й группе.
Конденсаторы типа К71 в качестве диэлектрика имеют
полистирол. В конденсаторах типа К72 применен фторопласт, в конденсаторах К73 -
поли-этилентерефталат. В
конденсаторах К75 применено комбинированное сочетание полярных и
неполярных пленок, что повышает их температурную стабильность.
В конденсаторах К76 в качестве диэлектрика применена тонкая
лаковая пленка толщиной около 3 мкм, что существенно повышает их удельную
емкость. Высокой величиной удельной емкости и температурной стабильностью
обладают конденсаторы К77, в которых в качестве диэлектрика применен
поликарбонат.
В качестве обкладок в пленочных конденсаторах используют
либо алюминиевую фольгу, либо напыленные на
диэлектрическую пленку тонкие слои алюминия или цинка. Корпус таких
конденсаторов может быть как металлическим, так и пластмассовым и иметь
цилиндрическую или прямоугольную форму.
Вариконды. Это
конденсаторы, емкость которых зависит от напряженности электрического поля. Они
выполняются на основе сегнетоэлектриков (титаната
бария, стронция, кальция и т.д). Для них характерны
высокие значения относительной диэлектрической проницаемости и ее сильная
зависимость от напряженности электрического поля и температуры. Применяются
вариконды как элементы настройки колебательных контуров. Если вариконд включить
в цепь резонансного LC контура и изменять постоянное напряжение, подводимое к
нему от источника, имеющего высокое внутренее
сопротивление (оно необходимо для того, чтобы источник не ухудшал добротность
колебательного контура), то можно изменять резонансную частоту этого контура.
Варикапы. Это
конденсаторы, емкость которых изменяется за счет изменения расстояния между его
обкладками путем подведения внешнего напряжения. Варикап - это одна из разновидностей
полупроводникового диода, к которому подводится обратное напряжение, изменяющее
емкость диода. Благодаря малым размерам, высокой добротности, стабильности и
значительному изменению емкости варикапы нашли широкое применение в РЭА для
настройки контуров и фильтров.
Занятие №3.
Изучение катушек индуктивности.
Катушка индуктивности — винтовая, спиральная или винтоспиральная
катушка из свёрнутого изолированного проводника, обладающая значительной индуктивностью при относительно малой ёмкости и малом активном сопротивлении. Такая система
способна накапливать магнитную энергию при протекании электрического тока.
Устройство
Устройство обычно представляет собой винтовую,
спиральную или винтоспиральную
катушку из одножильного или многожильного изолированного провода, намотанного на цилиндрический, тороидальный
или прямоугольный каркас из диэлектрика или плоскую спираль, волну или полоску
печатного или другого проводника. Также бывают и бескаркасные катушки. Намотка
может быть как однослойной (рядовая и с шагом), так и многослойная (рядовая, внавал, "универсал"). Намотка
"универсал" имеет меньшую паразитную ёмкость.
Для увеличения индуктивности применяют сердечники
из ферромагнитных материалов: электротехнической стали, пермаллоя, карбонильного железа, ферритов. Также сердечники используют для изменения
индуктивности катушек в небольших пределах.
Свойства катушки
индуктивности
Катушка индуктивности в электрической цепи хорошо проводит постоянный ток и в то же время оказывает
сопротивление переменному току, поскольку при изменении тока в
катушке возникает ЭДС самоиндукции, препятствующая этому изменению.
Катушка индуктивности обладает реактивным сопротивлением
величина которого равна:  ,
где
,
где  —
индуктивность катушки,
—
индуктивность катушки,  —
угловая частота протекающего тока. Соответственно,
чем больше частота тока, протекающего через катушку, тем больше её
сопротивление.
—
угловая частота протекающего тока. Соответственно,
чем больше частота тока, протекающего через катушку, тем больше её
сопротивление.
При протекании тока катушка запасает энергию,
равную работе, которую необходимо совершить для установления текущего тока  .
Величина этой энергии равна
.
Величина этой энергии равна
При изменении тока в катушке возникает ЭДС
самоиндукции, значение которой

Характеристики катушки
индуктивности
Индуктивность
Основным параметром катушки индуктивности
является её индуктивность, которая определяет, какой поток магнитного поля создаст катушка при протекании через
неё тока силой 1 ампер. Типичные значения индуктивностей катушек от десятых
долей мкГн до десятков Гн.
Индуктивность катушки пропорциональна линейным
размерам катушки, магнитной проницаемости сердечника и
квадрату числа витков намотки. Индуктивность катушки, намотанной на тороидальном сердечнике

где:
μ0 - магнитная постоянная
μi - магнитная проницаемость материала сердечника
(зависит от частоты)
se - площадь
сечения сердечника
le - длина
средней линии сердечника
N - число витков
При последовательном соединении катушек общая
индуктивность равна сумме индуктивностей всех соединённых катушек.

При параллельном соединении катушек общая
индуктивность равна
Сопротивление потерь
В катушках индуктивности помимо основного эффекта
взаимодействия тока и магнитного поля наблюдаются паразитные эффекты,
вследствие которых сопротивление катушки не является чисто реактивным. Наличие
паразитных эффектов ведёт к появлению потерь в катушке, оцениваемых
сопротивлением потерь  .
Потери складываются из потерь в проводах, диэлектрике, сердечнике и экране.
.
Потери складываются из потерь в проводах, диэлектрике, сердечнике и экране.

Потери в проводах
Потери в проводах вызваны тремя причинами:
- Во-первых,
провода обмотки обладают омическим (активным) сопротивлением.
- Во-вторых,
сопротивление провода обмотки переменному току возрастает с ростом
частоты, что обусловлено скин-эффектом, суть которого состоит в том, что ток
протекает не по всему сечению проводника, а по кольцевой части поперечного
сечения.
- В
третьих, в проводах обмотки, свитой в спираль, проявляется эффект
близости, суть которого состоит в вытеснении тока под воздействием вихревых токов и магнитного поля к периферии
провода, прилегающей к каркасу, в результате чего сечение, по которому
протекает ток, принимает серповидный характер, что ведёт к дополнительному
возрастанию сопротивления провода.
Потери в диэлектрике
Потери в диэлектрике обусловлены тем, что между
соседними витками катушки существует паразитная ёмкость, что приводит к утечкам переменного
тока между витками.
Потери в сердечнике
Потери в сердечнике складываются из потерь на
вихревые токи, потерь на гистерезис и начальных потерь.
Потери в экране
Потери в экране обусловлены тем, что ток,
протекающий по катушке, индуцирует ток в экране.
Добротность
С сопротивлениями потерь тесно связана другая
характеристика — добротность. Добротность катушки индуктивности определяет
отношение между активным и реактивным сопротивлениями катушки. Добротность
равна

Практически величина добротности лежит в пределах
от 30 до 200. Повышение добротности достигается оптимальным выбором диаметра
провода, увеличением размеров катушки индуктивности и применением сердечников с
высокой магнитной проницаемостью и малыми потерями, намоткой вида "универсаль", применением посеребрёного
провода, применением многожильного провода вида "литцендрат
".
ТКИ — это параметр, характеризующий зависимость индуктивности катушки от
температуры.
Температурная нестабильность индуктивности обусловлена целым рядом
факторов: при нагреве увеличивается длина и диаметр провода обмотки,
увеличивается длина и диаметр каркаса, в результате чего изменяются шаг и
диаметр витков; кроме того при изменении температуры изменяются диэлектрическая
проницаемость материала каркаса, что ведёт к изменению собственной ёмкости
катушки.
Контурные
катушки индуктивности
Эти катушки
используются совместно с конденсаторами для получения резонансных
контуров. Они должны иметь высокую стабильность, точность и добротность.
Катушки связи
Такие катушки применяются для обеспечения индуктивной
связи между отдельными цепями и каскадами. Такая связь позволяет разделить по
постоянному току цепи базы и коллектора и т. д. К таким катушкам
не предъявляются жёсткие требования на добротность и точность, поэтому они
выполняются из тонкого провода в виде двух обмоток небольших габаритов. Основными
параметрами этих катушек являются индуктивность и коэффициент связи.
Вариометры
Это катушки, индуктивность которых можно изменять в процессе эксплуатации
для перестройки колебательных контуров. Они состоят из двух катушек,
соединённых последовательно. Одна из катушек неподвижная (статор), другая
располагается внутри первой и вращается (ротор). При изменении положения ротора
относительно статора изменяется величина взаимоиндукции, а
следовательно, индуктивность вариометра. Такая система позволяет изменять
индуктивность в 4 − 5 раз. В ферровариометрах
индуктивность изменяется перемещением ферромагнитного сердечника.
Дроссели
Это катушки индуктивности, обладающие высоким сопротивлением переменному
току и малым сопротивлением постоянному. Обычно включаются в цепях питания
усилительных устройств. Предназначены для защиты источников питания от
попадания в них высокочастотных сигналов. На низких частотах они используются в
фильтрах цепей питания и обычно имеют металлические или ферритовые сердечники.

Сдвоенный дроссель
Сдвоенные дроссели
две намотанных встречно катушки индуктивности, используются в фильтрах
питания. За счёт встречной намотки и взаимной индукции более эффективны при
тех же габаритных размерах. Сдвоенные дроссели получили широкое распространение
в качестве входных фильтров блоков питания; в дифференциальных сигнальных
фильтрах цифровых линий, а также в звуковой технике.

Применявшаяся в качестве реактивного сопротивления для люминесцентных
ламп катушка индуктивности
- Катушки индуктивности (совместно с конденсаторами и/или резисторами) используются для
построения различных цепей с частотно-зависимыми свойствами, в частности,
фильтров, цепей обратной связи, колебательных контуров и т. п..
- Катушки индуктивности используются в импульсных стабилизаторах как
элемент, накапливающий энергию и преобразующий уровни напряжения.
- Две и более индуктивно
связанные катушки образуют трансформатор.
- Катушка индуктивности, питаемая импульсным током от транзисторного ключа, иногда применяется
в качестве источника высокого напряжения небольшой мощности в слаботочных
схемах, когда создание отдельного высокого питающего напряжения в блоке
питания невозможно или экономически нецелесообразно. В этом случае на
катушке из-за самоиндукции возникают выбросы
высокого напряжения, которые можно использовать в схеме, например,
выпрямив и сгладив.
- Катушки используются также в качестве электромагнитов.
- Катушки применяются в качестве источника энергии для
возбуждения индуктивно-связанной плазмы.
- Для радиосвязи - излучение и
приём электромагнитных волн (магнитная антенна, кольцевая антенна).
- Для разогрева электропроводящих материалов в индукционных печах.
- Как датчик перемещения: изменение
индуктивности катушки может изменяться в широких пределах перемещением
(вытаскиванием) сердечника.
\
Занятие №4.
Изучение трансформаторов.
ТРАНСФОРМАТОР - не имеющее подвижных
частей электромагнитное устройство, служащее для передачи посредством
магнитного поля электрической энергии из одной цепи переменного тока в другую
без изменения частоты. Трансформатор может повышать его напряжение (повышающий
трансформатор), понижать (например, измерительный трансформатор) или передавать
энергию при том же напряжении, при каком он ее получил
(разделительный трансформатор). Трансформаторы обладают высоким КПД: от 97% при
небольших мощностях до свыше 99% при больших. Они
имеют достаточно прочную конструкцию и относительно низкую стоимость на единицу
передаваемой мощности.
Трансформатор состоит из магнитопровода, представляющего собой набор пластин, которые обычно
изготавливаются из кремнистой стали (рис. 1). На магнитопроводе
располагаются две обмотки – первичная P и вторичная S. Для
простоты обмотки показаны на разных стержнях магнитопровода.
На самом деле при таком расположении обмоток переменный магнитный поток,
создаваемый первичной обмоткой в магнитопроводе,
недостаточно эффективно используется для наведения ЭДС во вторичной обмотке.
Кроме того, такой трансформатор плохо поддавался бы регулированию. На практике
первичные и вторичные обмотки располагают близко друг к другу (рис. 2).
Рис. 1. ТРАНСФОРМАТОР. Схема устройства.
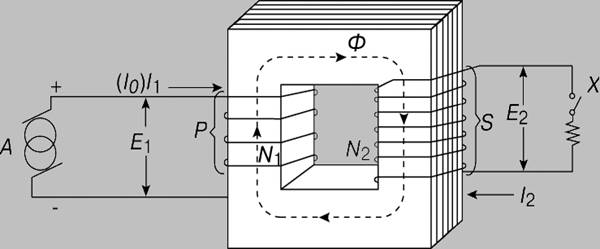
Рис. 2. МАГНИТОПРОВОД трансформатора (поперечный разрез).
На рис. 1 генератор переменного тока A подает ток I0
напряжения E1 на первичную обмотку P. В
рассматриваемый момент ток в верхнем проводнике имеет положительное направление
и возрастает, так что первичная обмотка создает в магнитопроводе
магнитный поток F по часовой стрелке. Этот поток,
пронизывающий обе обмотки, называется потоком взаимоиндукции; его изменение
индуцирует электродвижущую силу (ЭДС) как в первичной, так и во вторичной
обмотке. ЭДС, индуцированная в первичной обмотке,
направлена против тока питания в ней и соответствует противо-ЭДС
электродвигателя. ЭДС, индуцированная во вторичной
обмотке, соответствует ЭДС электрогенератора и может быть подана на нагрузку.
Величина индуцированной в обмотке трансформатора ЭДС дается формулой E
= 4,44 Fm fN 10-8 В, где Fm – максимальное
мгновенное значение магнитного потока F в
максвеллах, f – частота в герцах и N –
число витков. Поскольку поток Fm является общим для обеих обмоток, индуцированная в каждой из них ЭДС пропорциональна числу
витков в соответствующей обмотке:
E2 /E1 = N2 /N1.
В обычном трансформаторе напряжения на зажимах отличаются от
индуцированных ЭДС лишь на несколько процентов, так что для большинства
практических целей указанные напряжения фактически пропорциональны
соответствующим числам витков, V2 /V1 =
N2 /N1.
Ток I0 в отсутствие нагрузки (ток холостого хода)
создает магнитный поток F и вместе с приложенным напряжением
является источником потерь в магнитопроводе на
гистерезис и вихревые токи. В режиме холостого хода потери I02R
в меди первичной обмотки ничтожны. Ток холостого хода I0 составляет
обычно от 1 до 2% номинального тока трансформатора, хотя в низкочастотных (25
Гц) трансформаторах он может достигать величины 5 или 6%.
Если на рис. 1 переключатель X вторичной цепи замкнут, в ней течет
ток. Согласно правилу Ленца, направление тока во вторичной обмотке таково, что
он противодействует потоку F. Когда этот поток уменьшается, противо-ЭДС E1 первичной обмотки
тоже уменьшается и ток в ней становится больше, обеспечивая передачу мощности,
которая снимается затем со вторичной обмотки. Противо-ЭДС E1 отличается от приложенного
напряжения V1 всего на 1–2%. Напряжение V1
постоянно. Если E1 постоянна, то поток взаимоиндукции F также постоянен, и, следовательно, постоянна магнитодвижущая сила (число
ампер-витков), действующая на магнитопровод. Таким
образом, увеличение МДС вторичной обмотки при приложении нагрузки должно
уравновешиваться противоположной величиной МДС первичной обмотки. Ток холостого
хода мал по сравнению с токами нагрузки и обычно значительно отличается от них
по фазе. Пренебрегая им, имеем
N2 I2 = N1 I1 и I2 /I1 = N1 /N2.
Таким образом, в трансформаторе токи практически обратно пропорциональны
количеству витков в соответствующих обмотках.
Зависимость
напряжения от нагрузки. На рис. 2 показан поперечный разрез одного плеча трансформатора со
связанными первичной и вторичной обмотками P и S,
причем первичная охватывает вторичную. Практически всегда имеется некоторая
часть потока F, создаваемого первичным током, которая замыкается на одной лишь первичной
обмотке P; это первичный поток рассеяния. Аналогично существует
вторичный поток рассеяния. Оба эти потока создают реактивное сопротивление
рассеяния в соответствующих цепях, что в сочетании с активным сопротивлением
уменьшает напряжение на зажимах вторичной обмотки с включенной нагрузкой. На
рис. 3 величина V1 представляет напряжение на зажимах
первичной обмотки, а I1 – ток в ней, запаздывающий по
отношению к V1 на q градусов. Напряжение I1R01
(находящееся в фазе с I1) и напряжение I1X01
(сдвинутое по отношению к I1 на 90° и опережающее его) суммируются векторно с V1, давая E1.
В результате имеем

Опережающий
ток берется со знаком минус. Если коэффициент мощности равен 1, то cosq = 1 и sinq = 0. При этом относительное изменение напряжения на первичной обмотке
трансформатора при изменении нагрузки от оптимальной до режима холостого хода
определяется отношением

Для вторичной
обмотки имеем R02 = R01(N2 /N1)2
и X02 = X01(N2 /N1)2.
Записывая аналогично предыдущему уравнение для Е2,
получим такое же соотношение. Потери на активном и реактивном
сопротивлениях трансформатора составляют от одного до трех процентов от
напряжения на зажимах (на рис. 3 они показаны в увеличенном масштабе).
Рис. 3.
ИЗМЕНЕНИЕ напряжения под нагрузкой. Векторное представление.
КПД преобразования трансформаторов настолько близок к
единице, что при прямых измерениях на входе и выходе точность оказывается
недостаточной. Более точный метод определения КПД состоит в измерении потерь Pc в магнитопроводе
путем измерения мощности одной из обмоток без нагрузки, когда эта обмотка работает
при номинальном напряжении. Тогда КПД (h) можно получить из формулы

Автотрансформаторы. Автотрансформатором
называют трансформатор, в котором часть обмотки является общей как для
первичной, так и для вторичной цепи. При низком коэффициенте трансформации
автотрансформатор обеспечивает значительную экономию в стоимости и увеличение
КПД по сравнению с обычным двухобмоточным
трансформатором.
На рис. 4,а
показан автотрансформатор с коэффициентом трансформации 2. Предполагается, что
коэффициент мощности равен 1, а потери и ток холостого хода незначительны.
Непрерывная обмотка ac на магнитопроводе
трансформатора может быть распределена между несколькими катушками на
противоположных плечах магнитопровода. Чтобы получить
коэффициент трансформации 2, делается отвод b
от средней точки обмотки ac, а нагрузка
вторичной обмотки подсоединяется между точками b
и c. Для преобразования мощности обмотка ab является первичной, а bc
– вторичной. Допустим, что ток нагрузки I составляет 20 А при 50 В. Ток 10 А течет от a
к b и отсюда к нагрузке dd
¢. Мощность, создаваемая током 10 А при падении
напряжения 50 В на участке ав, составляет 500
Вт; эта мощность наводит магнитное поле в магнитопроводе,
которое проявляется в индуцированном токе I2 = 10 А при напряжении 50 В между c и b. Таким
образом, из суммарной мощности 1000 Вт на нагрузке 500 Вт передаются от a к b по проводам
без трансформации, а 500 Вт – в результате трансформации. В обычном двухобмоточном трансформаторе потребовалась бы не только
обмотка ac, рассчитанная на 100 В и 10 А, но также вторичная обмотка, рассчитанная на 50 В
и 20 А и содержащая то же количество меди. Более того, при одной обмотке нужно
меньше железа для магнитопровода (сердечника).
Следовательно, в автотрансформаторе с коэффициентом трансформации 2 или 1/2
требуется вдвое меньше, чем в двухобмоточном
трансформаторе, материала, да и потери сокращаются примерно наполовину.
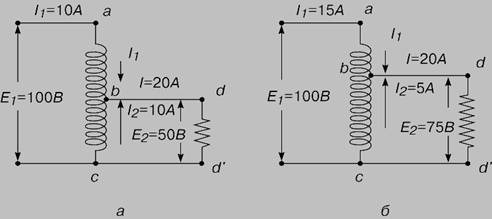
Рис. 4.
ПРОЦЕСС ТРАНСФОРМАЦИИ в автотрансформаторе.
На рис. 4,б
показан автотрансформатор с первичной обмоткой на 100 В
и коэффициентом трансформации 4/3. Нагрузка вторичной обмотки составляет 20 А при 75 В, что соответствует мощности на выходе 1500 Вт.
Следовательно, первичный ток должен иметь величину 15 А. Отвод b сделан в точке, соответствующей трем четвертям
числа витков от c к a.
Ток 15 А течет от a к b
и отсюда к нагрузке dd ¢. Этот ток при падении напряжения 25 В на ab дает 15´25 = 375 Вт
магнитному полю, которое индуцирует ток между c
и b 5 А при 75 В, так что подвергаются
трансформации только 375 Вт, а остальные 1125 Вт мощности передаются от 100 В- к 75 В-цепи по проводам. Таким образом, чтобы
осуществлять трансформацию всей заданной мощности, для указанного
трансформатора достаточно всего одной четвертой от того значения мощности,
которое должен иметь соответствующий двухобмоточный
трансформатор.
Автотрансформаторы
обычно используются для регулирования вторичного напряжения и трансформации с
небольшими коэффициентами, такими, как 2 или 1/2. Они используются также для
пускателей двигателей, уравнительных катушек и для многих других целей,
требующих небольших коэффициентов трансформации.
Измерительные трансформаторы. При высоких
напряжениях трудно проводить измерения, поскольку высоковольтные приборы дороги
и обычно громоздки; их точность подвержена воздействию статического
электричества, к тому же они небезопасны. Когда ток превышает 60 А, нелегко обеспечить высокую точность амперметров из-за
больших проводов и значительных ошибок, обусловленных паразитным полем концевых
выводов. Кроме того, амперметры и катушки тока в высоковольтных цепях опасны
для оператора. В измерительных трансформаторах тока и напряжения используются
катушки напряжения на 100 В и катушки тока на 5 А.
Вторичные обмотки должны быть заземлены. Если шкалы приборов не откалиброваны в
коэффициентах трансформации, то показания надо умножать на соответствующий
коэффициент трансформации.
Принцип
действия реле
Реле́ — электромагнитный аппарат (переключатель), предназначенный для коммутации электрических цепей (скачкообразного
изменения выходных величин) при заданных изменениях электрических или не
электрических входных величин. Широко используется в различных автоматических
устройствах. Различают электрические, пневматические(температурные),
механические виды реле, но наибольшее распространение получили электрические
(электромагнитные) реле.
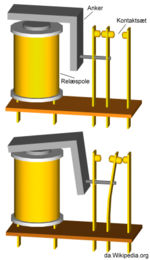
Основные части реле: электромагнит, якорь и переключатель. Электромагнит представляет
собой электрический провод, намотанный на
катушку с сердечником из магнитного материала. Якорь —
пластина из магнитного материала, через толкатель управляющая контактами. При пропускании электрического
тока через обмотку электромагнита возникающее магнитное поле притягивает к сердечнику
якорь, который через толкатель смещает и тем самым переключает контакты.
Переключатели могут быть замыкающими, размыкающими, переключающими.
Герконовые реле вместо сердечника используют геркон.

Телеграфное поляризованное реле
Реле-прерыватель указателей поворота и аварийной сигнализации автомобиля
(ВАЗ-2109)
Первое реле
было изобретено американцем Дж. Генри в 1831 г. и базировалась на электромагнитном
принципе действия, следует отметить что первое реле
было не коммутационным. Первое коммутационное реле изобретено американцем С. Бризом Морзе в 1837 г.
Впоследствии он использовал его в телеграфном аппарате. Слово реле возникло от
английского relay, что означало смену уставших
почтовых лошадей на станциях или передачу эстафеты (relay)
уставшим спортсменом.
На схемах реле обозначается следующим
образом:
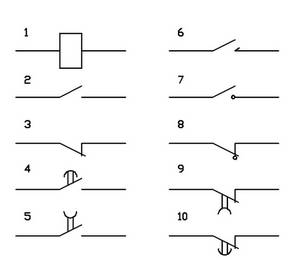
1 —
обмотка реле (управляющая цепь), 2 — контакт замыкающий, 3 — контакт
размыкающий, 4 — контакт замыкающий с
замедлителем при срабатывании, 5 — контакт замыкающий с замедлителем при
возврате, 6 — контакт импульсный замыкающий, 7 — контакт замыкающий
без самовозврата, 8 — контакт размыкающий без самовозврата, 9 —
контакт размыкающий с замедлителем при срабатывании, 10 — контакт
размыкающий с замедлителем при возврате.
На некоторых
схемах ещё можно встретить обозначения по ГОСТ 7624-55[1].
Управляемая
цепь электрически никак не связана с управляющей (такая ситуация часто
обозначается в электротехнике как сухой контакт). Более того в управляемой
цепи величина тока может быть намного больше чем в управляющей. То есть реле по сути выполняют роль дискретного усилителя тока,
напряжения и мощности в электрической цепи. Это свойство реле, кстати, имело
широкое применение в самых первых дискретных (цифровых) вычислительных машинах. Впоследствии реле
в цифровой вычислительной технике были заменены сначала лампами, потом транзисторами и микросхемами —
работающими в ключевом (переключательном) режиме. В настоящее время имеются
попытки возродить релейные вычислительные машины с использованием нанотехнологий.
Другим важным свойством реле является возможность
дистанционного управления различными объектами с помощью достаточно небольших
токов и напряжений.
В настоящее время в электронике и электротехнике реле
используют в основном для управления большими токами. В цепях с небольшими
токами для управления чаще всего применяются транзисторы или тиристоры.
При работе со сверхбольшими токами (десятки-сотни ампер; например, при очистке металла
методом электролиза) для исключения возможности пробоя контакты управляемой цепи
исполняются с большой контактной площадью и погружаются в масло (так называемая
«масляная ячейка»).
Реле до сих пор очень широко применяются в бытовой
электротехнике, в особенности для автоматического включения и выключения электродвигателей (пускозащитные реле).
Например, пускозащитное реле обязательно имеется в бытовом холодильнике, а также в стиральных
машинах. В этих устройствах реле намного надёжнее электроники, так как оно
устойчиво к броску тока при запуске электродвигателя и, особенно, к сильному
броску напряжения при его отключении.
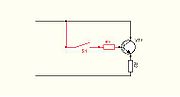
Принцип
работы транзисторного ключа, включающего ток на нагрузку R2. В роли S1 обычно
выступают логические элементы или микроконтроллеры
Ключ (переключатель, выключатель) — электрический коммутационный аппарат, служащий для
замыкания и размыкания электрической цепи.
Выключателем может называться коммутационный аппарат, не
имеющий собственного названия, имеющий как минимум два фиксированных положения
своих контактов (включено/отключено) и способный
изменить это положение под действием внешних сил, на другое положение контактов
(включено/отключено) на сколь угодно малое или большое значение времени.

Переключатель
режимов напольного вентилятора

выключатель освещения
Ключи бывают механическими, электромагнитными и электронными.
Механические ключи служат для непосредственного управления цепью, так как диэлектрический рычаг механического ключа
обычно напрямую связан с токоведущими частями ключа. Применяются обычно в
случае, когда не требуется отделять управляемую цепь.

принцип работы
Электромагнитные ключи служат для дистанционного управления, управления высоковольтными цепями (в случаях, когда опасно управлять напрямую механическим
ключом), гальванической развязки между устройством управления и нагрузками,
синхронного управления несколькими цепями от одного сигнала.
Для защиты управляющей цепи от импульса самоиндукции, возникающей при
снятии напряжения с обмотки, параллельно ей включают диод в направлении, обратном полярности
управляющего напряжения. Данный способ неприменим при использовании обмотки,
питаемой переменным током.
Электронные ключи основаны на работе биполярных транзисторов. Когда на базе
транзистора «0» относительно эмиттера, транзистор «закрыт», ток через него не
идёт, на коллекторе всё напряжение питания (сигнал
высокого уровня — «1»). Когда на базе транзистора «1», он «открыт»,
возникает ток коллектор-эмиттер и падение напряжения на сопротивлении
коллектора, напряжение на коллекторе, а с ним и напряжение на выходе,
уменьшается до низкого уровня «0».
Также возможно использование полевых транзисторов. Принцип их работы
схож с принцип работы электронных ключей на биполярных транзисторах. Цифровые
ключи на полевых транзисторах потребляют меньший ток управления, обеспечивают
гальваническую развязку входных и выходных цепей, однако быстродействие их ниже
по сравнению с биполярными.
В ключевом режиме могут работать как обычные транзисторы, так и
транзисторы специальныо разработанные для работы в
ключевом режиме (IGBT-транзисторы).
Выключатели можно классифицировать следующим образом:
- По числу
фиксированных положений контактов:
- По
рабочему напряжению:
- По
рабочему току.
- По
отключаемому току короткого замыкания.
- По способу управления приводом:
- По типу привода:
- По способу установки:
- По степени влаго-/пыле-/взрывозащищённости (IP).
- По климатическому исполнению.
- По наличию/отсутствию дугогасящих устройств:
- По способу гашения дуги/виду дугогасящих
устройств:
- По характеру дугогасящей среды:
- По материалу и исполнению коммутирующих контактов:
- Цельнометаллические контакты:
- Цельнометаллические контакты с напылением
драгоценных металлов:
- Металло-керамические
контакты:
- Жидкие контакты:
- Ртутный контакт. Например, в
выключателях, реагирующих на изменение положения в пространстве, жидким
контактом является капля ртути, которая, попадая между электродами,
замыкает электрическую цепь.
- Контакт, роль которого выполняет любая
токопроводящая жидкость. Например, в датчиках уровня вода, попадая между
электродами, замыкает электрическую цепь.
Основная
статья: Выключатель (электроустановочное
изделие)
Бытовой выключатель — это двухпозиционный коммутационный аппарат с
нормально-разомкнутыми контактами, предназначенный для работы в сетях с
напряжением до 1000 вольт, не предназначенный для отключения токов короткого
замыкания, без специальных устройств дугогашения,
местного управления, с ручным приводом.
Остальные характеристики этого
выключателя, такие как рабочий ток, степень влаго-/пыле-/взрывозащищённости
(IP), климатическое исполнение, способ установки, материал контактов —
определяются производителем и зависят от конкретной модели.
Более того, для бытового выключателя
актуально конструктивное исполнение — для внутренней установки (встраиваемым в стену, для скрытой проводки) или для внешней
установки (устанавливаемым на стену, для открытой проводки).
В основном применяются для включения
и выключения освещения (люстр, плафонов). Для этой же цели в продаже
появились выключатели с плавным управлением освещённости: светорегуляторы,
диммеры, триммеры.
Акустический выключатель — электрический выключатель, управляемый звуком.
Бывает следующих типов:
- Реагирующие на шум.
Такой выключатель реагирует на шум в помещении, при его появлении включает
свет. Используется в подъездах и коридорах для экономии электроэнергии.
- Реагирующие на
хлопок. Такой выключатель применяется в квартирах, удобен для применения в
спальнях.
- Реагирующие на слова. Такой
выключатель реагирует на определённое слово или тон голоса.
Занятие № 6
На детали катод обозначается полоской или точкой.
Обозначение лампового диода на схемах.
Обозначение обычного выпрямительного полупроводникового диода
на схемах.
Дио́д (от др.-греч. δι — два и -од[1] из слова электрод[2]) — двухэлектродный электронный прибор, обладает различной
проводимостью в зависимости от направления электрического тока. Электрод диода,
подключённый к положительному полюсу источника тока, когда диод открыт (то есть
имеет маленькое сопротивление), называют анодом, подключённый к отрицательному
полюсу — катодом.
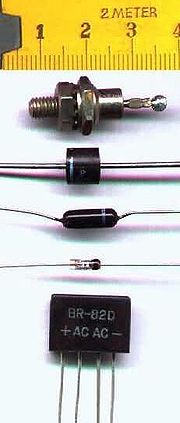
Диоды бывают электровакуумными (кенотроны), газонаполненными (газотроны, игнитроны, стабилитроны), полупроводниковыми и др. В настоящее время
в подавляющем большинстве случаев применяются полупроводниковые диоды.

Полупроводниковый диод в стеклянном корпусе. На фотографии виден
полупроводник с контактами, подходящими к нему.
Основная статья: Полупроводниковый диод
Полупроводниковые диоды используют свойство
односторонней проводимости p-n перехода — контакта между
полупроводниками с разным типом примесной проводимости, либо между полупроводником
и металлом (Диод Шоттки).
Основная статья: Электровакуумный диод
Ламповые диоды представляют собой радиолампу с двумя
рабочими электродами, один из которых подогревается нитью накала. Благодаря
этому, часть электронов покидает поверхность разогретого электрода (катода) и
под действием электрического поля движется к другому электроду — аноду. Если же
поле направлено в противоположную сторону, электрическое поле препятствует этим
электронам и тока (практически) нет.
- Стабилитроны (диод Зенера). Используют обратную ветвь характеристики
диода с обратимым пробоем для стабилизации напряжения.
- Туннельные диоды (диоды Лео Эсаки).
Диоды, существенно использующие квантовомеханические эффекты. Имеют область т. н.
«отрицательного сопротивления» на вольт-амперной
характеристике. Применяются как усилители, генераторы и пр.
- Варикапы. Используется то, что
запертый p—n-переход обладает большой ёмкостью,
причём ёмкость зависит от выставленного обратного напряжения. Применяются
в качестве конденсаторов переменной ёмкости.
- Светодиоды (диоды Генри Раунда). В
отличие от обычных диодов, при рекомбинации электронов и дырок в переходе
излучают свет в видимом диапазоне, а не в инфракрасном. Однако, выпускаются светодиоды и с излучением в ИК диапазоне,
а с недавних пор - и в УФ.
- Полупроводниковые лазеры. По
устройству близки к светодиодам, однако имеют лазерный резонатор, излучают
когерентный свет.
- Фотодиоды. Запертый фотодиод
открывается под действием света.
- Солнечный элемент Подобен фотодиоду,
но работает без смещения. Падающий на p-n
переход свет вызывает движение электронов и генерацию тока.
- Диоды Ганна. Используются для
генерации и преобразования частоты в СВЧ диапазоне.
- Диод Шоттки.
Диод с малым падением напряжения при прямом включении.
- Лавинно-пролётный диод. Диод,
работающий за счёт лавинного пробоя.
- Магнитодиод.
Диод, вольт-амперная
характеристика которого существенно зависит от значения индукции
магнитного поля и расположения его вектора относительно плоскости
p-n-перехода.
- Стабисторы.
При работе используется участок ветви вольт-амперной характеристики, соответствующий
«прямому напряжению» на диоде.
- Смесительный диод — предназначен
для перемножения 2-ух высокочастотных сигналов.
- pin диод — содержит область собственной
проводимости между сильнолегированными областями. Используется в СВЧ-технике, силовой электронике, как фотодетектор
Трёхфазный выпрямитель Ларионова А. Н. на трёх полумостах
Диоды широко используются для преобразования
переменного тока в постоянный (точнее, в
однонаправленный пульсирующий). Диодный выпрямитель или диодный мост (то есть 4 диода для
однофазной схемы (6 для трёхфазной полумостовой схемы
или 12 для трёхфазной полномостовой
схемы), соединённых между собой по схеме) — основной компонент блоков питания
практически всех электронных устройств. Диодный трёхфазный выпрямитель по схеме Ларионова А. Н. на трёх параллельных
полумостах применяется в автомобильных генераторах, он преобразует переменный
трёхфазный ток генератора в постоянный ток бортовой сети автомобиля. Применение
генератора переменного тока в сочетании с диодным выпрямителем вместо
генератора постоянного тока с щёточно-коллекторным узлом позволило
значительно уменьшить размеры автомобильного генератора и повысить его
надёжность.
В некоторых выпрямительных устройствах до сих пор
применяются селеновые выпрямители. Это вызвано той особенностью данных
выпрямителей, что при превышении предельно допустимого тока, происходит
выгорание селена (участками), не приводящее (до определенной степени) ни к
потере выпрямительных свойств, ни к короткому замыканию - пробою.
В высоковольтных выпрямителях применяются селеновые
высоковольтные столбы из множества последовательно соединённых селеновых
выпрямителей и кремниевые высоковольтные столбы из множества последовательно
соединённых кремниевых диодов.
Диоды в сочетании с конденсаторами применяются для выделения
низкочастотной модуляции из амплитудно-модулированного радиосигнала или других
модулированных сигналов. Диодные детекторы применяются почти во
всех[источник не указан 366 дней]
радиоприёмных устройствах: радиоприёмниках, телевизорах и т. п.. Используется
квадратичный участок вольт-амперной
характеристики диода.
Диоды применяются также для защиты разных устройств от неправильной
полярности включения и т. п.
Известна схема диодной защиты схем постоянного тока с индуктивностями от
скачков при выключении питания. Диод включается параллельно катушке так, что в
«рабочем» состоянии диод закрыт. В таком случае, если резко выключить сборку, возникнет ток через диод и сила тока будет уменьшаться
медленно (ЭДС индукции будет равна падению напряжения на диоде), и не возникнет
мощного скачка напряжения, приводящего к искрящим контактам и выгорающим
полупроводникам.
Применяются для коммутации высокочастотных сигналов. Управление
осуществляется постоянным током, разделение ВЧ и управляющего сигнала с помощью
конденсаторов и индуктивностей.
Занятие №7.
Полевой транзистор — полупроводниковый прибор, в котором ток изменяется в результате действия перпендикулярного току электрического поля, создаваемого входным
сигналом.
Протекание в полевом транзисторе рабочего тока обусловлено
носителями заряда только одного знака (электронами или дырками), поэтому такие
приборы часто включают в более широкий класс униполярных электронных приборов
(в отличие от биполярных).
Идея полевого транзистора с изолированным затвором была
предложена Лилиенфельдом в 1926—1928 годах. Однако объективные трудности в
реализации этой конструкции позволили создать первый работающий прибор этого
типа только в 1960 году. В 1953 году Дейки и Росс предложили и
реализовали другую конструкцию полевого транзистора — с управляющим
p-n-переходом. Наконец, третья конструкция полевых транзисторов — полевых
транзисторов с барьером Шоттки — была предложена
и реализована Мидом в 1966 году.
6.16. Полевой транзистор с затвором в виде р-n перехода
Рассмотрим характеристики полевого транзистора, затвор у которого
выполнен в виде р-n
перехода. На рисунке 6.20 показана одна из возможных топологий такого
транзистора. Омические контакты к левой и правой граням полупроводниковой
подложки будут являться истоком и стоком, область квазинейтрального
объема, заключенная между обедненными областями р-n переходов - каналом, а сильно легированные n+ области сверху и снизу - затвором полевого
транзистора. Конструктивно ПТ с затвором в виде р-n перехода может быть выполнен с использованием планарной
технологии и в различных других вариантах.
При приложении напряжения VGS к затвору ПТ,
обеспечивающего обратное смещение р-n перехода (VGS
> 0), происходит расширение обедненной области р-n
перехода в полупроводниковую подложку, поскольку затвор легирован существенно
сильнее, чем подложка (ND >> NA). При этом
уменьшается поперечное сечение канала, а
следовательно, увеличивается его сопротивление. Приложенное напряжение
исток-сток VDS вызовет ток в цепи канала полевого транзистора. Знак
напряжения VDS необходимо выбирать таким образом, чтобы оно также
вызывало обратное смещение затворного р-n
перехода, то есть было бы противоположно по знаку напряжению VGS.
Таким образом, полевой транзистор с затвором в виде р-n перехода представляет собой сопротивление, величина
которого регулируется внешним напряжением.
Рис. 6.20.
Схематическое изображение полевого транзистора с затвором в виде р-n перехода
Получим вольт-амперную характеристику
транзистора. Здесь, как и ранее, ось у направим вдоль канала, ось х - по ширине
канала, ось z - по глубине канала. Обозначим длину,
ширину и высоту канала при отсутствии напряжения на транзисторе как L, W, Н (VGS
= VDS = 0).
При приложении
напряжения к затвору VGS > 0 и стоку VDS < 0
произойдет расширение обедненной области р-n перехода на величину Δlоб, равную:
 (6.88)
(6.88)
Поскольку
напряжение исток-сток VDS распределено вдоль канала VDS(у),
то изменение ширины канала транзистора будет различно по длине канала. При этом
высота канала h(y) будет
равна:
 (6.89)
(6.89)
Введем напряжение
смыкания VG0 - напряжение на затворе, когда в квазиравновесных
условиях (VDS = 0) обедненные области р-n переходов смыкаются: h(y) = 0.
Тогда из (6.89)
следует, что
 (6.90)
(6.90)
Соотношение (6.89)
с учетом (6.90) можно переписать в виде:
 (6.91)
(6.91)
Выделим
на длине канала участок от у до у+dy, сопротивление
которого будет dR(y). При токе канала IDS
на элементе dy будет падение напряжения dVDS(y), равное:
 (6.92)
(6.92)
Величина
сопротивления dR(y) будет
равна:
 (6.93)
(6.93)
Подставим (6.92) в
(6.93) и проведем интегрирование по длине канала:
 (6.94)
(6.94)
Поскольку удельное
объемное сопротивление ρ равно ρ = (qμpp0)-1,
преобразуем величину WH/ρ:
 (6.95)
(6.95)
Здесь Qp(y = 0) = qρ0H
- заряд свободных дырок в канале на единицу площади.
Подставляя (6.95)
в (6.94) и проведя интегрирование, получаем следующую зависимость тока стока IDS
от напряжения на затворе VG и стоке VDS для полевого
транзистора с затвором в виде р-n
перехода:
 (6.96)
(6.96)
При малых
значениях напряжения исток сток в области плавного канала VDS
<< VG ток IDS равен:
 (6.97)
(6.97)
Если сравнить
соотношение (6.97) с выражением (6.10) для тока стока МДП полевого транзистора
в области плавного канала, то видно, что эти выражения совпадают при малых
значениях напряжения VDS.
Из (6.91) следует,
что при напряжениях VG < VG0 всегда можно найти такое
напряжение на стоке VDS, когда вблизи стока произойдет смыкание
канала: h(y = L, VG,
VDS) = 0.
Аналогично
процессам в МДП ПТ это явление называется отсечкой. Из
(6.91) следует, что напряжение отсечки VDS* будет равно:
 (6.98)
(6.98)
Также заметим, что
выражение (6.98) аналогично соотношению (6.11) для напряжения отсечки МОП ПТ, а напряжение смыкания VG0 имеет аналогом
величину порогового напряжения VТ.
По мере роста
напряжения исток сток VDS точка отсечки перемещается от истока к
стоку. При этом аналогично МДП ПТ наблюдаются
независимость тока стока от напряжения на стоке и эффект модуляции длины
канала. Подставляя (6.98) в (6.96), получаем зависимость тока стока IDS
в области отсечки для полевого транзистора с затвором в виде р-n перехода:
 (6.99)
(6.99)
В области отсечки
выражение (6.99) хорошо аппроксимируется квадратичной
зависимостью вида:
 (6.100)
(6.100)
На рисунке 6.21а,
б показаны вольт-амперные характеристики в ПТ с затвором в виде р-n перехода.
Их отличительной особенностью является то, что при напряжении на затворе VG
= 0 канал транзистора открыт и величина тока через него максимальна.
Рис. 6.21.
Характеристики транзистора КП302Б:
а) выходные характеристики; б) начальные участки выходных характеристик
Быстродействие ПТ с затвором в виде р-n переходов
обусловлено зарядкой барьерных емкостей СG затворных р-n переходов через сопротивление канала RK.
Величина времени заряда τ = VG·RK. Емкость затвора СG
и сопротивление канала RK равны:
 (6.101)
(6.101)
 (6.102)
(6.102)
Выражение (6.102)
имеет минимальное значение при ширине обедненной области Δlоб = H/4, при этом граничная частота
 (6.103)
(6.103)
При значениях H =
L для кремния (εs = 11,8) с удельным сопротивлением ρ,
равным ρ = 1 Ом·см, граничная частота будет
составлять величину несколько гигагерц.
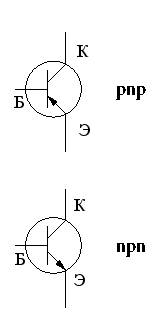
Обозначение
биполярных транзисторов на схемах
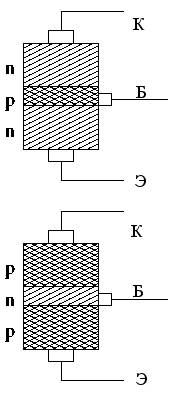
Простейшая наглядная схема устройства транзистора
Биполярный транзистор — трёхэлектродный полупроводниковый прибор, один из типов транзистора. Электроды подключены к трём
последовательно расположенным слоям полупроводника с чередующимся типом примесной проводимости. По этому способу
чередования различают npn и pnp
транзисторы (n (negative) — электронный тип примесной проводимости, p (positive) — дырочный). В
биполярном транзисторе, в отличие от других разновидностей, основными
носителями являются и электроны, и дырки (от слова «би» —
«два»). Схематическое устройство транзистора показано на втором рисунке.
Электрод, подключённый к центральному
слою, называют базой, электроды, подключённые к внешним слоям, называют коллектором
и эмиттером. На простейшей схеме различия между коллектором и эмиттером
не видны. В действительности же коллектор отличается от эмиттера, главное
отличие коллектора — бо́льшая
площадь p — n-перехода. Кроме того, для работы
транзистора абсолютно необходима малая толщина базы.
В активном режиме работы транзистор включён так, что его эмиттерный переход смещён в прямом направлении (открыт), а
коллекторный переход смещён в обратном направлении. Для определённости
рассмотрим npn транзистор, все рассуждения
повторяются абсолютно аналогично для случая pnp
транзистора, с заменой слова «электроны» на «дырки», и наоборот, а также с
заменой всех напряжений на противоположные по знаку. В
npn транзисторе электроны, основные носители
тока в эмиттере, проходят через открытый переход эмиттер-база (инжектируются) в область базы. Часть этих
электронов рекомбинирует
с основными носителями заряда в базе (дырками), часть диффундирует обратно в эмиттер. Однако,
из-за того что базу делают очень тонкой и сравнительно слабо легированной,
большая часть электронов, инжектированных из эмиттера, диффундирует в область
коллектора. Сильное электрическое поле обратно смещённого коллекторного
перехода захватывает электроны (напомним, что они — неосновные носители в базе,
поэтому для них переход открыт), и проносит их в коллектор. Ток коллектора,
таким образом, практически равен току эмиттера, за исключением небольшой потери
на рекомбинацию в базе, которая и образует ток базы (Iэ=Iб + Iк).
Коэффициент α, связывающий ток эмиттера и ток коллектора (Iк = α Iэ) называется коэффициентом передачи тока
эмиттера. Численное значение коэффициента α 0.9 — 0.999. Чем больше
коэффициент, тем эффективней транзистор передаёт ток. Этот коэффициент мало
зависит от напряжения коллектор-база и база-эмиттер. Поэтому в широком
диапазоне рабочих напряжений ток коллектора пропорционален току базы,
коэффициент пропорциональности равен β = α / (1 − α)
=(10..1000). Таким образом, изменяя малый ток базы, можно управлять значительно большим током коллектора. Уровни электронов и
дырок примерно равны
Переход эмиттер-база включен в прямом направлении (открыт), а переход
коллектор-база — в обратном (закрыт)
Эмиттерный переход имеет обратное включение, а
коллекторный переход — прямое.
Оба p-n перехода смещены в прямом направлении
(оба открыты).
В данном режиме оба p-n перехода прибора
смещены в обратном направлении (оба закрыты).
Любая схема включения транзистора характеризуется двумя основными
показателями:
Входное сопротивление для схемы с
общей базой мало и не превышает 100 Ом для маломощных транзисторов, так как
входная цепь транзистора при этом представляет собой открытый эмиттерный переход транзистора.
Недостатки схемы с общей базой :
Достоинства:
Iвых = Iк
Iвх = Iб
Uвх = Uбэ
Uвых = Uкэ
Достоинства:
Недостатки:
Iвых = Iэ
Iвх = Iб
Uвх = Uбк
Uвых = Uкэ
Достоинства:
Недостатки:
Схему с таким включением также называют «эмиттерным повторителем»
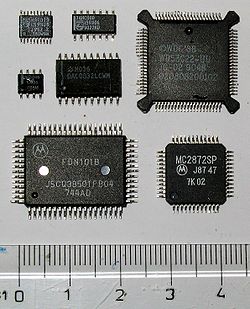
Современные интегральные микросхемы, предназначенные для поверхностного
монтажа

Советские и зарубежные цифровые микросхемы
Интегра́льная (микро)схе́ма (ИС, ИМС, м/сх, англ. integrated circuit, IC, microcircuit), чип, микрочи́п (англ. microchip, silicon chip, chip — тонкая пластинка — первоначально термин относился к
пластинке кристалла микросхемы) — микроэлектронное устройство —
электронная схема произвольной сложности, изготовленная на полупроводниковом кристалле (или плёнке) и
помещённая в неразборный корпус.
Часто под интегральной схемой (ИС) понимают
собственно кристалл или плёнку с электронной схемой, а под микросхемой
(МС) — ИС, заключённую в корпус. В то же время выражение «чип-компоненты» означает
«компоненты для поверхностного монтажа», в отличие от компонентов для
традиционной пайки в отверстия на плате. Поэтому правильнее говорить
«чип-микросхема», имея в виду микросхему для поверхностного монтажа. На 2009 год большая часть микросхем
изготавливается в корпусах для поверхностного монтажа.
Изобретение
микросхем началось с изучения свойств тонких оксидных плёнок, проявляющихся в
эффекте плохой электропроводимости при небольших электрических напряжениях.
Проблема заключалась в том, что в месте соприкосновения двух металлов не
происходило электрического контакта или он имел полярные свойства. Глубокие
изучения этого феномена привели к изобретению диодов, а позже транзисторов и
интегральных микросхем.
В 1958 году двое учёных, живущих в
совершенно разных местах, изобрели практически идентичную модель интегральной
схемы. Один из них, Джек Килби,
работал на Texas Instruments,
другой, Роберт Нойс, был
одним из основателей небольшой компании по производству полупроводников Fairchild Semiconductor.
Обоих объединил вопрос: «Как в минимум места вместить максимум компонентов?». Транзисторы, резисторы, конденсаторы и другие детали в то время
размещались на платах отдельно, и учёные решили попробовать их объединить на
одном монолитном кристалле из полупроводникового материала. Только Килби воспользовался германием, а Нойс
предпочёл кремний. В 1959 году они отдельно друг от друга
получили патенты на свои изобретения —
началось противостояние двух компаний, которое закончилось мирным договором и
созданием совместной лицензии на производство чипов. После того как в 1961 году Fairchild Semiconductor Corporation пустила интегральные схемы в свободную продажу,
их сразу стали использовать в производстве калькуляторов и компьютеров вместо
отдельных транзисторов, что позволило значительно уменьшить размер и увеличить
производительность.
Первая советская полупроводниковая микросхема была создана в 1961 году в Таганрогском радиотехническом институте, в
лаборатории Л. Н. Колесова.[источник не указан 364 дня]
Первая в СССР полупроводниковая интегральная
микросхема была разработана (создана) на основе планарной технологии,
разработанной в начале 1960 года в НИИ-35 (затем переименован в НИИ "Пульсар") коллективом,
который в дальнейшем был переведён в НИИМЭ (Микрон). Создание первой отечественной
кремниевой интегральной схемы было сконцентрировано на разработке и производстве
с военной приёмкой серии интегральных кремниевых схем ТС-100 (37
элементов — эквивалент схемотехнической сложности триггера, аналога
американских ИС серии SN-51 фирмы Texas Instruments). Образцы-прототипы и производственные образцы
кремниевых интегральных схем для воспроизводства были получены из США. Работы
проводились НИИ-35 (директор Трутко) и Фрязинским заводом (директор Колмогоров) по оборонному
заказу для использования в автономном высотомере системы наведения баллистической ракеты. Разработка включала
шесть типовых интегральных кремниевых планарных схем серии ТС-100 и с
организацией опытного производства заняла в НИИ-35 три года (с 1962 по 1965
год). Ещё два года ушло на освоение заводского производства с военной приёмкой
во Фрязино (1967
год).[1]
В настоящее время большая часть интегральных схем
разрабатывается при помощи САПР, которые позволяют автоматизировать и
значительно ускорить процесс получения топологических фотошаблонов.
В СССР были предложены следующие названия
микросхем в зависимости от степени интеграции (указано количество элементов для
цифровых схем):
В настоящее
время название ГБИС практически не используется (например, последние версии
процессоров Pentium 4 содержат пока несколько сотен миллионов
транзисторов), и все схемы с числом элементов, превышающим 10 000, относят
к классу СБИС, считая УБИС его подклассом.
Аналоговые
микросхемы — входные и выходные сигналы изменяются по закону непрерывной
функции в диапазоне от положительного до отрицательного напряжения питания.
Цифровые
микросхемы — входные и выходные сигналы могут иметь два значения:
логический ноль или логическая единица, каждому из которых соответствует
определённый диапазон напряжения. Например, для микросхем ТТЛ при питании +5 В диапазон напряжения
0…0,4 В соответствует логическому
нулю, а диапазон 2,4…5 В соответствует логической единице. Для микросхем ЭСЛ-логики при питании −5,2 В:
логическая единица — это −0,8…−1,03 В, а логический
ноль — это −1,6…−1,75 В.
Аналого-цифровые микросхемы совмещают
в себе формы цифровой и аналоговой обработки сигналов. По мере развития
технологий получают всё большее распространение.
Основным элементом аналоговых
микросхем являются транзисторы (биполярные или полевые).
Разница в технологии изготовления транзисторов существенно влияет на
характеристики микросхем. Поэтому нередко в описании микросхемы указывают
технологию изготовления, чтобы подчеркнуть тем самым общую характеристику
свойств и возможностей микросхемы. В современных технологиях объединяют
технологии биполярных и полевых транзисторов, чтобы добиться улучшения
характеристик микросхем.
КМОП и ТТЛ (ТТЛШ) технологии являются
наиболее распространёнными логиками микросхем. Где необходимо экономить
потребление тока, применяют КМОП-технологию, где
важнее скорость и не требуется экономия потребляемой мощности
применяют ТТЛ-технологию. Слабым местом КМОП-микросхем является уязвимость от статического электричества —
достаточно коснуться рукой вывода микросхемы и её целостность уже не
гарантируется. С развитием технологий ТТЛ и КМОП микросхемы по параметрам
сближаются и, как следствие, например, серия микросхем 1564 — сделана по
технологии КМОП, а функциональность и размещение в корпусе как у ТТЛ
технологии.
Микросхемы, изготовленные по ЭСЛ-технологии,
являются самыми быстрыми, но и наиболее энергопотребляющими,
и применялись при производстве вычислительной техники в тех случаях, когда
важнейшим параметром была скорость вычисления. В СССР самые производительные ЭВМ типа
ЕС106х изготавливались на ЭСЛ-микросхемах. Сейчас эта
технология используется редко.
Основная
статья: Технологический процесс
См. также статью: Закон Мура
При изготовлении микросхем используется метод фотолитографии (проекционной, контактной и
др.), при этом схему формируют на подложке (обычно из кремния), полученной путём резки алмазными
дисками монокристаллов кремния на тонкие пластины. Ввиду малости линейных
размеров элементов микросхем, от использования видимого света, и даже ближнего ультрафиолета, при засветке давно
отказались.
В качестве характеристики технологического процесса производства
микросхем указывают минимальные контролируемые размеры топологии фотоповторителя (контактные окна в оксиде кремния, ширина
затворов в транзисторах и т. д.) и, как следствие, размеры
транзисторов (и других элементов) на кристалле. Этот параметр, однако,
находится во взаимозависимости с рядом других производственных возможностей:
чистотой получаемого кремния, характеристиками инжекторов, методами
фотолитографии, методами вытравливания и напыления.
В 1970-х годах минимальный контролируемый
размер составлял 2-8 мкм, в 1980-х был уменьшен до 0,5-2 мкм.
Некоторые экспериментальные образцы фотолитографического оборудования
рентгеновского диапазона обеспечивали минимальный размер 0,18 мкм.
В 1990-х годах, из-за нового витка «войны
платформ», экспериментальные методы стали внедряться в производство и быстро
совершенствоваться. В начале 1990-х процессоры
(например, ранние Pentium и Pentium Pro)
изготавливали по технологии 0,5-0,6 мкм (500—600 нм). Потом их уровень поднялся
до 250—350 нм. Следующие процессоры (Pentium 2,
K6-2+, Athlon) уже
делали по технологии 180 нм.
В конце 1990-х фирма Texas Instruments
создала новую ультрафиолетовую технологию с минимальным контроллируемым
размером около 80 нм. Но достичь её в массовом производстве не удавалось вплоть
до недавнего времени. По состоянию на 2009 год технологии удалось обеспечить
уровень производства вплоть до 90 нм.
Новые процессоры (сперва это был Core 2 Duo) делают по новой УФ-технологии
45 нм. Есть и другие микросхемы, давно достигшие и превысившие
данный уровень (в частности, видеопроцессоры и флеш-память
фирмы Samsung —
40 нм). Тем не менее дальнейшее развитие технологии
вызывает всё больше трудностей. Обещания фирмы Intel по
переходу на уровень 30 нм уже к 2006 году так и не сбылись.
По состоянию
на 2009 год альянс ведущих разработчиков и производителей микросхем работает над тех. процессом 32 нм.
Для контроля
качества интегральных микросхем широко применяют так называемые тестовые структуры.
Интегральная микросхема может обладать законченным, сколь
угодно сложным, функционалом — вплоть до целого микрокомпьютера (однокристальный микрокомпьютер).
Цифровые
интегральные микросхемы имеют ряд преимуществ по сравнению с аналоговыми:
- Уменьшенное
энергопотребление связано с применением в
цифровой электронике импульсных электрических сигналов. При
получении и преобразовании таких сигналов активные элементы электронных
устройств (транзисторов) работают в «ключевом»
режиме, то есть транзистор либо «открыт» — что соответствует сигналу
высокого уровня (1), либо «закрыт» — (0), в первом случае на
транзисторе нет падения напряжения, во
втором — через него не идёт ток. В обоих случаях
энергопотребление близко к 0, в отличие от аналоговых устройств, в которых
большую часть времени транзисторы находятся в промежуточном
(резистивном) состоянии.
- Высокая помехоустойчивость цифровых устройств связана с большим
отличием сигналов высокого (например, 2,5-5 В) и низкого (0-0,5 В) уровня.
Ошибка возможна при таких помехах, когда высокий уровень воспринимается
как низкий и наоборот, что мало вероятно. Кроме
того, в цифровых устройствах возможно применение специальных кодов,
позволяющих исправлять ошибки.
- Большое отличие сигналов высокого и низкого
уровня и достаточно широкий интервал их допустимых изменений делает
цифровую технику нечувствительной к неизбежному в интегральной
технологии разбросу параметров элементов, избавляет от необходимости подбора
и настройки цифровых устройств.
Аналоговые и цифровые микросхемы выпускаются сериями. Серия —
это группа микросхем, имеющих единое конструктивно-технологическое исполнение и
предназначенные для совместного применения. Микросхемы одной серии, как
правило, имеют одинаковые напряжения источников питания, согласованы по входным
и выходным сопротивлениям, уровням сигналов.
Микросхемы выпускаются в двух конструктивных вариантах — корпусном и бескорпусном.
Бескорпусная микросхема — это
полупроводниковый кристалл, предназначенный для монтажа в гибридную микросхему
или микросборку.
Корпус — это часть конструкции микросхемы, предназначенная для
защиты от внешних воздействий и для соединения с внешними электрическими цепями
посредством выводов. Корпуса стандартизованы для упрощения технологического
процесса изготовления изделий из разных микросхем. Число стандартных корпусов
исчисляется сотнями.
В российских корпусах расстояние между выводами измеряется в миллиметрах
и наиболее часто это 2,5 мм или 1,25 мм. У импортных микросхем
расстояние измеряют в дюймах, используя величину 1/10 или 1/20 дюйма, что
соответствует 2,54 и 1,28 мм. В корпусах до 16 выводов эта разница не
значительна, а при больших размерах (20 и более выводов) идентичные корпуса уже
несовместимы.
В современных импортных корпусах для поверхностного монтажа применяют и
метрические размеры: 0,8 мм; 0,65 мм и другие.
Из большого количества цифровых микросхем изготавливались процессоры.
Фирма Intel первой
изготовила микросхему Intel 4004, которая выполняла функции
процессора. Такие микросхемы получили название микропроцессор. Микропроцессоры фирмы Intel совершенствовались: Intel 8008, 8080, 8086, 8088 (на основе двух последних микропроцессоров фирма IBM выпустила свои первые персональные компьютеры).
Микропроцессор выполняет в основном функции АЛУ (арифметическо-логическое устройство), а дополнительные
функции связи с периферией выполнялись с помощью специально для этого
изготовленных наборов микросхем. Для первых микропроцессоров число микросхем в
наборах исчислялось десятками, а сейчас это набор из двух-трёх микросхем,
который получил термин чипсет.
Микропроцессоры со встроенными контроллерами памяти и ввода-вывода, ОЗУ и ПЗУ, а также другими дополнительными
функциями называют микроконтроллерами.
Занятие №9
Изучение монтажа
электрических схем
Во многих схемах применяются микромощные микросхемы,
изготовленные по КМОП технологии (серии 561, 1561, 564), а также полевые
транзисторы. Все эти детали, пока они не установлены в плату, боятся
статического электричества. На человеке оно образуется из-за трения
одежды и может превышать потенциал 1000 В.
Поэтому до прикосновения к этим деталям необходимо надеть заземленный браслет
или хотя бы коснуться рукой металла батареи отопления. Детали, боящиеся
статического электричества, должны храниться в металлической фольге или в
специальных коробках. Для защиты полевых транзисторов выводы у них можно
обмотать оголенным проводом, который снимается при монтаже. Монтаж этих деталей
на плату лучше выполнять в последнюю очередь, после установки всех остальных
деталей.
Сборку печатной платы начинают с установки элементов, требующих механического
крепления. При этом приходится иногда расширять отверстия и пазы, а делать это
с уже установленными деталями неудобно.
Все устанавливаемые детали не должны иметь на корпусе царапин, трещин, вмятин
или каких-то других механических повреждений. Даже если такие детали
и работают, то еще не значит, что это продлится долго. Детали устанавливаются
так, чтобы они не касались друг друга.
Паяльник лучше использовать с заземляемым жалом, а температура жала должна быть
около 270°С. Если она значительно выше, то припой на жале быстро выгорает и
приобретает серый цвет, а при нормальной температуре расплавленный припой не
теряет зеркального блеска, который остается и после его остывания. Такая пайка
обеспечивает качественное электрическое соединение.
Для ускорения пайки используют жидкий спирто-канифольный
флюс — он разрушает окисную пленку на поверхности выводов деталей. Флюс легко
можно сделать самостоятельно, растворив кусок канифоли в спирте в пропорции
примерно 1:10.
При пайке элементов, чтобы их не перегревать, паяльником с припоем на жале
касаются выводов не более чем в течение 3 секунд. Сами элементы при этом удобно
придерживать пинцетом. Для лучшей пайки выводы деталей полезно до установки на
плату предварительно облудить. При установке
элементов их выводы загибаются так, чтобы была видна маркировка. Это
пригодится, когда будете настраивать устройство и разбираться в ошибках
монтажа.
Некоторые детали (диоды, стабилитроны, электролитические конденсаторы и др.)
имеют полярность, и ее необходимо соблюдать при монтаже. Наиболее легко
ошибиться с установкой электролитических конденсаторов, особенно импортного
производства, так как справочную информацию по ним найти трудно, а на корпусе
полярность не указана.
В этом случае удобно воспользоваться схемой, которая позволит по минимуму тока
утечки конденсатора легко определить его полярность.
Утечка замеряется косвенным методом по падению напряжения на резисторе R1 после
окончания заряда подключенного конденсатора. Напряжение, подаваемое с блока
питания, не должно превышать допустимое рабочее для конденсатора. При
неправильном подключении полярности у конденсатора утечка будет в 10...100 раз
больше по сравнению с правильной. Вольтметр для этих
измерений необходим с большим входным сопротивлением, например В7-38А.
После окончания пайки выступающие выводы деталей
укорачиваем и растворителем смываем остатки канифоли, что позволит
проконтролировать качество монтажа: на плате не должно остаться капель припоя и
междорожечных замыканий.
Выполнение и чтение
монтажных схем щитов и пультов
Монтажные
схемы являются документами, на основании которых выполняют работы по монтажу
приборов и средств автоматизации (СА).
Монтажные
чертежи и схемы охватывают конкретные части систем автоматизации
технологических процессов: шит, пульт, отдельное помещение, технологическую
установку и т.п. Они не содержат сведений о принципе действия системы
автоматического управления технологическим процессом. Эти сведения следует
искать в  принципиальных и функциональных схемах.
принципиальных и функциональных схемах.
Монтажная
схема выполняется без масштаба на один щит или пульт. Обычно электрические
проводки показывают на одной схеме, трубные — на другой, но встречаются
комбинированные схемы, сочетающие оба вида проводок.
Монтажная
схема должна точно соответствовать принципиальной схеме: все типы аппаратов,
приборов и арматуры, предусмотренные принципиальной схемой, должны быть
полностью отражены на монтажной схеме; позиционные обозначения приборов,
аппаратов и арматуры, а также маркировка участков цепей, принятые в
принципиальной схеме, должны сохраняться в монтажной схеме. Кроме того, на
монтажной схеме изображают и нумеруют зажимы для внешних соединений, выводы
приборов и аппаратов, выполненные заводами-изготовителями, изображают потоки
проводов, кабелей, труб и т. п.
Монтажные
схемы выполняют несколькими способами: графическим, адресным, табличным. Последний в настоящее время получил наиболее широкое
распространение. Однако независимо от способа выполнения схемы в любом случае
приходится изображать изделия и обозначать соединяемые выводы. Эти изображения
и обозначения для всех способов одинаковы.
Электрические монтажные схемы
Приборы и
аппараты изображают упрощенно в виде прямоугольников. Над прямоугольником или
рядом с ним мешают окружность, разделенную горизонтальной чертой. Цифры в
числителе указывают порядковый номер изделия (по монтажной схеме). Порядковые
номера присваивают попанельно, обычно слева направо,
сверху вниз. В знаменателе записывают позиционное обозначение по принципиальной
схеме.
Обозначение
аппаратов, плат зажимов, разъемов и проводов монтажных
схемах щитов и пультов
2ПР —
позиционное обозначение; в центре: 21 — порядковый номер изделия; 5ж—позиция по
принципиальной схеме; 2ЛС — сигнальная лампа, имеющая порядковый номер 5.
В необходимых
случаях показывают внутреннюю схему аппаратов (приборов). Чаще всего таким
способом изображают на монтажных схемах реле. При этом для реле, расположенных
в одном ряду и имеющих одну и ту же схему, ее показывают только 1 раз. Чтобы не
затемнить и не усложнять монтажную схему, иногда внутреннюю схему одного реле
или группы располагают на свободном поле чертежа.
Для
присоединения жил проводов и кабелей к аппаратам и приборам необходимо знать
расположение их выводных зажимов. Последние условно изображают
на схемах окружностями в соответствии с их действительным расположением. В
большинстве случаев выводные зажимы приборов имеют заводскую маркировку. В этих
случаях ее вписывают в окружности (рис. а). Если выводные зажимы аппаратов
заводской маркировки не имеют, их маркируют на монтажных схемах условно
арабскими цифрами в порядке возрастания, что  оговаривается в поясняющей надписи.
оговаривается в поясняющей надписи.
На рисунке а слева показано присоединение проводов к зажимам.
Над линиями, изображающими провода, проставлены их маркировки (290, 15, 84,
462, 67, 77) по принципиальной схеме. Маркировки проводов и обозначения зажимов
независимы.
Диоды,
триоды, конденсаторы, резисторы и другие изделия размещают, как правило, на
отдельных платах, которым присваивают порядковые номера (в числителе;
знаменатель в окружности не заполняют). Вблизи диодов, триодов и других
изделий, расположенных на плате, указывают их позиционные обозначения по
принципиальной схеме. Например, на рис. в показана плата № 14, на которой размещены диоды Д6—Д9,
резисторы R15 и R28, конденсаторы С41 и С42.
Выключатели
цепей электропитания маркируют, как показано на рис. г;
в числителе записывают порядковый номер (25), а в знаменателе — позиционное обозначение
(4 В).
Сборки
зажимов (д) имеют порядковые номера с добавлением
буквы К. Прямоугольники с крестиками — это маркировочные колодки.
Цифры 1, 5,
10 в прямоугольниках, изображающих зажимы,— их порядковые номера. Над линиями,
подходящими к зажимам, указывают маркировки (470, 721, 95, 90, 97, 100)
участков цепей по принципиальной схеме. Между зажимами 3 и 4, 8 и 9 черточками
показаны перемычки. Маркировка 75 указаны со стороны подходящих кабелей 5 и 36,
а не со стороны щита, так как это—транзитные соединения
(переход из одного кабеля в другой без захода в схему щита).
При
изображении переключателей номера выводов указывают вблизи их изображении.
Галетные переключатели изображают на монтажных схемах отдельными галетами. Для
этого используют свободное поле чертежа, на котором показывают галеты
переключателя с маркировкой их выводных зажимов.
Пример
изображения переключателя цепей управления дан на рис. е.
Расположение
выводных контактов разъемов и их маркировка на монтажных схемах всегда
соответствуют их действительным расположению и маркировке на разъеме.
Провода,
прокладываемые по щиту, пульту изображают штрихпунктирными или сплошными
линиями (ж).
Сплошная
линия — проводки измерительных цепей, требующих отдельной прокладки;
штрихпунктирная —проводки цепей питания, сигнализации
и управления.
Чтение
монтажных схем имеет целью:
1) получить сведения, необходимые для выполнения соединений в пределах
щита (пульта), а нередко и для присоединения внешних кабелей, проводов, труб,
т. е. установить: какие приборы, аппараты, арматура, ряды зажимов и другие
изделия установлены на щите (пульте), как обозначены их выводы, что с чем
следует соединить, проводами (трубами) каких марок, какую выполнить маркировку
и т. п.;
2) сравнить
монтажную схему с принципиальной, чтобы проверить, не
вкралась ли ошибка в монтажную схему. Связано это с тем, что монтажные схемы
содержат сотни, а иногда и тысячи соединений, и поэтому при их выполнении легко
ошибиться (возможны пропуски или неправильные соединения).
Монтажные
схемы обычно выполняют на нескольких щитах.

Занятие №10
Пайка радиодеталей
Пайкой называется процесс получения
неразъемного соединения деталей в результате взаимодействия твердого паяемого и
жидкого присадочного металлов соединяемых деталей.
Для пайки необходимо иметь: паяльник,
флюс и припой.
Паяльник - электронагревательный
прибор, создающий на своем рабочем конце температуру Т=180-200
С.
Флюс - вспомогательный материал,
применяемый для удаления и предотвращения образования окислов на поверхности
паяемого материала.
Виды:
канифоль (природная смола), хлористый цинк, соляная кислота.
Припой - легкоплавкий металл,
обладающий хорошей жидкотекучестью и способностью
смачивать поверхности паяемых металлов.
Виды: оловянно-свинцовый (ПОС), свинцовые, оловянные
σр=35Мпа
Процесс пайки: Лужение, пайка,
охлаждение.
<<Слёзка>> - сплошная
блестящая поверхность.
Спаянные детали не трогать!
Процесс пайки, особенно
полупроводниковых приборов, должен быть кратковременным 3-8 с. Повторно пайку
того же соединения можно проводить не ранее чем через 4 с.
Жало паяльника на конце должно быть
всегда обслужено. Если оно покрыто окалиной, работать трудно: припой будет плавится , но к поверхности жала не прилипнет. Чтобы обслужить
жало, зачистите его напильником или наждачной бумагой, разогрейте паяльник и
опустите жало в канифоль, а затем прикоснитесь к кусочку припоя. В слое
расплавленного припоя растирайте жало о подставку паяльника (если она
деревянная) или о поверхность небольшой дощечки, пока оно не покроется пленкой
припоя.
Если жало покрывается окалиной слишком
быстро, то это может свидетельствовать о его перегреве. Снизить температуру
жала можно, выдвинув его немного из корпуса паяльника. Для пайки радиоконструкций применяйте сравнительно легкоплавкий
припой ПОС-61 (олово - 59%, сурьма - 0,8%, остальное свинец, температура
плавления +190 С) или в крайнем случае ПОС-40
(температура плавления +235С). Отличные результаты получаются со специальным
трубчатым припоем, начиненным внутри флюсом.
Кроме припоя, понадобится хороший
флюс, - вещество, которое защищает поверхность металла и припоя от окисления во
время пайки. Нередко в качестве флюса используют твердую канифоль. Но в
последнее время в радиолюбительской практике все большую популярность получает
жидкая канифоль, особенно удобная при пайке в труднодоступных местах. Ее можно
получить так: твердую канифоль размельчают в порошок и всыпают в глицерин,
помешивая раствор палочкой и добавляя канифоль до получения густой кашицы.
Хранят такую канифоль в пузырьке с плотно закрывающийся
крышкой и наносят на спаиваемые места тонкой палочкой или проволочкой. При
отсутствии глицерина можно воспользоваться денатурированным или борным спиртом.
Прежде чем припаивать вывод детали,
его нужно обслужить. Делать это следует быстро, перед самой пайкой. Вывод
зачищают перочинным ножом, кладут на кусочек канифоли (или смазывают жидкой
канифолью), прикладывают паяльник и покрывают вывод слоем канифоли. Затем
большую часть вывода (но не ближе 10мм от корпуса детали) опускают в
расплавленный паяльником кусочек припоя и, поворачивая деталь, обслуживают.
Если теперь нужно спаять выводы двух подготовленных таким образом деталей, их
плотно прижимают друг к другу, берут жалом паяльника капельку припоя, опускают
жало в канифоль и тут же прикладывают его к выводам. Прогрев место пайки,
равномерно распределяют по нему припой. Чтобы пайка выглядела изящней,
количество припоя должно быть минимальным. Продолжительность этой операции
должна составлять 3...5 с. Теперь надо убрать паяльник, и до полного застывания
припоя (примерно 5...10 с) детали нельзя шевелить, иначе пайка будет
некачественная. Остатки канифоли в месте пайки удаляют борным спиртом или
ацетоном. Практически чаще приходится припаивать выводы деталей не друг к другу, а к пустотелым заклепкам или монтажным
шпилькам, установленным на плате, к соединительным дорожкам печатной платы, к
различным металлическим лепесткам. Подпаивая, к примеру, проводник к пустотелой
заклепке, его конец пропускают в отверстые заклепки, отгибают, удаляют излишек
провода кусачками, а затем пропаивают провод с заклепкой настолько, чтобы
припой полностью заполнил отверстие заклепки. Так же поступают и в том случае,
когда к заклепке нужно припаять выводы двух деталей.
Когда же на плате установлены
монтажные шпильки из толстого медного провода, конец вывода детали загибают
вокруг шпильки колечком, а затем припаивают к шпильке. Если к той же шпильке
припаивают второй вывод или соединительный проводник, то его конец также
изгибают колечком. При пайке вывода детали к печатной плате конец детали должен
выступать над соединительным дорожкой из фольги на 2...3 мм.
Чтобы не перегреть саму деталь во
время пайки вывода, следует пользоваться теплоотводом,
роль которого могут выполнить плоскогубцы или пинцет. Особо необходим
теплоотвод при пайке выводов микросхем и
транзисторов.
А как быть, когда приходиться паять
детали на миниатюрной плате в условиях тесного монтажа? Жало обычного паяльника
может повредить детали в такой тесноте. Воспользуйтесь простым приспособлением
- удлинителем жала. Изготовить его можно из медной проволоки диаметром 2...3
мм. Конец удлинителя защищают и обслуживают.
Несколько слов о технике
безопасности. При пайке выделяются вредные для здоровья пары олова и свинца. Ни
в коем случае не наклоняйтесь над местом пайки и не вдыхайте испарения. Летом
старайтесь паять у открытого окна, зимой чаще проветривайте помещение. После
окончания пайки обязательно вымойте руки теплой водой с мылом.
Обычная
пайка, которую приходиться выполнять , в большинстве
случаев требует соблюдения нескольких правил:
1. Используйте только высококачественный
припой, никогда не применяйте припой, бывший в употреблении. Новый припой
содержит флюс из канифоли, предотвращает поверхности от
разрушение соединений. В низкокачественных (несортовых) припоях содержание флюса зачастую недостаточно.
Предпочтительней припои, представляющие собой оловянистосвинцовые
смеси в соотношении 60/40 или 50/50. НИКОГДА НЕ ИСПОЛЬЗУЙТЕ ПРИПОЙ С КИСЛОТОЙ
СЕРДЦЕВИНОЙ или припой для паяльных мастерских. Если сомневаетесь в качестве
имеющегося у вас припоя, не употребляйте его, лучше воспользоваться новым
рулоном припоя, содержащего канифоль или припоем для радиоэлектронных схем;
2. Прогревайте место соединения до
такой температуры, что бы приложенный к нему припой смог расплавиться. Припой
должен расплавиться благодаря теплу, отдаваемому местом соединения. Часто
ошибка заключается в том, что припой расплавляют паяльником в надежде на то,
что он стечет с паяльника и прилипнет к месту соединения. Это порочный метод,
но им ещё пользуются, несмотря на все предостережения;
3. Место соединения следует тщательно
зачистить. Для этого можно использовать ластик, наждачную бумагу, растворитель
или любое другое средство, с помощью которого можно сделать место соединения
блестящим и чистым. На худой конец подойдет и кончик отвертки;
4. Место соединения должно быть
неподвижным до тех пор, пока расплавленный припой не затвердеет. Если место
соединения не будет неподвижным, произойдет соединение холодным припоем. Такое
соединение будет тусклым, хрупким и простым;
5. Не перегревайте место соединения.
Перегрев приводит к испарению флюса и зачастую к повреждению компонентов;
6. Припоя не должно быть слишком
мало;
7. Припоя не должно быть слишком
много.
Занятие
№11
ЭЛЕКТРИЧЕСКОЕ МАКЕТИРОВАНИЕ
Подобрав и изготовив все нужные
радиодетали, приступают к частичному или полному электрическому макетированию
устройства. В процессе его проведения выполняют предварительную сборку и
проверку работоспособности отдельных каскадов или устройства в целом, уточняют
режимы работы транзисторов, определяют возможные случаи возникновения к.з. Все это позволяет избежать ошибок при компоновке
деталей на монтажной плате устройства и значительно упростить процесс его
налаживания.
Макетируемые каскады или устройства в
целом собирают на технологической монтажной плате. Существует много разных
конструктивных вариантов любительских плат различной степени сложности. Однако
практика показывает, что наиболее рациональны простые конструкции, так как
сложность все равно не дает полной универсальности технологических плат, не
делает их пригодными для окончательной отработки компоновки разных устройств,
тем более, что технологическая плата, как бы сложна
она ни была, не может полностью заменить реальную плату собираемого устройства.
Два конструктивных варианта простых технологических плат изготовить самим.
Первая конструкция предназначена для макетирования простых устройств, а
вторая - более сложных.
В первом варианте по длинным сторонам
платы с шагом 40-50 мм
развальцовывают пустотельные латунные заклепки
диаметром 2-3 мм,
к которым без механического крепления припаивают отрезки одножильного луженого
провода диаметром 1-1,5 мм.
Эти соединенные последовательно отрезки провода используются в дальнейшем в
качестве токонесущих шин общих цепей питания макетируемого
устройства или отдельных каскадов и позволяет,
при необходимости, ввести на нужном
участке цепи резистор развязывающего фильтра. При макетировании устройств на
такой технологической плате детали его каскадов монтируются между токонесущими шинами, а сами каскады располагаются в
последовательности, указанной на принципиальной схеме "в линию".
Подробное расположение наиболее рационально: вход и выход устройств максимально
удалены друг от друга, а паразитные связи минимальны. Повторить такую компоновку
на реальной плате практически не удается. Поэтому если при макетировании не
принять меры к выявлению возможных паразитных связей между каскадами, то
хорошо, устойчиво работающее на технологической плате устройство может самовозбудиться после окончательной сборки на реальной
монтажной плате.
Во втором варианте по всей площади
платы с шагом 4-5 мм
высверливают отверстия диаметром 1,5
мм, и в них развальцовывают соответствующие пустотельные заклепки. Они будут служить опорными точками
монтажа и одновременно контактными площадками для выполнения электрических
соединений. Монтаж на такой технологической плате и компоновку каскадов
макетируемого устройства можно значительно приблизить к реальным.
Детали размещают с одной стороны платы, а электрические соединения выполняют с
другой. Каскады располагают так, как это предполагается сделать на реальной
монтажной плате.
Проводя макетирование. не следует укорачивать выводы
деталей, а их пайку к шинам или к контактным площадкам выполнять без
механического крепления, так как это сильно затруднит демонтаж. При гибки необходимо избегать острых углов, которые смогут
привести к обламыванию проводников. Выполнять его следует с помощью длиногубцев, зажимая вывод между корпусом детали и
изгибаемой частью проводника. Во избежание перегрева и порчи полупроводниковых
приборов при пайке их выводов следует применять теплоотвод,
используя для этой цели пинцет
или длинногубцы. Вместо обычного монтажного
инструмента желательно применять специальный теплоотвод,
выполненный на базе электрического зажима типа "крокодил". Для этого
к его подвижным зажимающим частям приклепывают медные или латунные наконечники.
Аналогичные меры предосторожности необходимо соблюдать и при пайке выводов
низкочастотных трансформаторов, которые имеют легкоплавкие полистироловые
каркасы. Во время макетирования соединения с этими деталями лучше выполнять не
пайкой, а с помощью проводников, оканчивавшихся
лепестком от панелей пальчиковых радиоламп или гнездами от какого либо
штепсельного разъема.
Учитывая, что низкочастотные
трансформаторы являются унифицированными промышленными деталями, при работе с
ними целесообразно применять специальные контактные панельки, изготовленные из
термостойкого изоляционного материала (гетинакс.
текстолит). Конструктивно они могут быть выполнены так же, как панельки для
транзисторов, используемых в промышленных переносных устройствах "Селга 402." "ВЗФ 202 " и других. В
дальнейшем при макетировании супергетеродинных приемников могут потребоваться
панельки и под контурные катушки, изготовленные на унифицированных каркасах.
Пайку выводов деталей выполняют электрическим паяльником мощностью 50-65 Вт.
Желательно, чтобы он имел съемные торцевой и угловой стержни, жалам которых
следует придать пирамидальную Форму. Чтобы увеличить срок службы стержня, такую
форму придают способом ковки материала в холодном состоянии, и лишь отдельные
неровности подправляют напильником. Жала паяльника должно обеспечивать
температуру нагрева места пайки не выше 240-260 С. В качестве припоя используют
легкоплавкий ПОС 61, а в качестве флюса-сухую
или жидкую канифоль.
Занятие
№12
Определение площади
монтажной платы
Площадь реальной монтажной платы
выбирают с учетом достаточно свободного размещения на ней всех устанавливаемых
деталей. Делают это с тем расчетом, чтобы обеспечивать хорошую технологичность
и легкость выполнения сборочно - монтажных работ и налаживания устройств. При этом заранее
определяют предстоящий вид монтажа. В промышленной и любительской практике
существует три основных вида монтажа: плоскостной, объемный
и смешанный-плоскостно-объемный. Наиболее
рациональным и технологичным является монтаж первого вида, когда все устанавливаемые
на плату детали устройства располагаются в одной плоскости с минимальным
заполнением объема корпуса. При таком монтаже обеспечивается свободный доступ к
деталям и их электрическим соединениям, хорошая повторяемость и создаются
благоприятные условия для качественного звучания головки громкоговорителя.
Плоскостной монтаж получил самое широкое распространение и применяется в
переносных устройствах средней сложности и различных габаритов.
Второй вид монтажа-объемный-отличается
от первого тем, что в нем преобладающее значение имеет не площадь монтажной
платы, а заполняемый объем корпуса. Этот монтаж требует применения специальных
радиоэлементов, конструкция которых обеспечивает их вертикальную установку на
плату. Такой монтаж не технологичен и применяется, как правило, в миниатюрных
устройствах, к которым не предъявляются высокие акустические требования.
Третий вид монтажа является
промежуточным вариантом с присущими двум первым преимуществами и недостатками.
Его обычно применяют в устройствах повышенной сложности, имеющих блочную
конструкцию. Она позволяет значительно упростить схему печатных соединений и
облегчает введение полной экранировки тех или иных функционально законченных
блоков, например, высокочастотного блока в приемниках с диапазоном УКВ ЧМ«
Учитывая сказанное, для рассматриваемого устройства целесообразно применить
наиболее технологичный плоскостной монтаж. В этом случае необходимая площадь
реальной монтажной платы определяется в такой последовательности: скачала находят проекции всех деталей устройства,
устанавливаемых на монтажную плату, принимая во внимание не только конфигурацию
корпуса деталей, но и всех выступающих выводов. Это касается постоянных
резисторов и конденсаторов с осевыми выводами, диодов и других деталей, у
которых изгиб выводов в непосредственной близости корпуса недопустим.
Затем по проекциям рассчитывают
площади, нужные для размещения той или иной детали на монтажной плате. Площади
отдельных деталей суммируют, с учетом их количества и получают общую площадь,
равную vS мм!4, на которой можно разместить все
устанавливаемые на плату детали. устройства
вплотную друг к другу. Естественно, что а этом случае
сборка и монтаж устройства будут сильно затруднены. Чтобы избежать этого, в
рассчитанную площадь вводят поправочный коэффициент заполнения платы. Он
численно, равен сечению площади, необходимой для размещения деталей плотно друг
" к другу, к увеличенной площади, обеспечивающей хорошую
. технологичность сборки и монтажа устройства. Этот коэффициент может
иметь значения от 0,1 до 1.В первом случае детали будут размещаться на
монтажной плате чрезмерно свободно, а во втором
- предельно тесно. Выражая
коэффициент заполнения в процентах, определяют, что в первом случае детали
занимают лишь 10 X площади монтажной платы, а во втором - 100 X.
Наиболее оптимальным как для
промышленных, так и для любительских конструкций, является коэффициент
заполнения, находящийся в пределах 0,4—0,6. Такие значения обеспечивают
хорошую технологичность монтажа и рациональное использование площади платы.
Учитывая, что рассматриваемые устройства рассчитаны для повторения радиолюбителями
с небольшой практической.- .подготовкой, коэффициент
заполнения выбирают равным 0.5. Тогда увеличенная площадь монтажной платы
будет составлять около 2Й мм*! На ней достаточно свободно разместятся все
устанавливаемые на плату детали устройства и будет
обеспечена хорошая технологичность монтажа.
Занятие
№ 13
Компоновка деталей на плате
Компоновка - наиболее ответственный
этап конструирования. Предопределяющий трудоемкость его налаживания и стабильность
работы при эксплуатации. Компоновку деталей на монтажной плате выполняют с
учетом их конструктивных и электрических особенностей, принимая во внимание
возможность возникновения различным паразитных связей
Компоновкой принято называть
размещение элементов на
плоскости или в пространстве
конструкции. 2. Рациональная компоновка элементов означает
выполнен нескольких правил:
а. вход и выход устройства должны
быть разнесены © пространстве;
б. элементы размещаются вдоль
направления -«Вход-выход» устройства;
в. пассивные элементы (резисторы,
конденсаторы)группируются вокруг активных
элементов (транзисторов микросхем);
г. учитываются компоновочные
характеристики
элементов (вертикальное или горизонтальное расположение, сверху или снизу);
Результатом компоновки элементов
может быть компоновочный эскиз:
Монтаж - сборка элементов в
конструкцию.
Электрический монтаж бывает
проволочным и печатным.
При проволочном монтаже соединения
элементов осуществляется с помощью медного
луженного или посеребренного .провода.
При печатном монтаже, соединение
элементов осуществляют с помощью ленточных проводников, которые пол/чают в
результате травления фольгированного гетинакса.
Эту работа выполняют графически, на
миллиметровой или другой бумаге, желательно с нанесенной, координатной сеткой. Сначала вычерчивают в масштабе 1:1 или с четным кратным увеличением
проекции) монтажной платы.. Затем на ней определяют и отмечают участки для
установки деталей, имеющих прямую связь с обшей конструкцией устройства.
К их числу относятся магнитная антенна, переключатель диапазонов, конденсатор
переменной емкости, регулятор громкости, головка громкоговорителя и другие. .Одновременно с этим ' отмечают места крепления самой платы
в корпусе устройства и переходят к размещению деталей отдельных каскадов.
Компоновочную графику в любительских
условиях целесообразно выполнять в масштабе 1:1, что позволит значительно сэкономить
время проведения этик работ, исключив первоначальный увеличенный вариант
чертежа, и более четко . ощутить реальное размещение'
деталей на монтажной плате. Проекции компонуемых деталей можно наносить обычным
способом с помощью линейки или пользуясь специальными трафаретами, изготовленными
из плотной чертежной бумаги или пластмассовой жесткой пленки. На трафаретах в
местах выхода выводов делают отверстия или какие либо метки, с помощью которых на чертеж монтажной
платы устройства точно наносят центры установочных отверстий и контактных
площадок. Компоновку радио -приемника проводят в такой
последовательности.
Сначала на чертеже определяют и Фиксируют места для отверстий крепления монтажной платы в
корпусе устройства и для выхода магнитной системы электродинамической головки
громкоговорителя Гр. Затем рядом с платой вдоль верхней удлиненной стороны
располагают магнитную антенну W. а на плате отмечают места отверстий для
крепления ее держателей и паяльника. После этого на компоновочном чертеже
фиксируют участки размещения деталей, снабженных ручками управления и имеющих
прямую связь с общей конструкцией устройства. К ним относятся переключатель
диапазонов 5, конденсатор переменной емкости С и
переменный резистор Р..
Детали отдельных каскадов устройства
компонуют в последователь Kocrti их расположения на принципиальной схеме, только не
со стороны входа, а со стороны выхода. Делают
это потому, что низкочастотные каскады содержат более крупногабаритные
детали, нежели высокочастотные, и для их размещения требуются большие площади
на монтажной плате. Кроме того, во избежание самовозбуждения устройства его
выходной и предвыходной каскады, особенно переходной согласующий трансформатор
Тр. должны быть удалены от магнитной антенны на максимально возможное
расстояние, но не меньше, чем было определено при макетировании.
. Вполне очевидно, что выполнить эти
требования значительно легче в самом начале компоновки, чем на стадии он завершения.
Одновременно такая последовательность помогает уменьшить длину проводов общих
цепей питания, осуществить их более рациональную прокладку на плате и
блокировку нужных участков цепей по переменному току. Все это позволит избежать
недлительных связей между отдельными каскадами устройства по цепям питания и
обеспечить хорошую устойчивость их работы.
Миниатюрные детали отдельных каскадов
устройства группируют возле соответствующих транзисторов и диодов. Причем,
относящиеся к базовым С входным) и коллекторным 'С
выходным!) цепям транзисторов по возможности удаляют друг от друга, что
способствует повышению устойчивости каскадов.
Фольгированые
электрические соединения между деталями осуществляют наиболее короткими путями, избегая чрезмерных изгибов будущих проводников.
Каждый каскад соединяют с общим заземленным проводом питания
устройства через собственную цепь, что
устраняет возможность возникновения межкаскадных паразитных связей. Общий заземленный
провод питания должен последовательно проходить через все каскады
Устройства. от выхода
к входу, не имея каких-либо
кольцевых соединений. В противном
случае, пути прохождения
токов на отдельных участках становятся произвольными
и не поддающимися контролю, что при
неблагоприятных условиях может оказаться
причиной самовозбуждения устройства.
Чертеж компоновки деталей устройства и их электрических
соединений на монтажной плате
используют в дальнейшем при изготовлении платы и выполнении сборки и монтажа. Рассмотренные
вопросы проведения компоновки и выполнения схемы электрических соединений
являются общими и приемлемыми при конструировании любых устройств.
Занятие
№ 14
Изготовление монтажной платы
Монтажную плату устройства
изготовляют из фольгтрованного гетинакса или текстолита толщиной 1,5 - 2 мм. Сначала по чертежу, полученному в процессе проведенной компоновка
деталей на монтажной плате, на заготовке размером 115*75мм выполняют
необходимую разметку. Затем высверливают и выпиливают все
отверстия, предназначенные для установки
и монтажа деталей на плате
устройства. Если компоновочный чертеж
был сделан в масштабе 1:1, то необходимость в
предварительной разметке отпадает.
Его слегка (лучше резиновым клеем) наклеивают на заготовку и всю
механическую обработку производят, пользуясь чертежом как кондуктором. При желании сохранить чертеж с его помощью лишь накернивают центры нужных отверстий, а соответствующую
обработку заготовки выполняют без него.
Отверстия под
выводы транзисторов, диодов, постоянных резисторов,
конденсаторов и проводов навесных соединений выполняют диаметром 1 -1,2 мм, а под входной
контур приемника ДВ диапазона и выводы трансформаторов - 1,3 - 1,5 мм. Использование сверл
большего диаметра нежелательно, так как при монтаже деталей с тонкими выводами
на плате могут образоваться ложные пайки, обнаружить которые довольно трудно,
Чтобы уменьшить возможность поломки тонкого сверла, его хвостовик максимально
вставляют в патрон дрели, оставляя выступающей
лишь небольшую рабочую .часть. Отверстия высверливают
со стороны фольги, что исключает ее отслаивание от изоляционного материала
заготовки.
Просверлив все отверстия с фольгированной и нефольгированной стороны заготовки
мелкозернистой наждачной бумагой или сверлом несколько большего диаметра, чем
отверстие, удаляют заусенцы и другие неровности на материале и приступают к нанесению рисунка монтажных электрических соединений, контактных площадок и проводников.
Сначала все соединения на фольге
выполняют мягким карандашом, затем, после тщательной проверки -- нитрокраской. Контактные площадки вычерчивают с помощью
циркуля с круговым пером или
кисточки, а соединительные проводники с помощью
металлического (стеклянного) рейсфедера или кисточки. Длинные проводники выполняют по линейка, приподнятой над за готовкой платы на 3-5 мм. Для этого на концах линейки укрепляют
небольшие деревянные или лучше резиновые упоры.
Обеспечивающие нужный зазор. Чтобы при работе с
кисточкой сохранялась выбранная ширина проводника, на ее нижнюю часть надевают ограничительное кольцо из полиэтилена. Вместо такого кольца
можно применять ободок из нескольких слоев хлорвиниловой липкой ленты.
Контактные площадки в зависимости от
конструкции и расстояния между выводами монтируемой
детали круглыми, овальными или прямоугольными с цельной или подрезанной
фольгой. Их размеры выбирают с таким расчетом,
чтобы фольгированный поясок на свободных участках имел ширину 0,8-1 мм, а в местах подрезки не
менее 0.5 мм.
В противном случае при пайке фольга может легко отслоиться от изоляционного
основания.
Проводники вычерчивают по возможности прямыми линиями при необходимости делая угловые переходы.
При выборе их
ширины учитывают, что, в отличие от навесных, печатные соединения обладают
значительно большей собственной емкостью. Поэтому
неправильный выбор ширины проводников высокочастотных цепей может вызвать значительное
уменьшение пределов предусмотренных
регулировок устройства. Например, емкость печатных
проводников, суммируясь с минимальной емкостью конденсатора настройки, может привести к существенному уменьшению перекрытия
диапазона в области наиболее высоких
рабочих частот приемника. Чтобы
этого на произошло, делают не более 0.8 - 1 мм.
а низкочастотных-1 - 3 мм. Проводники меньшей
ширины применяют в каскадах предварительного усиления, а большей — в выходных и
общих цепях питания.
Выполнив рисунок всех монтажных соединений,
концом лезвия ножа устраняют образовавшиеся
неточности и приступают к химической обработке фольги-стравливанию не защищенных краской участков меди в растворе хлорного железа. Для этого в одном литре воды (желательно
кипяченой) растворяют 200-400г.
безводного хлорного железа,
пользуясь керамической, эмалированной, металлической или пластмассовой
посудой, удобной для размещения обрабатываемой заготовки
платы. Процесс травления фольги при
комнатной температуре в
зависимости
от концентрации раствора может длиться от 20- 30 мин до нескольких часов.
Если для; работы используется термостойкая
посуда, то для ускорения травления раствор можно подогреть до температуры не
выше нем 50-60"С. Выполнять эти работы следует в хорошо проветриваемом
помещении, избегая попадания хлорного железа на слизистую оболочку глаз и
одежду, что в первом случае может вызвать сильное раздражение, а во втором -
порчу ткани.
По окончании процесса травлений
ненужной Фольги плату промывают в горячей воде и. тампоном,
омоченным растворителем или ацетоном, удаляют защитную краску. Затем вторично промывают ее с мылом или стиральным порошком и просушивают при комнатной
температуре. После этого контактные площадки и соединительные
проводники аккуратно зачищают мелкозернистой наждачной
бумагой и эалуживают хорошо разогретым паяльником, применяя в качестве флюса канифоль или ее спиртовой раствор. Такая
обработка фольги упростит выполнение пайки при монтаже деталей на плате и повысит механическую прочность проводников, толщина которых без лужения, как правило, не превышает 35 мкм.
Полностью
обработанную и подготовленную к монтажу печатную плату
целесообразно еще раз промыть в смеси бензина и спирта (две части
бензина и одна часть спирта) или в ацетона и просушит.
Для
облегчения сборки и монтажа на поверхность платы около опорных точек со стороны установки деталей желательно нанести краской обозначения выводов
полупроводниковых, приборов и
электрических конденсаторов, обладающих определенной полярностью
включения.
Занятие
№15
Подготовка к
сборке и монтажу
Прежде чем
приступить к окончательной сборке и монтажу устройства, выполняют ряд контрольный, конструктивных и
технологических подготовительных работ.
К ним относятся проверка
и
механическая подгонка всех конструктивных элементов и узлов устройства,
устраняющие какие-либо доработки после его сборки
и монтажа, и соответствующая обработка выводов радиодеталей,
обеспечивающая их правильную установку на монтажную плату. Эти работы,
например, в приемнике проводят в такой последовательности.
Сначала проверяют правильность
выполнения установочных отверстий на монтажной плате, обеспечивающий ее крепление, а корпусе устройства. При их совпадении с отверстиями резьбовых букс в корпусе укрепляют головку громкоговорителя и контролируют размещение ее магнитной системы в соответствующем отверстии монтажной платы. Выступающая часть магнитной системы не должна соприкасаться с кромками платы (так как это может вызвать
дребезг при работе головки) и на затруднять установку
платы в корпусе устройства.
После этого на плату предварительно
устанавливают конденсатор переменной емкости с
закрепленной на его оси мучкой настройки. Сборку размещают в корпусе
устройства и уточняют положение ручки в щелевой
Прорези боковой, стенки. Диск должен несколько (2-3 мм) выступать из корпуса,
иначе при настройке его будет неудобно вращать пальцем. При
вращении в пределах рабочего угла поворота диск не должен
касаться стенок корпуса, что будет создавать трудности при
точкой настройке не станции. Одновременно желательно
собрать и проверить работоспособность привода стрелки-указателя настройки.
Затем на
установленной в корпусе монтажной плате уточняют правильность размещения
переменного резистора и намечают место гибки его
выводов, являющихся элементами не только электрического соединения, но и
крепления через установочные отверстия в плате. Как и а рассмотренном случае, ручка резистора должна выступать за пределы корпуса
устройства и не касаться его стенок. Аналогично проверяют место установки
переключателя диапазонов.
Закончив
проверку и при необходимости подгонку конструктивных
деталей и узлов устройства, приступают к технологической подготовке
выводов радиодеталей к монтажу.
Она
сводится к их
зачистке от окислов, залуживанию и приданию им нужной
конфигурации, обеспечивающей легкую и правильную установку на монтажную
плату устройства. Зачистку и залуживание
выводов выполняют в том случае, когда детали длительное время находились на хранении и поверхность проводников покрылась
окисной пленкой. Чтобы убедиться в этом, достаточно попробовать произвести
лужение. Если оно получается с трудом, тс выводы таких деталей следует обрабатывать.
Зачистку производят с помощью мелкозернистой наждачной бумаги, лезвия нош или
пинцета с насечкой. Во избежание обламывания выводов при зачистке не следует
прибегать к большим усилиям. Окисная пленка имеет незначительную толщину и
легко счищается, при небольшом трении.
Залуживание выполняют обычном способом с помощью паяльника,
применяя легкоплавкий припой ПОС 61 и сухую или жидкую
канифоль (спиртовой. раствор). При залуживании. выводов
полупроводниковых приборов и деталей с нетермостойкими корпусами желательно
применять теплоотвод.
Запуживать надо лишь небольшую часть
проводника, которая при монтаже будет припаиваться к контактной площадке платы.
Это. способствует меньшему
нагреванию, детали и избавляет от выполнения бесполезной работы, так как основная
часть скусывается после монтажа.
Нужную
конфигурацию выводов получают с помощью монтажных длинногубцев
или пинцета с соблюдением мер предосторожности, устраняющих обламывание
проводников и нарушения герметизации корпуса детали (транзисторов. диодов). Для этого вывод, подлежащий обработке, захватывают
инструментом, между корпусом детали и местом изгиба, и рукой или
вспомогательным инструментом, выполняют нужную операцию. Конфигурацию выводов выбирают такой, чтобы они легко входили в установочные отверстия на
монтажной плате и обеспечивали механическое крепление детали. Кроме того, гибку выполняют на таком расстоянии от корпуса, как
указано в техническом описании той или иной детали (в справочниках).
На рис. А
сверху показан' постоянный резистор типа ВС-0,125 а или МЛТ 0.125 ., выводы
которого изогнуты с учетом его горизонтальной установки на монтажную плату,
когда установочные отверстия удалены одно от другого на сравнительно большое
расстояние. Средний вариант наоборот,
рассчитан на случай близкого размещения отверстий. И нижний для вертикальной установки резистора. Во избежание
замыкания длинного вывода на корпус резистора в данном варианте его изолируют полихлор-виниловой или линоксиновой трубкой.
Нетрудно
заметить, что все три варианта ограничивают ввод выводов в установочные
отверстия на монтажной плате. В первом случае таким ограничителем служит корпус
резистора, а во втором и третьем - горизонтальные участки проводников. Такая конфигурация выводов резисторов устраняет
возможность механического воздействия
на контактные площадки платы и предупреждает их отслоение от
изоляционного материала.

Рис.
А-Е. Примеры гибки выводов деталей А - постоянного резистора:
Б - керамического конденсатора с односторонними
выводами: В -
конденсатора с двухсторонними выводами:
Г - электролитического конденсатора:
Д -транзистора:
Е - диода. На рис.Б изображен постоянный
керамический конденсатор типа К10-7В или КМ. на рис.
В - КЛС. Конфигурация их
выводов выполнена с учетом тех же требований, что и для постоянных резисторов. Довольно часто
выводы конденсаторов, двух первых типов, имеющих одностороннее размещение на
корпусе, не подвергают гибке, а для
опоры на монтажную плету надевают отрезки изоляционных трубок.
Электролитический
конденсатор типа К50-6 с односторонними выводами, закрепленными специальной
термостойкой смолой, наплывы которой часто
мешают его плотной установке на монтажную плату, изображен на рис. Г.
Для конденсаторов с небольшой емкостью и незначительной массой этот недостаток
не играет существенной роли. Однако установка конденсаторов с большой емкостью
и массой на плату с зазором при эксплуатации устройства в походных условиях
может привести к обламыванию выводов
детали. Во избежание этого под конденсатор подкладывают изоляционную шайбу с отверстиями такого диаметра,
чтобы в них разместились наплывы смолы на выводах.
Недостаток
конденсаторов небольшой емкости - слишком близкое расположение выводов, мешает
сделать контактные площадки нужного
диаметра. В этом случае также применяют изоляционную шайбу с
отверстиями и диаметральным пропилом с одной сторону. Выводы конденсатора
пропускают через отверстия в шайбе и делают
Г- образную гибку проводников так.
чтобы горизонтальная часть разместилась в
углублении пропила. Как в первом, так и во втором случаях, шайбу желательно
приклеить к корпусу конденсатора, что
придаст сборке большую ме ханическую прочность.
На рис. Д,Е показаны транзистор и диод. Выводы первого, как правило,
изгибают лишь под небольшим углом к корпусу и на них надевают изоляционные
трубки. Чтобы это не затрудняло определение нужного вывода транзистора при
монтаже, трубки берут разных цветов. На вывод коллектора транзистора структуры
р-л-р надевают синюю, на вывод эмиттера-красную и на вывод базы
желтую. Для транзистора структуры л-р-л расцветку
трубок на выводах коллектора и эмиттера меняют на обратную.
Петлевую гибку выводов диода
выполняют с целью уменьшения его нагрева при
монтаже.
Сборка и
монтаж устройств
Окончательную
сборку и монтаж устройств обычно начина»? с проведения механических работ,
связанных с креплением на монтажной плате
различных конструктивный элементов и узлов, и уже затем устанавливают и монтируют мелкие радиодетали. Тем самым они предохраняются от поломки, В
данном же случае количество механических работ минимально, и все они просты, поэтому во избежание ошибок при установке
и монтаже радиодеталей
последовательность сборки и монтажа устройств целесообразно изменить на обратную. Сначала на
плату устанавливают и монтируют транзисторы, диоды и электрические конденсаторы. требующие строгого приключения ' ми выводов с учетом
определенной полярности. | Установив ту или иную радиодеталь на
соответствующее место на монтажной плате, проводники выводов припаивают к
контактным площадкам и после этого кусачками (бокорезами)
откусывают часть проводника
За
пределами наплыва припоя должен оставаться
выступающий на 1- 2 мм
конец проводника. Это необходимо для
того, чтобы в случае некачественного монтажа можно было легко обнаружить
ложную пайку или при ошибке
без затруднений выпаять
деталь.
После этого
на монтажную плату устанавливают постоянные резисторы и конденсаторы, чтобы надписи их номиналов были хорошо видны после проведения, полного
монтажа. Если устройство перед сборкой ж макетировалось, то пайку выводов регулировочных
резисторов выполняют неокончательно Сне откусывая
проводники) „ - Завершают эти операции только после налаживания устройства. Для
ускорения процесса монтажа, все. детали с
помощью выводов С некоторой отгибкой проводников) закрепляют
в установочных отверстиях платы и только потом производят пайку и скусывание. Остальные
детали устройств устанавливают и монтируют в последнюю очередь.
Переключатель диапазонов и низкочастотные трансформаторы закрепляют на
монтажной плате пайкой их выводов. Высокочастотный дроссель, если он не
установлен на изоляционную шайбу, слегка приклеивают к плата резиновым клеем,
что позволяет легко снять его при
налаживании устройства-. Переменный резистор целесообразно
закрепить не только пайкой выводов, но и металлической скобой, изготовленной
из жести или латуни. Для этого а плате высверливают
два дополнительных отверстия рядом с крайними выводами резистора, и
через изоляционную прокладку (картон, гетинакс. текстолит) их прижимают к плате скобой. Конденсатор
переменной емкости крепят с помощью
винтов необходимой длины: пройдя
через плату и основание конденсатора, они не должны упираться в
пластины статора и ротора. При использовании блока типа КПЕ-5 длина резьбовой
части винтов М2.5 .
должна быть не более 4 мм.
Выводы переменного конденсатора
припаивают к соответствующим контактным площадкам монтажной платы.; а соединения надстроечных конденсаторов выполняют навесными. проводниками.. Пайку,
выводов КПЕ, а также остальных
радиодеталей делают быстро Сне более 3-*5 с)* избегая их
перегрева. Затем. на оси КПВ
' устанавливают ручку настройки и собирают привод
стрелки-указателя.
Держатели. магнитной антенны подшкальник
приемника
крепят к монтажной плате
винтами М2. Вторую
деталь приподнимают над платой на 4-5мм, используя
для этой цели металлические или пластмассовые втулки. Головку громкоговорителя размещают в передней части корпуса приемника. Не
крепят с
помощью Г-образных металлических уголков,
изготовленных из
латуни или стали толщиной
0;8-1.мм, и винтов. М2.5 Электрические
соединения головки с гнездами, для подключения головного телефона или внешнего
громкоговорителя и монтажной платой делают гибким проводом сечение 0,.15-0,2 мм.
При пайке неподвижных выводов, звуковой катушки.
следует, избегать по
падания припоя и Флюса на её гибкие выводы, так как
это может быть причиной; их быстрого обламывания и
возникновения
дребезга при работе приемника. В завершении процесса
сборки и монтажа к плате припаивают проводники контактной
колодки питания и, проверив все выполненные соединения с мест
паек механическим способом и промывкой
ацетоном или спиртом удаляют остатки
флюса
Печатный монтаж
Печатный
монтаж все шире применяется не только в промышленных
образцах аппаратуры, но и во многих конструкциях радиолюбителей, особенно при
изготовлении карманных радиоустройств.
Изготовление печатных плат а настоящее время не
представляет большой трудности для радиолюбителя. Преимущества же этих плат
велики. Монтаж получается малым по объему как правило,
не ошибок, при этом велика повторяемость
параметров всех блоков. Ниже приводится, как наиболее, доступный и
малотрудоемкий метод получения печатных плат с применением фольгированного гетинакса.
Фолъгираванный гетинакс. Фольгированный гетинакс марок ГФ бывает
в продаже очень редко.. поэтому радиолюбителю приходится
изготовлять его самому. Для этого необходимы следующие материалы гетинакс толщиной 1-2 мм. Фольге медная толщиной 0..01- 0„ Об мм,
клей, вспомогательный материалы (материалы для зачистки,, обезжиривания и т, п,3. Инструмент при этом требуется несложный. Гетинаксовая плата зашкуривается
с одной стороны ( или с двух сторон если печатный монтаж будет двухсторонним ) шкуркой
Н 60~-80 протирается от пыли и обезжиривается оцетоном дихлоретаном четыреххлористым углеродом или бензином Б70.
Фольгу следует
вырезать, так чтобы
она была меньше гетинаксовой платы на 3-5 мм с каждой стороны.
Заготовка из фольги расплавляется., очищается от окислов шкуркой Н60-80 и тоже обезжиривается одним из хими:катов,
указанных выше . После подготовки поверхностей гетинакса
и фольги на них наносится слой клея.
Примечание. Наиболее употребительные клей (и доступные) ЕФ--2 и БФ--4. Однако с успехом можно применять и,
такие клеи, как КБ-3. ВИАМ-БЗ, ФР-12 и СП2.
Первый слой клея С
здесь и далее пользуются клеем БФЗ подсушивается при
комнатной температуре в течение часа. Затем на обе склеиваемые поверхности
наносится второй елок клея, который подсушивается в течение 30 мин. Фольга с
нанесенным клеем накладывается на гетинакс так,
чтобы она не доходила до края гетинакса на 3 - 5 мм с каждой стороны. На ровном и твердом основании твердым валиком поверхность раскатывается от середины к краям.
Тщательно обработанная заготовка помешается под пресс С в одном из
последующих разделов будет приведен простейший пресс) и нагревается
до 110-120 С. При такой температуре заготовка выдерживается 3-4 часа, после
чего она остывает и только тогда вынимается
из под пресса. Если возможность нагревания отсутствует, то заготовку
необходимо сушить поз прессом 2-3 суток при
температуре 18-20 С.
Изготовление печатных
плат фотометодом
Изготовление печатной платы
начинается с подготовки так. называемого
белка, который представляет собой
увеличенный чертеж будущего монтажа. Здесь следует обратить внимание на
размещение деталей на плате и соблюдение ин габаритных размеров (в основном,
расположение паечных ножек, выводов и тд ). Лучше всего
начать рисовать будущую печатную плату на миллиметровой
бумаге, а затем уже увеличить полученную схему до нужных размеров. Белок
чертится тушью на качественной бумаге.
Затем балок
фотографируется. При изготовлении небольших
деталей ( частей переключателей, коллекторов и т.п.) блок лучше фотографировать на широкоформатной плёнке
(или фотопластинке), чтобы
получить соотношение 1:1 к
его естественному размеру, после чего произвести контактное
зкспонирование. Фолльгированный
гетинакс необходимо
покрыть светочувствительным
слоем эмульсии. Экспонирование рисунка
печатной
платы, проявление, его закрепление (а иногда и
отжиг при соответствующей температуре) различны
для нескольких рецептов
эмульсий, приведенных ниже.
Перед нанесением слоя эмульсии с
поверхности фольги удаляют жиры и грязь.
Пемзовым порошком (или
шкуркой N 140 ) создается легкая шероховатость на
поверхности фольги. Затем заготовку промывают в проточной воде, декапируют в 4
% растворе серной кислоты в течение 1 мин и окончательно промывают проточной
водой.
Эмульсию наносят на Фольгу широкой
мягкой кистью в два слоя (слои наносят во взаимно перпендикулярных
направлениях). Первый слой эмульсии
сушат 40-60 мин.
После экспонирования рисунок
проявляют в растворах, указанных в каждом рецепте, и если нужно (4-й рецепт),
закрепляют его. После полного высыхания эмульсии при температуре 18~20°С производится отжиг С опять таки, если это требуется по
рецепту). Заключительный процесс-травления
рисунка и освобождение его от оставшейся эмульсии. Травление обычно проводят в растворе хлорного железа с
удельным весом 1.36
При отсутствии ареометра, которым
определяют удельный вес раствора, можно использовать следующий метод. Берут
немного меньше полстакана хлорного железа, доливают до
полного теплой водой, и все тщательно
перемешивают.
Если в растворе хлорного железа
наблюдается темный осадок (гидрат окиси железа), необходимо к раствору
добавлять небольшими количествами соляную кислоту - до полного пропадания
осадка.
Процесс травления (в зависимости
от толщины фольги )
протекает 40-80 мин. Оставшуюся
эмульсию удаляют с платы щелочными растворами
( Nа ОН или КОН ) или механическим путём, но так,
чтобы не повредить печатный монтаж.
Упрощенный способ изготовления
печатных плат.
Для изготовления небольших и
несложных печатных плат можно применить упрощенный способ, который по затратам
материалов и времени является самым выгодным. Таким способом можно
изготавливать платы карманных и крупногабаритных радиоустройств (радио
приемников, телевизоров и т.п.).
Схема будущей печатной платы,
выполненная на миллиметровой бумаге 1:1, переносится на подготовленный
фольгированный гетинакс
через переводную бумагу. Полученный рисунок для четкости обводится мягким
карандашом.
Рейсфедером или стеклянной чертежной трубочкой рисунок обводится
кислотоупорным лаком (битумным, асфальтобитумным и т.п.), слегка разжиженным
скипидаром.
Рисунок получается аляповатым,
так как лак растекается, но этого не нужно боятся. После высыхания лака (5-6
час) рисунок корректируется острозаточенным
скальпелем: удаляются размывы, потеки и т.п.
Скорректированный и проверенный по
схеме рисунок вытравляется в растворе хлорного железа с удельным весом 1,36 и
промывается теплой водой.
Примечание: вытравление рисунка
протекает быстрее, если посуда, в которой происходит процесс (тарелка, кювета),
непрерывно покачивается.
При изготовлении наиболее простых
печатных схем можно применять и другой метод (это особенно хорошо удается при
изготовлении плат переключателей). Фольгированный гетинакс покрывают кислоупорным
лаком сплошным слоем. После высыхания (5-6 час) на лаке процарапывают рисунок
сначала иголкой, затем притупленным концом скальпеля.
Примечание: при длительном высыхании
лака рисунок получить не удается, так как лак в этом случае растрескивается и
отлетает большими кусками.
Травление производится в растворе
хлорного железа.
Требование безопасности
Выполняя те или иные работы, студент
должен помнить основные правила безопасности. Знание этих правил позволяет так
организовать свой труд, чтобы исключить или сделать минимальное воздействие
неблагоприятных факторов в отношении себя и окружающих. Прежде всего нужно соблюдать особую осторожность при работе с
электричеством, горючими и легковоспламеняющимися жидкостями, кислотами и
щелочами, токсичными веществами.
Работа с электричеством опасна тем, что оно не
действует на органы чувств до момента соприкосновения с токоведущими проводами или деталями. Это
затрудняет обнаружение опасности.
Электрическое напряжение выше 40В
опасно для жизни. Степень поражения зависит от пути прохождения электрического
тока через тело человека и от силы тока, особенно той его части, которая
проходит через сердце. Наиболее опасны пути тока «рука-нога», «рука-рука».
Поэтому при настройке аппаратуры и поисках неисправности старайтесь работать
одной рукой, чтобы избежать прикосновения к токоведущим частям обеими
руками. Другую руку приучите себя
держать за спиной или в кармане. Особую осторожность нужно соблюдать, когда
прибор питается от сети относительно «земли». Здесь очень важно надежно
изолировать себя от «земли», чтобы исключить поражение электрическим током при
случайном прикосновении к шасси или к деталям прибора.
Любые электроработы
нужно стараться вести вдали от водопроводных труб и радиаторов отопления или
принять необходимые меры, чтобы исключить
случайное прикосновение к ним.
Заменять детали следует только после
отключения прибора от сети, обязательно вынимая вилку шнура от питания из
сетевой розетки.
После отключения источника
электропитания необходимо разрядить конденсаторы фильтра.
Нельзя проверять исправность плавких
предохранителей в аппаратуре путем замыкания их.
Подключать измерительный прибор к
высоковольтным цепям можно только при обесточенной аппаратуре, предварительно
неоднократно разрядив конденсаторы фильтра. Во время таких измерений щуп
прибора нельзя держать рукой.
Следует помнить, что переутомление,
алкогольное опьянение, повышение потливости, сердечные и нервные заболевания
создают повышенную опасность тяжелого поражения электрическим током.
Работа с горючим и
легковоспламеняющимися жидкостями требует тщательного соблюдения правил
пожарной безопасности. Следует помнить, что такие вещества, как эфиры, спирты,
бензин, бензол, ацетон, дихлорэтан сильнолетучи и их
пары могут при большой концентрации представлять даже большую
пожароопасность, чем сами жидкости.
Не следует держать на рабочем месте
легковоспламеняющиеся жидкости в больших
количествах. Нельзя работать с ними в близи открытого
огня. Подогревать такие жидкости в случае необходимости можно только на
«водяной бане», не пользуясь при этом открытом огне.
Работа с кислотами и щелочами требует
повышенного внимания и соблюдения особых мер
безопасности. Кислоты и щелочи при попадании на кожный покров вызывают сильные
ожоги. Особенно опасно попаданий брызг в глаза.
Вдыхание паров кислот и щелочей также вредно для здоровья.
Рекомендуется при работе с кислотами
и щелочами пользоваться защитными очками. Помещение, где ведется работа, должно
хорошо проветриваться.
Необходимо помнить, что при работе с
кислотами всегда следует кислоту вливать в воду (раствор), а не наоборот. В
противном случае в результате бурной реакции произойдет сильной разбрызгивание
кислоты. Вливать кислоту в сосуд с водой (раствором) нужно очень тонкой
струйкой, направляя ее по стенке сосуда и контролируя степень нагрева.
Приготовляя щелочные растворы, воду
вливают в щелочь. При этом пользоваться стеклянной посудой нельзя, так как
растворение сопровождается резким и значительным тепловыделением. Нужна фарфоровая или другая
специальная посуда.
При
химической ожогах кожи пораженное место
нужно промыть сильной струей проточной воды и окончательно нейтрализовать:
кислоту – 3%-ным раствором питьевой соды; щелочь 1%-ным уксусной кислоты.
Работа с токсичными веществами. Органические растворители, такие, как эфиры, бензол, дихлорэтан,
ацетон, четыреххлористый углерод т другие – ядовиты. Вдыхание в больших
количествах паров, например, ацетона оказывает на организм оглушающее и
парализующее действие.
При работе с дихлорэтаном нужно
избегать попадания его на руки, особенно на участки с повреждениями кожного
покрова (свежие раны, царапины).
Во время работы с органическими
растворителями, нитрокрасками, травящими растворами, некоторыми металлами,
например, содержащимися в припоях (свинец, висмут, кадмий и др.), нельзя курить
или принимать пищу. Работать нужно в хорошо проветриваемом помещении или на
открытом воздухе.
Механические работы также требуют
соблюдения определенных правил безопасности. Это
прежде всего: порядок и чистота на рабочем месте, умение пользоваться
инструментом, содержание его а исправном состоянии и применение только по
назначению.
Нельзя пользоваться напильниками без
ручек. На шейке ручки должно быть стягивающее предохранительное кольцо.
На ручках напильников, молотков,
стамесок и другого инструмента не должно быть трещин.
Зубило, молоток, кернер не должны
иметь трещин, сколов, наклепа.
Нельзя сдувать или снимать пальцами
металлическую стружку или опилки с тисков, с поверхности обрабатываемой детали.
Следует пользоваться щеткой.
При рубке металла, при работе на
токарном станке, на точиле необходимо надевать защитные очки.
Как правильно паять
Основы пайки
Пайка свободных проводов
Пайка печатных плат
Техника соединения лакированным
проводом
Основы пайки
Первое, что необходимо сделать -
подготовить все необходимое для пайки радиодеталей:
паяльник
небольшую
губку
припой
плоскогубцы
или пинцет
бокорезы
Включите паяльник в розетку и смочите
губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало
паяльника припоем, а затем протрите его о влажную губку. При этом не держите
жало слишком долго в контакте с губкой, чтобы не переохладить его. Протирая
жало о губку, Вы удаляете с него остатки старого припоя. И в процессе работы
для поддержания жала паяльника в чистоте время от времени протирайте его о
губку.
Перед
пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев
согните выводы детали таким образом, чтобы они входили в отверстия платы. Полезно иметь специальное приспособление для гибки выводов деталей
под определенные расстояния между монтажными отверстиями.
Вставьте
деталь в отверстия на плате. При этом следите за правильным размещением
(полярностью) детали, например, диодов или электролитических конденсаторов.
После этого слегка разведите выводы с противоположной стороны платы, чтобы
деталь не выпадала из своего места. Не следует разводить выводы слишком сильно.
!Перед
пайкой еще раз протрите жало паяльника о влажную губку!
Расположив
жало паяльника между выводом и платой, как изображено на рисунке, разогрейте
место пайки. Время разогрева должно составлять не более 1-2 секунд, чтобы не
вывести из строя деталь или плату.
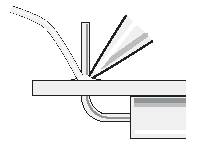

Через 1-2 секунды поднесите припой к
месту пайки. При касании припоем жала паяльника может брызнуть флюс. После
того, как необходимое количество припоя расплавится, отведите проволоку от
места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы
припой равномерно распределился по месту пайки. После этого, не сдвигая деталь,
уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место
пайки не остынет окончательно. Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить
место пайки.
Проверьте
место пайки!
качественное место пайки соединяет
контактную площадку и вывод детали и имеет гладкую и блестящую поверхность. Eсли место пайки
имеет сферическую форму или имеет связь с соседними контактными площадками,
разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале
паяльника всегда остается небольшое количество припоя.
если место пайки имеет матовую
поверхность и выглядит исцарапанным, то говорят о "холодной пайке".
Разогрейте место пайки до расплавления припоя и дайте ему остыть, не сдвигая
детали. При необходимости добавьте немного припоя.
После этого можно удалить остатки
флюса с платы с помощью подходящего растворителя. Эта операция не является
обязательной - флюс может оставаться на плате. Он не мешает и ни в коем случае
не влияет на функционирование схемы.
Различные способы пайки
Как правильно паять? На этот вопрос
должны ответить представленные ниже параграфы. Они предназначены для начинающих
радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
Пайка свободных проводов
С самого первого примера приступим к
практике. Необходимо соединить светодиод с ограничивающим сопротивлением и
припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы
или другие вспомогательные элементы. Необходимо выполнить следующие операции.
1. Снять изоляцию с концов провода.
Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией
от кислорода и влажности.
2. Скрутить отдельные проводки жилы.
Таким образом можно предотвратить их последующее разлохмачивание.

3. Залудить концы проводов. Во время
лужения разогретое жало паяльника необходимо подвести к проводу одновременно с
припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно
распределился по поверхности жгута. Легкое потирание
жалом помогает распределению припоя по всей длине лужения.

4. Укоротить выводы светодиода и
резистора и также залудить их. Хотя выводы и лудились при изготовлении
радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой
окислов. После лужения поверхность вновь будет чистой. Если используются очень
старые радиодетали, выпаянные из каких-либо плат, на них, как правило, сильно
окислены. Выводы таких деталей перед лужением необходимо очистить от окислов,
например, поскрести их ножом.
5. Удерживая соединяемые выводы
параллельно друг другу, нанесите на них небольшое количество расплавленного
припоя. Место пайки должно прогреваться быстро, расход припоя при этом - 2-3 мм (при диаметре 1,5 мм). Как только припой
равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро
отвести паяльник. Место пайки должно оставаться в покое, пока припой не
затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются
микротрещины, снижающие механические и электрические свойства соединения.

Немного теории
Пайка - это соединение металлов с
помощью другого, более легкоплавкого металла. В электронике, как правило,
используют припой, содержащий 60% олова и 40% свинца. Этот сплав плавится уже
при 180&grad;C. Современные припои, используемые при пайке
электронных схем, выпускаются в виде тонких трубочек, заполненных специальной
смолой (колофонием), выполняющей функции флюса.
Нагретый припой создает внутреннее соединение с такими металлами, как медь,
латунь, серебро и т.д., если выполнены следующие условия:
Поверхности подлежащих пайке деталей
должны быть зачищены, то есть с них необходимо удалить образовавшиеся с
течением времени пленки окислов.
Деталь в месте пайки необходимо
нагреть до температуры, превышающей температуру плавления припоя. Определенные
трудности при этом возникают в случае болших
поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не
хватить для ее нагрева.
Во время процесса пайки место пайки
необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс
(колофоний), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого
сердечника. При расплавлении припоя он распределяется по поверхности жидкого
металла.
Типичные ошибки начинающих и методы
их исправления
Начинающие монтажники касаются места
пайки только кончиком жала паяльника. При этом к месту пайки подводится
недостаточно тепла. Опытный монтажник обладает чувством оптимальной
теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и
местом пайки образовалась как можно большая площадь контакта. Кроме того, он
очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника.
Начинающие монтажники расплавляет
немного припоя и с некоторой задержкой подводит его к месту пайки. При этом
часть флюса испаряется, припой не имеет защитного слоя и на нем образуется
оксидная пленка. Профессионал, напротив, всегда касается места пайки
одновременно паяльником и припоем. При этом место пайки обволакивается каплей
чистого расплава еще до того, как флюс успеет испариться.
Начинающие монтажники часто не
уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника
от места пайки, затем вынуждены опять подводить его
для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с
неровными границами, так как соединяемые детали были нагреты недостаточно
сильно, а сам процесс длился слишком долго и колофоний
успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и
завершает процесс резко и окончательно. Он вознаграждает себя гладкой,
отливающей серебром поверхностью припоя, в которой отражается его сияющая
физиономия...
Пайка печатных плат
Пайка радиодеталей в платину требует
меньших усилий, чем соединение свободных проводов, так как отверстия в плате
служат хорошим фиксатором припаиваемой детали. Однако,
и здесь результат зависит от опыта и удачи. Первая схема или первый проект,
собираемый на макетной плате, скорее всего, завершится крахом еще на первых
пропаянных точках, которые будут выглядеть так, как будто это сплошной
проводник... Однако, после нескольких упражнений каждое соединение будет
выглядеть все лучше и лучше.В
нижеприведенном примере производится монтаж микросхемы в плату. Целью работы
является выполнение равномерно хороших соединений. Итак, перейдем к описанию
отдельных шагов:
 1.
Припой и жало паяльника подводятся к монтажной точке одновременно. Жало
паяльника должно касаться как обрабатываемого вывода, так и платы.
1.
Припой и жало паяльника подводятся к монтажной точке одновременно. Жало
паяльника должно касаться как обрабатываемого вывода, так и платы.
2. Положение жала паяльника не изменяется,
пока припой не покроет равномерным слоем все место контакта. В зависимости от
температуры паяльника это продолжается от полусекунды до секунды. За это время
происходит достаточный нагрев места пайки.
 3. Теперь жало паяльника следует обвести по полукругу вокруг обрабатываемого
контакта, одновременно перемещая припой во встречном направлении. Таким образом на место пайки наносится еще около 1 мм припоя. Место пайки
нагрето настолько, что расплавившийся припой под действием сил поверхностного
натяжения равномерно распределяется по всей контактной площадке.
3. Теперь жало паяльника следует обвести по полукругу вокруг обрабатываемого
контакта, одновременно перемещая припой во встречном направлении. Таким образом на место пайки наносится еще около 1 мм припоя. Место пайки
нагрето настолько, что расплавившийся припой под действием сил поверхностного
натяжения равномерно распределяется по всей контактной площадке.
 4. После того, как необходимое количество припоя нанесено на место пайки,
можно отвести проволоку припоя от места пайки.
4. После того, как необходимое количество припоя нанесено на место пайки,
можно отвести проволоку припоя от места пайки.
 5. Последний шаг - быстрый отвод жала паяльника от места пайки. Пока еще
жидкий и покрытый тонким слоем флюса припой обретает свою окончательную форму и
застывает.
5. Последний шаг - быстрый отвод жала паяльника от места пайки. Пока еще
жидкий и покрытый тонким слоем флюса припой обретает свою окончательную форму и
застывает.
Если жало паяльника имеет оптимальную
температуру, весь процесс продолжается не более одной секунды. И после
небольшой практики все точки пайки начнут походить друг на друга как две капли
воды.
Техника
соединения лакированным проводом
 Существует два
основных варианта сборки (экспериментальных) радиоэлектронных схем в домашних
условиях: полосковые платы и растровые платы с выполнением соединений
лакированным проводом. Техника соединений лакированным проводом годится также и
для более крупных проектов. При этой технике тонкие лакированные проводники
прокладываются между точками пайки. Лаковое покрытие отжигается в тех местах
провода, где должна производиться пайка. Немного практики здесь отнюдь не
повредит, поэтому проведем первые опыты выполнения соединений на старой
ненужной плате. Итак, лакированный провод должен быть проложен между двумя имеющися точками пайки.
Существует два
основных варианта сборки (экспериментальных) радиоэлектронных схем в домашних
условиях: полосковые платы и растровые платы с выполнением соединений
лакированным проводом. Техника соединений лакированным проводом годится также и
для более крупных проектов. При этой технике тонкие лакированные проводники
прокладываются между точками пайки. Лаковое покрытие отжигается в тех местах
провода, где должна производиться пайка. Немного практики здесь отнюдь не
повредит, поэтому проведем первые опыты выполнения соединений на старой
ненужной плате. Итак, лакированный провод должен быть проложен между двумя имеющися точками пайки.
 Сначала припаивается
один конец лакированного провода. В зависимости от температуры паяльника
требуется от одной до трех секунд, пока лак не расплавится. Остатки
оплавленного и выгоревшего лака налипают на жало паяльника, которое необходимо
регулярно очищать и залуживать свежим припоем.
Сначала припаивается
один конец лакированного провода. В зависимости от температуры паяльника
требуется от одной до трех секунд, пока лак не расплавится. Остатки
оплавленного и выгоревшего лака налипают на жало паяльника, которое необходимо
регулярно очищать и залуживать свежим припоем.
 После этого конец
провода припаивается в необходимое место. Затем провод протягивается ко второму
месту пайки и огибается вокруг него таким образом, чтобы образовался острый
угол, указывающий на место на проводе, которое будет припаиваться.
После этого конец
провода припаивается в необходимое место. Затем провод протягивается ко второму
месту пайки и огибается вокруг него таким образом, чтобы образовался острый
угол, указывающий на место на проводе, которое будет припаиваться.
 Место отгиба припаивается в следующую очередь. Эта операция длится дольше
вышеописанной, так как теперь приходится обрабатывать
покрытый лаком участок, имеющий худшую теплопроводность по сравнению с чистым
концом провода. Однако, и здесь с некоторой долей
терпения и припоя можно расплавить лак и залудить провод на участке в несколько
миллиметров.
Место отгиба припаивается в следующую очередь. Эта операция длится дольше
вышеописанной, так как теперь приходится обрабатывать
покрытый лаком участок, имеющий худшую теплопроводность по сравнению с чистым
концом провода. Однако, и здесь с некоторой долей
терпения и припоя можно расплавить лак и залудить провод на участке в несколько
миллиметров.
 Теперь можно произвести пайку второго конца провода. В заключение
натяните свободный конец провода и отогните его несколько раз в разные стороны,
пока он не обломится в точности по месту пайки. На этом выполнение соединения
завершено - можно переходить к следующему.
Теперь можно произвести пайку второго конца провода. В заключение
натяните свободный конец провода и отогните его несколько раз в разные стороны,
пока он не обломится в точности по месту пайки. На этом выполнение соединения
завершено - можно переходить к следующему.
 Кстати, может быть вы заметили, что вторая пайка выполнена не в той
точке, где планировалось? При пайке жало паяльника дрогнуло
и пайка произошла в соседней точке. Ничего страшного, ведь наше упражнение
производилось на ненужной плате. Однако это доказывает, что прежде чем взяться
за серьезный проект, следует хорошо усвоить технику выполнения основных
операций.
Кстати, может быть вы заметили, что вторая пайка выполнена не в той
точке, где планировалось? При пайке жало паяльника дрогнуло
и пайка произошла в соседней точке. Ничего страшного, ведь наше упражнение
производилось на ненужной плате. Однако это доказывает, что прежде чем взяться
за серьезный проект, следует хорошо усвоить технику выполнения основных
операций.
Занятие
№ 16
Изучение
монтажа и сборки
устройства по варианту
На этом занятии выдаются студентам
электрические схемы устройств по вариантам, для самостоятельного изготовления.
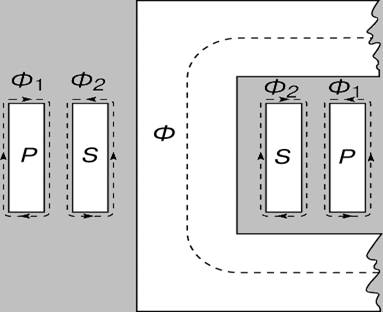
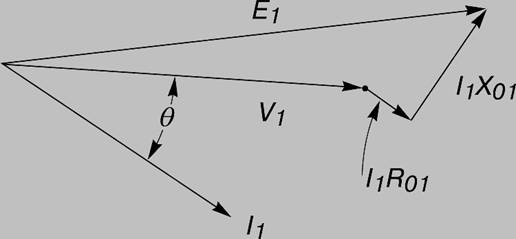



 (6.91)
(6.91) (6.93)
(6.93) (6.94)
(6.94) (6.96)
(6.96) (6.99)
(6.99)


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}